Ножницы для рубки листового металла
Обновлено: 19.05.2024
Мин. радиус резания: 30 мм, Макс. толщина материала (металл): 1.6 мм, 4000 ход/мин, 300 Вт
Макс. толщина материала (металл)
Мин. радиус резания
Питание от аккумулятора
Мин. радиус резания: 15 мм, Макс. толщина материала (металл): 1.3 мм, 3600 ход/мин, 12 В, Li-Ion
Мин. радиус резания: 20 мм, Макс. толщина материала (металл): 2.5 мм, 3000 ход/мин, 550 Вт
Мин. радиус резания: 20 мм, Макс. толщина материала (металл): 2.8 мм, 2400 ход/мин, 500 Вт
Мин. радиус резания: 30 мм, Макс. толщина материала (металл): 1.6 мм, 4000 ход/мин, 380 Вт
Мин. радиус резания: 50 мм, Макс. толщина материала (металл): 3.5 мм, 1600 ход/мин, 710 Вт
Мин. радиус резания: 40 мм, Макс. толщина материала (металл): 2.5 мм, 1200 ход/мин, 500 Вт
Мин. радиус резания: 15 мм, Макс. толщина материала (металл): 1.6 мм, 5300 ход/мин, 550 Вт
Мин. радиус резания: 70 мм, Макс. толщина материала (металл): 2.5 мм, 2760 ход/мин, 520 Вт
Мин. радиус резания: 40 мм, Макс. толщина материала (металл): 2.5 мм, 2000 ход/мин, 550 Вт
Мин. радиус резания: 35 мм, Макс. толщина материала (металл): 2.2 мм, 5200 ход/мин, 750 Вт
Макс. толщина материала (металл): 1.3 мм, 3600 ход/мин, 12 В, Li-Ion
Мин. радиус резания: 50 мм, Макс. толщина материала (металл): 3.2 мм, 2000 ход/мин, 700 Вт
Макс. толщина материала (металл): 2.5 мм, 2600 ход/мин, 500 Вт
Мин. радиус резания: 15 мм, Макс. толщина материала (металл): 1.6 мм, 3400 ход/мин, 18 В, Li-Ion
Макс. толщина материала (металл): 1.3 мм, 2450 ход/мин, 18 В
Последние отзывы
Иван , 05 ноября 2021 г.
Узкоспециализированный инструмент, если есть огромные объемы по мягким материалам до 6мм, берите. Нормально режут картон, линолеум
Михаил Евгеньевич Кузнецов , 05 июля 2020 г.
Когда магазин будет в Липецке?
Листовые ножницы по металлу в Барнауле
Листовые ножницы по металлу - три шага к покупке:
Предлагаем различные варианты доставки и оплаты заказа, гарантийное и сервисное обслуживание, удобный сервис. Приобретайте "Листовые ножницы по металлу" в "220 Вольт"!
Преимущества покупки в 220 Вольт
Более 400 000 товаров —
закажите всё и сразу.
240+ магазинов и пунктов
выдачи по всей стране.
Бесконтактная доставка во все города России,
Беларуси и Казахстана.
Скидки и акции на сотни
товаров.
Консультации бесплатно
8 (800) 333-9-220
Видео
О Компании
- Про 220 вольт
- Производители
- Вакансии
- Наш рекорд Гиннеса
- Политика конфиденциальности
- Отзывы о нас
- Контакты
Покупателям
- Мобильная версия
- Сервисные центры
- Подарочные сертификаты и карты
- Статьи и советы по выбору
- Бонусный клуб
- Обмен и возврат
- Дополнительная гарантия
- Уценённые товары
Партнёрам
Мастерская 220 Вольт
2002—2022 © Сеть магазинов электроинструмента «220 Вольт». Нравится магазин? Оцени его на Яндекс Маркете
Рубка (резка) листового металла. Пресс-ножницы. Гильотинные ножницы. Вибрационные ножницы.
Прежде чем изготовить отдельные детали определенных размеров, листовой и профильный материалы подвергаются резке.
В котельном производстве применяются три метода резки: механический, автогенный и электрический. Эти методы резки имеют принципиальное различие по влиянию, оказываемому на свойства металла, по своему осуществлению и по экономичности.
При механическом методе разделение металла происходит благодаря действию внешней силы. При автогенном методе — благодаря сгоранию металла в струе кислорода. При электрической резке металл расплавляется в пламени электрической дуги. Как тот, так и другой метод может быть ручным и механизированным. Кроме сказанного выше, механический метод может быть разделен на два вида:
— резка, осуществляемая чистым резанием (снятие стружки резцом).
В зависимости от профиля разрезаемого материала при резке применяются специальные инструменты, приспособления и станки.
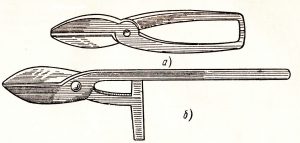
Рис. 1. Ножницы:
а – ручные; б – стуловые.
Резка тонколистового металла ножницами. Резка скалыванием.
Резка скалыванием осуществляется на ручных и стуловых ножницах (рис. 1, а и б), на рычажных (рис. 2), вибрационных, гильотинных, дисковых (рис. 3) ножницах, пресс-ножницах, на специальных отрезных штампах.
Рис. 2. Рычажные ножницы.
Посмотрев на обрезанную часть листа, мы видим три полосы: две из них, которые по краям, будут узкими и блестящими, это следы врезания ножей (а и в), а поверхность посередине будет матовая (б) от скалывания (рис. 4). По линии реза можно наблюдать маленькие трещины и заусенцы. Кроме того, полоса металла толщиной от 2 — 3 мм, от сдавливания ножами по всей линии реза, будет иметь наклеп.
В зависимости от изготавливаемой конструкции, наклеп и трещины необходимо сострогать.

Рис. 3. Дисковые ножницы.
Резка скалыванием происходит следующим образом: разрезаемый материал 2 помещается между двумя ножами 1 и 3 (рис. 5), из которых нижний 3 обыкновенно бывает неподвижным, а верхний 1 — подвижным. Верхний нож 1, опускаясь, давит на металл, прижимая его к нижнему ножу. Оба ножа несколько вдавливаются в металл С врезанием ножей в металл поперечное сечение его уменьшается, появляются вначале мелкие, а затем крупные трещины, и он скалывается.
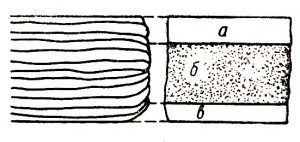
Рис. 4. Схема действия ножей на металл.
Под действием ножей на разрезаемый металл часть его, лежащая на столе, приподнимается и поворачивается вокруг грани нижнего ножа. Для предотвращения этого металл прижимается к столу специальным прижимом. Однако при резке металла между ножом и прижимом стремится изогнуться перпендикулярно плоскости резания. Исходя из этого, расстояние между прижимом и режущей кромкой ножа выбирают такое, чтобы изгиб листа был наименьшим.

Рис. 5. Схема работы ножей:
α – угол раствора ножей; ẞ – угол заострения ножей; ɣ – угол скоса; δ – угол режущей кромки.
Угол скалывания.
Для резки длинного листа металла за один ход ножа необходимо немалое усилие, которое будет тратиться на врезку ножей в металл и на его скалывание. Чтобы снизить потребляемую мощность на все эти операции, ножи устанавливают под углом друг к другу (рис. 5). Чем больше будет угол α, тем меньше будет усилие нужное для резки. Так, например, если резать одинаковой толщины листы с наклоном ножей (угол наклона 5°) и без, то разница усилий будет значительной:
— усилие с наклоном 8,3 т;
— усилие без наклона (с параллельными ножами) 120 т.
Однако нужно заметить, что из-за большого угла наклона ножей создается усилие, которое выталкивает лист из-под ножей. Из-за чего угол наклона устанавливают в пределах от 6 до 8°.
Для того, чтобы облегчить врезку ножей в металл угол реза δ устанавливают меньше 90°, в пределах от 70 до 85°. Для меньшего трения ножей о разрезаемый металл, скашиваются их передние грани на угол от 2 до 3°. Зазор между ножами зависит от толщины разрезаемого металла и допускается не более 0,5 мм.
Ручные рычажные ножницы. Ручные стуловые ножницы.
Резка листового металла вручную осуществляется на ручных, стуловых и рычажных ножницах. Толщина разрезаемого металла обыкновенно бывает небольшой (2—3 мм), но на рычажных ножницах можно резать до 6—10 мм. Длина режущего ножа достигает 350 мм. Ручные ножницы мало производительны, требуют большой затраты мускульной силы рабочего.
Для резки более толстой листовой стали используют гильотинные ножницы и пресс-ножницы. Их ножи приводятся в действие от электродвигателей.
Пресс ножницы для резки металла.
На пресс-ножницах режутся мелкие детали, а также на них можно распускать листы неограниченной длины толщиной до 32 мм. Ножи длиной до 600 мм располагаются вдоль или поперек оси станины. Недостатками у пресс-ножниц являются низкая чистота реза и малая производительность вследствие многократного передвижения листа во время резки больших деталей. Однако ножницы очень удобны при резке мелких деталей.
Резка гильотинными ножницами.
Высокую чистоту и большую производительность дают гильотинные ножницы. Они состоят из двух, соединенных между собой станин, прикрепленных к рабочему столу. К внутренней кромке стола крепится неподвижный нож, состоящий из отдельных полос, длиной 600—1000 мм.
В пазах станин ходит ползун с присоединенными к нему полосами верхнего ножа. Движение ползуну передается от электродвигателя через коленчатый вал. Для увеличения напора верхнего ножа в рабочем ходе ножницы снабжены тяжелым маховиком, который во время резки расходует большую силу, накопленную при холостом ходе. Разрезаемый лист укладывается на стол ножниц и прижимается к нему прижимами.
Гильотинными ножницами возможна рубка листа толщиной до 40 мм и шириной до 3000 мм. На них можно легко распустить лист на полосы шириной несколько меньшей вылета зева, который у отдельных конструкций ножниц доходит до 600 мм.
Резка металла вибрационными ножницами.
Вибрационные ножницы представляют собой станок с короткими ножами. Число ходов у них достигает 2500 в мин., ход 2—3 мм. Ножницы предназначены для резки деталей криволинейной конфигурации с малыми радиусами (до 15 мм). Конструкция ножниц позволяет производить резку непрерывно.
Дисковые или роликовые ножницы имеют ножи круглой формы, что также позволяет производить резку непрерывно. Ножи вращаются от электродвигателя в противоположных направлениях. Ножницы применяют для резки полос из листа, а также производят резку по криволинейному контуру. Ножницы способны производить рез листа толщиной не более 25 мм. Интересно применение дисковых ножей в комбинации с правильными вальцами. Для этого двухпарные дисковые ножницы соединены с правильными вальцами. Вся установка работает от одного привода. Обе операции — правка и резка продольных кромок листов — проводятся на одном станке одновременно за один проход.
Обрезные штампы применяются для резки узких полос и профильного материала на штучные заготовки.
Резка профильного материала не отличается от резки листового. Ножницы также имеют ножи, один из которых неподвижный, а другой подвижный. Особенностью ножей является их форма (рис. 6), отвечающая профилю разрезаемого материала. Ножницы делят на:
Также, часто встречаются ножницы комбинированного типа для резки профильного и листового материала.
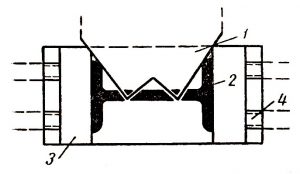
Рис. 6. Формы ножей для резки фасонного металла:
1 – верхний нож; 2 – профильный (разрезаемый) металл; 3 – упоры; 4 – нажимные винты.
В сварных конструкциях для плотного прилегания деталей при сборе и сварке очень часто возникает необходимость делать в профильном материале всякого рода зарубы, закругления, выемки (рис. 7). Для этой цели применяются так называемые зарубочные машины. На этих машинах, кроме указанных работ, можно осуществлять резку профильного материала.
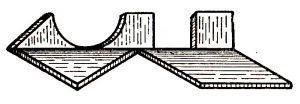
Рис. 7. Формы зарубок на полках уголка.
В частных случаях допускается резка на ножницах по разметке, для этого лист устанавливается до совпадения линии разметки с внутренней плоскостью ножа.
При серийном производстве детали с контуром, ограниченным прямыми линиями, выгоднее резать по упорам. Эти упоры располагаются за подвижным ножом и называются задними. Чаще всего они бывают универсальными, позволяющими настраивать их по заданным размерам деталей. Кроме задних упоров, применяются упоры передние и боковые, устанавливаемые в зависимости от конфигурации детали на столе ножниц.
Дисковые и вибрационные ножницы служат для вырезания детали или заготовки по шаблону. Благодаря упорам и шаблонам при резке плоского или профильного металлопроката можно отказаться от их предварительной разметки.
Для облегчения работы подача листового и профильного материалов к ножницам осуществляется с помощью всякого рода приспособлений: столов из роликовых тележек, рольгангов, столов «гусиные шейки», металлических шаров. Кроме того, некоторые модели ножниц монтируются на поворотном столе, что позволяет значительно сократить операции, связанные с кантовкой громоздких деталей.
Резка скалыванием нашла широкое применение при изготовлении котельных конструкций.
Гильотины по металлу
От скорости, точности и качества выполнения поставленных задач зависит эффективность предприятия. Как правило, создание профилей из листового металла начинаются с раскроя материала на заготовки требуемых габаритных размеров. Чтобы эта технологическая операция была выполнена быстро и легко, с минимум усилий от оператора станка рекомендуем купить гильотину по металлу от компании Metal Master. Предлагаем только оборудование, которое успело зарекомендовать себя с положительной стороны, получить множество позитивных отзывов от специалистов, работающих в различных сферах промышленности.
Для упрощения выбора оборудования в каталоге на сайте представлена достаточно детальная информация – фото, видео, подробное описание каждой модели станка, технические характеристики. Эти сведения позволят подобрать технику, которая будет в точности соответствовать производственным реалиям вашего предприятия.
Чтобы станок прослужил значительно дольше, трудился без сбоев, не подвёл и не сломался наши специалисты проводят тестирование оборудования в различных режимах перед тем, как техника поступит в продажу. Благодаря такому подходу мы можем с уверенностью гарантировать отличное качество предлагаемых станков. Вероятность приобретения бракованной техники полностью исключена.
Совместная работа данного станка с надёжным гибочным оборудованием позволяет производить широкий спектр профилей, а также доборные элементы кровли, элементы водосточных и вентиляционных систем.
Простой и удобный раскрой таких материалов, как листовая сталь, медь, цинк, латунь, пластмасса. Даже в условиях, где предусмотрена значительная эксплуатационная нагрузка гильотина трудится предельно эффективно. В итоге получаются заготовки, обладающие идеальным качеством реза без каких-либо дефектов (вмятин, заусенцев и прочих).
Как правильно подобрать гильотину? Обязательно учитывайте множество критериев, которые включают не только загруженность производства, но также ряд таких технических характеристик, как толщина листа, допустимая длина заготовки, масса и габаритные размеры оборудования. По некоторым параметрам рекомендуем приобрести технику с небольшим запасом, при таком подходе станок будет трудиться далеко не один год, ведь исключается резка листового металла на пределе возможностей оборудования.
Ручная гильотина сабельного типа
Наличие компенсатора с пружинной позволяет обеспечить требуемую лёгкость при подъёме подвижного лезвия. Трудится оператору становится гораздо легче, а значит он меньше устаёт и способен выполнить больше задач.

Рекомендуем обратить внимание на следующие модели оборудования, Metal Master: MG 800; MG 500; MG 1000 (HS 1000); MG 1300.
Конструктивные особенности и преимущества
- Простая эксплуатация. Чтобы разобраться в принципе работы станка потребуется минимум времени;
- Все элементы станка сделаны из материала высокой прочности. Возникающая вибрационная нагрузка не оказывает влияния на точность требуемых технологических операций;
- Надёжная фиксация гильотины гарантирует превосходную устойчивость станка. Специальные отверстия в основании оборудования позволяют надёжно закрепить станок к рабочей поверхности с помощью анкерных болтов;
- Продуманность и простота конструкции оборудования гарантирует большой срок эксплуатации и ее надежность;
- Лезвие станка выполнено из материала высокой прочности, который устойчив к негативному коррозионному воздействию;
- Возможность обработки листового металла неограниченной длины. Предусмотрен специальный метод крепления лезвия – консольный;
- Наконечник рукояти выполнен из нескользящего материала, что исключает соскальзывание руки рабочего в процессе раскроя листового металла;
- Не требуется проходить сложное многочасовое обучение перед тем, как начать раскрой листового металла. Управление станком интуитивно понятно.
Электромеханическая гильотина
Низкая себестоимость реза, что положительно сказывается на итоговой прибыли вашего предприятия. Гильотина окупается в кратчайшие сроки, в течение нескольких месяцев.

Широкий ассортимент станков, Metal Master: ETG 1330; ETG 2540; ETG 1315E; ETG 1530E; ETG 2030E. Сделать необходимый выбор вы можете самостоятельно, ознакомившись со всеми необходимыми сведениями или обратиться за помощью к нашему опытному менеджеру. Опытный специалист подробно расскажет о плюсах той или иной техники, поможет подобрать необходимый станок.
- Возможен раскрой нержавеющей стали. Лезвия оборудования сделаны из стали высочайшего качества. Двухсторонняя заточка ножа, что обеспечивает его длительный срок службы;
- Наличие электромеханического привода с системой смазки редуктора. Слаженная работа, минимальная шумность;
- Встроенная защита от повреждения пальцев. Не допускается возникновение форс–мажорных обстоятельств;
- Возможен раскрой заготовок, которые обладают лакокрасочным покрытием. Наличие специальных полимерных накладок. Исключено возникновение вмятин и царапин на поверхности заготовок;
- Наличие специальной разметки рабочего стола позволяет удобно располагать даже достаточно габаритные заготовки;
- Простое и удобное выполнение, как единичных, так и серийных резов становится возможным благодаря наличию ножного привода;
- Высокая точность при настройке зазоров между ножами, что обеспечивает чистую поверхность среза;
- Возможна не только резка металла, но также таких материалов, как картон и пластик.
Гидравлическая гильотина по металлу
Габаритное стационарное оборудование, которое на отлично справляется с раскроем металлических листов на заготовки в условиях промышленного производства. Система ЧПУ обеспечивает безупречное качество резки. Надёжная гидравлическая система в сочетании с наличием мощных гидроцилиндров – гарантия быстрой и лёгкой резки.
При сравнении с газовой резкой, пильными дисками или полотнами данный станок более эффективен, а также он обеспечивает меньший расход материала.

Система ЧПУ предусматривает запись до 40 программ. Это позволяет легко настраивать оборудование на необходимый режим раскроя листового металла. Точное позиционирование обрабатываемого материала, наличие счётчиков реза, настройки времени прижима – все эти особенности станка позволяют существенно упростить работу оператора, делая её более эффективной и точной.
В каталоге на сайте представлено множество моделей оборудования, Metal Master: HCJ 2060; HCJ 2540; HCJ 2560 и других.
Преимущества
- 4-х сторонние ножи. Наличие четырёх режущих кромок позволяют применять ножи длительное время без выполнения заточки;
- Относительно невысокая шумность станка даже при значительной загруженности;
- Электрооборудование фирм Siemens и Schneider отличается повышенной надёжностью и износоустойчивостью;
- Кронштейны поддержки листового материала с регулируемым перекидным упором находятся на фронтальной части оборудования. Благодаря теневой линии реза возможно осуществлять раскрой по разметке;
- Защитный барьер зоны резания с электрическим размыкателем, что обеспечивает безопасную работу. Исключено возникновение форс-мажорных обстоятельств;
- Наличие встроенного манометра и регулятора усилия.
Компания Metal Master – надёжный поставщик востребованной металлообрабатывающей техники
Для того чтобы избежать ошибок при выборе поставщика следует учитывать ряд определённых требований и правил. Прежде всего нужно обратить внимание на трудовой стаж компании, а также на квалификацию сотрудников. Избегайте сотрудничества с фирмами-однодневками.
Мы занимаемся продажами качественного металлообрабатывающего оборудования уже более 22-х лет. За это время нами был накоплен немалый опыт позволяющий осуществить подбор техники, в точном соответствии с требованиями вашего производства. Всегда готовы оказать помощь в подборе станка, как для небольшой ремонтной мастерской, так и для крупного промышленного предприятия.
Регулярно проходят акции предусматривающие скидки до 20%. Просто следите за новостями и не упустите выгодное предложение.
Наличие демо-зала. Перед покупкой оборудования вы можете посмотреть на станок в работе. И на основе полученной информации принять верное решение, о котором не пожалеете в будущем.
Быстрая доставка. Отгрузка в ТК выполняется в тот же день, когда средства будут переведены на счёт нашей компании.
После того, как вы изучили предоставленные сведения возникли вопросы, касательно выбора станка или особенностей той или иной модели оборудования? Просто позвоните по номеру, который указан на сайте. Опытный менеджер поможет подобрать необходимый станок. Приобретённая у нас техника прослужит долго, будет трудится без сбоев, позволит решить, как простые, так и сложные производственные задачи.


Наш видеоканал Репортаж с производства гидравлических листогибочных прессов и гильотин Смотреть
Гильотины для резки металла
Ножницы предназначены для резки листового металла. Процесс резки гильотинными ножницами является наиболее производительным процессом по сравнению с другими разделительными операциями - резкой газом, пильными полотнами или дисками.

Номинальная толщина материала, 4 мм. Длина реза, 2000 мм. Максимальный ход заднего упора, 600 мм.

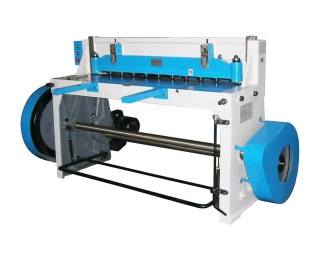
Гильотинные ножницы (механические) лист 6,3 х 2500мм

Длина резки 2550 мм. Максимальная толщина листа 1,5 мм.

Номинальная толщина материала, 4 мм. Длина реза, 3200 мм. Максимальный ход заднего упора, 600 мм.

Гильотинные ножницы (механические) лист 4 х 2000мм

Компактный высокопроизводительный станок предназначен для резки кровельного металла, алюминия, меди, латуни, пластика в строительных, монтажных предприятиях и производствах различной сложности. Широко используется в автомобильной, кораблестроительной отрасли и строительстве. Режущие ножи имеют две рабочие кромки, что значительно увеличивает срок их эксплуатации до первой шлифовки. Прижим листа выполняется автоматически перед резкой.

Гильотинные ножницы (гидравлические) лист 4 х 2000мм

Номинальная толщина материала, 6 мм. Длина реза, 3200 мм. Максимальный ход заднего упора, 600 мм.

Длина резания (A), 3100 мм. Толщина резки при (42 кг/мм²), 10 мм. Толщина резки при (70 кг/мм²), 6 мм.
Длина резания (A), 3100 мм. Толщина резки при (42 кг/мм²), 13 мм. Толщина резки при (70 кг/мм²), 8 мм.

Наши преимущества
Особенности и применение гильотин
Обработка металла на станках разного назначения невозможна без предварительной подготовки, которая заключается в раскрое материала для получения заготовок с необходимыми для работы параметрами. Модификации современного оборудования позволяют приобрести гильотинные ножницы, предлагаемые нашей компанией, с оптимальными техническими характеристиками для производства с разной направленностью и объемом работы.
- Прочная массивная конструкция гильотины для резки металла обеспечивает максимальную точность раскроя при непрерывной работе.
- Равномерно распределенное давление режущего инструмента по площади заготовки избавляет оператора от приложения большого мускульного усилия и минимизирует нагрузки на механизм.
- Станок предназначен для продольного и поперечного разделения металла с толщиной до 35 мм.
- Чистая и точная порезка заготовок с отсутствием повреждений и полным сохранением целостности лакокрасочного или полимерного покрытия в месте среза.
Необходимость в гильотинах по металлу, представленных в нашем каталоге, возникает на предприятиях с постоянной потребностью в порезке стальных пластин и деталей. Ножницы применяются для рубки листового проката и заготовок с круглым, прямоугольным и угловым сечением. Готовые элементы используются для изготовления металлоконструкций, корпусов машин и приборов. Оборудование востребовано как на крупном промышленном производстве, так и в небольших заготовительных цехах и ремонтных мастерских.
Конструкция гильотинных ножниц
Основными частями конструкции гильотины для металла являются:
- сварной корпус;
- подвижный режущий инструмент;
- приспособления для зажима заготовки.
Корпус устройства состоит из рабочего стола, надежно закрепленного на сварной конструкции из стоек, траверсов и металлических балок. Предназначенная для резки деталь фиксируется приспособлениями прижима, которые не позволяют заготовке проскальзывать и способствуют точному отсечению металла. В зависимости от назначения и модификации станка гильотина может быть оборудована одним из 100 типоразмеров ножей, отличающихся толщиной и габаритами.
В качестве режущего инструмента выступают ножницы гильотины, изготовленные из инструментальной легированной стали, прошедшие специальную процедуру закаливания металла для повышения прочности материала. На нижней балке находится неподвижно установленный нож, а второй закреплен на верхней, обладающей подвижностью. Для обработки деталей серийными партиями применяется градуированный упор.
От сложности устройства рабочего механизма зависит цена гильотины. К числу необходимых для эффективной работы механизмов относится устройство для регулировки глубины реза, а облегчить обработку длинных заготовок позволяет наличие удлинителей для столешницы и угольников для установки точных линий реза. К дополнительному оборудованию относится поддон для сбора отходов.
Принцип действия

В работе станка для рубки металла используется гильотинный принцип, подразумевающий поднятие верхнего ножа на заданную высоту и опускание в одной плоскости с нижним лезвием для разделения металлической заготовки, расположенной между режущим инструментом. Размещенный на столешнице листовой или сортовой металлопрокат выравнивается перед порезкой при помощи упоров и ограничительных планок, а затем фиксируется прижимными приспособлениями.
От массы ножей во многом зависит режущее усилие устройства. Вес лезвий может достигать нескольких десятков килограммов. В станках с ручным управлением порезка металла выполняется с использованием силы тяжести, а оснащенные электродвигателем гильотинные ножницы применяют энергию, полученную траверсами от вращения вала благодаря действию кривошипно-шатунного механизма. Для безопасности обслуживания оборудования предусмотрено предохранительное устройство, при перегрузке останавливающее рабочий процесс путем срезания специальной шпильки.
При поперечном разделении металла производится одно движение ножа, а при необходимости произвести продольную порезку листа с большим метражом или рулонной стали, выполняется цикл резов, сопровождаемый постепенным перемещением материала в рабочей зоне. После завершения операции готовые детали попадают приемный бункер, а отходы отбрасываются в поддон.
Разновидности станков для рубки металла
Классификацию станков определяет масса, степень точности и уровень автоматизации. Устройства могут выполнять прямой или поворотный вид порезки, который определяет конструкционное расположение лезвий. Перечисленные параметры влияют на цену гильотинных ножниц, которые, в зависимости от объема работ и степени твердости материала, могут быть выбраны из вариантов оборудования с разными техническими характеристиками:
- ручное;
- пневматическое;
- гидравлическое;
- механическое;
- электромеханическое;
- комбинированное.
Для штучного изготовления деталей в небольших мастерских достаточно приобрести гильотину с ручным управлением. Работа рычажно-пружинного механизма не требует использования электроэнергии, что значительно снижает себестоимость изделий и приводит к быстрой окупаемости оборудования. Станок компактен и может без труда перемещаться в нужную точку производственного помещения. Кроме обработки металла ручные гильотинные ножницы применяются для нарезания пластин оргстекла, плотных видов картона и изделий из резины.

При работе на более крупных предприятиях к гильотинным ножницам по металлу предъявляются повышенные требования. Агрегаты с гидравлическим приводом способны выполнять порезку металла с увеличенной толщиной и отличаются более качественным результатом работы. Геометрическую точность реза обеспечивает механическая регулировка зазора между лезвиями ножей и наличие специальной линейки для регулировки положения заготовки. Большая масса увеличивает устойчивость станка и позволяет до минимума сократить вибрацию при работе.
Действие пневматической гильотины основано на использовании сжатого воздуха. Агрегат экономично расходует электроэнергию и показывает хорошую производительность при порезке металла с большой толщиной. Недостаток в виде необходимости подвода сжатого воздуха компенсирует практичность использования компактного и удобного в работе устройства.
В конструкции механической гильотины режущий инструмент приводит в движение карданный вал, соединенный с электродвигателем посредством промежуточной муфты. Электромеханическое оборудование относится к наиболее эффективным видам устройств для порезки металла. Управление станком может осуществлять встроенный компьютер, благодаря которому отклонения от заданного размера заготовки исчисляется на микронном уровне.
Простой принцип работы гильотинных ножниц не требует дополнительной подготовки сотрудников. Надежная работоспособность конструкции обеспечивает бесперебойную работу предприятий по металлообработке. Оборудование может потребовать ремонта только при длительном и интенсивном использовании, а в процессе работы нуждается только в периодической заточке ножевых лезвий.
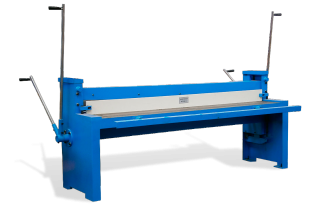
Ручные гильотинные ножницы

Ручные гильотины для рубки листа толщиной до 1,5 мм по г/к Ст.3, длина рабочий зоны 1300 мм. Шлифованные ножи твёрдостью 58HRC. До толщины металла 1 мм лёгкий рабочий ход. Кроме металла используются для рубки оргстекла, пластика, резины, картона и иных листовых материалов.

Удобные, прочные и функциональные модели режущих станков будут незаменимы в условиях производств, осуществляющих изготовление изделий из стальных листов до 1,25 мм толщиной, а также из медных, алюминиевых и латунных заготовок до 1,5 мм. Гильотины имеют ручное управление и комплектуются ограничителями глубины подачи заготовки, цельными резаками (ножами), заточенными с четырех сторон, зажимами для заготовок, которые необходимы в процессе резки. Кроме того, в моделях предусмотрена специальная выдвижная передняя опора, позволяющая удлинить рабочую поверхность на 35 см.

Полностью сварная конструкция данных гильотин чрезвычайно устойчивая и надежная. При использовании станка на производстве можно достичь значительного снижения трудозатрат за счет отличных режущих качеств оборудования и несложного управления. Модели оснащены резаками из высокоуглеродистой стали и механизмом надежного прижима листа. Гильотины имеют ограничитель глубины подачи заготовки и ножную педаль. Высокая режущая способность. Ножи из высокоуглеродистой стали.

Механические гильотины Stalex Q01 предназначены для резки листового материала из стали, цветных металлов и их сплавов. Идеально подходят для кровельных и жестяных работ. Принцип действия основан на рубящем движения плоского косого ножа, приводимого в движение механическим приводом.

Универсальные гильотины, снабженные станиной разборного типа. Гильотины оснащены ножами из закаленной стали, что увеличивает срок эксплуатации станков. В стандартной комплектации оборудование имеет противовес для облегчения процесса резки. Наличие фиксатора ограничения подачи листа и смежной линейки на рабочем столе для фиксации листа для рубки под углом дают возможность работать на станке с высокой точностью и повторяемостью. Станки идеально подходят для использования в мелкосерийном и серийном производстве для производства доборных элементов кровли и воздуховодов. Справляются с резкой рулонных материалов.

Станки снабжены встроенной защитой от повреждении пальцев. В комплект входит выдвижной поддерживающий кронштейн. Легкая регулировка зазора между лезвиями. Лезвия выполнены из высококачественной стали и имеют двухстороннюю заточку. Простая и надежная конструкция увеличивает долговечность станка. Прижимная траверса оснащена полимерными накладками для предупреждения повреждения заготовки. Пружинный прижим обеспечивает надежную и точную фиксацию заготовки во время реза. Разметка стола позволяет более точно позиционировать лист. Гильотины комплектуются задним упором до 500 мм

Ручные гильотины TTMC Q010 - это надежная сварная конструкция, которая покрыта краской для защиты от коррозии. Станки отличаются простотой всех регулировок, отсутствием необходимости какого-либо специального обслуживания, качественным исполнением и долгим сроком службы. Использование линеек в конструкции рабочего стола обеспечивает высокую точность реза. Полностью сварная стальная конструкция. Высокая режущая способность. Простая регулировка положения ножной педали. Ножи из высокоуглеродистой стали. Ограничитель глубины подачи материала в стандартной комплектации.
Гильотины ручные серии HT - современное решение для ручной резки тонколистового металла. Проверенная стальная конструкция гильотины с ножевой балкой из стального профиля. Механический привод ножевой балки гильотины осуществляется через эксцентрик, который приводится в действие рукоятками управления. Во время резки автоматический прижим с не скользящей эбонитовой вкладкой на нижней стороне надежно удерживает обрабатываемую деталь, не повреждая ее. Выдвижная опорная поверхность на передней стороне ручной гильотины удлиняет рабочую плоскость.
Станки применяются для резки материала кровли и других металлов, включая медь, латунь, сталь, алюминий, а также для обработки пластика. Жесткая конструкция гильотин позволяет увеличить срок их использования. Лезвие станков сделано из прочной стали. Специальная система защиты гарантирует безопасность рук оператора при работе. Балка для прижима имеет накладки из полимера для защиты материала от повреждений. Ножи гильотины имеют двойную заточку.

Гильотинные ножницы для рубки листового и рулонного металла. Гильотина сабельного типа - является цеховым оборудованием и предназначено для резки (подрезки) металлических листов. Конструкция сабельных гильотинных ножниц подходит для резки различных материалов, например: резка тонколистовых сталей пачкой, резка бумаги, мягкого пластика и т.п. Данный тип оборудования широко применяют в резке рулонной стали, где необходимо производить качественную линию реза после разматывателя металла.

Гильотинные ножницы с емкостью 1300 x 1,5 мм из платинового листового металла. Лезвия марки Böhler будет служить вам в течение многих лет. Станок имеет прочный сварной корпус, жёсткость которого позволяет обеспечивать высокую точность резки даже при больших механических нагрузках. При резке прижимным рычагом скольжение листа сводится к минимуму.

Открытая конструкция для раскроя материалов неограниченной длины. Чугунная конструкция стола, прямоугольная стопорная рельса. Верхний резак сделан с противовесом. Задний упор с пружинно нагруженным стопорным рельсом, регулируемые маховик и стойки. Линейка стола настраивается для выполнения скошенных разрезов в соответствии с угловой шкалой.

Полностью сварная конструкция данной гильотины чрезвычайно устойчивая и надежная. При использовании станка на производстве можно достичь значительного снижения трудозатрат за счет отличных режущих качеств оборудования и несложного управления. Модель оснащена резаками из высокоуглеродистой стали и механизмом надежного прижима листа. Гильотина имеет ограничитель глубины подачи заготовки и ножную педаль с простым регулятором положения.

Полностью сварная конструкция данной гильотины чрезвычайно устойчивая и надежная. Модель оснащена резаками из высокоуглеродистой стали и механизмом надежного прижима листа. Высота прижима 8 мм. Прижим фиксирует лист перед моментом рубки. Угол наклона лезвия около 5º. Высота стола 810 мм. Фиксатор подачи листа (съёмный упор) – 700мм от линии реза. Направляющие фиксатора подачи листа (упора) имеют мерные линейки.
Конструкция и возможности
Изготовление изделий из металла невозможно без приспособления для раскроя материала. Для того чтобы обеспечить геометрическую точность заготовок на строительной площадке или в производственной мастерской достаточно купить ручную гильотину, предлагаемую нашей компанией. Простое и надежное оборудование легко справляется с порезкой металлических листов, стальных канатов, прутка, арматуры и кабеля.
Работа ручных гильотин, представленных в нашем каталоге, основана на принципе действия обычных ножниц. Рычажно-пружинный механизм управляет режущим устройством и консольным способом закреплен на устойчивой станине, высота которой может регулироваться для комфортной работы оператора. При транспортировке оборудования отдельные части основания могут быть демонтированы. Возможность регулировать массу противовеса на рычаге позволяет снизить нагрузку на возвратный механизм устройства.
Стабильное положение металлической заготовки на рабочем столе гильотинных ручных ножниц с нашего сайта обеспечивают специальные прижимы, снабженные резиновыми прокладками. Для получения при обработке деталей точно заданного размера используются съемные ограничители. Гильотинный способ относится к наиболее выгодным средствам порезки металла, практически не имеет ограничений в выборе материала, но не может использоваться для создания фигурных элементов.
Изготовленная из закаленной стали ручная гильотина для металла имеет длительный срок эксплуатации при высоких нагрузках, и по сравнению с автоматизированными приспособлениями обладает рядом преимуществ:
- высокая точность и чистота реза;
- бесшумная работа;
- независимость от источника электропитания;
- простое управление;
- небольшая стоимость ремонта.
Обработанные на приспособлении заготовки не имеют повреждений на кромке, полностью сохраняют целостность покрытия в точке раскроя. Остро заточенный нож не оставляет зазубрин на деталях из листового проката или сортового металла, которые не требуют дополнительной обработки после порезки.
Читайте также: