К различным видам обработки металлов давлением в пластическом состоянии относятся
Обновлено: 17.05.2024
Обработкой давлением называются процессы получения заготовок или деталей машин силовым воздействием инструмента на исходную заготовку из исходного материала.
Пластическое деформирование при обработке давлением, состоящее в преобразовании заготовки простой формы в деталь более сложной формы того же объема, относится к малоотходной технологии. Обработкой давлением получают не только заданную форму и размеры, но и обеспечивают требуемое качество металла, надежность работы изделия.
Существенные преимущества обработки металлов давлением по сравнению с обработкой резанием - возможность значительного уменьшения отхода металла, а также повышения производительности труда, поскольку в результате однократного приложения усилия можно значительно изменить форму и размеры деформируемой заготовки. Кроме того, пластическая деформация сопровождается изменением физико-механических свойств металла заготовки, что можно использовать для получения деталей с наилучшими эксплуатационными свойствами (прочностью, жесткостью, высокой износостойкостью и т. д.) при наименьшей их массе. Эти преимущества обработки металлов давлением способствуют неуклонному росту ее удельного веса в металлообработке.
Классификация технологических процессов
обработки металлов давлением
Процессы обработки металлов давлением по назначению делят на два вида:
1. Для получения заготовок постоянного поперечного сечения по длине (прутков, проволоки, лент, листов). Такие заготовки используются в строительных конструкциях или в качестве заготовок для обработки резанием или давлением. Основные разновидности таких процессов – прокатка, прессование и волочение.
2. Для получения деталей или заготовок (полуфабрикатов), имеющих приближенно формы и размеры готовых деталей. Основные разновидности таких процессов – ковка и штамповка.
Пластическое деформирование в обработке металлов давлением осуществляется при различных схемах напряженного и деформированного состояний, при этом исходная заготовка может быть объемным телом, прутком, листом.
По назначению процессы обработки металлов давлением группируют следующим образом:
– для получения изделий постоянного поперечного сечения по длине (прутков, проволоки, лент, листов), применяемых в строительных конструкциях или в качестве заготовок для последующего изготовления деталей – прокатка, волочение, прессование;
– для получения деталей или заготовок, имеющих формы и размеры, приближенные к размерам и формам готовых деталей, требующих механической обработки для придания им окончательных размеров и заданного качества поверхности – ковка, штамповка.
Основными схемами деформирования объемной заготовки являются:
– сжатие между плоскостями инструмента – ковка;
– ротационное обжатие вращающимися валками – прокатка;
– затекание металла в полость инструмента – штамповка;
– выдавливание металла из полости инструмента – прессование;
– вытягивание металла из полости инструмента – волочение.
Характер пластической деформации зависит от соотношения процессов упрочнения и разупрочнения. Губкиным С.И. предложено различать следующие виды деформации и, соответственно, виды обработки давлением.
Горячая деформация – деформация, после которой металл не получает упрочнения. Рекристаллизация успевает пройти полностью, новые равноосные зерна полностью заменяют деформированные зерна, искажения кристаллической решетки отсутствуют. Деформация имеет место при температурах выше температуры начала рекристаллизации.
Неполная горячая деформация характеризуется незавершенностью процесса рекристаллизации, которая не успевает закончиться, так как скорость ее недостаточна по сравнению со скоростью деформации. Часть зерен остается деформированными и металл упрочняется. Возникают значительные остаточные напряжения, которые могут привести к разрушению. Такая деформация наиболее вероятна при температуре, незначительно превышающей температуру начала рекристаллизации. Ее следует избегать при обработке давлением.
При неполной холодной деформации рекристаллизация не происходит, но протекают процессы возврата. Температура деформации несколько выше температуры возврата, а скорость деформации меньше скорости возврата. Остаточные напряжения в значительной мере снимаются, интенсивность упрочнения снижается.
При холодной деформации разупрочняющие процессы не происходят. Температура холодной деформации ниже температуры начала возврата.
Холодная и горячая деформации не связаны с деформацией с нагревом или без нагрева, а зависят только от протекания процессов упрочнения и разупрочнения. Поэтому, например, деформация свинца, олова, кадмия и некоторых других металлов при комнатной температуре является с этой точки зрения горячей деформацией.
К различным видам обработки металлов давлением в пластическом состоянии относятся


Владимир Пьянков запись закреплена
Вопросы и ответы:
1)Придание слитку или заготовке необходимой формы и размеров в пластическом состоянии при практически неизменном химическом составе обрабатываемого материала обеспечивается?
В процессе проведения обработки металлов давлением
2)К различным видам обработки металлов давлением в пластическом состоянии относятся?
Прокатка, волочение, прессование, ковка, штамповка
3)Как называется обработка металлов давлением, заключающаяся в протягивании прутка через отверстие выходные размеры которого меньше, чем исходное сечение прутка?
4)Как называется обработка металлов давлением, заключающаяся ввыдавливании металла, помещенного в замкнутую полость контейнера, через отверстие матрицы?
5)как называется комплекс технологичных машин, обеспечивающих производство изделий прокаткой
6)какой этап при производстве изделий в машиностроении является первым
7)какой тип производства заоготовок характеризуется самой низкой себестоимостью
8)какой тип производства заготовок характеризуется высокой квалификацией рабочих
9)какой метод литья самый точный
литье под давлением
10)как называются свойства литейных сплавов уменьшать объем про затвердевании и охлаждении
11)как называется неоднородность строения в различных частях отливки
12)как называется способность литейных сплавов в жид. состоянии растворять кислород, азот и водород
13)как называется способность жид.металла полностью заполнять полости литейной формы и воспроизводить очертания отливки
14)какой из дефектов не отсносится к такому виду литейных дефектов как искажение формы и размеров
горячие и холодные трещины
15)какой дефект возникает из-за нетехнологичности конструкции деталей, неправильной конструкции, недостаточной эффективности холодильников
усадочные раковины и рыхлоты
16)какой способ получения заготовки не относится к обработке металла давлением
17) какой вид обработки металла давлением имеет неударный характер работы
штамповка на гидравлических прессах
18)какой отделочной операцией горячей объемной штамповки устраняют искревление поковок
19)какая отделочная операция горячей заключется в обжатии поковок с целью повышения точности и улучшения качества поверхности
21)при какой прокатке валки расположены под углом друг к другу
22) как называется способ получения заготовки при котором металл пропускают между вращающимися валками
23)чем отличается литье в кокиль от литья в землю
металл заливается в постоянную металлическую форму
24) по описанию определите способ литья(металл при выпуске из литейной машины заполняет полость формы под большим удельным давлением и при большой скорости)
25)из предложенных вариантов выберите способ получения керамических заготовок
Обработка металлов давлением – ОМД: разновидности и особенности технологии
ОМД, или обработка металлов давлением, возможна благодаря тому, что такие материалы отличаются высокой пластичностью. В результате пластической деформации из металлической заготовки можно получить готовое изделие, форма и размеры которого соответствуют требуемым параметрам. Обработка металла давлением, которая может выполняться по различным технологиям, активно используется для выпуска продукции, применяемой в машиностроительной, авиационной, автомобилестроительной и других отраслях промышленности.

Обработка листового металла давлением на прокатном станке
Физика процесса обработки металлов давлением
Сущность обработки металлов давлением состоит в том, что их атомы такого материала при воздействии на них внешней нагрузки, величина которой превышает значение его предела упругости, могут занимать новые устойчивые положения в кристаллической решетке. Такое явление, которым сопровождается прессование металла, получило название пластической деформации. В процессе пластической деформации металла изменяются не только его механические, но и физико-химические характеристики.
В зависимости от условий, при которых происходит ОМД, она может быть холодной или горячей. Различия их состоят в следующем:
- Горячая обработка металла выполняется при температуре, которая выше температуры его рекристаллизации.
- Холодная обработка металлов, соответственно, осуществляется при температуре, находящейся ниже температуры, при которой они рекристаллизуются.

Ковка раскаленной заготовки на молоте – вид горячей обработки металла давлением
Виды обработки
Обрабатываемый давлением металл в зависимости от используемой технологии подвергается:
- прокатке;
- ковке;
- прессованию;
- волочению; ; ;
- обработке, выполняемой комбинированными способами.

Основные виды обработки металла давлением
Прокатка
Прокатка – это обработка давлением заготовок из металла, в ходе которой на них воздействуют прокатные валки. Целью такой операции, для выполнения которой необходимо использование специализированного оборудования, является не только уменьшение геометрических параметров поперечного сечения металлической детали, но и придание ей требуемой конфигурации.

Виды прокатных валков
На сегодняшний день прокатку металла выполняют по трем технологиям, для практической реализации которых необходимо соответствующее оборудование.
Это прокатка, являющаяся одним из самых популярных методов обработки по данной технологии. Сущность такого способа обработки металла давлением заключается в том, что заготовка, проходящая между двумя валками, вращающимися в противоположные стороны, обжимается до толщины, соответствующей зазору между этими рабочими элементами.
По такой технологии обрабатывают давлением металлические тела вращения: шары, цилиндры и др. Выполнение обработки данного типа не предполагает, что заготовка совершает поступательное движение.
Это технология, которая представляет собой нечто промежуточное между продольной и поперечной прокаткой. С ее помощью преимущественно обрабатываются полые металлические заготовки.

Виды прокатки металла
Ковка
Такая технологическая операция, как ковка, относится к высокотемпературным методам обработки давлением. Перед началом ковки металлическую деталь подвергают нагреву, величина которого зависит от марки металла, из которого она изготовлена.
Обрабатывать металл ковкой можно по нескольким методикам, к которым относятся:
- ковка, выполняемая на пневматическом, гидравлическом и паровоздушном оборудовании;
- штамповка;
- ковка, выполняемая вручную.
При машинной и ручной ковке, которую часто называют свободной, деталь, находясь в зоне обработки, ничем не ограничена и может принимать любое пространственное положение.

Ручная ковка используется в кузнечных мастерских при изготовлении небольшого количества изделий
Машины и технология обработки металлов давлением по методу штамповки предполагают, что заготовка предварительно помещается в матрицу штампа, которая препятствует ее свободному перемещению. В результате деталь принимает именно ту форму, которую имеет полость матрицы штампа.
К ковке, относящейся к основным видам обработки металлов давлением, обращаются преимущественно в единичном и мелкосерийном производстве. Разогретую деталь при выполнении такой операции располагают между ударными частями молота, которые называются бойками. При этом роль подкладных инструментов могут играть:
- обычный топор:
- обжимки различных типов;
- раскатка.
Прессование
При выполнении такой технологической операции, как прессование, металл вытесняется из полости матрицы через специальное отверстие в ней. При этом усилие, которое необходимо для осуществления такого выдавливания, создается мощным прессом. Прессованию преимущественно подвергают детали, которые изготовлены из металлов, отличающихся высокой хрупкостью. Методом прессования получают изделия с полым или сплошным профилем из сплавов на основе титана, меди, алюминия и магния.
Прессование в зависимости от материала изготовления обрабатываемого изделия может выполняться в холодном или горячем состоянии. Предварительному нагреву перед прессованием не подвергают детали, которые изготовлены из пластичных металлов, таких как чистый алюминий, олово, медь и др. Соответственно, более хрупкие металлы, в химическом составе которых содержится никель, титан и др., подвергаются прессованию только после предварительного нагрева как самой заготовки, так и используемого инструмента.

Установка холодного прессования изделий из листового металла
Прессование, которое может выполняться на оборудовании со сменной матрицей, позволяет изготавливать металлические детали различной формы и размеров. Это могут быть изделия с наружными или внутренними ребрами жесткости, с постоянным или разным в различных частях детали профилем.
Волочение
Основным инструментом, при помощи которого выполняется такая технологическая операция, как волочение, является фильера, называемая также волокой. В процессе волочения круглая или фасонная металлическая заготовка протягивается через отверстие в фильере, в результате чего и формируется изделие с требуемым профилем поперечного сечения. Наиболее ярким примером использования такой технологии является процесс производства проволоки, который предполагает, что заготовка большого диаметра последовательно протягивается через целый ряд фильер, в итоге превращаясь в проволоку требуемого диаметра.

Технологические процессы получения проволоки методом волочения
Классифицируется волочение по целому ряду параметров. Так, оно может быть:
- сухим (если выполняется с применением мыльной стружки);
- мокрым (если для его выполнения используется мыльная эмульсия).
По степени чистоты формируемой поверхности волочение может быть:

Линия волочения медной проволоки
По кратности переходов волочение бывает:
- однократным, выполняемым за один проход;
- многократным, выполняемым за несколько проходов, в результате которых размеры поперечного сечения обрабатываемой заготовки уменьшается постепенно.
По температурному режиму этот вид обработки металла давлением может быть:
Объемная штамповка
Сущность такого способа обработки металла давлением, как объемная штамповка, состоит в том, что получение изделия требуемой конфигурации осуществляется при помощи штампа. Внутренняя полость, которая сформирована конструктивными элементами штампа, ограничивает течение металла в ненужном направлении.
В зависимости от конструктивного исполнения штампы могут быть открытыми и закрытыми. В открытых штампах, применение которых позволяет не придерживаться точного веса обрабатываемой заготовки, предусмотрен специальный зазор между их подвижными частями, в который может выдавливаться избыток металла. Между тем использование штампов открытого типа вынуждает специалистов заниматься удалением облоя, образующегося по контуру готового изделия в процессе его формирования.

Особенностью горячей штамповки металла является воздействие высокой температуры, вследствие чего заготовка деформируется, принимая форму штампа
Между конструктивными элементами штампов закрытого типа такой зазор отсутствует, и формирование готового изделия происходит в замкнутом пространстве. Для того чтобы обрабатывать металлическую заготовку при помощи такого штампа, ее вес и объем должны быть точно рассчитаны.
Листовая штамповка
При помощи листовой штамповки готовые изделия получают из листового металла. В зависимости от того, какого результата необходимо добиться в процессе выполнения такой технологической операции, различают штамповку:
- разделительную (отрезка, вырубка и пробивка);
- формообразующую (гибка, вытяжка, раздача, отбортовка, чеканка и др.).
Для выполнения листовой штамповки используют гидравлические или кривошипно-шатунные прессы, рабочими органами которых являются штампы, состоящие из матрицы и пунсона.

Примеры изделий, изготовленных методом листовой штамповки
Качество готового изделия, которое обеспечивает листовая штамповка, позволяет не подвергать его последующей механической обработке. Для того чтобы обеспечить это качество, матрица и пунсон должны быть хорошо разработаны и изготовлены с высокой степенью точности.
Листовая штамповка – это одна из наиболее распространенных методик ОМД, которая активно применяется почти во всех отраслях промышленности. По такой технологии, в частности, производят как мельчайшие детали радиоэлектронных устройств, так и массивные кузова автотранспортных средств.
Получить более полное представление о способах обработки металла давлением, позволяет видео, демонстрирующее их в мельчайших подробностях.
Общие сведения об обработке металлов давлением
1. Обработка давлением основана на способности металлов необратимо изменять свою форму без разрушения под действием внешних сил. Она обеспечивает получение заготовок для производства деталей, а в некоторых случаях и самих деталей требуемых форм и размеров с необходимыми механическими и физическими свойствами.
Обработка давлением – прогрессивный, экономичный и высокопроизводительный способ металлообработки, развивающийся в направлении максимального приближения форм и размеров заготовки к форме и размерам детали, что обеспечивает лучшее использование металла, сокращение трудоёмкости последующей обработки резанием и уменьшением себестоимости продукции.
При производстве металлических изделий широко применяют обработку металлов давлением как в горячем состоянии, так и в холодном. Основными способами обработки металлов давлением являются прокатка, волочение, прессование, ковка и штамповка.
Прокатка – один из важных способов обработки давлением, которым обрабатывается более 75% выплавляемой стали.
Прокатка осуществляется захватом заготовки 2 (рис. 22, а) и деформации ее между вращающимися в разные стороны валками 1 прокатного стана; при этом толщина заготовки уменьшается, а длина и ширина увеличиваются. Валки имеют гладкую поверхность для прокатки листов или вырезанные ручьи, составляющие калибры, для получения круглой или квадратной полосы, рельсов и т. д.
Волочение – процесс, при котором заготовка 2 (рис. 22, б) протягивается на волочильном стане через отверстие инструмента 1, называемого волокой; при этом поперечное сечение заготовки уменьшается; а длина ее увеличивается.
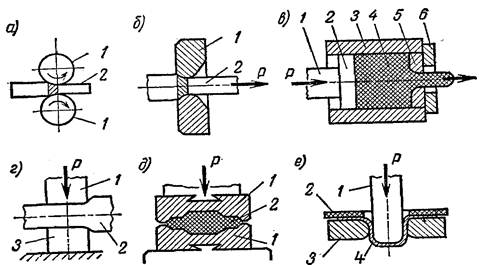
Рис. 22 Схемы основных способов обработки металлов давлением:
а – прокатка; б – волочение; в – прессование; г – ковка; д – объемная штамповка; е – листовая штамповка
Прессование представляет собой выдавливание заготовки 4 (рис. 22, в), помещенной в специальный цилиндр – контейнер 3,через отверстие матрицы 5, удерживаемой матрицедержателем 6;выдавливание производят при помощи пресс – шайбы 2 и пуансона 1. В зависимости от формы и размеров отверстия матрицы получают разнообразные изделия.
Ковка металла заключается в обжатии заготовки 2 (рис. 22, г) между верхним 1 и нижним 3 бойками молота с применением разнообразного инструмента. Свободной ковкой получают поковки различных размеров простой или сложной формы на молотах или прессах.
Штамповка – процесс деформации металла в штампах, форма и размеры внутренней полости которых определяют форму и размеры получаемой поковки. Различают объемную и листовую штамповку.
При объемной штамповке (рис. 22, д) на горячештамповочных молотах и прессах заготовка 2 деформируется в штампе 1. Листовая штамповка (рис. 22, е) осуществляется на холодноштамповочных прессах. При помощи пуансона 1, прижима 2, матрицы 3 листовая заготовка 4 превращается в изделие.
2. Различают горячую и холодную обработки металлов давлением.
Горячая обработка металлов давлением характеризуется явлениями возврата и рекристаллизации, отсутствием упрочнения (наклёпа); механические и физико-химические свойства металла изменяются сравнительно мало. Пластическая деформация не создаёт полосчатости (неравномерности) микроструктуры, но приводит к образованию полосчатости макроструктуры у литых заготовок (слитков) или к изменению направления волокон макроструктуры (прядей неметаллических включений) при обработке металлов давлением заготовок, полученных прокаткой, прессованием и волочением. Полосчатость макроструктуры создаёт анизотропию механических свойств, при которой свойства материала вдоль волокон обычно лучше его свойств в поперечном направлении.
При холодной обработке металлов давлением процесс пластической деформации сопровождается упрочнением, которое изменяет механические и физико-химические характеристики металла, создаёт полосчатость микроструктуры и также изменяет направление волокон макроструктуры. При холодной обработке металлов давлением возникает текстура, создающая анизотропию не только механических, но и физико-химических свойств металла. Используя влияние обработки металлов давлением на свойства металла, можно изготавливать детали с наилучшими свойствами при минимальной массе.
Для получения заготовок обработкой давлением используют различные деформируемые материалы: углеродистые, легированные и высоколегированные стали, жаропрочные сплавы, сплавы на основе алюминия, меди, магния, титана, никеля и др.
Исходными заготовками для обработки металлов давлением являются плоские и круглые слитки разных размеров и массы из стали и цветных сплавов.
До обработки давлением слитки подвергают механической обработке, которая заключается в отрезке прибыльной и донной частей и очистке поверхности от литейных пороков.
Размеры и масса слитков зависят от их назначения. Цилиндрические слитки предназначаются для изготовления прутков, профилей и труб. Их получают главным образом методом непрерывного литья. Плоские слитки применяют для изготовления различных поковок, листов, лент, полос и т. п.
3. Существенные преимущества обработки металлов давлением по сравнению с литейным производством и обработкой резанием – возможность значительного уменьшения отхода металла, а также повышения производительности труда, поскольку в результате однократного приложения усилия можно значительно изменить форму и размеры деформируемой заготовки. Кроме того, пластическая деформация сопровождается изменением физико-механических свойств металла заготовки, что можно использовать для получения деталей с наилучшими эксплуатационными свойствами (прочностью, жесткостью, высокой износостойкостью и т. д.) при наименьшей их массе.
Эти и другие преимущества обработки металлов давлением (отмеченные ниже) способствуют неуклонному росту ее удельного веса в металлообработке. Совершенствование технологических процессов обработки металлов давлением, а также применяемого оборудования позволяет расширять номенклатуру деталей, изготовляемых обработкой давлением, увеличивать диапазон деталей по массе и размерам, а также повышать точность размеров полуфабрикатов, получаемых обработкой металлов давлением.
Основы обработки металлов давлением
Основной задачей обработки металлов давлением является придание заготовке требуемой формы путем пластической деформации. Этот процесс отличается значительной экономичностью, высоким коэффициентом использования металла и большой производительностью. Он успешно соперничает с литейным производством и уступает ему только по сложности конфигурации получаемых деталей и иногда по стоимости производства. Механические свойства обрабатываемых давлением деталей (ударная вязкость, усталостная прочность и др.) после соответствующей термической обработки выше, чем у литых деталей Обработку металлов давлением в отдельных случаях успешно используют вместо обработки резанием. Например, зубофрезерование заменяют зубонакатыванием, шлифование - обкаткой роликом, токарные операции - штамповкой, выдавливанием и т.д..
Давлением обрабатывают примерно 80…90 % всей выплавляемой стали, а также большое количество цветных металлов и сплавов.
Обработку давлением производят в горячем и холодном состоянии. При горячей обработке чистые металлы нагревают до температуры 0,4 Тпл., а сплавы (0,5…0,8)Тпл. Это приводит к уменьшению сопротивления пластической деформации металла в 10…20 раз. Холодную обработку давлением проводят при более низких температурах.
Основными требованиями при нагреве металла являются:
равномерный прогрев по сечению и длине заготовки;
оптимальное время нагрева, обеспечивающее достаточно высокую производительность и отсутствие дефектов в заготовках;
наименьшая потеря металла на угар;
экономичный расход топлива.
Неправильный режим нагрева удорожает процесс и приводит к различным дефектам: трещинам, обезуглероживанию, повышенному окислению, перегреву и пережогу.
Нагрев металла при горячей обработке давлением производят в нагревательных колодцах, электрических и газовых печах, токами высокой и промышленной частоты.
При холодной обработке давлением одновременно с изменением формы заготовки меняются свойства металла: прочность, твердость и упругость увеличиваются, а вязкость, пластичность, стойкость против коррозии и электропроводность понижаются. Изменение свойств вызвано изменением структуры металла: зерна металла измельчаются и вытягиваются в направлении течения металла. Такое состояние металла называют наклепом, при этом повышается твердость и прочность материала, ухудшается его обрабатываемость. Для снятия наклепа и улучшения обрабатываемости металла применяют полный отжиг.
К основным видам обработки металлов давлением относятся: прокатка, волочение, прессование, ковка, штамповка и некоторые отделочные и упрочняющие виды обработки давлением, например, обкатка роликом, зубонакатывание и т.д. (рис.6)
Прокату, волочение и прессование обычно производят на металлургических заводах, а остальные способы обработки давлением на машиностроительных заводах.
В условиях отсутствия рудных залежей в Республике одной из главных задач является усиление режима экономии металлов, ускоренный переход к ресурсосберегающим и безотходным технологиям. Решение этих задач будет в значительной мере способствовать увеличению выпуска заготовок, полученных давлением, появление новых процессов обработки металлов давлением, приближающих конфигурацию заготовок к конфигурации деталей. Все это позволит значительно повысить эффективность машиностроения.
Прокатка – процесс обжатия металла между вращающимися валками прокатных станов (рис.6а). При обжатии толщина заготовки уменьшается, а длина соответственно увеличивается. Сталь прокатывается в основном в горячем состоянии. Листы толщиной менее 2 мм из низкоуглеродистой стали прокатывают в холодном состоянии.
Достоинствами процесса является: высокая производительность, повышение прочности прокатываемого материала, относительно высокий коэффициент использования металла. К недостаткам относятся: получение профилей относительно простой конфигурации, дорогостоящее оборудование, сложность создания прокатного производства.
Стальной прокат делится на следующие основные группы: сортовой, листовой, трубный, специальный и периодический.
Сортовой прокат по назначению можно разделить на профили общего назначения и специального назначения. К профилям общего назначения относятся: круг, квадрат, шестигранник, полоса, уголок, швеллер, двутавр, рельсы и т.д.
Профили специального назначения применяются в сельхозмашиностроении, автотракторостроении, вагоностроении, судостроении, строительстве т.д. Их форма максимально приближена к форме детали.
Листовой прокат делится на толстолистовой с толщиной листа более 4 мм и тонколистовой – менее 4 мм.
Трубный стальной прокат делится на бесшовные трубы с наружным диаметром от 5 до 426 мм (толщина стенок 0,5…40 мм) и трубы сварные с наружным диаметром до 1420 мм при толщине стенок до 14 мм.
Специальный стальной прокат представляет собой продукцию законченной формы, например, венцы зубчатых колес, железнодорожные колеса, шарики для шарикоподшипников и т.д.
Периодический прокат – это прокат, поперечное сечение которого по длине периодически меняется, например, заготовка вагонной оси, полуоси автомобиля, шатуна автомобиля и т.д. Этот вид проката широко используется в виде фасонной заготовки при штамповке или под окончательную механическую обработку.
Прессование – это процесс выдавливания горячего металла, заключенного в замкнутую полость, через отверстие (рис.6б). Исходным материалом для прессования служат слитки или заготовки. Прессование применяют для получения прутков, труб и изделий сложных профилей из цветных металлов и сплавов. Применяют два метода прессования – прямой и обратный (металл течет навстречу направления движения пуансона).
Читайте также: