Вырубка листового металла штампом
Обновлено: 02.06.2024
Под технологическим зазором понимают положительную или отрицательную разность рабочих размеров матрицы и пуансона г (рис. 9, а).
Зазор оказывает сильное влияние на величину потребного усилия и работы вырубки, качество поверхности среза, точность получаемой детали, износ и стойкость штампа. В большинстве случаев наибольшее значение на практике имеет качество изделия. К последнему при вырубке деталей или пробивке отверстий предъявляются зачастую высокие требования. Они сводятся к тому, чтобы поверхность среза была чистой, без рванин и трещин, без заусенцев. Деталь по возможности должна быть плоской.
Решающее значение в вопросе качества вырубки (пробивки) оказывает величина зазора. При нормальном зазоре дрещины, идущие от режущих кромок пуансона и матрицы, совпадают (рис. 9, б), что и способствует образованию качественной, без рванин, трещин и заусенцев поверхности среза. Такая поверхность показана на рис. 9, в. Верхняя часть детали имеет размеры, соответствующие размерам пуансона, а нижняя - матрицы. Как видно из рис. 9, в, часть детали, обращенная к матрице, имеет характерный блестящий поясок с небольшим закруглением в углу; часть, обращенная к пуансону, является слегка конической и шероховатой. Боковая поверхность детали (поверхность среза) получается, таким образом, не строго вертикальной, однако по своему виду вполне удовлетворительной.
Следует отметить, что удовлетворительная форма поверхности среза получается при острых режущих кромках штампа даже и при достаточно больших зазорах -до 30% от толщины.
При малом зазоре (рис. 9, г) скалывающие трещины не совпадают, а идут как бы параллельно на некотором расстоянии друг от друга. При окончательном разрыве металл между этими трещинами образует рванину и слоистость на поверхности среза. В результате этого в верхней части детали образуется второй блестящий поясок с протянутым заусенцем, неровным зубчатым краем и небольшим конусным уширением кверху.
В случае большого зазора (рис. 9, д) при очень тонком материале (до 1,5 мм) происходит втягивание металла в зазор между матрицей и пуансоном с последующим обрывом. Изделие при этом выходит с рваными заусенцами, имеющими вид затянутых краев. Очень большие зазоры (свыше 30-40% от толщины) при вырубке более толстых материалов приводят к образованию сильно закругленной кромки детали со стороны матрицы и кромки отверстия со стороны пуансона.
На качестве поверхности среза сказывается и притупление режущих кромок пуансона и матрицы, а также неравномерное распределение зазора по контуру вырубки. В последнем случае часть контура может получиться удовлетворительной, а другая - с заусенцем. Кроме того, неравномерный зазор приводит к затуплению части режущих-кромок.
Неправильный зазор и тупые режущие кромки штампа увеличивают потребное усилие и работу вырубки.
Установление величины зазора между матрицей и пуансоном
Величина зазора зависит от механических свойств и толщины материала, а также режима работы пресса - числа двойных ходов ползуна в минуту.
В зависимости от рода и толщины материала величина зазора (для толщин от 0,5 до 10-12 мм) колеблется в пределах 4-16% толщины материала. При выборе зазора стремятся к установлению оптимальной его величины, при которой удовлетворяются основные четыре условия качественной вырубки, а именно: наименьшее усилие вырубки, высокое качество поверхности среза изделия, наибольшая точность штамповки и, как следствие, наиболее высокая стойкость штампа.
При использовании более толстого материала диапазон оптимальных зазоров больше, чем тонкого. Это связано с меньшим влиянием затупления режущих кромок инструмента по мере его работы на образование заусенцев при вырубке толстых материалов. При сравнительно острых режущих кромках штампа тонкий материал также позволяет производить работу при определенных интервалах величины зазора. Таким образом, качественная вырубка может производиться в некотором интервале зазоров как для толстых, так и для тонких металлов. Поэтому целесообразно установить следующие понятия:
1) минимальное значение оптимального зазора (для каждого материала и толщины) zmln, при котором торцовая кромка среза становится почти перпендикулярной к плоскости детали без заметного образования заусенцев;
2) максимальное значение оптимального зазора zmax, при котором поверхность среза остается удовлетворительной, хотя и не является вертикальной.
Так как по мере работы (износа) штампа зазор между матрицей и пуансоном увеличивается, то для вновь изготовленного штампа следует задавать зазор, близкий к минимальному (zmln). Зазоры задают в зависимости от рода и толщины материала. С увеличением твердости и толщины материала величина зазора в процентном отношении к толщине материала увеличивается.
Зазор можно определить из зависимости
где m - переменный коэффициент, учитывающий род и толщину материала.
В табл. 6 приведены значения минимальных и максимальных начальных двусторонних диаметральных зазоров для различных материалов при работе на прессах с числом ходов 120-140 в минуту. Для ножниц, а также для односторонних отрезных штампов зазор следует брать равным половине 2min.
Оптимальная величина зазоров zmin при вырубке на повышенном числе двойных ходов пресса (n 140 об/мин) должна быть увеличена по сравнению с табличными данными в 1,5-2,0 раза. Например, для углеродистой стали толщиной до 2 мм оптимальный зазор составляет 15-20% от толщины материала.
Увеличение zmin обеспечивает нормальный процесс вырубки при повышенных скоростях, так как в противном случае будет иметь место «заедание» пуансона в матрице, которое получается вследствие того, что пуансон и матрица, разогреваясь, неравномерно увеличивают свои размеры.
Установление направления зазора
Выше было отмечено, что величина вырубаемой детали зависит от размера матрицы, а величина пробиваемого отверстия - от размера пуансона. Это позволяет вывести правило, устанавливающее направление зазора в зависимости от того, какие размеры детали необходимо выдержать - наружные или внутренние. В случае вырубки наружного контура номинальные размеры детали Dн придаются матрице Dм = Dн, а зазор z осуществляется за счет уменьшения размеров пуансона Dн, т. е. Dп = Dн - z. При пробивке отверстия его номинальные размеры dн придаются пуансону dп, а зазор z осуществляется за счет увеличения размеров матрицы dм, т. е. dм - dн + z.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
3. Резка листового металла штампами
Процесс резания штампами при вырубке, пробивке и других операциях в некоторой степени аналогичен процессу резания ножницами. В данном случае пуансон и матрица являются как бы ножами замкнутой конфигурации, имеющими сопряженные режущие кромки. Однако процессы резания существенно отличаются.
Последовательность процесса вырубки показана на рис.3.
Процесс резания штампами также состоит из трех стадий: упругой, пластической и скалывания.
В первой стадии происходит упругий изгиб металла с легким выдавливанием его в отверстие матрицы. При этом напряжения в металле не превосходят предела упругости.
В пластической стадии происходят вдавливание пуансона в металл и выдавливание его в отверстие матрицы.
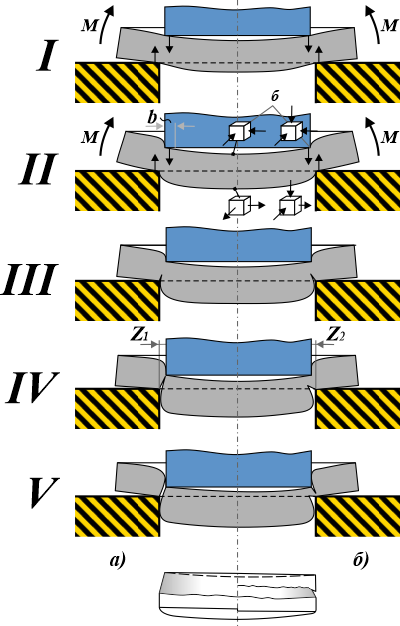 рис.3. Последовательность процесса вырубки и поверхность среза |
Вдавливание вырубного пуансона происходит не по всей торцовой поверхности; а лишь по кольцевому (или иной формы в плане) пояску шириной b. Такое же вдавливание наблюдается и со стороны матрицы. Отпечатки от локализованного вдавливания пуансона и матрицы остаются на вырубленной детали и отходе в виде смятой полоски вдоль контура резания.
В результате локализованного вдавливания пуансона и матрицы возникает круговой изгибающий момент, образованный силами резания, условно представленными на рис.3, I и II равнодействующими нормальных напряжений.
Под действием кругового изгибающего момента заготовка получает пространственный изгиб (выпучивание), при котором с наружной (выпуклой) стороны заготовки возникает напряженное состояние двухосного растяжения, а на внутренней стороне - двухосного сжатия.
Непосредственно под режущей кромкой пуансона создается напряженное состояние объемного сжатия, а над режущей кромкой матрицы - напряженное состояние с напряжениями радиального растяжения. Первое более благоприятно для пластического течения металла, а второе - менее благоприятно и способствует возникновению микротрещин в зоне резания.
К концу второй стадии напряжения вблизи режущих кромок Достигают максимальной величины, соответствующей сопротивлению металла срезу.
В третьей стадии процесса вырубки у режущих кромок матрицы образуются скалывающие трещины (рис.3, III). После дальнейшего погружения пуансона и исчерпывания местной пластичности металла скалывающие трещины возникают и у режущих кромок пуансона (рис.3, IV и V). Эта последовательность скалывания подтверждается тем, что блестящий поясок, соответствующий пластической стадии резания, на отходе значительно шире, чем на детали.
Скалывающие трещины, направленные по линиям наибольших деформаций сдвига (поверхностям скольжения), быстро распространяются на внутренние слои металла и вызывают отделение вырезаемой детали.
Во время первой и второй стадий вырубки скорость погружения пуансона уменьшается; а с начала третьей стадии - резко увеличивается. При дальнейшем движении пуансон проталкивает вырезанную деталь через рабочую шейку матрицы.
При нормальном зазоре между пуансоном и матрицей Z1 поверхности сдвига (линии скольжения), возникающие у режущих кромок пуансона, совпадают с поверхностями сдвига и трещинами, возникшими у режущих кромок матрицы, и образуют общую криволинейную поверхность скалывания (рис.3, а).
При малом зазоре Z2 и большой толщине материала поверхности сдвига, идущие от кромок пуансона, не совпадают с поверхностями сдвига, возникшими у кромок матрицы. Оставшаяся кольцевая перемычка перерезается при дальнейшем погружении пуансона с возникновением новых скалывающих трещин, причем на детали образуются надрыв и двойной срез с протянутым заусенцем (рис.3, б). Поверхность отверстия получается сравнительно гладкой, лишь в нижней части образуется небольшой шероховатый скол. Поэтому, если требуется получить отверстие с гладкими ровными стендами, следует производить пробивку с малым зазором между пуансоном и матрицей.
При вырубке с малым зазором твердых материалов двойного среза обычно не получается. В случае очень большого зазора на поверхности образуются рваные заусенцы от затягивания и обрыва металла в зазоре.
После возникновения скалывающих трещин величина изгибающего момента М резко падает, вследствие чего происходит уменьшение кривизны вырубаемой детали, увеличение ее размеров и распор детали в отверстии матрицы.
Металлографические исследования макро и микроструктуры вырубленных деталей показывают, что металл в зоне резания претерпевает значительные структурные изменения и наклепывается. Глубина наклепанного слоя зависит от толщины материала, его свойств и первоначальной структуры, зазора и качества режущих кромок, а также от скорости вырубки.
На рис.4 показано влияние скорости вырубки на форму среза вырубленной детали и на глубину наклепанного слоя при вырубке тонколистовой стали с числом ходов пресса 60, 120, 330 и 450 ход/мм [69].
При небольшом числе ходов пресса (60 ход/мин, рис.4, а) глубина вдавливания пуансона до момента образования скалывающих трещин составляет 64% толщины материала. Пластическая стадия процесса вырубки сильно развита, а наклепанная зона довольно значительна.
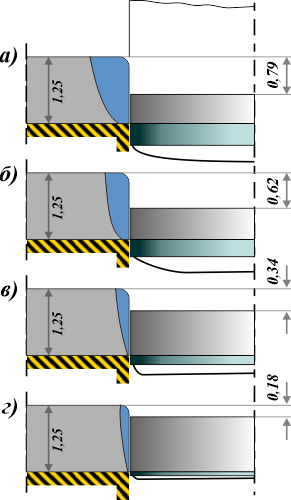 рис.4. Поверхность среза и глубина наклёпанного слоя при вырубке с различным числом ходов пресса. | 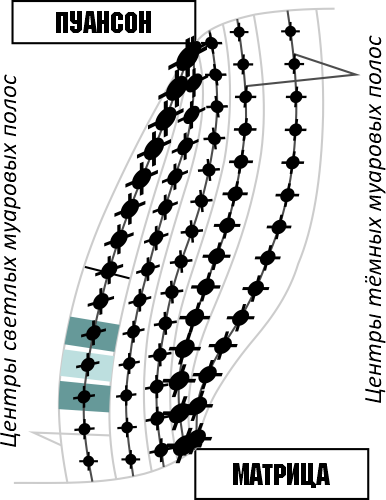 рис.5. Неравномерность деформаций в зоне резания (по В.И. Веру) |
При увеличении числа ходов пресса до 120 и 330 ход/мин (рис.4, б и в) и повышении начальной скорости вырубки глубина вдавливания пуансона уменьшается соответственно от 50 до 27%. Пластическая стадия процесса значительно уменьшается, в связи с чем уменьшается величина наклепанной зоны металла.
Наконец, при быстроходной штамповке с числом ходов пресса 450 ход/мин (рис.4, г) пластическая стадия и глубина вдавливания пуансона снижается до 14%, наибольшее развитие получает третья стадия процесса-скалывание. Большая часть поверхности среза представляет собой сравнительно ровный скол. Глубина наклепанного слоя невелика.
Локальный характер процесса разделения листовых металлов сопровождается резкой неравномерностью деформаций в зоне резания.
Новые исследования процесса разделения металла методом муаровых полос, выполненные В.И. Бером и Д.И. Суяровым [12], позволяют четко фиксировать границы пластической области и с высокой степенью точности вычислить локальные эллипсы деформации и направления локальных осей для большого количества точек в зоне резания, как показано на рис.5 для одной из промежуточных стадий процесса.
Установлено, что по мере углубления пуансона, происходит изменение границ пластической области и непрерывный рост локальных деформаций, сопровождаемый поворотом главных осей локальных эллипсов.
Локальные пластические деформации могут быть определены также по методу Моравецкого путем нанесения мельчайшей координатной сетки (плотность до 1200 ячеек на 1 мм 2 ) с измерением деформации под микроскопом или по фотоснимку с 400-кратным увеличением [207].
Приводим оригинальные способы резки.
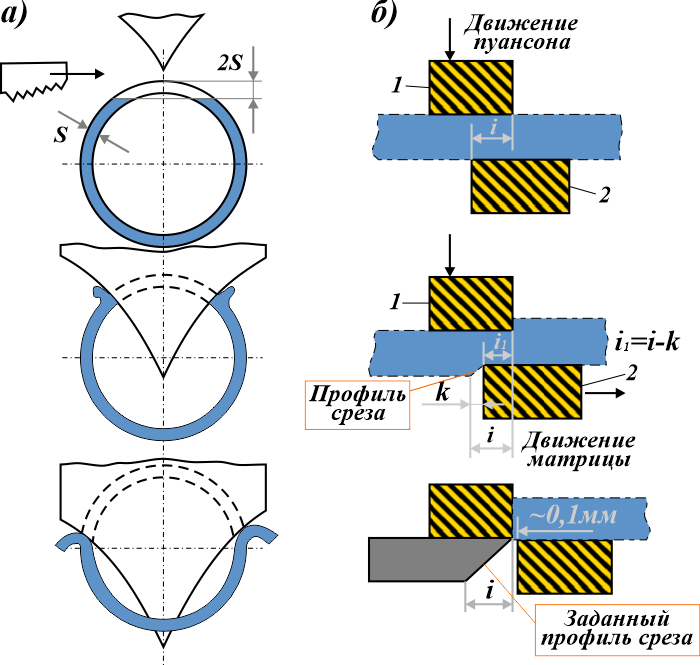 | |
| Рис. 6. Схемы резки труб (а) и резки скосов на кромках листов (б) | |
На рис.6, а показан новый способ разрезки тонкостенных труб, без вдавливания отхода внутрь трубы. Вначале, движением поперечного ползуна с зубчатым резачком в зажатой трубе срезается шлиц высотой h = 2S. Вслед за этим опускающий отрезной пуансон копьевидной формы входит в прорезь трубы и отрезает отход, загибая его наружу. Поверхность среза получается более качественной. Штамп для резки указанным способом приведен в работе [84]. Там же описаны способы криволинейной резки труб и типовые пуансоны для резки профилированных заготовок. На рис.6, б показан новый, внедренный на производстве способ холодной резки скосов на кромках листовых заготовок (Кравец М.Л. А.с.415068). Сущность этого способа заключается в том, что срез кромки (фаски) происходит в результате вертикального перемещения плоского пуансона при одновременном горизонтальном перемещении матрицы. По мере движения штампа происходит постепенное сближение режущих кромок пуансона 1 и матрицы 2. Чистота среза соответствует 6-му классу шероховатости.
Характеристика операций группы резки - разделительных операций штампами
Резка - вырубка представляет собой процесс отделения одной части материала от другой по замкнутому иди незамкнутому контуру при помощи штампов на механических - кривошипных (эксцентриковых) или гидравлических прессах. В штампах в отличие от ножниц роль верхнего перемещающегося режущего ножа выполняет пуансон 1, а нижнего неподвижного - матрица 2 (рис. 1). При этом пуансон имеет меньшие размеры, чем матрица, и образуется так называемый зазор.
В зависимости от назначения и характера выполняемой работы операции группы резки разделяют на следующие.
Отрезка - полное отделение одной части материала от другой по незамкнутому контуру, по прямой или по кривой линии (рис. 2, а). Эта операция производится на отрезном штампе из мерной полосы или листа без боковых отходов.
Вырубка - полное отделение металла по замкнутому контуру (рис. 2, б), при котором отделяемая часть заготовки является изделием. Вырубка является наиболее распространенной операцией из группы резки; она производится при помощи вырубного штампа.
Пробивка - операция, имеющая целью получение в вырубленной детали или в листе отверстия путем отделения при помощи пробивного штампа части материала по замкнутому контуру (рис. 2, в). Отличие этой операции от вырубки состоит в том, что при вырубке часть материала, проталкиваемая пуансоном в матрицу, является деталью, а оставшаяся на матрице часть - отходом; при пробивке же, наоборот, провалившаяся через матрицу часть материала является отходом, а оставшаяся на ней - изделием.
Надрезка - операция, при которой происходит частичное отделение материала по незамкнутому контуру, без удаления остатков. Надрезка применяется для получения отогнутых язычков в детали (рис. 2, г) и производится специальным надрезным штампом.
Разрезка - разделение плоских, гнутых или полых заготовок на две или несколько отдельных деталей. Такую операцию приходится использовать при изготовлении несимметричных изделий. Для этого вначале штампуют симметричную заготовку, а затем ее уже разрезают на несколько несимметричных деталей (рис. 2, д). Подобная схема операций значительно упрощает процесс штамповки деталей и снижает трудоемкость изготовления штампов.
Рис. 2. Схемы разделительных операций
Обрезка (обрубка) - полное отделение неровного края или лишнего металла по наружному контуру плоских, гнутых^или вытянутых изделий (рис. 2, е). Схема процесса обрезки не отличается от вырубки, разница заключается лишь в конструкциях штампов.
Зачистка - небольшая обрезка заранее предусмотренного припуска на плоских заготовках - деталях с целью получения точных размеров и формы, острых кромок и гладкой перпендикулярной поверхности среза (рис. 2, ж). Зачистку можно производить как по наружному, так и по внутреннему контуру при помощи специальных зачистных штампов.
Если зачистка производится одновременно с вырубкой (пробивкой) из полосы (детали) одними и теми же матрицей и пуансоном, то такую обработку называют чистовой вырубкой или пробивкой.
Просечка - отделение листовых неметаллических материалов по замкнутому контуру при помощи просечных - ножевых штампов. Эта операция производится трубчатыми стальными пуансонами 2 (рис. 2, з), без применения стальной матрицы. Роль последней выполняют пластины из неметаллических материалов 3, которые укладываются на подкладную пластину 4 (фибра, дерево). Вырезанная деталь удаляется из пуансона выталкивателем 1.
По характеру деформации вышеуказанные разделительные операции (кроме зачистки и просечки) ничем не отличаются друг от друга.
Перечисленные операции в целях увеличения производительности можно объединить либо по принципу последовательной штамповки, либо по принципу совмещенной штамповки. В первом случае объединенные операции называют последовательной штамповкой - вырубкой, во втором - совмещенной вырубкой.
Виды вырубных штампов, технология изготовления
Штампы для работы с листовым металлом. Виды и назначение штампов. Изготовление штампов для холодной штамповки металла, разработка чертежей и основные этапы производства.

Изготовление изделий холодной штамповкой – один из основных способов в технологии холодной металлообработки, применяющийся в различных отраслях промышленности. При реализации метода осуществляется пластическая деформация ненагретых заготовок с использованием специальных штампов: гибочных, формовочных, вырубных и иных. Применение специальной оснастки позволяет выпускать продукцию любых размеров и формы. Изготовление штампов для холодной штамповки металла – процесс не из простых, требующий не только тщательной разработки технологической документации, но и неукоснительного следования им на каждом этапе производства.

Что такое штамп
Штамп – это один из видов технологической оснастки, используемый для придания заготовке из листового металла формы и объема на специализированном оборудовании.
Существует два способа обработки металла штампованием:
- горячий, подразумевающий предварительный нагрев заготовки;
- холодный, выполняемый без температурной обработки материала.
Горячий способ используется для металлов и сплавов, обладающих низкой пластичностью при толщине заготовок от 5 мм. Процесс подразумевает наличие значительных размерных допусков, так как при остывании материал коробится, меняет форму.
Холодная штамповка позволяет создать продукцию с минимальными отклонениями от назначенных параметров.
При холодном штамповании материал теряет пластичность, но при этом дополнительно упрочняется. Для предотвращения увеличения хрупкости по окончании технологического цикла изделия подвергаются рекристаллизационному отжигу.

Виды штампов и их назначение
- технологическому;
- конструктивному;
- способу подачи заготовок.
По технологическому признаку оснастка относится к одной из двух основных групп, предназначенных для выполнения операций с листовым металлом:
К первой группе отнесены штампы для вырубки металла, отрезки, нарезки, обрезки, пробивки, зачистки. Для изменения геометрических параметров заготовок применяется оснастка для вытяжки, формования, гибки, объемной штамповки.

Помимо этого, классификация инструмента по технологическому признаку подразумевает их разделение по степени совместимости операций на одно- и многооперационные (комбинированные). Последние также разделяются на приспособления последовательного и совмещенного действия.

По типу конструкции штампы делятся на модели:
- без направляющих элементов;
- блочные (с колонками);
- пакетные (с плитой).
В зависимости от реализованного метода подачи заготовки оснастка для холодной штамповки разделяется на ручную и автоматическую.
Изготовление штампов
Определяющим моментом для достижения качества продукции, соответствия ее заданным геометрическим параметрам является проектирование и процесс изготовления штампов для холодной штамповки металла.
Разработка рабочего чертежа оснастки и последующее ее производство осуществляется в несколько стадий:
- выполнение эскиза;
- проработка технологической схемы, в соответствии с которой производится раскрой металла, проверка работоспособности принятого варианта в специальной программе;
- внесение корректив в предварительно составленный рисунок (при необходимости);
- проверка параметров;
- нанесение размеров и позиций отверстий, выполняемых на поверхности оснастки.

При разработке инструмента для штамповки металла важно определить «золотую середину» между качеством изготавливаемой продукции и ее минимальной стоимостью.
Производство штампов следует начинать после тщательного изучения чертежей. Отдельного внимания требуют условия, предъявляемые к характеристикам готовой продукции из металла. Для каждой стадии технологического процесса должна быть разработана маршрутная карта, учитывающая срок осуществления операций и параметры заготовок на различных этапах сборки.

Точность инструмента для штамповки металла во многом определяет качество создаваемой продукции.
Изготовление изделий в условиях поточного производства в большинстве случаев включает в себя множество операций:
- резание;
- вырубку;
- формовку;
- вытяжку;
- холодную высадку;
- обжим.
По завершении штамповки изделия обычно подвергаются дополнительным операциям: травлению или отжигу, – придающим необходимые эксплуатационные характеристики. Для повышения износостойкости поверхности на металл наносятся разнообразные защитные покрытия.
А вы когда-нибудь работали со штампами для холодной штамповки на производстве или в домашних условиях? Поделитесь, пожалуйста, своим опытом в комментариях.
Виды и способы современной штамповки металла
Штамповка металла: особенности технологии. Альтернативные методы пластичной деформации металла. Холодная и горячая листовая и объемная штамповка. Технологические операции холодной штамповки. Используемое оборудование прессы и автоматические линии.

Штамповка металла – это технологическая операция, которая представляет собой контролируемый процесс изменения формы и размеров заготовки под действием давления. Процесс отличается высокой производительностью, а потому широко используется в различных отраслях промышленности.
Технология имеет богатую историю, однако ее механизация началась в 50-х годах XIX века: к процессу стали подключать станки, что увеличило производительность и повысило качество изделий. Современное штамповочное оборудование позволяет изготавливать различные детали: от мелких элементов часового механизма до составных частей летательных аппаратов.
В серийном производстве активно применяется листовая штамповка. С помощью данной технологии обрабатывают металл, пластик и другие материалы. Процесс отличается высокой производительностью, стабильностью и точностью.
Холодная штамповка считается наиболее прогрессивным методом обработки давлением. Как следует из названия, это производственные операции без предварительного нагрева заготовки. Такой подход позволяет повысить прочность и чистоту поверхности изделия.
Виды штамповочных технологий
За время своего существования появилось немало методов штамповки. Массовое производство требует особого подхода, где на первое место ставится скорость и качество изготовления изделий. Ручная штамповка сейчас используется исключительно в частном порядке, для создания единичных экземпляров.
Прежде чем рассматривать способы обработки давлением, рассмотрим прочие виды штамповки:

- Магнитно-импульсная. Для изменения формы деталей используются кратковременные импульсы электрического тока.
- Изотермическая штамповка деталей. Используется для деформирования легированных и жаропрочных сортов стали. Особенность изотермического процесса заключается в том, что контактную форму нагревают до температуры деформации заготовки. В качестве рабочего оборудования используют гидравлические прессы.
- Штамповка взрывом. Разновидность импульсного способа. Активно используется в сфере производства летательных аппаратов. Принцип работы основан на передаче воздействия взрывной волны через воздух или воду. В результате заготовка деформируется, приобретая очертания используемой матрицы.
Помимо производственных функций, энергию взрыва используют в качестве привода подвижных частей оборудования. Метод был разработан в Харьковском авиационном институте в 1949 году.
Технологический процесс, при котором изделие получают путем давления на расплавленный металл, называют жидкой штамповкой. Ввиду высокой стоимости матриц и пунсонов метод целесообразно использовать только в массовом производстве.
Листовая штамповка
Штамповку деталей из листового металла используют в массовом производстве для изготовления объемных или плоских конструкций. Процесс формирования готового изделия происходит с применением специального инструмента, который называется штамп. Технологию листовой штамповки использовали еще древние люди. С ее помощью изготавливали посуду, украшения и сельскохозяйственные принадлежности.
Процесс обработки заготовок делят на две категории, которые отличаются рабочей температурой:

- Холодная штамповка. Данный метод считают наиболее эффективным. Его применяют для изготовления кузовных деталей транспорта. Грамотная разделка помогает рационально использовать основной материал. Наилучших показателей можно добиться, используя углеродистые и легированные стали, а также листовую медь и алюминий.
- Горячая штамповка. Как следует из названия, данный метод подразумевает предварительный нагрев заготовки. Для этого используют пламенные или электрические печи. Технологические операции данного метода абсолютно не отличаются от холодного способа производства. Единственный нюанс заключается в толщине листового металла: данный показатель не должен превышать 5 мм. С помощью данного метода производят элементы корпуса в судостроительной промышленности.
Объемная штамповка
Разновидность обработки деталей давлением. Особенность процесса заключается в использовании заготовок простейшей геометрической формы. Данная технология позволяет получить в результате объемной пластической деформации более сложное изделие.
Горячая штамповка характеризуется повышенной температурой, при которой протекает процесс. Степень нагрева зависит от используемых материалов. В отличие от штамповки жидкого металла агрегатное состояние заготовки остается неизменным.
Рассмотрим особенности каждого процесса.
Технология горячей объемной штамповки (ГОШ)
Горячую объемную деформацию деталей выполняют под воздействием температуры и давления на заготовку. Для получения необходимой формы материал нагревают и помещают в закрытые штампы. Между используемыми пресс-формами отсутствует зазор. Таким образом, готовое изделие формируется в закрытой полости, которая называется ручьем или гравюрой. Подход характеризуется низким процентом облоя, однако требует внимания на стадии заготовок.

Готовые изделия отличаются точностью размеров и качеством поверхности.
- Определяется тип штампа.
- Разрабатывается подробный чертеж.
- Технологи рассчитывают количество переходов от заготовки до готового изделия.
- Для каждого промежуточного этапа готовят индивидуальный чертеж.
- Подбирают пресс-формы для переходов.
- Определяют параметры и способ нагрева заготовки.
- Исходя из требований к детали определяют необходимые финишные процедуры.
По завершении разработки проекта экономисты рассчитывают себестоимость выполнения работ.
По сравнению с горячей ковкой ГОШ обладает гораздо большей производительностью и точностью работ. Требования к подготовке оператора оборудования не отличаются строгостью: среднее время обучения специалиста составляет 6 месяцев. К недостаткам относят ограничение по массе конечного изделия и высокую стоимость штамповочного оборудования.
Метод холодной объемной штамповки
В качестве заготовок для холодной объемной штамповки используют калиброванные прутки или проволочный материал. Технология позволяет получить изделия высокой точности и чистоты поверхности. Кроме того, благодаря отсутствию рекристаллизации металла, такие детали отличаются высокой устойчивостью к механическим повреждениям.
Основным недостатком технологии считают чрезмерные усилия, которые необходимо прилагать для получения готового изделия. По сравнению с ГОШ этот показатель выше в 10–15 раз. Высокие механические нагрузки негативно влияют на продолжительность эксплуатации штампов.
Суть и назначение холодной штамповки листового металла
Холодная штамповка – самая популярная технология изготовления различных деталей из металла и полимеров. Универсальность метода заключается в том, что он позволяет производить конструкции любой величины: от кухонных принадлежностей до элементов крупных судов.
Холодную листовую пластичную деформацию ценят за следующие преимущества:
- Безграничные возможности для механизации и автоматизации процесса.
- Низкая себестоимость производства.
- Высокий коэффициент использования материала.
- При изготовлении тонкостенных элементов не снижается прочность конструкции.
- Отсутствует необходимость в финишной обработке готовой продукции.
Высокое качество и технологичность имеют обратную сторону: для наладки оборудования требуются квалифицированные специалисты. Кроме того, проектирование процесса является трудоемкой операцией.
Операции холодной штамповки
Любую рабочую операцию листовой штамповки можно отнести к группе разделительных или формоизменяющих действий. Рассмотрим основные процедуры:

- Резка. Операция подразумевает разделку материала по прямой или сложной линии. В качестве рабочего оборудования используют различные типы ножниц или гильотин. Резку можно выполнять как на начальной, так и на финишной стадии производства.
- Пробивка. Получение отверстия произвольной формы.
- Вырубка. Разделка конструкции по замкнутому контуру. При этом отделенная часть является деталью, а не отходом, как при пробивке.
- Отбортовка. Операция создания бортика по наружному или внутреннему контуру. Чаще всего процедуру проводят на торцевой части труб, в местах установки фланцев.
- Вытяжка. Преобразования плоского изделия в полую объемную деталь. Процесс может сопровождаться изменением толщины стенок.
- Обжим. Уменьшение размеров торцевой части путем обжатия в конической матрице.
- Гибка. Придание изогнутой конфигурации плоским деталям. Наиболее распространенной является V- и U-образная гибка.
- Формовка. Изменение локальной формы детали с сохранением размеров наружного контура.
Классификация оборудования для штамповки
Штамповочный пресс представляет собой станок с кривошипным или гидравлическим приводом. На рынке имеется широкий выбор оборудования. Характеристики штамповочных линий отличаются по прочности и размерам обрабатываемых материалов. Для мягких металлов не требуются станки высокой мощности.
Штамповочное производство и оборудование для него регламентированы требованиями межгосударственных стандартов. Кроме того, ГОСТ устанавливает предельно допустимый расход материалов и утверждает правила разработки проектов.
Рассмотрим оборудование, которое применяется на производственных предприятиях.
Кривошипно-шатунные прессы
Принцип действия оборудования основан на преобразовании кривошипно-шатунным механизмом крутящего момента в возвратно-поступательное движение ползуна.
Подобное оборудование относят к механизмам простого типа. Они могут быть двойного или тройного действия.
Гидравлические прессы
Наиболее мощное оборудование, способное развивать усилие до 2 тыс. тонн. Принцип действия основан на перемещении двух гидравлических цилиндров разного диаметра. Величина отличия в размерах определяет степень воздействия на поверхность. Жидкость приводится в движение с помощью специальных насосов с электрическим приводом.
Радиально-ковочные прессы
Представляют собой формовочный пресс для изготовления деталей цилиндрической конфигурации. В комплектацию станка входит индукционная печь для предварительного нагрева болванок.
Оборудование используется для получения поковок квадратного, круглого или прямоугольного сечения.
Электромагнитные прессы
Продукт современных технологий. В качестве движущей силы используется энергия электромагнитного поля, которая давит на сердечник с проволочной обмоткой. В процессе перемещения он воздействует на исполнительную часть станка.
Автоматические штамповочные линии
Современные станкостроительные предприятия предлагают широкий выбор автоматических штамповочных линий и комплексов для решения различных задач. Станки представляют собой высокотехнологичное оборудование, изготовленное под руководством квалифицированных инженеров-технологов.
Современные комплексы оснащают системами ЧПУ с центральным сенсорным дисплеем, что сводит функции оператора к минимуму.
Штамповка металла – востребованная технология, которая позволяет производить детали с высокими эксплуатационными характеристиками. Как вы считаете, могут ли полуавтоматические станки конкурировать с числовым программным управлением или такое оборудование является устаревшим? Поделитесь вашим мнением в блоке комментариев.
Читайте также: