Как определить закаленная сталь или нет
Обновлено: 19.05.2024
Термообработка металлов – это один из основных способов улучшения их механических и физико-химических характеристик: твердости, прочности и других.
Одним из видов термообработки является закалка. Она успешно применялась человеком кустарным способом еще с давних времен. В Средневековье этот способ термической обработки использовали, чтобы улучшить прочность и твердость металлических предметов быта: топоров, серпов, пил, ножей, а также боевого оружия в виде копий, сабель и других.
И сейчас используют такой способ улучшения характеристик металла, не только в промышленных масштабах, но и в домашних условиях, в основном для закалки металлических предметов быта.
Что такое закалка металлов и ее виды
Под закалкой понимают вид термообработки металла, состоящий из его нагрева до температуры, при достижении которой наступает изменение структуры кристаллической решетки (полиморфное превращение) и дальнейшего ускоренного охлаждения в воде или масляной среде. Целью такой термообработки является повышение твердости металла.

Применяется также закалка, при которой температура нагрева металла не дает состояться полиморфному превращению. В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
Технологию закалки с полиморфным превращением используют в основном для изделий из стальных сплавов. Цветные металлы подвергают закалке без достижения полиморфного изменения.
После такой обработки стальные сплавы становятся тверже, но при этом они приобретают повышенную хрупкость, теряя пластичность.
Чтобы снизить нежелательную хрупкость после нагрева с полиморфным изменением, применяется термообработка, называемая отпуском. Она проводится при более низкой температуре с постепенным дальнейшим охлаждением металла. Таким способом снимается напряжение металла после процесса закаливания, и уменьшается его хрупкость.
При закалке без полиморфного превращения нет проблемы с излишней хрупкостью, но твердость сплава не достигает требуемого значения, поэтому при повторной термической обработке, называемой старением, ее наоборот повышают за счет распада пересыщенного твердого раствора.
Особенности закалки стали
Закаливаются в основном нержавеющие стальные изделия и сплавы, предназначенные для их изготовления. Они имеют мартенситную структуру и характеризуются повышенной твердостью, приводящей к хрупкости изделий.

Если провести термообработку таких изделий с нагревом до определенной температуры с последующим быстрым отпуском, то можно добиться повышения вязкости. Это позволит использовать такие изделия в различных сферах.
Виды закаливания сталей
В зависимости от предназначения нержавеющих изделий, можно провести закалу всего предмета или только той его части, которая должна быть рабочей и иметь повышенные прочностные характеристики.
Поэтому закалку нержавеющих изделий подразделяют на два способа: глобальный и локальный.
Охлаждающая среда
Достижение необходимых свойств нержавеющих материалов во многом зависит от выбора способа их охлаждения.
Разные марки нержавеющих сталей подвергаются охлаждению по-разному. Если низколегированные стали охлаждают в воде или ее растворах, то для нержавеющих сплавов для этих целей применяют масляные растворы.

Важно: При выборе среды, в которой проводят охлаждение металла после нагрева, следует учитывать, что в воде охлаждение проходит быстрее, чем в масле! Например, вода температурой 18°C способна охладить сплав на 600°C за секунду, а масло всего на 150°C.
Для того, чтобы получить высокую твердость металла, охлаждение проводят в проточной холодной воде. Также для повышения эффекта закалки для охлаждения готовят соляной раствор, добавляя в воду около 10% поваренной соли, или используют кислотную среду, в которой не менее 10% кислоты (чаще серной).
Кроме выбора охлаждающей среды немаловажным является режим и скорость охлаждения. Скорость снижения температуры должна быть не меньше 150°C за секунду. Таким образом, за 3 секунды температура сплава должна снизиться до 300°C. Дальнейшее снижение температуры может проводиться с любой скоростью, т. к. зафиксированная в результате быстрого охлаждения структура при низких температурах уже не разрушится.
Важно: Слишком быстрое охлаждение металла приводит к его излишней хрупкости! Это следует учитывать при самостоятельной закалке.
Различают следующие способы охлаждения:
- С использованием одной среды, когда изделие помещают в жидкость и держат там до полного охлаждения.
- Охлаждение в двух жидких средах: масле и воде (или солевом растворе) для нержавеющих сталей. Изделия из углеродистых сталей сначала охлаждают в воде, т. к. она является быстро охлаждающей средой, а потом в масле.
- Струйным методом, когда деталь охлаждается струей воды. Это очень удобно, когда требуется закалить определенную область изделия.
- Методом ступенчатого охлаждения с соблюдением температурных режимов.
Температурный режим
Правильный температурный режим проведения закалки нержавеющих изделий является важным условием их качества. Для достижения хороших характеристик их равномерно прогревают до 750-850°C, а потом быстро проводят охлаждение до температуры 400-450°C.
Важно: Нагрев металла выше точки рекристаллизации приводит к крупнозернистому строению, ухудшающему его свойства: излишней хрупкости, приводящей к растрескиванию!
Для снятия напряжения после нагрева до нужной температуры упрочнения металла, иногда используют поэтапное охлаждение изделий, постепенно снижая температуру на каждом из этапов нагрева. Такая технология позволяет полностью снять внутренние напряжения и получить прочное изделие с нужной твердостью.
Как закалить металл в домашних условиях
Пользуясь элементарными знаниями, можно провести закалку стали в домашних условиях. Нагревание металла обычно проводят с помощью костра, муфельных электропечей или горелок с использованием газа.
Закалка топора на костре и в печи
Если требуется придать дополнительную прочность бытовым инструментам, например, сделать топор более прочным, то самый простой способ его закалки можно провести в домашних условиях.
На топорах при изготовлении ставится клеймо, по которому можно узнать марку стали. Мы рассмотрим процесс закалки на примере инструментальной стали У7.
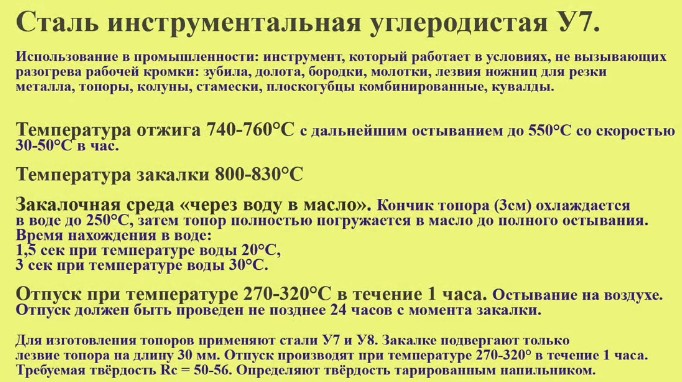
Выполнять технологию нужно с соблюдением следующих правил:
1. Отжиг. Перед обработкой затупить острую кромку лезвия и поместить топор в горящую кирпичную печь для нагрева. За процедурой термообработки нужно внимательно следить, чтобы не допустить перегрева (допустимый нагрев 720-780°C). Более продвинутые мастера температуру узнают по цвету каления.

А новички, температуру могут узнать с помощью магнита. Если магнит перестал приставать к металлу, значит топор нагрелся свыше 768°C (цвет красно-бордовый) и пришло время охлаждения.

Кочергой придвинуть раскаленный топор к дверце печи, жар убрать вглубь, закрыть дверцу и задвижку, оставить нагретый металл в печи на 10 часов. Пусть топор постепенно остывает с печкой.
2. Закалка стали. Нагреть топор на костре, буржуйке или печи до темно-красного цвета — температура 800-830°C (магнит перестал магнитится, подождать ещё 2-3 минуты).
Закалка выполняется в подогретой воде (30°C) и масле. Опустить лезвие топора в воду на 3-4 см, интенсивно двигая его.

Далее топор поместить в емкость с маслом, в случае возгорания масла нужно накрыть емкость плотной тканью. Выдерживать в масле нужно до полного остывания.
3. Отпуск лезвия топора. Отпуск уменьшает хрупкость стали и снимает внутренне напряжение. Зачистить металл наждаком, чтобы лучше различать цвета пебежалости.

Выдержать топор в течение 1 часа в духовке, при температуре 270-320°C. После выдержки, достать и остудить на воздухе.
Видео: термообработка топора в домашних условиях, три стадии: отжиг, закалка, отпуск.
Закаливание ножа
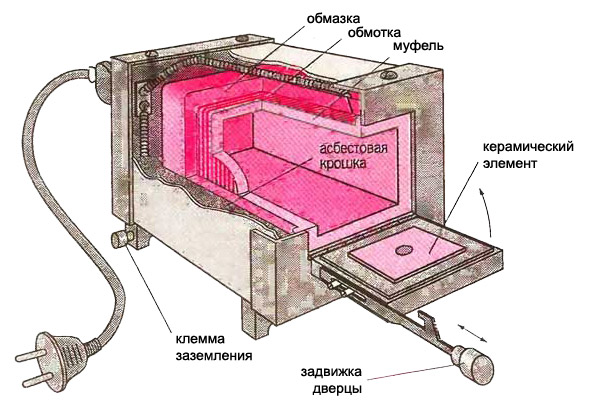
Самостоятельно для закалки металлов целесообразно использовать печи. Для предметов быта в виде ножей, топоров, сверл и других, наиболее подходящими являются муфельные печи небольшого размера. В них можно достичь температуры закалки намного выше, чем на костре и проще добиться равномерного прогрева металла.
Такую печь можно изготовить самостоятельно. В интернете можно найти множество простых вариантов ее конструкции. В таких печах можно разогреть металлическое изделие до 700-900°C.
Рассмотрим, как закалить нож из нержавейки в домашних условиях, используя муфельную электропечь. Для охлаждения вместо воды или масла используется расплавленный сургуч (можно достать в воинской части).
Последовательность процесса закалки следующая:
- нож (без ручки, если она деревянная) кладут в холодную печь;
- включив закрытую печь, нагревают ее вместе с ножом до получения ярко-красного цвета лезвия (800-900°C);
- раскаленным лезвием ножа режут сургуч до 10 раз, погружаясь в него на 1,5 см;
- процедуру повторяют до 5 раз, нагревая лезвие ножа и остужая в сургуче;
- остатки сургуча снимают скипидаром с помощью смоченной ткани.
Процедуру лучше делать на свежем воздухе, сургуч при плавке пахнет ужасно. Также, лезвие ножа можно греть на открытом огне.
Видео: другие способы закалки ножа в домашних условиях.
Таблица составлена технологами термического цеха крупного предприятия для использования в практической работе и позволяет быстро и правильно назначить соответствующий режим термической обработки для 30-ти марок стали наиболее применяемых в машиностроении.
Температ. закалки, град.С
Температ. отпуска, град.С
Температ. зак. ТВЧ, град.С
Температ. цемент., град.С
Температ. отжига, град.С
1
2
3
4
5
6
7
8
9
10
Сталь 20
Сталь 35
Сталь 45
Сталь 7ХГ2ВМ
Сталь У8, У8А
НВ до 250, масло
Сталь У10, У10А
Сталь 9ХС
Азотирование. Сеч. св. 70 мм
Сталь 30ХГСА
Сталь 12Х18Н9Т
Сталь 20Х13
Сталь 40Х13
Общее время нагрева (время нагрева и выдержки) деталей при закалке берётся из расчёта 1 минута на 1 мм наименьшего размера наибольшего сечения. В соляных ваннах – 35 секунд на 1 мм наименьшего размера наибольшего сечения.
Общее время нагрева (время нагрева и выдержки) деталей при отпуске берётся из расчёта:
а) низкий отпуск (температура 130…240 град.) — 3 минуты на 1 мм наименьшего размера наибольшего сечения, но не менее 30 – 40 минут.
б) средний отпуск (температура 240. 450 град.) — 2 – 3 минуты на 1 мм наименьшего размера наибольшего сечения.
в) высокий отпуск (температура 450. 700 град. — 2 минуты на 1 мм наименьшего размера наибольшего сечения.
Окончательный контроль термической обработки деталей вести по фактической твёрдости.
Зака́лка — вид термической обработки материалов (металлы, сплавы металлов, стекло), заключающийся в их нагреве выше критической точки (температуры изменения типа кристаллической решетки, то есть полиморфного превращения, либо температуры, при которой в матрице растворяются фазы, существующие при низкой температуре), с последующим быстрым охлаждением. Закалку металла для получения избытка вакансий не следует смешивать с обычной закалкой, для проведения которой необходимо, чтобы были возможные фазовые превращения в сплаве. Чаще всего охлаждение осуществляется в воде или масле, но существуют и другие способы охлаждения: в псевдокипящем слое твёрдого теплоносителя, струёй сжатого воздуха, водяным туманом, в жидкую полимерную закалочную среду и тд. Материал, подвергшийся закалке, приобретает бо́льшую твёрдость, но становится хрупким, менее пластичным и менее вязким, если сделать большее количество повторов нагревание-охлаждение. Для снижения хрупкости и увеличения пластичности и вязкости после закалки с полиморфным превращением применяют отпуск. После закалки без полиморфного превращения применяют старение. При отпуске имеет место некоторое снижение твёрдости и прочности материала [1] .
Внутренние напряжения снимаются отпуском материала. В некоторых изделиях закалка выполняется частично, например при изготовлении японских катан, закалке подвергается только режущая кромка меча.
Существенный вклад в развитие способов закалки внёс Чернов Дмитрий Константинович. Он обосновал и экспериментально доказал, что для получения стали высокого качества решающим фактором является не ковка, как это предполагалось ранее, а термическая обработка. Он определил влияние термической обработки стали на её структуру и свойства. В 1868 году Чернов открыл критические точки фазовых превращений стали, названные точками Чернова. В 1885 году он открыл, что закалку можно производить не только в воде и масле, но и в горячих средах. Это открытие послужило началом применения ступенчатой закалки, а затем исследованию изотермического превращения аустенита [2] .
Содержание
По полиморфному превращению
- Закалка с полиморфным превращением, для сталей
- Закалка без полиморфного превращения, для большинства цветных металлов.
По температуре нагрева Полная — материал нагревают на 30 — 50°С выше линии GS для доэвтектоидной стали и эвтектоидной, заэвтектоидная линия PSK , в этом случае сталь приобретает структуру аустенит и аустенит + цементит. Неполная — производят нагрев выше линии PSK диаграммы, что приводит к образованию избыточных фаз по окончании закалки. Неполная закалка, как правило, применяется для инструментальных сталей.
При закалке для переохлаждения аустенита до температуры мартенситного превращения требуется быстрое охлаждение, но не во всём интервале температур, а только в пределах 650—400 °C, то есть в том интервале температур, в котором аустенит менее всего устойчив и быстрее всего превращается в ферритно-цементитную смесь. Выше 650 °C скорость превращения аустенита мала, и поэтому смесь при закалке можно охлаждать в этом интервале температур медленно, но, конечно, не настолько, чтобы началось выпадение феррита или превращение аустенита в перлит.
Механизм действия закалочных сред (вода, масло, водополимерная закалочная среда, а также охлаждение деталей в растворах солей) следующий. В момент погружения изделия в закалочную среду вокруг него образуется плёнка перегретого пара, охлаждение происходит через слой этой паровой рубашки, то есть относительно медленно. Когда температура поверхности достигает некоторого значения (определяемого составом закаливающей жидкости), при котором паровая рубашка разрывается, то жидкость начинает кипеть на поверхности детали, и охлаждение происходит быстро.
Первый этап относительно медленного кипения называется стадией плёночного кипения, второй этап быстрого охлаждения — стадией пузырькового кипения. Когда температура поверхности металла ниже температуры кипения жидкости, жидкость кипеть уже не может, и охлаждение замедлится. Этот этап носит название конвективного теплообмена.
Как определить закаленная сталь или нет
он магнитом проверяет степень готовности к закалке. типа када магнититься перестает значит температура как раз какая надо и бульк его в масло. после закалки все равно будет магнититься.
Не магнитится железяка, нагретая выше определённой температуры.
По некоторому стечению обстоятельств эта же температура подходит для закалки.
Холодная железяка магнитится всегда.
Калёная железяка или нет, можно определить по твёрдости.
А если два клиночка каленых из х12мф, один сам как магнит железки к себе тянет, другой нет. Оба с одной полосы.
quote: Originally posted by Антон42:
А если два клиночка каленых из х12мф, один сам как магнит железки к себе тянет, другой нет. Оба с одной полосы.
Тут всё интереснее
Частенько железку, которая магнитится, можно намагнитить мощным магнитом
З.Ы. Пользуюсь только намагниченными отвёртками
А как определить пригодна ли "нержа" для клинка (марка неизвестна и при проверке - ржавчина проявилась ввиде еле заметных точек) если одна притягивается магнитом, а другая нет? Какие "тесты" существуют для этого случая? ведь "по искре" не проверить, а куски "нержи" приличные при 4мм толщине.
quote: Originally posted by C_Cat:
А как определить пригодна ли "нержа" для клинка (марка неизвестна и при проверке - ржавчина проявилась ввиде еле заметных точек) если одна притягивается магнитом, а другая нет? Какие "тесты" существуют для этого случая? ведь "по искре" не проверить, а куски "нержи" приличные при 4мм толщине.
Если не магнитится то сразу нафик.
Если магнитится то 2 варианта-если уже каленая, то пробовать новым обычным натфилем-если берет с трудом или не берет то можно делать лезвие.
А если железяка не каленая, то никак не определить уж. Только марку знать стали.
Железяка еще не каленная. Буду работать с проверенным материалом, а с этой "нержой" - наверно кусок отрежу, закалю и под надфиль. Все понял, всем спасибо.
Можно хлорняком попробовать протравить - совсем "кастрюльная" нержавейка к этой процедуре наиболее безразлична. Этим же способом можно проверять степень и равномерность закалки углеродистых сталей - чем темнее цвет после протравы, тем выше HRS.
Поделитесь еще опытом: Есть несколько железяк ненамагниченных (т.е. стрелка компаса на них не реагирует), а вот одним и тем же магнитом они притягиваются заметно по разному. К чему бы это?
quote: Originally posted by C_Cat:
Поделитесь еще опытом: Есть несколько железяк ненамагниченных (т.е. стрелка компаса на них не реагирует), а вот одним и тем же магнитом они притягиваются заметно по разному. К чему бы это?
На мою личную имху, тестить железки не магнит - не самый лучший способ для проверки. Железяк интересных существует огромное количество и магнитится они будут все по разному. Если Вы планируете подобрать что либо на клинок, то, в первую очередь, если марка стали не известна, неплохо было бы узнать происхождение заготовки - это многое может прояснить. А надфиль, искра, пробная закалка и протрава, обычно развеивают большинство возникающих по ходу дела вопросов.
И еще вопрос для знатоков: Какие есть способы отпуска в "полевых условиях" только что закаленного клинка. Проблема: клинок закален на даче, а газ для духовки плиты через 15 минут закончился(плита даже не успела разогрется). Пришлось клинок отпустить.
quote: Originally posted by C_Cat:
И еще вопрос для знатоков: Какие есть способы отпуска в "полевых условиях" только что закаленного клинка. Проблема: клинок закален на даче, а газ для духовки плиты через 15 минут закончился(плита даже не успела разогрется). Пришлось клинок отпустить в горне.
Если Вам необходимо отпустить клинок из углеродистой стали в "полевых условиях", то для этих целей вполне подойдет костер. Температура отпуска контролируется по цветам побежалости. Режимы зависят от марки стали и поставленных задач. А вообще, для большинства марок углеродки, вполне подойдет довольно простой способ низкого отпуска - заготовка окунается в машинное масло и помещается в открытый огонь. Загорелось - вынимаем и ждем, пока прогорит и остынет. Все.
Возвращаясь к "немагнитным нержавейкам" (пост N10и позже) хотел бы получить от знатоков разъяснение. А произошло следующее: приличные куски нержи жаба задушила выбрасывать, приличный нож тоже не выйдет (это уже понятно) и друзья, зная мою детскую забаву пометать ножики, предложили нарезать из нее "металки" и . о, чудо. края после газовой резки отлично держат магнит, а остальная часть - нет. Ну просто ОЧЕНЬ любопытно. Заранее спасибо.
Та же 40Х13 в зависимости от термообработки может магнитится слабее или сильнее. Так что это нормально.
quote: Та же 40Х13 в зависимости от термообработки может магнитится слабее или сильнее. Так что это нормально.
Но вот так: один край совсем не держит магнит, а другой ну очень прилично, такого в моей практике не было.
Как определить? лишь на основании предыдущего опыта. тут много от чего зависит, от нажима например. Ну, если грубо - берет уверенно 55-56. берет и как бы не берет 59-60. еле цепляет примерно 61. начинает посвистывать - более 62х.
Пробовать нужно на ребре, на грани металла. А новым потому, что реультат будет более точным. На словах трудно передать.
----------
С уважением boroda-fish
Есть несколько варварский способ - "ударный" (не факт что это работает, но мне кажется должно), просто делаю удар уголком-ребром интересуемой стали об уголок-ребро стали известной твердости (углы дожны быть одинаковые , допустим 90градусов). Затем делаю осморт, на какой стали осталась зарубка - эта сталь мягче. Если иметь допустим три образца известной твердости, тогда можно получить не плохой результат. Данный метод плох для готовых ножей, ибо становиться по-истене варварским. Для себя знаю, что хорошо закаленная и отпущенная 40Х13 это никак не больше 54единиц; тоже самое для 95Х18 - 57, ну с натягом 58 единиц; есть полотно от ножа для электофуганка (стальУ8) - точно 59 единиц. Надо бы подобрать что-то в районе 61ед. (надо попробовать кусок ШХ на работу отнести ).
Если я не прав, буду рад за наставление на путь истенный (надфиль и стекло тож пользую).
Для себя знаю, что хорошо закаленная и отпущенная 40Х13 это никак не больше 54единиц; тоже самое для 95Х18 - 57, ну с натягом 58 единиц; есть полотно от ножа для электофуганка (стальУ8) - точно 59 единиц.
Все это правильно ,если калить по тем технологиям, что расписаны в справочниках. Однако хороший опытный термист выжмет из этих сталей гораздо больше, не увеличивая при этом хрупкости. И вообще ,надо иметь в виду ,что заводские технологии написаны так ,что любой ПТУшник получит нужный результат ,имея хоть минимальные навыки .
OFF:На подобные стали немного другие углы на инструменте нужны . Да и работать надфилем по калёной - это не жалеть инструмент . Камушки, брусочки, шкурочка. Вообще с нержавейкой мороки больше. (Для меня по крайней мере )
Udod, прошу понять меня правильно, то что напишу далее - не для спора, а только лишь истины ради, ну, если угодно, или приближения к ней.
Выжать конечно можно, но это уже нарушение т.о., а оно как известно берется не с бухты барахты, а с учетом хим-состава стали и ничего кроме как ухудшения на выходе конечного продукта за собой повлечь не может.
Ни сколько не сомневаюсь, что например сталь на Виксе (54ед.) можно закалить и на 58ед., а сталь Х12мф и на 64ед. и.т.д. последствия этого не трудно представить.
Блин! что кроме стекла и надфиля ни чего нет?
Ну скажем как определить закалилась заготовка или нет, а то может там вообще 40 ед.
Или вот возьмем к примеру корпуса замков навесных, у многих они чугунно литые, может по ним заготовкой стучать и смотреть на зазубрины. Если нет готовых способов их надо самим придумать и проверить, так что велкам, выкладывайте идеи
Но бутылко - оно разное бывает, например, Кронидура при 59-60 бутылку из под Старопрамена царапает уверенно и с хрустом а по Старому мельнику елозит едва цепляя. Наши бытылки - самые твердые в мире :-))
В общем и целом, имея некоторое количество предметов с известными свойствами можно достаточно точно определить твердость своего ножа.
Originally posted by Alan_B:
В общем и целом, имея некоторое количество предметов с известными свойствами можно достаточно точно определить твердость своего ножа
Вот и идея в том чтоб эти предметы выявить желательно массового производства и легко доступные в народе, а еще лучше те которые почти у каждого человека дома есть
Originally posted by Balllu:
Вот и идея в том чтоб эти предметы выявить желательно массового производства и легко доступные в народе, а еще лучше те которые почти у каждого человека дома есть
У меня для этого есть несколько ножей со следами старика Роквелла
Более умного ничего не смог придумать.
Выжать конечно можно, но это уже нарушение т.о., а оно как известно берется не с бухты барахты, а с учетом хим-состава стали и ничего кроме как ухудшения на выходе конечного продукта за собой повлечь не может
Тоже чисто Имхо. Есть отрасли ,где результат может быть вычислен теоретически с помощью математических вычислений. А есть такие, где все определяется опытным путем . При этом ,в нашем случае, 20 экспертов-кузнецов умеют закалить сталь до 56 ед. А у одного-двух получается 62 Почему получается объяснить никто не может ,но получается и все без потери других качеств. Так как вы думаете, что будет записано в технологии?
будьте добры указать более конкретно, сколько и из чего можно выжать, без потери в тех или иных характеристиках?
Так ,не знаю ,однако. Знаю только, что у разных мастеров из одной и той же стали выходят клинки разного качества. А из таких сталей как 65Г ,например, если калить их по заводским нормам ,вообще нож делать не стоит ,а из 40х13 у нас один специалист на заводе такое делал ,что сейчас порой из 90х18 такое не получается.
При особом желании можно лазером отгравировать увеличительное стекло и поиметь себе шаблон для измерения твердости по методу Бринелля.
2. Если есть точило то примерную твердость изделия можно определить имея образцы-свидетели и абразивные круги. Берем изделие и подвергаем его абразивной обработке на "таком-то" режиме(ну НЕ знаю я, что у Вас за точило ) с применением "такого-то"(см. выше ) инструмента определенное время. Потом определяем объем снятого металла. Делаем выводы о механических свойствах испытуемого материала. Это как бы обратный вариант измерения абразивной способности кругов. Тем более что "хорошие" круги в.т.ч. на металлической связке можно достать чаще чем "хорошие" надфиля (по крайней мере там, где я живу). И, опять же, металл снимает машина а не руками напрягаться .
ЗЫ: На машинах трения определяют твердость в т.ч. сверхпрочных или очень твердых но хрупких материалов(напр. композит 05, композит 10), испытание которых по другим методам невозможно из-за порчи образца либо индентора.
3. Идиотский вариант, - пойти и купить электронный твердомер. Стоит сия машинка около 1000 уё (+ они быстро дешевеют т.к модельный ряд обновляется и можно найти б/у машику в хорошем состоянии). Если для серьезного дела надо - то лучше взять.
Хорошие способы. Но
1. Если удается определить твердость клинка по Бринелю ,имхо, клинок можно выкидывать (ну или перекаливать.)
2. Второй способ еще лучше. Убить на точиле клинок к чертям ,чтобы узнать какой он был твердости до того ,как перестать быть клинком.
Дык моя не кустарь. Моя анжинер-завод-делать не менее 2 детали .
Тем более там везде вроде про образцы-свидетели говорилось. Зачем ВЕСЬ клинок убивать? Или еще можно испытать часть лезвия, никоим образом не относящуюся к режущей кромке. Есть масса вариантов .
А топикстартер спрашивал тем более и про случаи, когда материал закален на сорбит (30-40 HRC) вместо закалки на мартенсит.
Вообще культура производства рулит
ЗЫ: А вдруг топикстартер найдет шарики из твердого сплава. Ну и будет мерять по Бринеллю. По шкале HBW. Оно ничем не хуже чем измерение твердости по Роквеллу. И будет ему счастье .
ЗЫЫ: Или вдруг топикстартер ВДРУГ найдет бесхозный феррохром. Пораскалывает его на зерна диаметром ~5-6 мм, обкатает их и тоже будет радоваться . Тем более в профайле написано Новокузнецк .
Какую сталь можно закалить
как измерить твердость стали народными способами
Собственно САБЖ
Конечно понимаю что надфиль не берет, значит больше 60
стекло царапает значит, больше 62(с), но ведь есть и меньше 60, причем рабочий клинок получится и ведь для некоторых марок сталей данная твердость предпочтительней. А допустим начинающие энтузиасты просто недокаливают сталь(ну не получается). В этой связи кто нибудь может посоветовать простые способы измерения твердости в домашних условиях, но в более широком диапазоне хотя бы 56-62
"надфиль берет легко" - "надфиль еще берет" - "надфиль не берет" - "стекло царапает с трудом" - "стекло царапает уверенно" - "стекло царапает с хрустом и обильной крошкой"
Еще есть пособ аналогичный определению твердости по Моосу: взаимное царапание с эталонными клинками. Особенно пригоден для определения нижней границы пригодности: если китайский кухонник не царапает испытуемый клинок, то ништяк - 55HRC наберется.
В граничащих областях, начиная с 58 и примерно до 62 довольно несложно определить с помощью качественного нового надфиля (не алмазного), но тоже нужен определенный опыт. А вот что ниже 57-55 довольно сложно, даже затрудняюсь что сказать. Может сравнивать с виксом и опинелями из нержи? Там все таки стабильно 53-54ед.
Сорри за ОФФ, а на Виксах какая сталька, кто знает?
Просьба не флудить, офф не приветствуется, думаю сама тема интересна не только мне.
Если у кого еще мысли есть по поводу темы не стесняемся выкладываем.
Если кто знает твердость каких нибудь широко распространенных вещей у которых она стабильно, то тоже можно поделиться инфой.
мне вот с надфилями не совсем ясно.. я раньше серейтор на быстрорезе р6м5 надфилем делал, точнее надфилями и долго, но делал, так что мех полотно меньше 60?
НЕ алмазный качественный надфиль имеет твердость 63-64ед. Рабочая твердость р6м5 такая же. Если вы обрабатывали ее, и долго, она должна иметь тв. не более 57ед. иначе надфиль попросту бы сел через полминуты.
Не обязательно. Пока насечка новая, грызёт разницу в пару-тройку Роквеллов. На новом надфильке когда-то (для проверки 😊) насечку сошлифовали и подсунули под твёрдомер - показал 64HRC. Попадались и с 60HRC. Зависит от изготовителя и тех. процесса. Может просто цементацию сделали, а может и азотирование ( до 67. 70 догнать можно).
углер. 0,52%. хрома 15%. марг. 0,45%. кремн. 0,6%. молиб. 0,5%.
Категорично утверждать не буду, но вот такая инфа.
Твёрдость?
Кухонники 53-55, так написано.
они таки садились! и очень быстро, но грызли мал мал, по тому и засмущался, как это называть-берёт надфиль или не берёт.(долго в том смысле, что очень медленно)
спасибо за разъяснения
С Бокеревской 440С закаленной на 58ед. практически работать уже невозможно - надфиль быстро садится.
Итак небольшой подитог: на надфиль полагаться не совсем корректно т.к. разброс твердости может составлять от 60 до 70. Обычный не алмазный надфиль всё же имеет твердость 63-64 и должен в этом случае царапать стекло.
Можно попробывать виксом или опинелем, у которых стабильно 53-54ед.
Всё так или у кого еще мнения. высказываемся
GAU-8A
В граничащих областях, начиная с 58 и примерно до 62 довольно несложно определить с помощью качественного нового надфиля
надфиль грызет сталь по-разному в зависимости от износа.
Как определить? лишь на основании предыдущего опыта. тут много от чего зависит, от нажима например. Ну, если грубо - берет уверенно 55-56. берет и как бы не берет 59-60. еле цепляет примерно 61. начинает посвистывать - более 62х.
Пробовать нужно на ребре, на грани металла. А новым потому, что реультат будет более точным. На словах трудно передать.
Есть несколько варварский способ - "ударный" (не факт что это работает, но мне кажется должно), просто делаю удар уголком-ребром интересуемой стали об уголок-ребро стали известной твердости (углы дожны быть одинаковые , допустим 90градусов). Затем делаю осморт, на какой стали осталась зарубка - эта сталь мягче. Если иметь допустим три образца известной твердости, тогда можно получить не плохой результат. Данный метод плох для готовых ножей, ибо становиться по-истене варварским. Для себя знаю, что хорошо закаленная и отпущенная 40Х13 это никак не больше 54единиц; тоже самое для 95Х18 - 57, ну с натягом 58 единиц; есть полотно от ножа для электофуганка (стальУ8) - точно 59 единиц. Надо бы подобрать что-то в районе 61ед. (надо попробовать кусок ШХ на работу отнести ).
Если я не прав, буду рад за наставление на путь истенный (надфиль и стекло тож пользую).
Для себя знаю, что хорошо закаленная и отпущенная 40Х13 это никак не больше 54единиц; тоже самое для 95Х18 - 57, ну с натягом 58 единиц; есть полотно от ножа для электофуганка (стальУ8) - точно 59 единиц.
Все это правильно ,если калить по тем технологиям, что расписаны в справочниках. Однако хороший опытный термист выжмет из этих сталей гораздо больше, не увеличивая при этом хрупкости. И вообще ,надо иметь в виду ,что заводские технологии написаны так ,что любой ПТУшник получит нужный результат ,имея хоть минимальные навыки .
OFF:На подобные стали немного другие углы на инструменте нужны 😞. Да и работать надфилем по калёной - это не жалеть инструмент 😊. Камушки, брусочки, шкурочка. Вообще с нержавейкой мороки больше. (Для меня по крайней мере 😊)
Бутылка - лучший друг термиста.
В общем и целом, имея некоторое количество предметов с известными свойствами можно достаточно точно определить твердость своего ножа.
Alan_B
В общем и целом, имея некоторое количество предметов с известными свойствами можно достаточно точно определить твердость своего ножа
Вот и идея в том чтоб эти предметы выявить желательно массового производства и легко доступные в народе, а еще лучше те которые почти у каждого человека дома есть
Balllu
Вот и идея в том чтоб эти предметы выявить желательно массового производства и легко доступные в народе, а еще лучше те которые почти у каждого человека дома есть
У меня для этого есть несколько ножей со следами старика Роквелла 😛
Более умного ничего не смог придумать.
Выжать конечно можно, но это уже нарушение т.о., а оно как известно берется не с бухты барахты, а с учетом хим-состава стали и ничего кроме как ухудшения на выходе конечного продукта за собой повлечь не может
Тоже чисто Имхо. Есть отрасли ,где результат может быть вычислен теоретически с помощью математических вычислений. А есть такие, где все определяется опытным путем . При этом ,в нашем случае, 20 экспертов-кузнецов умеют закалить сталь до 56 ед. А у одного-двух получается 62 Почему получается объяснить никто не может ,но получается и все без потери других качеств. Так как вы думаете, что будет записано в технологии?
будьте добры указать более конкретно, сколько и из чего можно выжать, без потери в тех или иных характеристиках?
Так ,не знаю ,однако. Знаю только, что у разных мастеров из одной и той же стали выходят клинки разного качества. А из таких сталей как 65Г ,например, если калить их по заводским нормам ,вообще нож делать не стоит ,а из 40х13 у нас один специалист на заводе такое делал ,что сейчас порой из 90х18 такое не получается.
Все, спасибо, понял, что вы имели в виду.
При особом желании можно лазером 😀 отгравировать увеличительное стекло и поиметь себе шаблон для измерения твердости по методу Бринелля.
2. Если есть точило то примерную твердость изделия можно определить имея образцы-свидетели и абразивные круги. Берем изделие и подвергаем его абразивной обработке на "таком-то" режиме(ну НЕ знаю я, что у Вас за точило 😀 ) с применением "такого-то"(см. выше 😊 ) инструмента определенное время. Потом определяем объем снятого металла. Делаем выводы о механических свойствах испытуемого материала. Это как бы обратный вариант измерения абразивной способности кругов. Тем более что "хорошие" круги в.т.ч. на металлической связке можно достать чаще чем "хорошие" надфиля (по крайней мере там, где я живу). И, опять же, металл снимает машина а не руками напрягаться 😊 .
ЗЫ: На машинах трения определяют твердость в т.ч. сверхпрочных или очень твердых но хрупких материалов(напр. композит 05, композит 10), испытание которых по другим методам невозможно из-за порчи образца либо индентора.
3. Идиотский вариант, - пойти и купить электронный твердомер. 😀 😀 😀 Стоит сия машинка около 1000 уё (+ они быстро дешевеют т.к модельный ряд обновляется и можно найти б/у машику в хорошем состоянии). Если для серьезного дела надо - то лучше взять.
Хорошие способы. Но
1. Если удается определить твердость клинка по Бринелю ,имхо, клинок можно выкидывать (ну или перекаливать.)
2. Второй способ еще лучше. Убить на точиле клинок к чертям ,чтобы узнать какой он был твердости до того ,как перестать быть клинком. 😞 😀
Дык моя не кустарь. Моя анжинер-завод-делать не менее 2 детали 😀 .
Тем более там везде вроде про образцы-свидетели говорилось. Зачем ВЕСЬ клинок убивать? Или еще можно испытать часть лезвия, никоим образом не относящуюся к режущей кромке. Есть масса вариантов 😊 .
А топикстартер спрашивал тем более и про случаи, когда материал закален на сорбит (30-40 HRC) вместо закалки на мартенсит.
Вообще культура производства рулит 😀 😀 😀
ЗЫ: А вдруг топикстартер найдет шарики из твердого сплава. Ну и будет мерять по Бринеллю. По шкале HBW. Оно ничем не хуже чем измерение твердости по Роквеллу. И будет ему счастье 😛 .
ЗЫЫ: Или вдруг топикстартер ВДРУГ 😊 найдет бесхозный 😊 😊 😛 феррохром. Пораскалывает его на зерна диаметром ~5-6 мм, обкатает их и тоже будет радоваться 😀 . Тем более в профайле написано Новокузнецк 😊 .
Читайте также: