Металл для производства профнастила
Обновлено: 18.05.2024
Повышенный спрос на профилированный лист, является главной причиной увеличения его производства. Данный материал возможно применять для ремонта кровли или в качестве элемента стеновых и несущих конструкций. Нередко профлист используют для ускоренного строительства ангаров, торговых павильонов или промышленных, временных и постоянных строений. С учетом этих факторов, требования к профнастилу должны соответствовать определенным стандартам качества. Это касается сырья и особенностей производства профилированного листа.
Материал для производства
Расходный материал для производства профлиста, рулонный металл, который бывает разного качества. В первую очередь это классическая холоднокатаная сталь. Также распространенной практикой является использованием оцинкованных марок стали с разной толщиной покрытия. Кроме обычной и оцинкованной стали, для производства гофрированных листов используют цветные металлы и сплавы повышенной износостойкости:
хромоникелевая сталь.
Нередко в качестве сырья выбирают материал с полимерным покрытием. Однако в этом случае существует риск повреждения защитного слоя. Из распространенных видов профнастила, наибольшая стоимость у алюминиевых, медных и хромоникелевых листов. Но больше распространены классические – стальные. Именно этот формат профилированного листа применяют для строительства и кровли. При этом стараются уделить наибольшее внимание разновидностям с полимерным покрытием, так как они менее подвержены негативным атмосферным воздействиям.
Список оборудования для производства
Для изготовления профилированного листа из рулонных металлов, возможно применять профессиональное и непрофессиональное оборудование. Ручные станки, чаще всего собирают кустарных условиях и используют в частном порядке. Простейший агрегат для проката листового металла, состоит из следующих деталей:
Стальная рама. Прочный каркас, способный выдерживать большую массу. Обычно его крепят к бетонной плите или другому прочному основанию.
Рабочая поверхность. Такой стол, по величине должен превышать размеры заготовки. Он предназначен для подачи металла извлечения готовых профлистов.
Фиксатор рулона. Это часть станка необходима, чтобы подача металла была максимально ровной. Ее крепят к раме при помощи болтового соединения.
Листогибочные вальцы. Их изготавливают на основе труб и подшипников. Материал должен быть очень прочным, поэтому выбирают инструментальную сталь.
Прижим металла, в процессе проката, осуществляют при помощи рычага. Для большей скорости производства на такие станки устанавливают двигатель. Этот вариант можно причислить к полуавтоматическому оборудованию. Однако качество гофрированного листа, раскатанного вручную значительно уступает, произведенному на профессиональном оборудовании. Профессиональная прокатная линия это комплекс массивных станков. Она состоит из следующего ряда агрегатов:
Рулонный разматыватель. Данная часть системы предназначена для фиксации листового металла в районах. Чаще всего оборудование консольное. Свободный край рулона подается на прокатный станок.
Прокатный стол. Эта часть линии производства профилированного листа выполняет основную часть работы. Она состоит из приемного стола и ряда клетей с вальцами. Бывает автоматическим и полуавтоматическим.
Блок управления. Компьютерное устройство, необходимое для отладки и управления прокатных столом. Отвечает за скорость работы станка и длину готовой продукции. Также на компьютер поступают все сигналы о неполадках.
Гильотина для профлиста. Автоматические или ручные ножницы с лезвиями соответствующие формы. Она необходима для отрезания готового листа требуемой длины. Важно учитывать формат лезвий, так как это сказывается на качестве среза.
Приемный стол или рольганг. Часть линии, которая необходима для приема готовой продукции. На ней также проводят осмотр престол чтобы исключить брак и проверить соответствие профиля.
Окрашивающий станок. Эта часть линии используется для нанесения защитного покрытия на профлисты. Краска распыляется под повышенным давлением. Кроме обычной краски могут использовать жидкие полимерные покрытия, на основе полиэфирных смол.
Оборудование в цехе обычно дополняют техникой, предназначенной для перемещения сырья и готовой продукции. Для этого устанавливают кран-балку или
Прокатный стол выступает главным агрегатом в линии производства профлиста. При закупке профессиональных станков, например от Profile steel, стоит уделить внимание качеству и комплектации. Обычно основное устройство дополняется разматывателем, рольгангом и гильотиной. Бывают станки одноуровневые, двухуровневые и трехуровневые. В зависимости от типа устройства, они могут выдавать один вид проката или несколько разных. Также есть станки для выпуска перфорированного листа.
При организации линии по изготовлению профлиста, возможно проконсультироваться с представителями компании и договориться о корректировке комплектации в соответствии с требованиями. Также рекомендуют пригласить специалистов по наладке аппаратуры. Profile steel занимаются поставкой запасных частей к профилегибочному оборудованию.

Технология производства
Производство профилированного листа начинается с расчетов математической формы гофры. Также подбирают толщину сырья и выбирают вид защитного покрытия. После установки и отладки профилегибочного оборудования, можно запускать линию и начинать выпуск металлопроката. Технологические этапы прокатки профилированного листа следующие:
Рулон металла подают посредством подъемника и фиксируют на разматывателе. После установки, освобождают край ленты и направляют приемную часть прокатного станка. Важно убедиться, что рулон прочно закреплен на устройстве.
Лента поступает на вальцы и поэтапно, проходя сквозь клети, выгибается в соответствии с заданными параметрами. За один раз придать металлу форму профиля невозможно, так как материал стремится вернуться в прежнее положение.
В конце прокатной линии гильотина отрезает готовые листы по заданной длине. Пластины попадают на рольганг. После можно приступать к окрашиванию готовой продукции, если это изначально запланировано.
Готовый профлист можно перегружать в упаковочную часть цеха. Там выполняют маркировку и заворачивают стопки профилированного листа в плёнку. Готовая и упакованная продукция может быть перенесена на склад для хранения или вывезена из цеха. Если производство полностью автоматизировано, но для управления самим станком потребуется не больше 3-4 человек, один из которых будет заниматься работой с блоком управления. В случае с полуавтоматическим оборудованием, также потребуется нанять работников на гильотину.
Цех для производства
Помещение в котором будет установлено оборудование, для производства профилированного листа, должно соответствовать определенным требованиям. В первую очередь учитывают площадь помещений и возможность подъезда к цеху. Это связано с размерами станков и параметрами возможной продукции. Иногда длина профилированного листа достигает 10 м. Минимальная площадь пространства 300 м2. При подготовке помещения нужно учитывать такие факторы:
Пол в помещении должен быть бетонным или выполненным из аналогичного высокопрочного материала, способного выдержать нагрузку не менее чем 600-800 кг/м2. Это необходимо для фиксации станков, Для чего в пол заранее монтируют анкерные болты.
Общую площадь цеха делят на участки. Помимо основной производственной части должны быть выделены места для хранения сырья и уже готовых профилированных листов. Пространство также должно позволять перемещать продукцию разных размеров.
Внутри цеха должен присутствовать подъемный механизм соответствующего уровня. Подъемная сила подобного оборудования не менее 10 тонн. В этом качестве может быть использована кран-балка. Как альтернативный вариант – автопогрузчик соответствующей грузоподъемности.
Ангар цеха должно быть достаточно утепленным и обеспеченным отопительной системой. Это необходимо для поддержания температуры внутри производственного помещения, не ниже показателя в 4°. Полимерное покрытие металла от низкой температуры часто повреждается, что приводит к коррозии. Также снижение температуры влияет на гидравлическое оборудование.
Ворота в помещение должны быть достаточно высокими и широкими, чтобы могла зайти техника. Эти параметры также будут иметь большую важность при завозе станков и вывозе готовой продукции за пределы цеха.
Станки внутри цеха следует располагать так, чтобы ко всем узлам был прямой доступ. Технический проход должен составлять не менее полутора метров. Место хранения рулонов металла лучше всего располагать как можно ближе к разматывающему устройству. Но допустимо хранить сырье в соседнем помещении, если площадь основного цеха не позволяет выделить достаточное пространство.

С учетом указанных условий рекомендуют не арендовать помещение для цеха, а приобрести его в собственность. Это связано с возможной необходимостью полностью перепрофилировать помещение или расширить производство. Дополнительно в цехе обязательно установить вентиляционное оборудование. Для этого лучше всего использовать промышленные вытяжки. Параметры и характеристики устройств должны соответствовать ГОСТу.
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Металл для профнастила
Листовую сталь без преувеличения можно назвать самым широко используемым строительным материалом. Кроме прямого применения для изготовления различных строительных конструкций, используется такая сталь и для производства профнастила.

Оглавление статьи (нажмите, чтобы открыть)
Сырье для производства профнастила
Для максимального увеличения срока службы, профилированный лист производят из листовой стали с защитным антикоррозионным покрытием.
Сталь для производства профнастила должна иметь определенные технические характеристики. Это обусловлено как требованиями, предъявляемыми к готовой продукции — профнастилу, так и техническими характеристиками оборудования, используемого для изготовления профилированного листа. Сырье для профнастила должно соответствовать следующим требованиям:
- Толщина стального листа — 0,4–1,2 мм.
- Полная ширина листовой или рулонной стали — 1000–1250 мм.
- Марка стали должна соответствовать ГОСТ Р 52246-2004.
- Расход цинка для создания антикоррозийного защитного покрытия — 220-295 г/м².
- Полимерное защитно-декоративное покрытие должно соответствовать ГОСТ Р 52146-2003.
- Рулон металла для профнастила (при использовании производственных линий со специальным разматывателем) должен весить от 5 до 8 тонн.
Оцинкованная сталь для изготовления профлиста
Для изготовления листовой оцинкованной стали применяется холоднокатаная низкоуглеродистая рулонная сталь, при этом качество поверхности оцинкованного листа должно соответствовать ГОСТ 16523-89. В зависимости от способа производства, оцинкованная листовая сталь может быть нескольких категорий:
- оцинкованная листовая сталь с индексом ХШ предназначается для холодной штамповки;
- листовая сталь, предназначенная для холодного профилирования, имеет индекс ХП;
- оцинкованный лист для нанесения лакокрасочного покрытия имеет индекс ПК;
- оцинкованная листовая сталь общего назначения маркируется индексом ОН.

Оцинкованная сталь различных марок может отличаться толщиной антикоррозионного цинкового покрытия, причем эта толщина может быть неодинаковой по поверхности листа, что называется «разнотолщинностью» покрытия. Оцинкованный лист с нормальной разнотолщинностью маркируется НР, с уменьшенной — обозначается индексом УР.
Толщина цинкового покрытия может быть 3-х категорий:
Различают оцинкованный лист и по глубине вытяжки: ВГ — весьма глубокой, Г — глубокой и Н — нормальной. Именно этот показатель определяет механические характеристики металлического листа.
Оцинкованный металл для производства профнастила должен быть нормальной разнотолщинности, иметь первую категорию защитного цинкового покрытия и соответствовать группам ХП или ПК. Срок службы профилированного листа, изготовленного из такой оцинкованной стали, может достигать 40 и более лет. Именно такой срок службы гарантирует высококачественное сырье для производства профнастила, цена которого составляет приблизительно 50 тыс. руб. за 1 тонну.
Если цена металла для профнастила существенно ниже, то, скорее всего, речь идет о листовой стали с меньшей толщиной цинкового покрытия, что существенно снижает срок службы профнастила. Некоторые производители вместо 280 г/м², необходимых для первой категории толщины покрытия, снижают его расход до 150 или даже 100 г/м², что более чем в 2 раза меньше нормы.
Поэтому если вы заинтересованы в качестве своей продукции, лучше купить металл для производства профнастила, произведенный одной из крупных металлургических компаний, чья продукция давно известна на рынке своим качеством и пользуется заслуженным спросом. Металл для изготовления профнастила производят такие крупные предприятия, как ММК (Магнитогорский металлургический комбинат), НЛМК (Новолипцкий металлургический комбинат) и Северсталь.

На крупных предприятиях налажен жесткий контроль качества готовой продукции, поэтом каждый произведенный ими рулон листовой стали имеет сертификат и свой «индивидуальный» паспорт.
Достаточно высоким спросом на рынке пользуется и тонколистовая сталь европейских производителей, например металлургических предприятий Словакии. Производимое этими компаниями сырье для профнастила, цена которого позволяет ему успешно конкурировать с продукцией российских производителей, отличается высоким качеством. Европейская норма нанесения на металл слоя составляет цинка 275 г/м², что соответствует толщине слоя приблизительно 25 мкм и соответствует 1-й категории защитного покрытия.
Кроме металла, произведенного в Словакии, на рынке можно купить металл для профнастила, изготовленный Германии, Англии, а также на предприятиях Украины и Южной Кореи.
Оцинкованная сталь с полимерным покрытием
Росту популярности профнастила существенно поспособствовало появление в последние 10-15 лет на рынке строительных материалов профилированного листа с цветным полимерным защитно-декоративным покрытием.
Изготавливают его из той же оцинкованной стали, на которую поверх цинкового покрытия наносится цветная полимерная пленка из синтетических смол или пластмасс. Такие защитно-декоративные покрытия различаются толщиной и стойкостью к внешним воздействиям. Кроме повышенной стойкости против коррозии, профилированный лист из стали с цветным полимерным покрытием обладает высокими декоративными качествами.
Чем выше стойкость полимерного покрытия к воздействию агрессивных сред, высокой температуры и солнечной радиации, тем оно дороже. Поэтому выбирать окрашенный профилированный лист нужно с учетом условий его будущей эксплуатации.
Ниже в таблице приведены основные характеристики наиболее часто используемых полимерных покрытий.
| Вид полимерного покрытия | Толщина покрытия, мкм | Макс. температура внешнего воздействия, °C | Стойкость к механическим повреждениям |
| Полиэстер (ПЭ) | 25 | 80 | удовлетворит. |
| Викинг (МП) совместная разработка российских и шведских специалистов | 35 | 100 | хорошая |
| Colorcoat Prisma, повышенная стойкость к коррозии, разработка британских инженеров | 50 | 120 | хорошая |
| Granite CLOUDY, на основе модифицированного полиэстера, имеет фактуру обожженной керамики | 35 | 80 | хорошая |
| Agneta, современное покрытие, имитирующее внешний вид меди | 30 | 140 | отличная |
| PVDF Matt, отлично переносит воздействие любых погодных условий, разработка финских инженеров | 27 | 110 | хорошая |
| Puretan, качественное покрытие на основе полиуретана | 35 | 100 | отличная |
| Ecosteel, полимерное покрытие премиум класса, воспроизводящее цвет, фактуру и рисунок натурального дерева. | 30 | 80 | хорошая |
В следующей таблице приведены цены на металлический оцинкованный лист с полимерным покрытием для производства профнастила, выпускаемый различными производителями.
| Вид покрытия, производитель стали, толщина листа и ширина рулона | Ед. изм. | Металл для профнастила, цена в руб. в зависимости от объема заказа. | |
| Металл для производства профнастила, цена при заказе от 5 тонн | Сталь для производства профнастила, цена при заказе от 20 тонн | ||
| Рулон, покрытие окраш. LuxSteel Sky, 0,47×1250 (Корея) | т | 82300 | 81600 |
| Рулон, покрытие Printech Бронза 0,45×1250 (Корея) | т | 82300 | 81600 |
| Рулон, покрытие ПЭ 0,4×1250 (НЛМК) | т | 54805 | 54805 |
| Рулон, покрытие ПЭ 0,45×1250 (ММК) | т | 51110 | 51110 |
| Рулон покрытие ПЭ 0,45×1250 (НЛМК) | т | 51110 | 51110 |
| Рулон покрытие ПЭ 0,47×1250 (Корея) | т | 52153 | 52153 |
| Рулон покрытие ПЭ 0,5×1100 (НЛМК) | т | 49874 | 49874 |
| Рулон покрытие ПЭ 0,5×1250 (Арселор) | т | 49874 | 49874 |
| Рулон покрытие ПЭ 0,5×1250 (ММК) | т | 49874 | 49874 |
| Рулон покрытие ПЭ 0,5×1250 (НЛМК) | т | 49874 | 49874 |
| Рулон покрытие ПЭ 0,55×1250 (НЛМК) | т | 51038 | 51038 |
| Рулон покрытие ПЭ 0,65×1100 (НЛМК) | т | 51027 | 51027 |
| Рулон покрытие ПЭ 0,75×1100 (ММК) | т | 48551 | 48551 |
| Рулон покрытие ПЭ 0,75×1100 (НЛМК) | т | 48551 | 48551 |
| Рулон покрытие ПЭ 0,75×1250 (НЛМК) | т | 48551 | 48551 |
| Рулон покрытие ПЭ 0,9×1250 (НЛМК) | т | 46790 | 46790 |
| Рулон покрытие ПЭ 0,95×1250 (ММК) | т | 47406 | 47406 |
| Рулон покрытие ПЭ 1,0×1250 (НЛМК) | т | 46532 | 46532 |
| Рулон покрытие ПЭ Deep Mat 0,4×1250 (Арселор) | т | 53995 | 53995 |
| Рулон покрытие ПЭ Deep Mat 0,45×1250 (Арселор) | т | 52153 | 52153 |
| Рулон покрытие ПЭ двухсторонний 0,45×1250 (НЛМК) | т | 62272 | 62272 |
В таблице приведены цены за 1 тонну тонколистовой стали. Поскольку вы приобретаете рулон металла для профнастила — цена его будет выше, поскольку вес рулона намного больше. Обычно производственные линии для изготовления профнастила оборудуются разматывателями, рассчитанными на вес от 5 до 8 тонн.
Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!
Технология изготовления профнастила
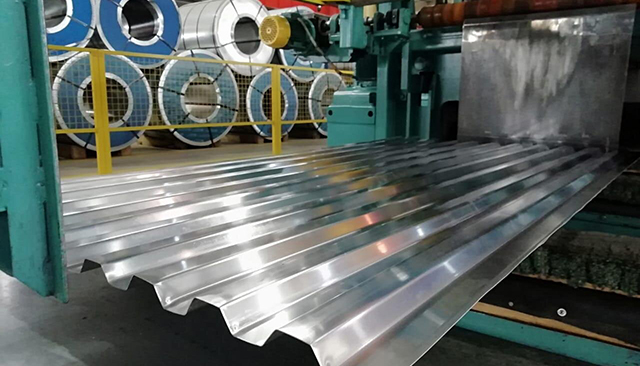
Профилированный металлический лист — это рулонная сталь, поверхность которой в результате обработки на специальном оборудовании приобрела волнистую или гофрированную форму.
Цель этой операции состоит в том, чтобы увеличить продольную жесткость и несущую способность исходного материала. Это позволяет использовать холоднокатаную сталь сравнительно небольшой толщины для изготовления различных строительных конструкций, в том числе и тех, на которые воздействуют значительные статические и динамические нагрузки.

Современный профнастил выпускают из стали толщиной от 0,45 до 1,2 мм. В зависимости от назначения, металлический профилированный лист подразделяется на две основные группы – несущий и стеновой. Отличаются они формой профиля и толщиной металла. Профнастил имеет высокие эксплуатационные характеристики при сравнительно низкой себестоимости, что делает его производство достаточно привлекательным и выгодным вложением средств.
Технология производства профнастила — краткое описание основных этапов изготовления профилированного листа
Технология производства профнастила достаточна проста. В ее основе лежит метод холодной прокатки тонколистового металла. С помощью специального оборудования, из рулона оцинкованной стали или стали с полимерным покрытием получают металлический профиль с заданной геометрией поверхности.
Существуют два метода профилирования металла: одновременный и последовательный (или комбинированный).


Технология изготовления профнастила — станки для последовательного и одновременного профилирования металлического листа
В первом случае технология изготовления профнастила предусматривает прокатку всех гофр профнастила одновременно, начиная с первой клети прокатного стана. При этом существенно экономятся производственные площади, поскольку станок для одновременной прокатки примерно в 1,5 раза меньше оборудования для последовательного или комбинированного способа получения профилированного листа. Кроме того, первый способ обработки металла более равномерно профилирует лист, исключая возможность брака на краях исходной заготовки.
В состав линии по производству профлиста входят:
- разматыватель;
- стан холодной прокатки;
- гидравлические гильотинные ножницы;
- приемное устройство.
Слаженность и непрерывность работы оборудования обеспечивается автоматизированной системой управления, которая и следит, чтобы технология производства профлиста не была нарушена. Такие линии предназначены для изготовления профнастила из оцинкованной стали по ГОСТ 14918 и из тонколистовой стали с полимерным покрытием по ГОСТ 30246-94, ГОСТ 9045, ГОСТ 1050.
С установленного на разматывателе рулона, тонколистовая сталь подается в формовочную машину, где и происходит профилирование поверхности металла. Затем готовый лист профнастила попадает на гидравлические ножницы, обрезающие изделие в соответствии с заданными размерами. Профиль профлиста завит от формы вальцев, установленных на прокатном стане.

Все этапы производственного процесса контролируются системой управления, что позволяет задавать скорость прокатки, а также длину и количество листов профнастила. После обрезки, готовые листы профнастила попадают в приемное устройство.
Таким образом, изготовление профнастила из листовой стали состоит из следующих этапов:
- Рулон оцинкованной стали или стали с полимерным защитным покрытием устанавливается на разматыватель, обеспечивающий правильную и равномерную подачу листа.
- Конец листа вставляется в формовочную машину прокатного стана.
- Системе автоматического управления задаются основные параметры, такие как скорость прокатки, длина и количество листов профнастила.
- Производится запуск оборудования и непосредственно процесс изготовления профнастила.
Готовую продукцию достают из приемного устройства маркируют и упаковывают для отправки потребителю.
Основное оборудование линии по производству профнастила, его назначение и устройство
Ниже я подробно остановлюсь на функциях каждого отдельного узла станка по производству профнастила.
Консольный гидравлический разматыватель
Это устройство предназначено для подачи рулонной тонколистовой стали в формовочную машину. Как и всеми механизмами линии по производству профнастила, разматывателем управляет автоматизированная система управления. Кроме того, разматыватель имеет собственную систему автоматики, которая с помощью тормозного устройства синхронизирует скорость подачи металлической ленты со скоростью прокатки металла.

Устройство для резки металла
Оно устанавливается после разматывателя и служит для обрезки металла при необходимости заменить, например, рулон оцинкованной стали на сталь с полимерным покрытием для выполнения другого заказа.
Прокатный стан (формовочная машина)
Это — главный элемент любой производственной линии для изготовления пофилированного листа. Именно он является ключевым звеном в технологии изготовления профнастила и превращает гладкий металлический лист в гофрированный профиль. Профилирование поверхности осуществляется прокатыванием металла через вальцы специальной формы, выбор которых зависит от требуемой формы гофры профилируемого листа. Формирование гофр профнастила начинается с первой клети, а количество клетей зависит от сложности формы гофры профилированного листа.
По конструкции формовочные машины могут быть пневматическими или гидравлическими. В пневматическом прокатном стане металлический лист с помощью пуансона вдавливается в матрицу под действием сжатого воздуха. Пневматическая формовочная машина может изготавливать профилированный лист длиной до 2,5 м, с углом гиба гофры профиля до 90° из металла, толщиной до 1,5 мм.
Принцип действия гидравлической формовочной машины прокатного стана такой же, как и у пневматической. Но прокатные станы с гидравлическим приводом более мощные и могут изготавливать профилированные листы любой длины, которая ограничена только удобством транспортировки готовой продукции потребителю.
Программа, заданная системе управления как пневматических, так и гидравлических прокатных станов, позволяет автоматически менять пуансоны и матрицы, выбирая их конфигурации при просмотре графической модели профилированного листа, а также устанавливать любую рабочую скорость прокатки.
Гидравлические электромеханические гильотинные ножницы
Они служат для обрезки готового профилированного листа согласно размерам, заданным автоматической системе управления. Резка осуществляется ножом, форма лезвия которого точно повторяет форму гофры профилированного листа.

Если обрезать готовый профлист плоскими ножницами, то это будет являться грубым нарушением технологии производства профнастила, поскольку приведет к образованию на краю среза заусенцев и деформаций.
Приемное устройство
В приемное устройство попадает готовый лист профнастила после гидравлических ножниц. Это устройство выполняет роль накопителя продукции для ее последующей упаковки и отправки на склад. Обычно приемное устройство дополнительно оборудуется автоматическим штабелером для выемки профилированного листа и укладки его транспортную тележку или упаковочный стол. Длина приемного устройства может достигать 14м.
Автоматизированная система управления
Как уже говорилась выше, автоматизированная система управляет всеми механизмами, входящими в состав линии по производству профнастила. Это позволяет полностью исключить применение ручного труда. Встроенное программное обеспечение позволяет свести участие человека исключительно к наблюдению за процессом производства.

Оператор управляет прокатным станом только при работе линии в ручном режиме, который используется обычно при наладке оборудования, а также заправке стали в формовочную машину при замене рулона в разматывателе.
Материал для изготовления профлиста
Профильным листом, или профнастилом называют гнутый профиль листового типа с волной трапецевидной формы, который относится к универсальным строительным материалам. С его помощью возводят частные дома, облицовывают фасады, покрывают крыши.

Технология изготовления профлиста
Чтобы задать металлическому листу нужную форму необходимо хорошо потрудиться, два-три раза прогнать лист через специальные вальцы. Их форма будет определять внешний вид конечного продукта.
Существует два способа проката: горяче- и холоднокатаный. Их применяют на практике, но метод горячего катания возможно применять только на крупных металлургических заводах. Метод холодного проката можно применять даже в полупрофессиональных условиях. Главное условие: правильно подбирайте оборудование и грамотно им пользуйтесь.
Технологию холодного проката стенового и кровельного профильного листа составляют два этапа, следующие друг за другом. На первом этапе рулонную заготовку прогоняют через вальцы, придают гофрированную форму. На втором этапе гильотинными ножницами нарезают листы по заданным параметрам.

Современные технологии предполагают организацию технологического процесса с помощью стационарной автоматической линии. Комплекс состоит из ряда установок:
станции разматывающей стальные рулоны;
прокатного стана с вальцами разных размеров;
станка для нарезки профлистов;
аппарата, наносящего полимерное покрытие;
Профильный лист с покрытием применяют для наружных работ. Самые дешевые листы без покрытия подойдут в качестве опалубки под заливку фундамента. Самостоятельное производство можно организовывать в том случае, если есть возможность закупать первосортное сырье и оборудование известного машиностроительного бренда.

Материал для изготовления
Кроме холоднокатанной стали в качестве сырья используют:
медный и алюминиевый профлист (ТУ 14-11-247-88, самый дорогой материал);
горячеоцинкованный профнастил с дополнительным защитно-декоративным покрытием (ГОСТ 30246-94);
профилированный лист из хромоникелевой стали.
Горячеоцинкованная сталь холодного проката
Такую сталь выпускают крупные металлургические комбинаты. Сырье поставляется огромными рулонами массой до 20 т. Толщина сплава в бухте варьируется в диапазоне 1,8 - 2,5 мм.
Рулон сначала поступает на участок бескислотной обработки металла. С поверхности убирается окалина, листоправильная машине исправляет недостатки, убирает волны, заломы. Абсолютно плоский лист подрезают дисковыми ножами под стандартную ширину заготовки. Затем лист сматывается обратно и передается на разматыватель. Начинается процесс прокатки.

Сырьем для оцинкованного профлиста служит низкоуглеродистая рулонная сталь. Требования к ней прописаны в ГОСТе 16523-89. По способу производства оцинкованную листовую сталь разделяют на категории, которую можно распознать по маркировке:
ОН - общее назначение;
ХШ – подходит для холодной штамповки;
ХП – холодное профилирование;
ПК - для нанесения лакокрасочного или защитного покрытия.
Толщина антикоррозионного цинкового покрытия тоже может быть неоднородной. Оцинкованный лист нормальной разнотолщинности маркируется НР (толщина покрытия 26 мкм), с уменьшенной — обозначается индексом УР (толщина до 13 мкм).
Обратите внимание: даже небольшой слой цинка защищает металл от разрушения, продлевает срок эксплуатации постройки.
Бизнес по производству профнастила
Пройдитесь по близлежащему частному сектору или новостройкам. При внимательном осмотре, может оказаться, что забор для стройки и крыши домов выполнены из профильного листа. Действительно, профнастил сочетает в себе массу полезных качеств: небольшой вес, жесткость, долговечность, высокую износостойкость и простоту при монтаже. Именно поэтому материал востребован на строительном рынке: профнастилом кроют крыши, воздвигают перегородки, возводят заборы и ограждения.

Пошаговый бизнес план
Процветающий бизнес по производству профилированных листов придется выстраивать, словно собственное домовладение: сначала план, потом надежный фундамент, затем возведение стен и крыши, подведение коммуникаций, финишная отделка. Вот эти шаги:
настройка технологической цепочки;
В статье подробно разберем все пункты плана, пропишем практические рекомендации.

Анализ ситуации на рынке
На российском рынке большая часть профнастила местного производства, из зарубежных корпораций можно назвать Rautaruukki Group, Tekla, Arcelor Construction. Именно они выступают конкурентами отечественным производителям.
Потребительский спрос условно разделяют на два крупных сегмента (частные лица и строительные компании). При этом техники продаж и характер спроса значительно разнятся. Большая часть продукции продается в теплое время года, с мая по октябрь. Зимой и в межсезонье объемы продаж снижаются до 50%. Характерно, что на кровельные профили (от 35 до 114 мм) спрос в зимние месяцы ниже, чем на стеновые (от 8 до 21 мм). Происходит это потому, что низкий профнастил применяют даже зимой для различных ограждений и во внутренней отделке, а внешние работы «замораживаются» до теплых дней. В декабре рынок оживляется, благодаря заказам от государственных учреждений, которым необходимо заканчивать до конца года запланированные бюджетом проекты.
- Также аналитики отмечают такие тенденции: Наибольшим спросом в городах-мегаполисах пользуется универсальный лист 20 и 21 марки. Среди несущего профлиста лидирующее положение занимают 75-ти мм и 60-ти мм.
- Цена на профнастил оцинкованный и профлист с полимерным покрытием отличается примерно на треть, с защитным покрытием обходится потребителю дороже. Поэтому безусловный лидер продаж – оцинкованный профнастил.
Изучение конкурентов
Казалось бы, рынок профнастила перенасыщен предложениями поставщиков, поэтому не стоит обольщаться и ждать легких продаж и быстрой прибыли. Но стоит обратить внимание на цены, они могут отличаться в 2 или даже в 3 раза, что свидетельствует о неоднородности конкуренции, различном наполнении рынка.
По мнению эксперта Игоря Малюгина это происходит потому, что «у нас в стране имеется масса мест, в том числе небольших городков, куда профнастил везется издалека разного рода коммерческими структурами. Из-за высоких транспортных расходов им приходится поднимать цены. Но даже с учетом всевозможных проблем они зарабатывают приличные деньги, ничего не производя. Что уж говорить о тех, кто в подобных маленьких городах возьмется сам производить такую продукцию».
Примерный чек-лист для оценки перспективности региона перед открытием производства профнастила:
наличие больших заводов, специализирующихся на металлопрофиле. Если в радиусе 200 км нет крупного предприятия, а поставки идут издалека, то велика вероятность быстрого завоевания рынка, в том числе за счет снижения цен на транспорт;
насколько близко расположены металлургические производства. Приобретение рулонных заготовок напрямую, по ценам изготовителя и с минимумом транспортных расходов значительно снизит себестоимость продукции;
конкурентные преимущества, цены, ассортимент и объемы продаж действующих производителей;
климатические особенности региона, объемы частного, коттеджного, загородного строительства, наличие долгостроев и другие перспективы, которые влияют на выборе стратегии развития, выборе вида профнастила и объемов производства.
В целом, чтобы стать успешным, производя профильные листы, нужно выходить на ограниченные и не перенасыщенные рынки небольших городов, возле которых нет крупных металлургических предприятий.
Технология производства
Технологию изготовления профнастила называют механическим листосгибанием. Профильный лист представляет из себя гнутый листовой профиль с трапециевидной гофрой. Сейчас редко где увидишь ручные станки-листогибы, основная часть производств автоматизирована.
Производственный процесс начинается с составления эскиза и проведения математических расчетов. Затем определяются с толщиной, цветом и качеством покрытия. По виду защитного покрытия различают полимерное и цинковое. Мы уже отмечали, что оцинкованный профнастил стоит дешевле, зато полимерное покрытие более долговечное и позволяет использовать самую широкую цветовую гамму товара.
С параметрами продукта определились, можно приступать процессу изготовления профнастила. Сначала рулон исходного материала поступает в разматывающее устройство. Здесь материал по прокатному стану доходит до гильотинных ножниц, где проводится контрольный отрез. На пульте управления оператор задает размеры длины листов, их количество. Станок самостоятельно осуществляет прокатку листов, нарезает листы по меркам, выполняет трапецевидные сгибы.
На заключительном этапе готовый профильный лист поступает на приемный штабелер. Здесь листы маркируют и упаковывают в полиэтиленовую пленку.
Выбор помещения
Для производства профнастила следует искать цех с площадью от 300 м 2. Половину площади займет произвоственная зона, вторую половину придется поделить на склады для сырья и готовой продукции. Хорошо, если получится выделить небольшое пространство для служебных помещений.
Требования к цеху диктуют следующие условия:
устройство отопления и всех коммуникаций;
подключение к электросети с напряжением в 380В;
ровный бетонный пол;
соблюдение температурного режима (не ниже +4° С, в периоды работы линии рекомендуемая температура не ниже +10° С);
наличие спецтехники с грузоподъемностью не менее 5 тонн (кран-балка, монорельс и др.).
Подбор оборудования для производства
двухопорная станция разматывания рулона с грузоподъемностью до 5 000 кг;
прокатный стан, который оборудован 14 рабочими секциями. В каждой секции имеются пара вертикальных валов и различные по геометрии деформирующие ролики. Их изготавливают из нержавеющей хромированной стали марки 45;
поперечный дисковый резак;
гидравлическая отсекающая гильотина с лезвием из закалённой стали Сr12;
станция обеспечения рабочего давления в пределах до 32 Мпа;
по желанию заказчика к комплекту прилагается приводной штабелер.
В том случае, если вы хотите выпускать продукцию сразу двух наименований профильного листа, то выбирайте двухъярусную линию для производства профлиста. Сырье при этом можно использовать одно и тоже (тонколистовой оцинкованный прокат марки 01 ГОСТ Р 52246-2004 либо оцинкованную сталь с полимерным покрытием ГОСТ Р 52146-2003). Преимущества оборудования: расширение ассортимента и существенная экономия рабочего пространства в цеху.
Совет эксперта: при выборе станков для производства следует обращать внимание на качество основных узлов.
В первую очередь осмотрите валы. Они должны быть цельными, без полости внутри. Недоброкачественные производители уменьшают диаметр вала и делают конструкцию полой, что значительно снижает надежность всего станка.
Во-вторых, осмотрите профилирующие пальцы. Между ними должны стоять профилирующие трубки, которые предотвращают расстройку вальцов. фальцовку
Третий момент – это соответствие размера цепей характеристикам профиля. Например, для популярного 21 профиля диаметр цепи должен равняться дюйму. К сожалению, не все производители соблюдают размерную линейку.
Обратите внимание на безопасность оборудования для обслуживающего персонала:
наличие надежной системы заземления ,
автомата защиты от коротких замыканий,
кнопки аварийной блокировки питания.

Сырье для производства
Металл в рулонах считается идеальным решением для автоматизированных линий, его можно найти в каталогах российских производителей, на сайтах Китайских и Южно-корейских компаний, европейских предприятиях (Великобритания, Германия, Словакия). Для производства подходят профильные листы из проката первой и высшей категории:
стальной профлист без защитного покрытия;
медный и алюминиевый профлист;
горячеоцинкованный профлист с дополнительным защитно-декоративным покрытием;

Организация хранения и транспортировки
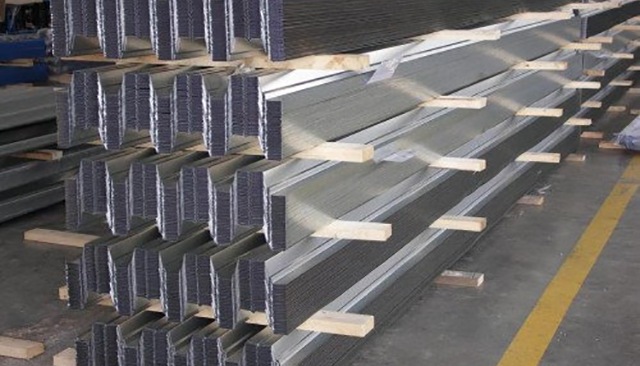
Транспортировка и хранение профнастила регулируется ГОСТ 15150. Стандарт учитывает климатические особенности различных регионов России. Согласно требованиям, листы перед транспортировкой складывают стопкой и упаковывают стяжным ремнем (полипропиленовым или металлическим), укладывают на деревянный поддон и надежно закрепляют. В местах контакта профнастила со стяжками укладывают прокладки, для минимизации риска повреждения покрытия.
При погрузке и выгрузке применяют мягкие стропы, чтобы снизить риск механических повреждений. В период хранения пачки кладут в один ярус. Двухъярусное размещение допустимо в случаях, если общая масса 1 м 2 профильных листов верхнего уровня не превышает 3 000 кг/м 2 . Разрешается хранить продукцию на открытых площадках.
Штатное расписание
мастер-оператор (обязанности: контроль за работой АСУ) – 1 единица;
подсобный рабочий (обязанности: погрузка и разгрузка сырья и готовой продукции) – 2 единицы;
директор (обязанности: контроль качества. организация сбыта, заключение контрактов, налаживание торговых связей) - 1 единица.
По мере расширения производства возможно пополнение штата бухгалтером, экспедитором, водителем. При переходе на двухсменную работу понадобится введение дополнительных должностей мастера-оператора и подсобных рабочих.
Коды ОКВЭД и система налогообложения
В качестве организационной формы для бизнеса по производству профильного листа рекомендуется создание ООО с общей системой налогообложения. Обязательной сертификации продукт не подлежит, но при его изготовлении рекомендуется придерживаться требований ГОСТа 24045-94.
Рекомендуемые коды по Общероссийскому классификатору видов экономической деятельности (ОКВЭД):
27. 33 «Производство гнутых стальных профилей»;
51. 53. 24 «Оптовая торговля прочими строительными материалами»;
52. 46. 73 «Розничная торговля металлическими и неметаллическими конструкциями».
Реклама, маркетинг и рынок сбыта
Для реализации готового продукта следует рассмотреть веер возможных вариантов:
работа «под заказ» (например, производство партии профнастила нестандартных размеров);
оптово-розничная продажа (в этом случае выходите на строительные магазины, гипермаркеты, базы, региональных дилеров);
оптовая продажа через участие в тендерах, аукционах (потребителями в этом случае будут выступать строительные и промышленные предприятия, госструктуры и госучреждения).
Читайте также: