Сварка для резки металла
Обновлено: 17.05.2024

Соединять тонкостенные изделия – задача настолько сложная, что лишь единицы справляются с ней. Остальные вынуждены сталкиваться с прожиганием конструкции и поиском решений, как варить тонкий металл правильно. Но все становится проще, если знаешь, какие технологии применять и какие настройки оборудования выставлять.
Наша статья – ваш гид в этом процессе. Вы узнаете, как выбирается полярность для сварки, как правильно подготовить оборудование и инструменты, а также мы поделимся тонкостями технического исполнения данной процедуры. С таким подробным руководством в арсенале вы сможете забыть про неприятные дырки в изделиях, которые получались из-за недостатка знаний, и начать качественно варить тонкий металл!
Сложности сварки тонкого металла
Даже опытные сварщики иногда задаются вопросом о том, как варить тонкий металл. Начинающим мастерам эта задача дается еще труднее. Дело в том, что при данном процессе действуют совсем иные правила, чем во время обработки толстостенных изделий. Иными словами, существует немало нюансов и сложностей, вызывающих проблемы при выборе режимов и электродов. Проще всего соединять заготовки из металла небольшой толщины при помощи сварочных полуавтоматов, однако в домашних условиях чаще используют инверторные аппараты. Поэтому далее будем говорить именно о том, как варить тонкий металл инвертором.

Самая главная сложность связана с тем, что металл нельзя сильно нагревать, ведь изделие быстро прогорает с образованием дыр. Потому чем быстрее ведется сварка, тем лучше, при этом электрод необходимо вести строго по линии шва.
Работы ведутся на малых токах с использованием короткой дуги, ведь даже при небольшом отрыве она гаснет. Нередко появляются трудности с розжигом дуги, потому важно варить аппаратами, обеспечивающими напряжение холостого хода более 70 В, то есть с хорошей вольт-амперной характеристикой. Не менее важна плавная регулировка сварного тока, а именно от 10 А.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Обязательным этапом, предшествующим соединению встык кромок тонких листов металла, является их тщательная обработка и зачистка. Дело в том, что грязь и ржавчина вызывают дополнительные трудности при сварке, поэтому лучше не пожалеть времени и заняться выравниванием.
Так как вы собираетесь варить тонкий металл, важно разместить листы очень близко друг к другу, чтобы не оставалось зазора. Далее нужно зафиксировать их положение при помощи струбцин, прижимов и прочих доступных приспособлений. После чего необходимо прихватить элементы будущей конструкции швами-прихватками, делая их на расстоянии 7–10 см друг от друга. Таким образом удастся избежать смещения заготовок и минимизировать шансы их изгиба в процессе работы.
Преимущества и недостатки сварки тонкого металла инвертором
Использование современной сварочной техники позволяет добиться высокого качества соединений и меньше задумываться о том, как варить тонкий металл. Наличие у сварщика большого опыта становится гарантией того, что материал нормально прогрет, на нем отсутствуют прожоги и температурная деформация. Это связано с тем, что при использовании постоянного тока мастер может установить минимальную мощность. Таким образом снижается вероятность прогорания металла, и подобную ошибку могут совершить лишь недостаточно опытные специалисты.
Аппарат защищен от сбоев в работе, поскольку управляется микропроцессором, обеспечивая необходимый ток. Правда, при низкой температуре инвертор не может обеспечить стабильность во время сварки – эта проблема актуальна даже для оборудования от известных брендов.
Выбор полярности для сварки тонкого металла
Говоря о том, как варить тонкий металл, нужно понимать, что сварочная техника инверторного типа имеет два вида полярности:
- прямой, при котором держак подключен к минусовой клемме, а масса – к плюсовой;
- обратный, предполагающий, что держак соединен с плюсовой клеммой, а масса – с минусовой.
Нагрев обеспечивается за счет плюсовой клеммы, поэтому подсоединенный к ней элемент нагревается сильнее. Данную особенность необходимо использовать при сварке аппаратом постоянного тока.

При помощи прямой полярности достигается проплавление заготовки на большую глубину, поскольку при ней, в первую очередь, нагревается металл изделия, а не электрод. Этот подход позволяет резать материал и соединять элементы толстостенных конструкций.
При обратной полярности изделие прогревается меньше, а температура концентрируется на электроде. Подобное распределение приводит к таким последствиям:
- металл имеет меньшую температуру, снижается вероятность его прожигания;
- происходит быстрое плавление электрода, лучше формируется шов.
Настройка оборудования перед сваркой металла
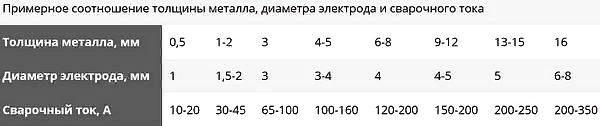
Так как нам важно качественно варить тонкий металл электродом, то в первую очередь необходимо грамотно выбрать соотношение параметров работы аппарата, инструмента и толщины заготовки. При этом важно придерживаться таких закономерностей:
| Слой материала, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Диаметр электрода, мм | 1 | 1,6–2 | 2 | 2–2,5 | 3 |
| Сила тока, ампер | 10–20 | 32–35 | 45–55 | 60–70 | 75–80 |
Говоря о том, каким током варить тонкий металл, нужно понимать, что инвертор позволяет работать с двумя видами тока:
При использовании постоянного тока цепь подключают способом обратной полярности, то есть «минус» подсоединяют к заготовке, а «плюс» – к держателю. В результате нагрев смещается с изделия на инструмент, защищая основной материал от прогорания, деформации, наплывов.
Сварка тонкого металла переменным током связана с осуществлением работ при высокой частоте и более низком показателе силы тока, в сравнении с обработкой толстых листов. Необходимо снизить стартовые показатели тока на20–30 % и более. Бывалые мастера разжигают электрод на болванке, расположенной встык к заготовке, и сразу переносят его к месту основного соединения.
Руководство для начинающих по сварке тонкого металла инвертором
Сварка изделий из тонкого металла инвертором всегда должна производиться за кратчайшее время. Мастер проводит электрод по прямой всего раз, избегая остановок. При этом устанавливается минимальная сила тока.

Но прежде чем приступить к сварке, необходимо подготовить поверхность металлических элементов:
- Оценить изначальную геометрию и принять меры, позволяющие сохранить ее в процессе работы, если это требуется. А именно: снизить нагрев, использовать зажимы.
- Удалить с краев заготовок ржавчину, грязь, краску и другие загрязнения.
- Закрепить либо установить в требуемом положении элементы будущей конструкции, учитывая технологию.
Зафиксированные заготовки скрепляют друг с другом при помощи предварительных точечных прихватов. Последние выполняются с шагом в 5–10 см, они защищают от множества ошибок, таких как прожиг, наплывы, деформация.
Обеспечивающая постоянный ток сварочная техника позволяет работать с обратной полярностью. В таком случае к «плюсу» подключают кабель с держателем электрода, а к «минусу» – металлические заготовки. В итоге электрод нагревается сильнее, чем само изделие.
Добиться меньшего нагрева металла позволяет еще одна хитрость: заготовки располагают вертикально или под наклоном. Сварку осуществляют сверху вниз, не меняя направление движения кончика электрода. Работают углом вперед величиной 30–40°, за счет чего обеспечивается минимальный прогрев материала, что всегда очень важно при сварке тонких металлов.
Чтобы работать с изделиями небольшой толщины, лучше приобрести качественные импортные электроды – так вы защитите себя от целого ряда трудностей.
Рекомендуем статьи
К сварке приступают с прихватки, электрод ведут вперед, избегая колебательных движений. Нужно постараться останавливаться как можно реже, пока вы варите тонкий металл. Когда пауза в работе неизбежна, допустим, для установки нового электрода, то дугу зажигают на сварочном шве. Чтобы избежать прожога, сначала удалите шлак и переходите с соединения на кромки. В итоге вы сформируете качественный шов с дополнительной жесткостью за счет отбортовки.
Техника сварки тонкого металла
Одной из составляющих ответа на вопрос о том, как варить тонкий металл, является грамотный подвод краев пластин друг к другу. При соединении встык нередко остаются прожоги, поэтому подобный подход может использоваться лишь мастерами с большим опытом. По возможности рекомендуется расположить заготовки внахлест, чтобы обеспечить основание для наплавляемого металла и избежать его прожигания. Тогда электрод направляют на нижнюю пластину, чтобы не допустить подрезов верхнего элемента.
Сварка встык не предполагает разделки кромок, как и обеспечения зазора. Наоборот, сварщик как можно более плотно сводит кромки заготовок и делает прихватки. При этом работа сильно упрощается благодаря низкой силе тока и тонким электродам. После чего для соединения элементов используют один из таких методов:
- Выставляют малый ток и быстро ведут шов, не отклоняясь от линии соединения.
- Немного увеличивают силу тока, но шов накладывают прерывистой дугой. В этом случае металл успевает остыть, прежде чем на него ляжет новая порция присадки.
- Варят указанными способами, но применяют при этом специальную подложку – она поддерживает разогретый участок, не давая ему провалиться. Лучше всего с этой целью использовать графитовую подкладку, иначе изделие может частично привариться к металлическому столу.
- Накладывают швы в шахматном порядке либо небольшими участками длиной по 100 мм, чтобы не допустить сильной деформации заготовок за счет нагрева шва по всей длине. Если выбран подход со сваркой участками, второй шов заканчивают на месте начала первого.
Так как варить тонкий металл нужно короткой дугой, соединение формируется быстро и без перегрева металла. При увеличении дуги не происходит визуального прожигания пластины, однако оказывается невозможно формирование сварочного валика. По правилам, электрод держат на себя под углом 45° либо мастер может располагать его под наклоном в сторону. Сварка под углом в 90° чревата появлением отверстий в металле.
Правильная сварка тонкого металла: практические советы
1. Тонкий металл требует использования тонких электродов.
Речь идет об электродах толщиной 1,6–2 мм, применение которых сопровождается понижением сварочного тока. Дело в том, что более толстые электроды в сочетании с малым током гасят дугу. Если же для электрода диаметром 3 мм устанавливается необходимая сила тока, тонкий металл начинает гореть.
2. Выбирайте пониженный ток.
Это необходимо, чтобы не допустить прогорания тонкого металлического изделия. Обычно придерживаются таких норм:
- толщина металла 1-2 мм предполагает использование электрода диаметром 1,6 мм и тока 25–50 ампер;
- металл толщиной 2-3 мм варят электродом диаметром 2 мм и с силой тока 40–80 ампер;
- при толщине изделия 3-4 мм используют электрод диаметром 3 мм и ток 80–160 ампер.
3. Сохраняйте короткую дугу.
На длинной дуге в тонком металле образуются отверстия. Говоря о том, как варить тонкий металл, нужно понимать, что длинная дуга появляется, как только электрод слишком сильно поднимается над свариваемой поверхностью. Чтобы избежать прогорания тонкостенных конструкций, важно обеспечить стабильную короткую дугу: чем она короче, тем меньше вероятность подобных дефектов.
Если вы будете точно следовать указанным советам, вы не допустите прожигания тонкого металла во время сварки.
Сварка тонкого металла полуавтоматом
Для соединения изделий из тонкого металла, помимо инверторов, сегодня активно используется сварка полуавтоматом. Второй подход наиболее актуален при работе с корпусами автомобилей.

В этом случае не требуется менять электрод, поскольку оборудование обеспечивает непрерывную подачу проволоки. В итоге работа занимает гораздо меньше времени, что важно при осуществлении крупных проектов. Так как отсутствует сгораемая часть электрода, проще отслеживать расстояние от изделия до грелки.
Все перечисленные особенности приводят к тому, что неопытным сварщикам легче понять, как варить тонкий металл именно полуавтоматом. Кроме того, здесь может использоваться проволока толщиной 0,8 мм, поэтому у специалиста появляется возможность обрабатывать еще более тонкие листы стали. Однако для домашних условий инверторный способ остается наиболее востребованным из-за доступности оборудования.
Итак, теперь вы знаете больше о том, как варить тонкий металл. Пусть приведенные выше рекомендации облегчат вам работу и принесут пользу!
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварочная резка металла

Небольшие частные мастерские занимаются в основном такими операциями, как сварка и резка металлов. Сварочные работы чаще всего выполняются при помощи электродугового способа. Однако, помимо сваривания заготовок, электрическая дуга позволяет также разрезать металлы. В статье поговорим о том, что представляет собой сварочная резка металла, какое оборудование требуется для выполнения этого вида работ.
Сферы применения и оборудование для сварочной резки металла
Электросварка, помимо непосредственно сваривания элементов, позволяет также разрезать их. Оборудование для этого вида работ требуется аналогичное, однако сам процесс заключается в расплавлении металла насквозь, пока заготовки не будут разделены на части. Эта процедура требует применения электрического тока большей мощности.
При помощи резки металла сварочным аппаратом демонтируют металлические конструкции, разбирают старые трубопроводы, разделывают металлолом. К этому способу обращаются, когда необходимо прожечь отверстия или разрезать чугунные конструкции или детали из цветного металла.

Сварочная резка металлов электрической дугой используется при отсутствии возможности либо оборудования, которое необходимо для выполнения газовой резки.
Работы выполняются при помощи:
- сварочного инвертора (трансформатора), производящего ток необходимой мощности;
- молотка по металлу;
- щетки для зачистки;
- электрических проводов с соединительными муфтами;
- электродов и держателей для них.
Сварочная резка металлов представляет повышенную опасность для сварщика. Несоблюдение техники безопасности, а также отсутствие специальной одежды грозит поражением электрическим током. Ультрафиолетовое и видимое излучение негативно отражается на глазах. В процессе резки выделяются вредные вещества, оказывающие отрицательное влияние на органы дыхания. Велик риск получения ожогов кожных покровов раскаленным металлом.
Во избежание вреда здоровью при работе должна быть обеспечена:
- надежная защита металлического корпуса сварочного аппарата;
- принудительная вытяжная вентиляция в помещении;
- специальная защитная одежда (брезентовая роба, рукавицы, защитная маска с затемненными стеклами, обувь с прорезиненной подошвой, респиратор).
Если сварочная резка металла происходит в закрытом помещении, то неплохо, чтобы за действиями работника наблюдал помощник, который при необходимости сможет прийти на помощь.

Технология сварочной резки металлов обладает достоинствами и недостатками, учитывая которые можно облегчить работу и в кратчайшие сроки получить желаемый результат.
Минусы метода заключаются в:
- низкой производительности, обусловленной невысокой скоростью работы;
- плохом качестве реза из-за затвердевания потеков металла с обратной стороны детали.
Из-за названных отрицательных моментов технология не подходит для ситуаций, требующих точной разметки при резке металла.
Основные преимущества резки сваркой заключаются в:
- отсутствии необходимости приобретать специальное дорогостоящее оборудование и инструменты;
- быстром обучении приемам работы и освоении оборудования;
- отсутствии специальных требований к условиям работы;
- возможности использования в работе постоянного или переменного тока.
Своими плюсами обладает и инвертор. Благодаря небольшому весу и максимальным возможностям он позволяет выполнять те виды работ, для которых ранее требовалось наличие тяжелых и сложных устройств. В зависимости от мощности аппарат может весить от 3 до 7 кг.
Рекомендуем статьи по металлообработке
Для транспортировки используется ручка или ремень. Охлаждается инвертор благодаря наличию вентиляционных отверстий в корпусе. Электроэнергия требуется только для генерации электрической дуги, за счет которой и происходит резка.
Инвертор не обладает чувствительностью к перепадам напряжения. Если же перепады носят постоянный характер, то стоит обратить внимание на указанные в паспорте прибора значения.
Виды и технология сварочной резки металла
Прежде чем приступить к работе, необходимо в обязательном порядке проверить, исправны ли шнуры оборудования. Рекомендация опытных сварщиков заключается в том, чтобы обернуть кабель держака вокруг предплечья и в процессе работы прижимать руку к телу, удерживая тем самым шнур. Это позволяет в большей степени расслабить кисть, уменьшая усталость при работе.
Чтобы активировать электрическую дугу, необходимо либо постучать, либо чиркнуть электродом о поверхность металла. Описание может показаться несколько сложным, однако в действительности научиться быстро зажигать и удерживать дугу можно уже со второго-третьего раза.
Резка намного проще, чем сварка металлов, поскольку к качеству работы не предъявляются повышенные требования. Резание наилучшим образом подходит для того, чтобы освоить азы использования инвертора. Попрактиковавшись, можно добиться плавных и ровных краев разрезаемых заготовок.

На устанавливаемый на инверторе ток влияют размер электродов, толщина стали и вид разреза.
Существует три вида реза:
- Разделительная резка. Этот вариант требует установки листа таким образом, чтобы из места реза беспрепятственно вытекал расплавленный металл. Заготовка разрезается сверху вниз. Если металл расположен горизонтально, то движение лучше начинать от кромки листа.
Для больших по размеру заготовок допустимо начинать рез с середины, сделав в листе отверстие. Для этого подходит электрод с диаметром, превышающим толщину обрабатываемого металла. Электрод необходимо разместить перпендикулярно плоскости листа и перемещать его вдоль линии будущего разреза.
При резке металла сварочным инвертором важно учитывать следующее:
- в отличие от плазменной резки, получить ровную линию реза не удастся, поэтому область применения технологии ограничена;
- резка тонких листов требует использования тока большей мощности;
- специальные электроды для резки металла могут быть заменены обычными, в том числе старыми, непригодными для сварочных работ.
Резать металл можно также воздушно- и кислородно-дуговым способами. Обе технологии практически идентичны, за исключением того, что в процессе воздушной резки материал изначально плавится за счет тепла дуги, а потом выдувается сжатым воздуха. При кислородной резке воздух заменен потоком кислорода.
Таким способом обрабатывают детали из нержавеющей стали с толщиной листа не более 20 мм. Кроме того, технология позволяет удалять дефектные части заготовок.
Для резки требуется постоянный ток и графитовые электроды. Подходят также трубчатые электроды. В случае использования последних подача кислорода осуществляется через сквозное отверстие в сварочном стержне. Несмотря на эффективность, сам способ достаточно трудоемок. Подача сжатого воздуха или кислорода к месту разреза намного проще.

Какие электроды используют для сварочной резки металла
- Металлические электроды со специальным покрытием.
Использование этих материалов позволяет повысить качество реза. Благодаря составу покрытия сварочный процесс становится более комфортным, а кроме того:
- предотвращается переход дуги к боковым поверхностям реза;
- обеспечивается стабильность горения дуги и исключается возможность ее гашения;
- создается давление газа в месте обработки, металл в месте реза окисляется.
Учтите, что в процессе резки требуется большая мощность тока, на вид напряжения влияет марка используемых электродов.
От обычных электродов для сварки расходники со специальным покрытием отличаются повышенной тепловой мощностью дуги, высокой теплостойкостью обмазки, интенсивной окисляемостью жидкого металла.
С помощью металлических расходников можно эффективно удалять дефектные швы, прихватки, заклепки, болты, разделывать трещины.
При отсутствии информации на упаковке необходимо прокаливать сварочные материалы в течение одного часа при температуре +170 °С.
Ручная сварочная резка металлов позволяет применять обычные сварочные электроды, достаточно на 30–40 % увеличить силу тока. На вид напряжения влияет марка используемых электродов.
Впрочем, обычные электроды обладают определенными недостатками:
- повышается расход электродов и электроэнергии;
- обмазка некоторых стержней не позволяет работать в таких режимах, поскольку покрытие плавится и стекает в рабочую зону, что затрудняет получение качественного реза.
В связи с этим для сварочной резки металлов лучше пользоваться специальными расходниками.
Использование угольных (графитовых) электродов практически аналогично резке с металлическими прутками. Металл полностью расплавляется под воздействием электрической дуги и стекает вниз. Разница заключается в том, что угольные расходники не плавятся, а со временем сгорают. Поэтому в процессе образуется меньше расплавленного металла и шлака, что позволяет получить более чистый срез.
Достоинство угольных электродов заключается также в возможности нагреть их до высокой температуры, при этом сила тока будет незначительной. Температура плавления прутков составляет более +3 800 °С, что делает их более долговечными и экономичными.
Угольные (графитовые) электроды подходят для ручной дуговой и кислородно-дуговой резки.
Для работы необходим постоянный ток прямой полярности, резка выполняется «сверху-вниз». Однако возможно выполнение обработки с использованием переменного тока.
Кислородно-дуговая сварочная резка металлов выполняется при помощи трубчатых электродов. Они отличаются тем, что плавящим элементом выступает не сварочная проволока, а полая толстостенная трубка. Процесс состоит из нескольких этапов:
- дуга возникает между электродом и заготовкой;
- под воздействием дуги происходит плавление металла;
- поступающий из трубки кислород окисляет металл по всей толщине и выдувает его.
Недостаток этой технологии сварочной резки заключается в отрицательном воздействии кислорода на стабильность электрической дуги.
Дуговая резка в защитной среде и плазменно-дуговая выполняется с помощью вольфрамовых неплавящихся электродов.
В первом случае металл режут при повышенной величине тока (на 20–30 % выше, чем необходимо для сварки), и он плавится по всей толщине.
При плазменно-дуговой резке дуга возникает между обрабатываемым металлом и вольфрамовым электродом.
Особенность этого типа сварочной резки металлов состоит в необходимости владения сваркой в совершенстве. Этот навык поможет легко выполнять работу. Умение правильно возбуждать дугу, вести шов и создавать качественные соединения поможет в грамотном разрезании металла.
Еще раз отметим, что подобная технология не позволит добиться аккуратной кромки реза. Она помогает быстро разрезать заготовки, не требующие высокой точности.
Сварка для резки металла

Применение сварки для резки металла – вполне востребованная процедура, несмотря на то, что обычно этот способ используется для соединения деталей, а не раскроя. Резка сваркой применяется в тех случаях, когда не так важны конечная точность реза и его чистота и не нужно раскраивать большое количество заготовок.
Именно это обеспечивает такую популярность сварочной резки в частных мастерских и небольших производствах. В нашей статье мы расскажем, как осуществляется сварка для резки металла, разберем необходимые инструменты для этого и поговорим о настройках аппарата.
Риски использования сварки для резки металла
Сварка позволяет использовать один набор оборудования, чтобы соединять элементы в целое изделие и вырезать отдельные заготовки. Разница между этими операциями в том, что при раскрое мастеру необходимо проплавить металл на всю толщину током значительной мощности.
Технология сварки для резки металла позволяет демонтировать металлоконструкции, в том числе трубопроводы, разделывать металлический лом. К данному методу прибегают, чтобы сформировать отверстия, раскроить чугунные элементы или из цветного металла.
Электрическую дугу применяют для резки, если нет других возможностей или специализированного оборудования для обработки иными способами.
Тогда необходимы:
- инвертор или трансформатор, обеспечивающий требуемую мощность тока;
- молоток по металлу;
- щетки для зачистки;
- электрические провода с соединительными муфтами;
- расходные материалы и подходящие держатели.
Применение сварки для резки металлов считается опасной работой, так как нарушение норм безопасности, отказ от использования спецодежды чреват поражением сварщика током.
Не стоит забывать, что излучение, появляющееся во время использования сварочного оборудования, вредно для глаз, а выделяющиеся газы негативно воздействуют на органы дыхания. Также высока вероятность ожогов под действием раскаленного металла.
Чтобы не столкнуться с подобными последствиями применения сварки для резки металла, важно подготовить:
- надежную защиту корпуса аппарата, используемого для сварки;
- принудительную вытяжную вентиляцию в месте проведения работ;
- брезентовую робу, рукавицы, специализированную маску для сварки, обувь с прорезиненной подошвой, средства защиты органов дыхания.
Когда раскрой ведется в закрытом помещении, желательно, чтобы у мастера был помощник – он вовремя заметит проблему и придет на помощь.
Плюсы и минусы сварки для резки металла
Данный метод, наравне со всеми остальными, обладает рядом преимуществ и недостатков. Помня о них, можно выполнить обработку металла максимально качественно при минимальных временных затратах.

Специалисты относят к главным минусам использования сварки для резки металла такие особенности:
- низкий уровень производительности, что связано с медленным проведением работ;
- плохое качество реза, так как на обратной стороне заготовки остаются затвердевшие натеки.
Названные характеристики мешают применять метод в случаях, когда в процессе раскроя важно точно следовать разметке.
Способ имеет и такие плюсы:
- возможность отказаться от затрат на специальные дорогие устройства;
- отсутствие отдельных норм по проведению работ;
- быстрое обучение;
- возможность обработки постоянным и переменным током.
Сварку для резки металла активно используют многие домашние умельцы и даже фирмы, ведущие деятельность в сфере строительства, ремонта, обслуживания автомобилей. Они ценят технологию за возможность ее использования во время несложных работ без дополнительных затрат.
Виды резки металла сваркой
Резка металла инвертором невозможна без грамотно выбранных значений тока. Показатели устанавливаются в соответствии с толщиной металла, диаметром электродов и назначением обработки:
- Разделительная резка предполагает, что лист располагают вертикально либо горизонтально. Главное – обеспечить беспрепятственное вытекание горячего металла из разреза. Если выбрано вертикальное положение, электрод перемещают сверху вниз и строго перпендикулярно изделию. Если сварка задействуется для резки металла, подбирают прутки, имеющие большую толщину, чем металл.
- Поверхностная резка обычно применяется, если нужно избавиться от дефектов, появившихся в процессе сварочных работ. Электрод держат под небольшим уклоном в 5–10° относительно металла. Чтобы сформировать широкую канавку, расходник раскачивают из стороны в сторону.
- Изготовление отверстий осуществляется в два этапа: нужно прожечь небольшую дырку, после чего расширить ее до подходящего диаметра. Мастер должен сохранять положение электрода под углом в 90° относительно поверхности, так как любые отклонения чреваты получением неровных краев отверстия.
- предотвращает переход дуги на боковые поверхности реза;
- способствует стабильному горению дуги, исключая вероятность ее затухания;
- обеспечивает окисление металла вдоль линии раскроя, давление газа в зоне плавления.
- повышенный расход самих электродов и электричества;
- плавление, стекание обмазки в рабочую зону, так как она может не подходить для использования в подобных условиях – в итоге страдает качество реза.
- между электродом и основным металлом загорается дуга;
- металл плавится;
- кислород поступает через трубку и окисляет материал по всей толщине, выдувая его.
- Прожигание заготовки.
- Прилипание электрода.
- Не проваренный шов.
- Деформация материала.
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.

Получается, инвертор позволяет раскраивать металл и делать в нем отверстия. Но не стоит надеяться, что линия реза окажется такой же аккуратной, как при использовании болгарки, резки с использованием плазмы.
Подходящие электроды для резки металла сваркой
Электроды бывают нескольких типов:
Металлические со специальным покрытием
Благодаря подобным расходным материалам можно создавать рез более высокого качества, а покрытие упрощает процесс обработки:
Сварка для резки металла требует использования повышенной силы тока, а вид напряжения подбирается под электроды. Кроме того, специальные расходники, в отличие от сварочных, обеспечивают высокую тепловую мощность дуги и окисляемость расплава, а также имеют большую теплостойкость обмазки.
Металлические электроды необходимы для борьбы с дефектами швов, удаления прихваток, заклепок, болтов, при разделке трещин. Если производитель не прописал на упаковке свои рекомендации, прутки прокаливают в течение часа при +170 °С.
Также резать металл можно обычными электродами для сварки, однако тут есть свои нюансы. Например, необходимо повысить уровень тока на 30–40 %, вид напряжения также подбирается под конкретную марку расходников.
Но при выборе обычных прутков наблюдаются:
Чтобы упростить себе задачу, лучше применять расходники, изготовленные для резки металла сваркой.
Угольные или графитовые
Их использование мало отличается от работы металлическими прутками: дуга проплавляет материал изделия на всю толщину, и тот стекает под действием законов физики. Однако данная разновидность электродов не плавится, а сгорает, из-за чего появляется меньше расплава и шлака, а значит, получается более чистый рез.

Немаловажно, что такие расходники нагреваются до высокой температуры при небольшой силе тока, а плавятся более чем при +3 800 °C. Данная характеристика позволяет увеличить период их эксплуатации.
Графитовые электроды применяют для ручной дуговой, кислородно-дуговой резки в сочетании с постоянным током прямой полярности либо переменным током. При этом пруток ведут сверху вниз.
Трубчатые
Используются при кислородно-дуговой резке и отличаются от других разновидностей электродов тем, что роль плавящего элемента в них играет толстостенная трубка, а не проволока.
В этом случае сварка применяется для резки металла таким образом:
Правда, нужно учитывать, что при постоянном потоке газа сложно добиться стабильного горения дуги.
Вольфрамовые неплавящиеся
Данная разновидность задействуется для плазменно-дуговой и дуговой резки в среде защитного газа.
Плазменно-дуговой способ предполагает горение дуги между заготовкой и вольфрамовым электродом. А основным отличием второго подхода является использование повышенной на 20–30 % силы тока в сравнении со сварочными работами. Это необходимо, чтобы проплавить всю толщину металла.
Выбор силы тока для сварочной резки металла
Для сварочного тока действует одно правило: чем его показатель выше, тем больше энергии передается в область реза, а значит, сильнее и глубже плавится металл. В результате можно обрабатывать изделия большей толщины. Однако при увеличении тока для его передачи требуются более толстые расходные материалы.
Иными словами, при применении сварки для резки металла толщина материала влияет на толщину электрода и необходимую силу тока. Нередко на сварочном оборудовании можно увидеть таблички соответствия данных показателей – их стоит расценивать исключительно как рекомендацию, а не истину в первой инстанции.
Например, для домашних нужд достаточно тока в пределах 160 А и прутков диаметром 4 мм.
Также производители предлагают диаметр 2,5 мм для электродов марок УОНИ-13/45, 15/55, НИАТ-3М, используемых при обработке углеродистых сталей.
Чтобы определить силу сварочного тока, можно использовать следующую формулу:
К – опытный коэффициент, составляющий 40–60 мм для прутков из низкоуглеродистой стали и 35–40 мм для расходников из высоколегированной стали. За «dэл» скрывается диаметр электрода.
Толщина металла, мм
Диаметр электрода, мм
Сила сварочного тока, А
Воздушно- и кислородно-дуговая сварка для резки металла
Данный подход к раскрою металла имеет одно немаловажное отличие от описанных выше: здесь расплав сразу выдувается струей сжатого воздуха либо чистого кислорода. Таким образом удается избавляться от дефектов в месте сварки, разрезать нержавейку толщиной до 20 мм.

Поступление газа приводит к частичному выгоранию металла и выделению дополнительного тепла, благодаря чему значительно сокращаются временные затраты на проведение работ. Этим методом делают короткие разрезы на строительных конструкциях.
В процессе раскроя используют графитовый либо стальной электрод толщиной от 4-5 мм с покрытием ОММ-5, ЦМ-7 или ОСЗ-3. Необходим постоянный ток силой до 250 А и специальные резаки.
Таким образом обрабатывают металл толщиной до 50 мм. Сжатый воздух подается сбоку под давлением 0,4–0,5 Мпа, причем расход кислорода составляет примерно 100–160 л/мин.
При использовании сварки для резки металла и резака типа РГД электрододержатель располагают в правой руке, тогда как резак находится в левой. Когда основной материал начинает плавиться, на него подают струю воздуха.
Подобная технология резки проще, чем кажется на первый взгляд, но для ее использования мастер должен в совершенстве владеть сваркой.
Если начинающий сварщик не знает, как правильно зажечь дугу, вести шов и формировать надежные соединения, не стоит надеяться, что он сможет хорошо раскроить металл, используя то же самое оборудование.
Кроме того, при помощи использования сварки для резки металла даже по ГОСТу невозможно создать аккуратный разрез. Зато дуга позволяет с минимальными временными затратами подготовить детали для неответственных конструкций.
Техника сварки тонкого металла инвертором
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.

Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный сварной шов при отсутствии опыта.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.

Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.

Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка

Алгоритм сварки по тонкому металлу следующий.
Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.

Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Азы сварки металла инвертором для начинающих
Азы и правила сварки инвертором: подготовка к работе электродом для новичков, средства защиты, как правильно настроить и формировать сварочный шов. Применение прямой и обратной полярности. Как научиться резать и варить тонколистовой металл.

В последние десятилетия благодаря бурному развитию полупроводниковых технологий сварка инвертором стала доступна любому домашнему мастеру. Сейчас современный инверторный аппарат бытового назначения для ручной сварки с максимальным током от 160 А и весом около 5 кг можно приобрести всего за 4.5÷5.5 тыс. руб. При этом он будет стандартно оснащен набором возможностей, значительно облегчающих работу сварщика и повышающих качество сварного шва. Это не значит, что сварочный инвертор является аппаратом для «чайников» и не требует никаких знаний и навыков. В основе сварки инвертором лежат те же самые электродуговые процессы и сварочные технологии, что и при использовании сварочного трансформатора. Но в нем реализован ряд автоматизированных функций, которые ранее обеспечивались только высокой квалификацией сварщика. В их число входит облегченный поджиг дуги («горячий пуск»), предотвращение прилипания электрода, переход в импульсный режим для восстановления капельного переноса (форсаж дуги), а также ряд других возможностей, облегчающих сварку и повышающих безопасность труда. Кроме того, инверторы позволяют работать на пониженном напряжении питания и способны сглаживать его скачки в широком диапазоне. Далее будут изложены основные правила работы и некоторые советы, которые могут быть полезны тем, кто впервые сталкивается с этим видом сварочного оборудования.
Подготовка к работе инвертором
При первом включении, а также при перемещении сварочного инвертора на новое место работы необходимо проверить сопротивление изоляции между корпусом и токоведущими частями, после чего подсоединить корпус к заземлению. Если инвертор долгое время находился в эксплуатации, перед тем как приступить к сварке, нужно обязательно провести его ревизию на предмет скопления пыли во внутреннем пространстве. При повышенной запыленности следует очистить все силовые элементы и блоки управления сваркой с помощью сжатого воздуха с умеренным напором. Для беспрепятственной работы системы принудительной вентиляции аппарата вокруг него должно быть создано свободное пространство на расстоянии не менее полуметра. Запрещается варить устройствами инверторной сварки вблизи мест работы шлифовальных и отрезных машинок, т. к. они создают металлическую пыль, способную вывести из строя силовую часть и электронику инвертора. В случае проведения сварочных работ на открытом пространстве необходимо защитить аппарат от прямого попадания водяных брызг и солнечных лучей. Устанавливаться сварочный инвертор должен на горизонтальной поверхности (либо под углом, не превышающим значение, указанное в паспорте).

Внешний осмотр оборудования
Внешний осмотр сварочного инвертора производится самим сварщиком перед началом каждой рабочей смены. Во время этой процедуры в первую очередь проверяется состояние изолирующих оболочек сварочных и питающего кабелей и в случае необходимости делается их замена или ремонт. Далее проверяется держатель электродов и зажим кабеля массы, а также состояние штекеров и гнезд для подключения к сварочному инвертору. Следующим шагом производится осмотр панели управления сваркой на предмет целостности тумблеров, переключателей, кнопок и индикаторов. Кроме того, определяется общая запыленность аппарата и при необходимости проводится его очистка.
Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, получение ожогов от разлетающихся капель расплавленного металла и световое воздействие на сетчатку глаза излучением электрической дуги. Кроме того, возможны механические травмы и попадание в дыхательные пути газов, выделяющихся в процессе сварки. Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, кроме самого аппарата, обязан приобрести комплект средств индивидуальной защиты, а также тщательно изучить правила техники безопасности при выполнении сварочных работ. В стандартный комплект защитных средств сварщика входят маска и искростойкие перчатки, а также спецовка и обувь из негорючих и неплавящихся материалов. Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а зачистку заготовок и швов необходимо производить в защитных очках.

Правила формирования сварочного шва и возможные дефекты
Для получения качественного сварочного соединения инвертором необходимо сочетание нескольких факторов. В первую очередь нужно правильно выбрать основные параметры будущего процесса сварки, к которым относятся полярность напряжения, сила тока и диаметр электрода. Кроме того, необходимо знать правила применения различных типов электродов в зависимости от вида свариваемых материалов и разновидностей сварки. Следующим важным моментом является сама технология процесса сварки. Чтобы научиться варить даже при помощи инвертора, который значительно облегчает это процесс, необходимы уроки по отдельным компонентам сварки, таким как зажигание и удержание длины дуги, перемещение электрода под разными углами, а также завершение сварного шва. Правильное выполнение совокупности всех этих компонентов обеспечивает заданное качество сварного соединения. Помимо этого, необходимо освоить подготовку места сварки, а также очистку полученного шва от шлака.
Возникающие в процессе сварки инвертором дефекты являются следствием различных причин. В первую очередь это плохая подготовка свариваемых поверхностей, неправильный подбор параметров и ошибки при выполнении процесса сварки. Непровар сварного шва и насыщение его шлаками может быть следствием занижения величины тока сварки, плохой зачистки места соединения или высокой скорости перемещения электрода. А неравномерная форма шва чаще всего связана с нестабильностью сварочной ванны или колебаниями траектории движения электрода. Кроме того, некоторые дефекты возникают вследствие особенных физико-химических свойств свариваемого материала. Для того чтобы их избежать, требуется более тщательный подбор режимов работы инвертора и применяемых электродов.
Как правильно подобрать электрод
Подбор электрода по диаметру производится в соответствии с толщиной свариваемого металла. Кроме того, от этого параметра зависит величина тока сварки, которая ограничена конструктивными особенностями конкретного инвертора. При увеличении диаметра электрода или уменьшении значения сварочного тока падает его плотность, что делает дугу нестабильной и может привести к возникновению различных дефектов. Размерный ряд диаметров электродов для ручной сварки дискретный, поэтому обычно под конкретный электрод методом пробы подбирают величину тока из табличного диапазона (см. таблицу ниже).
Для того чтобы с помощью инвертора правильно сваривать различные виды металлов, необходимо разбираться в типах покрытия электродов. Каждое из них предназначено либо для работы с конкретными группами металлов и сплавов, либо для сварки с определенной пространственной ориентацией.
Назначение, диаметр, состав покрытия, ориентация и ряд других параметров входят в стандартную маркировку электродов.
Пошаговая инструкция по сварке инвертором для начинающих
Для освоения сварки инвертором начинающему сварщику необходимо изучить некоторые основы сварочной технологии и освоить азы сварки штучными электродами. Кроме этого, обязательно нужно разобраться с предельными возможностями электрической сети дома или дачи, а также определиться с оборудованием места проведения сварочных работ и подключением силового кабеля для запитывания инвертора. Для обучения сварке штучными электродами листового и конструкционного проката небольшой толщины с использованием инвертора достаточно будет приобрести пачку электродов с основным покрытием Ø 2÷3 мм. Также потребуется металлическая щетка для зачистки сварных швов и поверхностей свариваемых заготовок.
Настройка силы тока
Правильный подбор величины тока сварочного инвертора является залогом качества сварного шва. Для того чтобы выбрать значение, соответствующее толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора. После этого необходимо включить тумблер питания аппарата, а затем, поворачивая регулятор, установить необходимое значение силы тока. У некоторых устройств шкала его значений нанесена на лицевой панели инвертора по дуге поворота регулятора, у других оно отображается на цифровом индикаторе (см. фото ниже).
В любом случае это будет приблизительная величина, поэтому вполне возможно, что силу тока для хорошего провара придется подстраивать в процессе выполнения пробных сварных швов.

Как подключать электрод
На одном конце любого штучного электрода 20÷30 мм внутреннего стержня свободны от обмазки. Этой частью он фиксируется в держателе (держаке), через который на него подается сварочный ток. В настоящее время самыми распространенными являются зажимные держатели («прищепки») с профилированной под стержень электрода внутренней частью губок. Эти приспособления отличаются удобством, большой скоростью замены огарков на новые электроды и их жесткой фиксацией.
Розжиг дуги
Традиционно для зажигания сварочной дуги применяют два метода. При первом концом вертикально удерживаемого электрода слегка касаются поверхности металла, а затем отводят его назад на расстояние в несколько миллиметров (см. левый рис. ниже). При втором его движение аналогично перемещению головки спички по боковине коробка, поэтому он называется «чирканьем» (см. правый рис. ниже).
При использовании инвертора розжиг электрода значительно облегчен наличием у этих устройств специальной функции «горячий старт», которая при касании металла выдает импульс тока повышенной мощности, а при возникновении дуги возвращает значение силы тока к номинальному.

Передвижение и наклон электрода при сварке

При сварке инвертором движение электрода вдоль свариваемых поверхностей осуществляется так же, как и при использовании других технологий ручной сварки. И так же существует три основных разновидности его наклона по отношению к прямой линии движения (см. рис. ниже). Большинство сварочных швов выполняют углом вперед. Это самая распространенная сварочная технология, и она лучше всего подходит для начинающих при освоении сварки инвертором. При работе в ограниченных пространствах и сваривании труднодоступных мест используют сварку с перпендикулярным положением электрода. Он требует высокой квалификации и не подходит для обучения новичков даже несмотря на то, что функции инвертора могут компенсировать их некоторые ошибки. Сваривание угловых и стыковых сопряжений чаще всего выполняют сваркой с углом назад.
Контроль промежутка дуги
Электрическая дуга возникает в зазоре между торцом электрода и плоскостью заготовки. От правильного выбора и поддержания требуемой величины сварочной дуги в процессе сварки инвертором во многом зависит равномерность и качество сварного шва. В соответствии с рекомендациями по технике сварки в идеальном варианте ее размер не должен быть больше диаметра электрода. Но постоянно выдерживать такое расстояние очень трудно, поэтому приемлемой считается дуга, не превышающая диаметр более чем на один – два миллиметра.
Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм. Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока. Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания. Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.
Отличия прямой и обратной полярности при сварке инвертором
В сварочной дуге электрический ток — это поток электронов, перемещающихся в плазме от отрицательного электрода (катода) к положительному (аноду). При этом примерно одна треть тепловой энергии аккумулируется на катоде, а две трети — на аноде. По этой причине при сварке инвертором полярность напрямую влияет на то, где будет большее выделение тепла: на свариваемой детали или на электроде. Стандартной считается прямая полярность, когда электрод подключен к минусовой клемме инвертора, а заготовка — к плюсовой (см. рис. ниже). При таком режиме сварки происходит глубокое проплавление свариваемого металла с образованием стабильной сварочной ванны и более медленное расходование электрода. Этим способом сваривают большинство мало- и среднеуглеродистых конструкционных сталей, а также изделия из чугуна.

При сварке с обратной полярностью электрододержатель соединен с плюсовым контактом инвертора, а клемма массы — с минусовым. В этом случае отрыв электронов происходит от металла заготовки, а их поток направлен в сторону электрода. Вследствие этого на нем выделяется большая часть тепловой энергии, что позволяет вести сварку инвертором с ограниченным нагревом свариваемой детали. Этот режим применяют при сваривании деталей из тонкого металла, нержавеющих сталей и металлов с низкой устойчивостью к повышенным температурам. Кроме того, обратная полярность используется при необходимости увеличить скорость плавления электрода, а также когда инвертором сваривают детали в газовой среде или с использованием флюсов.
Как резать металл электродом
Электродуговые аппараты (в том числе и инверторы) применяют не только для сварки, но и для резки металла. Для этих целей предпочтительнее использовать специализированные электроды марки ОЗР-1, хотя в принципе подойдут и обычные, для сварки с обратной полярностью. Так же, как и при сварке, во время резки движение электрода выполняется углом вперед, при этом сварочный ток подбирается на 20÷50 % больше номинального. Поэтому, если инвертор планируется не только для сварки, но и для резки металла, необходимо приобретать аппарат, рассчитанный на большие сварочные токи. К примеру, при резке инвертором низкоуглеродистой конструкционной стали толщиной до 20 мм электродом Ø3 мм рабочий ток будет находиться в диапазоне от 150 до 200 А.
У всех современных инверторов в системе управления «зашиты» три неотключаемые функции, которые предназначены для оптимизации процесса сварки. В их число входит и форсаж дуги, разрушающий сплошной поток жидкого металла. А какое воздействие эти функции оказывают на процесс резки? Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста, информацией в комментариях.
Читайте также: