Болт для контактной сварки
Обновлено: 19.05.2024
Приварка конденсаторным разрядом – технология, не имеющая равных при работе с тонкими и деликатными поверхностями, а также при высоких требованиях к эстетичному внешнему виду приварного крепежа.
Немного о технологии
Конденсаторная приварка основана на нагреве и соединении деталей за счёт мощного и кратковременного импульса тока, который возникает при разряде энергии от статических батарей. Таким образом, конденсаторная сварка представляет собой контактный сварочный процесс с использованием запасённой энергии, накапливаемой в батарее конденсаторов и преобразуемой в тепло при работе.
Такая разновидность сварки – очень эффективный способ для соединения приварного крепежа с тонкими листами металла при изготовлении составных частей малогабаритных приборов и аппаратов, технических устройств, металлической мебели, предметов интерьера, металлических игрушек и прочих предметов.
Основные преимущества конденсаторной приварки – это высокая прочность соединения, отсутствие швов и отменная производительность оборудования. В то же время, конденсаторная сварка представляет собой довольно тонкий и аккуратный процесс, предназначенный для решения сложных производственных задач.
Например, таких, как быстрая и эффективная приварка к листовому металлу шпилек с внутренней или внешней резьбой, приварка клемм заземления, изоляционных гвоздей и других разновидностей специализированного приварного крепежа.
Предлагаем посмотреть на процесс конденсаторной приварки крепежа в этом видео:
Конденсаторный крепёж Soyer
Тепло, в которое преобразуется запасённая в конденсаторной батарее энергия, в процессе сварки выделяется через выступающий кончик основания крепежа для приварки, при этом кончик метиза плавится и быстро испаряется, создавая между крепежом и материалом, к которому он приваривается, облако плазмы.
Таким образом, отличительная особенность крепежа для приварки конденсаторным разрядом – наличие точно калиброванного кончика зажигания, от правильной геометрии которого во многом зависит результат приварки метизов.
Первоклассные метизы для приварки конденсаторным разрядом, а также оборудование для работы по этой технологии производит компания Heinz Soyer Bolzenschweisstecnik GmbH. Собственные производственные мощности организации Soyer позволяют ей выпускать полный спектр крепежа, соответствующего европейскому нормативу DIN EN ISO 13918.
Все этапы процесса производства метизов подлежат строгому контролю, поэтому вся гамма резьбовых и нерезьбовых шпилек, резьбовых втулок, изоляционных гвоздей, контактов заземления и другой продукции Soyer соответствует самым высоким стандартам качества.
Виды конденсаторного крепежа Soyer
Основные виды крепежа для конденсаторной сварки, представленного в каталоге Soyer, следующие:
- Резьбовые шпильки
- Нерезьбовые шпильки
- Резьбовые втулки
- Изоляционные гвозди
- Чашеобразные изоляционные гвозди
- Саморезы
- Контакты заземления
Чтобы раскрыть разнообразие крепежа Soyer для конденсаторной приварки, расскажем вкратце обо всех его видах.
Резьбовые и нерезьбовые шпильки
Сварочная шпилька Soyer (тип PT для резьбовой шпильки и тип UT для нерезьбовой)– средний тип шпилек, выполненный технологическим процессом холодной высадки. В качестве защиты от коррозии эти стальные шпильки обработаны гальваническим омеднением, однако по заказу возможны и другие поверхностные слои – например, никель, кадмий или оцинковка.
Сами шпильки изготавливаются из омеднённой стали, нержавеющей стали, латуни или алюминия. Сварочные резьбовые и нерезьбовые шпильки Soyer PT и UT предназначены для приварочных работ в ручном режиме с полностью автоматической подачей и имеют точно откалиброванный кончик зажигания с ограниченным допуском по длине и диаметру.
Резьбовая втулка
Стандартные резьбовые втулки для конденсаторной приварки Soyer изготавливаются из нержавеющей стали, алюминия, латуни или омеднённой стали, дающей им защиту от коррозии. По длине шпильки могут варьировать от 6 до 40 мм, но по запросу возможно расширение ряда возможных длин.
Холодновысаженные резьбовые втулки от Soyer оснащены точно калиброванным кончиком зажигания с жёстким допуском по длине и размеру, ведь точная геометрия кончика втулки оказывает большое влияние на результат приварки. Накатанная резьба сварочных метизов Soyer соответствует европейскому нормативу DIN ISO 724, допуск 6h.
Изоляционные гвозди
Изоляционный гвоздь для приварки конденсаторным разрядом типа IN (или типа IN-K с колпачком-зажимом) от Soyer рассчитан на приварку в ручном режиме с автоматизированной подачей. Гвозди предлагаются в широком диапазоне от 20 до 150 мм и преимущественно оснащены холодновыпрессованным фланцем.
Чашеобразные изоляционные гвозди
Изоляционный гвоздь с чашеобразным колпачком (головкой) предназначен для конденсаторной приварки в ручном режиме и соответствует DIN ISO 2768. Приварка чашеобразных изоляционных гвоздей осуществляется с использованием специального сварочного пистолета Soyer PS-1KI.
Саморезы
Саморезы с крупной резьбой имеют длину от 9 до 25 мм и составляют 5 мм в диаметре, хотя по запросу возможные и другие типоразмеры саморезов Soyer.
Контакты заземления
Контакты заземления от Soyer бывают однолепестковыми (тип F1) и двухлепестковыми (тип F2). Изготавливают холодновысаженные сварочные контакты заземления из одного из следующих материалов: омеднённой стали, нержавейки, латуни или алюминия.
Хранить крепёж для приварки конденсаторным разрядом удобно в специальном ящике с разделением на ячейки для каждого типа метизов – например, в таком, как у сварщика из этого видео:
Контактная, точечная сварка своими руками

И так приступим. Нам понадобятся: трансформатор от микроволновки (чем больше по размеру, тем лучше), медный провод (я использовал обмотку статоров от генераторов автомобиля "скания"), шнур питания от этой же микроволновки, концевик двери (коих в микроволновке аж 3 штуки) и прочая мелочь, типа фанера, текстолит, болты-гайки, саморезы, обрезки трубок… В общем самое основное — это не рабочая микроволновка. Как правило трансформатор в ней живее всех живых.
Разбираем донора до винта. Берём трансформатор.
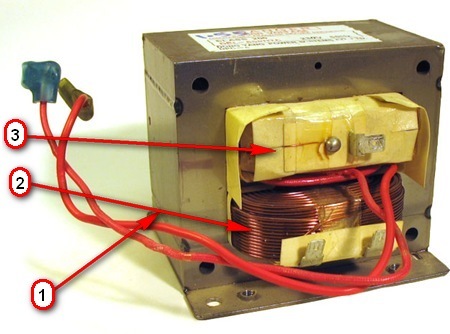
Нам нужно удалить вторичную обмотку(№3 на фото), проводок, в данном случае красного цвета и две полоски вставленные между первичной и вторичной обмотками (полоски трансформаторного железа, завёрнутые в бумагу. Нам это ничего не нужно, всё в топку. Удобнее всего разобрать транс, пропилив болгаркой или ножовкой по металлу сварной шов (№1 на фото), аккуратно вытащить первичку, №2 на фото(её нельзя покоцать), а вот с остальным можно не церемониться. Нам нужно железо и первичная обмотка. Когда всё вытащено, чистим внутри железа остатки лака, чтоб не царапали всё, что будем устанавливать внутрь. Далее вставляем на место первичную обмотку, аккуратно, что бы она оказалась на месте вторичной. К стати, если первичная обмотка медная — это зачёт (бывает и алюминиевая). Далее нам нужен медный провод огромного сечения. Я не заморачивался поиском оного, а изготовил его сам. Пришлось размотать несколько статоров от генераторов "скания". Статоры были убитые, так что не жалко было. Провод в них заложен диаметром 1,2мм. Провод был выпрямлен и намотан на два штыря, между которыми было 1,5м расстояния. Таким образом я получил нужное количество отрезков медного провода по 1,5 метра. Хотел сделать жгут проводов, общим сечением в 50мм2, но как оказалось, в магнитопровод может влезть провод и потолще. Методом тыка, я добавил ещё проводов. В общем получился провод, общим сечением 60 с чем то квадратов. Получившийся пучок я скрутил с помощью токарного станка, обмотал в 2 слоя ХБшной изолентой. Винилка не пойдёт, при нагреве провода она потечёт и провод оголится. После вправил получившийся провод в железо. Получилось аккурат 1,5 витка. Снятую часть магнитопровода я приклеил на эпоксидку. Хотеп потом ещё и проварить, как было, но забил на это — и так держится хорошо по сей день. Транс почти готов.
Попавшийся под руку кусок толстой фанеры, тут же превратился в несущую платформу. Транс привернул к ней саморезами. Из квадратной трубы 20*20 прям по месту сделал электродо-держатели. В качестве самих электродов выступают медные болты на 10, изъятые из отработавшего своё втягивающего реле стартера МАЗ. В качестве ручки использован кусок железной трубки, который в прошлой жизни работал ножкой табуретки. Всё это делалось без каких либо замеров, расчётов и проектов. Просто по месту и на глаз.
Когда всё было присобачено на несущую платформу (фанеру), я обрезал по месту лишние концы толстого провода, зачистил от от оставшегося лака, надел наконечники, сделанные из кусков медной трубки, всё обжал, привинтил наконечники на электроды медными гайками. Осталось всё это подключить в сеть. Сетевой шнур использовал от той же микроволновки. Один провод был одет прям на клемму первичной обмотки, второй через концевик двери от неё же. Сам концевик вмонтировал в ручку, как следует заизолировав всё.
Настал волнующий момент испытаний. Электроды подточил по месту напильником, подогнал, чтоб всё было чётко. Пробую сварить пару тонких жестянок. Нагрев есть, сварки нет… Провод нагрелся, запахло изолентой… Толку то нет. Не варит даже 0,5мм. Короче огорчило меня это всё. Плюнул, пошёл на перекур. Выдув пару сигарет, решил дать аппарату ещё шанс. Снял наконечники с толстого провода, облудил оловом наждую жилку как следует. Сделал новые наконечники. Облудил их изнутри. Поставил на место, обжал и посредством газовой горелки залил вовнутрь припой. В общем пропаял как следует. Собираю всё на место, пробую и о чудо! Оно работает! Святые шестерёнки! Я победил!
Испытания показали, что сей девайс спокойно спекает железное листовьё в 1,5мм, сваривает проволоку в 6мм. Приваривал я им и шайбы к гайкам на 8 (ключ на 13 если что…). Им можно греть железки для ковки. Как пример нагреть кончик обломаной отвёртки, чтоб отковать новое рабочее жало… Погреть железку в месте будущего сгиба… Нагреть гайку, прикисшую к болту, чтоб открутить… Короче штука функциональная получилась.
Как пример, изделие, которое сделано с помощью этого девайса:
Ручная контактная сварка Figel MS022 (Польша)
Почитал в инете и тут на сайте про "колхозные" методы замены щеток стартера и решил поделится очень полезной информацией о весьма удобном инструменте, которым привариваются щетки стартеров, и используется при правильном и грамотном монтаже электропроводки и сборке электрощитов согласно ПУЭ в профессиональном исполнении.

Контактная сварка Figel MS022 применяется для сварки стартерных щеток с медью, алюминием и сталью. Простота и удобство в использовании устройства, позволят быстро и качественно выполнить поставленную задачу по ремонту автомобильных стартеров.
Напряжение электропитания: 12В
Источник электропитания: Автомобильная аккумуляторная батарея (АКБ)
Комплектация:
1. Сварочные клещи с проводами и зажимами под АКБ — 1 комплект.
2. Графитовый стержень — 1 шт.
3. Припой — 1 тюбик.

Примечание: Помимо приварки щеток стартера, применяется для соединений сваркой электропроводов, крепления жгутов заземления и нуля в электрощитах бытовой и промышленной электропроводки согласно ПУЭ. Обеспечивает надежный контакт при соединении проводников, скруток и жил заземления без утомительного и долгого пропаивания паяльниками и болтовых соединений.
Помимо вышеперечисленного, применяется для прихватывания тонких железных листов, ажурных и декоративных решеток и тд и тп.
Преимущества контактной сварки и область применения
Данный способ соединения деталей используется уже давно. Он имеет свои достоинства:
1. Невысокий риск возникновения пожара;
2. Простота выполнения (не требуется высокий уровень подготовки);
3. Отсутствие необходимости в защитном газе и сварочной проволоке;
4 Сохранение первоначального защитного покрытия;
5 Прочность сварного соединения;
6 Отсутствие воздействия вредных газов на организм работающего;
7 Высокая износоустойчивость электродов.
Контактный тип сварки применялся еще в 19 веке. Тогда она нашла применение для сварки телеграфных проводов. Позже (в начале 20 столетия) эта разновидность сварки стала использоваться при строительстве двигателей самолетов. На сегодня область применения намного расширилась. В промышленности этот вид соединения с успехом используется при изготовлении различных арматурных изделий. К ним относятся сетки, каркасы. И снова… как и в 19 веке она стала применяться для надежного соединения электрических проводников или надежного контакта при соединении проводников и жил заземления не только на производстве но и при электромонтажных работах и в автомобильной отрасли.
Примечание: Недавно проехался по Ближнему Подмосковью и конкретно удивился… Все и вся… окружают свои дома и дачи заборами из профлиста на уголках и профилях…
Подошел… посмотрел… и удивился…)))
Вариант №1 Все и вся… то крутят эти листы на самонарезах и вкручивают их довольно редко! (подошел с мини-шуруповертом… открутил втихаря 6-8 штук и… — заходи кто хошь… и бери что хошь…)))))
Вариант №2 Более дорогая, длительная и нудная работа — сверлят отверстия а потом клепают вытяжными заклепками. ( головка маленькая… держит средне… легко откусывается хорошими бокорезами)
Вариант №3 ТОЛЬКО НА ОДНОМ ЗАБОРЕ — (и посмотрел их немало…)! увидел частые точки контактной сварки всего листа и не удержавшись поговорил с хозяином. Оказалось ему это сделали какие-то приезжие "гастарбайтеры" с каким то странным трансом — очень быстро… часто… дешево… и так "прихеракали" — по его словам…) что потом когда он хотел оторвать один лист чтобы сделать дополнительный выход. — потратил весь день на мат и высверливание всех точек контактной сварки… и угробил часть листа… пытаясь с грохотом на весь поселок отбить лист молотком…)))))
Для использования без громоздкого аккумулятора при работах по монтажу электропроводки, применяю её совместно с аппаратом для сварки скруток проводов ТС 700-2 Призма
Крепеж приварной
Компания SVM24 предлагает приобрести приварной крепеж из омедненной стали, а также из нержавеющей стали, алюминия и обычной стали без покрытия. Существует несколько типов приварного крепежа, и каждый из них предназначен для применения в определенных условиях.
Приварной крепеж для конденсаторной сварки (тип CD)
Приварной крепеж CD типа является самым популярным типом приварного крепежа для монтажа к тонколистовому металлу. На торце приварного CD крепежа имеется специальный тонкий стрежень. Установка происходит конденсаторным пистолетом, который сначала подает ток на крепеж и разогревает его, а потом пристреливает крепеж листовому металлу, расплавляя при этом тонкий стержень.
В ассортименте СВМ24 имеются приварные втулки и шпильки из разных материалов:
Шпилька резьбовая приварная Омедненная – шпилька, изготовленная из омедненной стали, на торце имеется приварной стержень.

Шпилька резьбовая приварная Нержавеющая – шпилька, изготовленная из нержавеющей стали, на торце имеется приварной стержень.

Шпилька резьбовая приварная Алюминиевая – шпилька, изготовленная из алюминия, на торце имеется приварной стержень.

Втулка с внутренней резьбой приварная Омедненная – втулка цилиндрическая, изготовленная из омедненной стали, на торце имеется приварной стержень.

Втулка с внутренней резьбой приварная Нержавеющая – втулка цилиндрическая, изготовленная из нержавеющей стали, на торце имеется приварной стержень.

Приварной крепеж для точечной сварки
Крепеж, устанавливаемый при помощи точечной сварки, чаще всего имеет специальные выступы, которые являются местами для сварки. Самым популярным крепежом для точечной сварки являются гайки разных форм.
В ассортименте СВМ24 имеются приварные гайки из разных материалов:
DIN 929 Гайка шестигранная приварная Нержавеющая – приварная гайка шестигранной формы, изготовленная из нержавеющей стали. Имеет специальные выступы для осуществления точечной сварки.

DIN 929 Гайка шестигранная приварная Без покрытия – приварная гайка шестигранной формы, изготовленная из стали без покрытия. Имеет специальные выступы для осуществления точечной сварки.

DIN 928 Гайка квадратная приварная Нержавеющая – приварная гайка квадратной формы, изготовленная из нержавеющей стали. Имеет специальные выступы для осуществления точечной сварки.

DIN 928 Гайка квадратная приварная Без покрытия – приварная гайка квадратной формы, изготовленная из стали без покрытия. Имеет специальные выступы для осуществления точечной сварки.
ART 9060 Гайка приварная со сварными точками Нержавеющая – приварная цилиндрическая гайка на платформе, изготовленная из нержавеющей стали. Платформа имеет два варианта исполнения, с выступами для сварки и без выступов.
контактная сварка начало

Достался мне БП от микроволновки. Снял вторую катушку и в место нее кабель ПВЗ-1 35 два витка .Экспериментов было много, шайбы 8ки, болты 8ки, пластины, шурупы, плавит всё.Шайбы свариваются, две пластины 2 мм (оцинкованные)ну никак не получилось.
P.S.Идея не моя куча видео в ютубе и на драйве видел .
ЭТОТ АППАРАТ ДЛЯ ОТКРУЧИВАНИЯ ЗАКИСШИХ БОЛТОВ И ГАЕК
НУЖЕН
ТОКА ДАВАЙТЕ БЕЗ ПОМИДОРОВ !
















Метки: контактная, сварка
Комментарии 113
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Хорошая штука. У самого такая есть. Только не увидел, шунт между катушками убирали или остался?

Пластины убрал а надо оставить?
У меня остались. Но где-то читал, что если их убрать, то ток будет выше. Надо у себя попробовать.
Я использую для контактной сварки Литиевых сборок.

мультиметром с клещами
у меня получилось 1.56 вольта и 660 ампер да греет на ура : )
Как ампер посчитал?

ХХХерасе! киловатт чистой энергии! точнее1029 Вт.

А что только с микроволновой катушка идёт? У меня валяются какие то, как узнать какая подойдет для этого. Мне хотя бы просто нагревать болты.
это не катушка а трансформатор, что у Вас-надо смотреть. Идеально- если найдете транформатор с первичкой на 220 В. Её оставить, вторичку снять (если транс не жалко), снова намотать витков 10 и померить на ней напряжение ХолХода (ХХ). Потом силу тока первички при КЗ вторички. Исходя из этого, опять же почитать теорию немного, посмотреть на что он способен.
По опыту знаю что наши трансы должны быть не меньше чем пол-булки формового хлеба примерно, ну и весить килограмма два, тогда можно что то мутить, и то — точечник не получится однозначно, так только-болты погреть…

шунтом, шунтом меряют! параллельно с амперметром цепляют хороший мощный низкоомный шунт и пересчетом с него снимают ампераж.
Открою тайну: Ц-шка имела головку измерительную ( стрелку) чувствительностью всего несколько микроампер, то есть батарейка 1,5 В могла ее сжечь в долю секунды, а меряла она тоже то 10 ампер. Как? Посредством шунта, 99,9% тока через шунт, остальные крохи — через головку.
Читай теорию по измерению силы тока
да шунтом то я знаю, и советв\ских приборах шунты были, и в таких китайцах медная проволка…лень мне пересчитать это все. ТЭЦ тоже учил в свое время.
ну тады не знаю, чем помочь…Лень, это писец. хоть и говорят, что она -двигатель прогресса :-)
Читайте также: