Что такое рабочий цикл период включения сварочного источника
Обновлено: 28.04.2024
Циклом сварки является то значение, сколько времени вы можете сваривать аппаратом в течение установленного периода времени, прежде чем сварочный аппарат перегреется.
Цикл сварки обычно обозначается как ПВ (период включения) или DC (duty cycle). Он берется в %, как правило, от временных рамок работы аппарата в десять минут. Однако некоторые производители аппаратов и сварочных горелок указывают в качестве цикла сварки величину из расчета рабочего диапазона, равного всего пяти минутам. Это делает сравнение рабочих циклов двух сварочных аппаратов затруднительным, так как они оба имеют циклы сварки, взятые от разных расчетных периодов
Цикл сварки — 5 или 10 минут?
Это маленькая хитрость. Она означает, что производители так делают специально, чтобы их сварочные аппараты выглядели лучше по спецификации. У некоторых производителей вы также можете увидеть сноску в нижней части буклета или проспекта, где говорится «цикл сварки 5 минут» или что-то в этом роде. Реальное же значение цикла сварки будет указано на наклейке или шильдике, которые должны быть на самом сварочном аппарате. Наклейка может быть сзади, на передней панели, сбоку или внутри сварочного аппарата.
Оценка цикла сварки, как уже писалось, указывается в процентах. Например, это может быть 40%ПВ или 60%ПВ. Это означает процент времени, в течение которого аппарат может сваривать непрерывно на максимальной мощности, пока не перегреется, из расчета цикла сварки в десять минут. Так что, если написано 60%ПВ — 300 Ампер, это означает, что вы можете сваривать на полную мощность, в нашем случае 300 Ампер, 6 из 10 минут. Но что происходит с другими 40% времени? Это означает, что теперь вы должны остановиться на 4 минуты для того, чтобы дать аппарату остыть. Работа 6 мин., остановка 4 мин. Большинство аппаратов имеет термодатчик, который срабатывает, когда аппарат перегревается и отключает его. Это время отключения используются так, чтобы аппарат мог остыть.
Диаграмма, показывающая как работает цикл сварки
Глядя на эту диаграмму вы можете увидеть, что рабочий цикл сварки берется как определенный период времени в десять минут. Вы видите, что можно производить сварку в течение 60% или 6 минут, и время охлаждения 40% или 4 минуты.
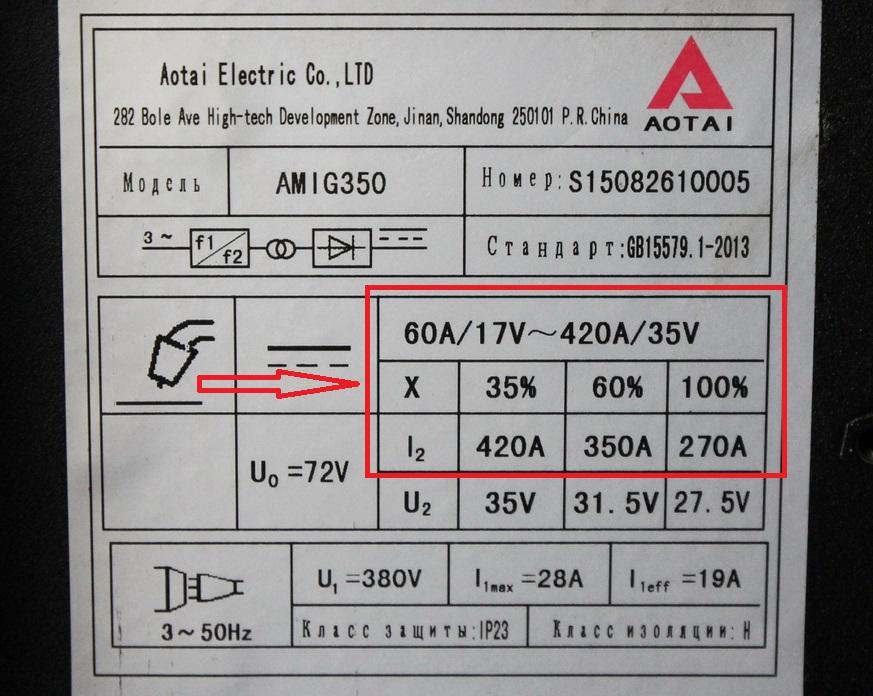
Фотография из одной спецификации на сварочное оборудование, которая показывает циклы сварки
Как вы можете видеть на фотографии, оценить рабочий цикл можно при нескольких параметрах силы сварочного тока. Это связано с тем, что вы должны знать, при какой максимальной силе тока аппарат может работать все 100% рабочего времени. Это значение означает, при какой мощности сварочник будет работать весь день без перегрева. Также не забывайте, что обычно значения цикла сварки указывают при температуре окружающей среды 40 °С. И если в жаркие летние дни температура окружающей среды будет выше, то рабочий цикл будет немного меньше. И наоборот, зимой, если вы работаете там, где вокруг только снег и дуют холодные ветра, рабочий цикл, очевидно, должен быть гораздо больше, чем, если бы сварочные работы проводились в пустыне Сахара.
Высокие циклы сварки при автоматической сварке и сварочных роботах
Когда Вы покупаете сварочный аппарат, вы должны быть осведомлены о его рабочем цикле. Многие люди часто покупают оборудование, которое не подходит для их задач и условий работы. Даже если аппарат рассчитан на 500 Ампер, а его рабочий цикл очень мал, то придется тратить много времени, дожидаясь пока аппарат охлаждается. Особенно это принципиально в автоматизированных системах и сварочных роботах, которые работают круглые сутки и простои не позволительны.
Продолжительность нагрузки (ПН) сварочного инвертора. Что это и зачем его знать?
Зачем нужно знать и соблюдать ПН — продолжительность нагрузки сварочного аппарата? Как не допустить перегрузку инвертора и его поломку? Как эксплуатировать инвертор с учетом ПН?
Как правило, в описаниях сварочного инвертора (паспортах, инструкциях, рекламных проспектах) указывается номинальный сварочный ток в амперах при соответствующем значении ПН (продолжительности нагрузки) в процентах. Номинальный сварочный ток — это ток, при котором инвертор будет работать без перегрузки и не будет перегреваться, с учетом соблюдения ПН (%), т.е. в повторно-кратковременном режиме.
■ Продолжительность нагрузки – ПН (%) сварочного инвертора или продолжительность включения — ПВ:
Большинство сварочных источников — выпрямители и инверторы в частности, работают в повторно-кратковременном режиме. Это значит, что период работы под нагрузкой (сварка) чередуется с периодом работы без нагрузки (на холостом ходу, режим паузы). Эти периоды повторяются и образуют сварочный цикл. Повторно-кратковременный режим характеризуется Продолжительностью нагрузки ПН (%). Значение ПН определяется делением времени работы инвертора под нагрузкой (время сварки – Тсв.) на общее времени цикла сварки (время сварки Тсв. + время паузы Тпаузы), в процентах.

За время цикла сварки обычно принимается 5мин., для промышленных выпрямителей или инверторов – 10 мин. ПН инвертора может быть, 20, 30, 40, 60 или 100%, с учетом этого значения определяется номинальный сварочный ток. Производитель может указывать несколько значений номинального тока при соответствующих значениях ПН%, например для инвертора Форсаж-200:
200А – 40%
160А – 80%
140А – 100%
Пример: У популярного инвертора БАРС Profi ARC-207D номинальный ток при ПН=60% будет 200А, при ПН=100% — ток 160А. (при цикле сварки 5мин). Вы можете работать на номинальном сварочном токе 200А в течение 3-х минут электродами 5мм, а время паузы должно быть не менее 2 мин (ПН=60%). На сварочном токе 160А инвертор может работать в длительном (непрерывном) режиме (ПН=100%) электродами 4мм.
Как правило, для оборудования российского производства ПН рассчитывается при температуре окружающего воздуха 25°С, для азиатской и европейской техники – при температуре 40°С. Считается, что на практике работать в режиме ПН=100% невозможно, т.к. всегда необходимо технологическое время для смены электрода, осмотра шва, удаления шлака, позиционирования деталей, физиологических перерывов, отдыха и т.д. Научно обоснованное ПН, при котором сварщик физически может работать в течение смены – не более 60%. Поэтому для профессиональных аппаратов ПН=60% на номинальном токе более чем достаточное,
Для большинства моделей европейского производства ПН=30% это норма, т.к. оборудование редко используется на полной мощности в длительном режиме. Значение ПН = 30-40% на максимальном токе никого не должно смущать.
Например, у инвертора БАРС MiniARC-200D, ПН=35% при токе 200А. При этом с уменьшением температуры воздуха ПН источника увеличивается, так как улучшается его охлаждение. При температуре 15º С продолжительность нагрузки этого инвертора будет уже примерно 50%, а на токе 160А – около 60%. Инвертор может работать электродом 4мм в режиме: 3 минуты – сварка, 2 минута – пауза при условии, что длина сварочных кабелей не превышает 3-5м. Этого вполне достаточно для работы в бытовых условиях. Поэтому, выбирая недорогой бытовой инвертор, можно ориентироваться на показатель ПН=30%, если модель, производитель и бренд вызывает доверие.
Ряд недобросовестных производителей завышают паспортные данные тока и ПН%, в результате чего инвертор либо не обеспечивает нужный ток, либо работает с перегрузкой, перегревается и выходит из строя. Это характерно для дешевой бытовой техники. Будьте внимательны!
Рекомендуем Вам кроме рекламных материалов читать паспорта, заводские таблички на корпусе аппарата, а также изучать отзывы о работе инверторов.
Как воспользоваться всей этой информацией?
Если Вы выбираете бытовой аппарат, то Вам вполне подойдет инвертор с показателем ПН=30% на максимальном токе, но если Ваш аппарат для заработка, лучше выбрать модель с показателем ПН=60%. В любом случае при эксплуатации следует учитывать ПН и не допускать перегруки.
Для профессиональной работы выберите инвертор с высоким показателем ПН:
Особенности выбора сварочного инвертора
Сварочные аппараты имеют четкое деление по длительности рабочего цикла.
Электрическая схема подключения сварочного инвертора
Делая выбор сварочного инвертора для использования в быту, прежде всего обращают внимание на длительность рабочего цикла: время работы плюс перерыв.
Выбор инвертора зависит от того, какой толщины металл планируют сваривать.
Рабочий цикл сварки и период включения (ПВ) сварочного аппарата

Впервые приобретающие сварочный аппарат для дуговой сварки скорее всего обратят особое внимание на его стоимость, габариты, вес и допустимый диаметр электродов или проволоки. Имеющие хотя бы небольшой опыт сварки наверняка поинтересуются наличием дополнительных функций, облегчающих процесс, и периодом включения (нагрузки). Профессионалы помимо всего этого проверят, какой общий цикл сварки обозначен в спецификации и при каком сварочном токе источник тока может работать без перерыва.
Что такое период включения (нагрузки) или рабочий цикл?
Период включения (ПВ), он же период нагрузки (ПН) или DC (duty cycle – рабочий цикл) – всё это один и тот же параметр сварочного аппарата, являющийся одним из основных. Именно он напрямую определяет производительность, а косвенно ещё и срок службы аппарата. Указывается он в процентах, обозначающих ту часть (период времени) общего цикла сварки, в течение которого устройство может работать непрерывно. То есть, если ПВ=100 %, то паузы в работе делать не требуется. Если ПВ=50 %, то продолжительность сварки равняется продолжительности «отдыха».
Паузы необходимы аппарату для охлаждения до допустимой температуры, которая резко повышается в период горения дуги. Чем удачнее конструкция и мощнее система охлаждения – тем выше и ПВ, а значит, в течение меньшего промежутка времени можно при должной квалификации проделать больший объем работы. При этом аппараты с высоким ПВ обычно служат дольше, так как их компоненты реже работают в условиях предельной температуры.
Какова продолжительность цикла сварки?
На этот вопрос нельзя ответить однозначно. Дело в том, что разные производители принимают этот период равным 5 или 10 минутам. Принято считать, что в России общий цикл сварки пятиминутный, а в Европе – десятиминутный. Однако даже если вы приобретаете аппарат под европейским брендом, желательно найти соответствующее уточнение в спецификации. Если его там нет, то нужно быть готовым к тому, что цикл окажется пятиминутным.
На первый взгляд кажется, что разница невелика, ведь параметр указывается в процентах и общее рабочее время аппарата не изменится. Однако на практике более продолжительный цикл работы гораздо удобнее. К примеру, при одинаковом ПВ=60 %, при десятиминутном цикле можно варить 6 минут без перерыва, а при пятиминутном только 3. В последнем случае не всегда получится завершить операцию полностью.
ПВ, сварочный ток и температура окружающей среды
В спецификации к сварочным аппаратам указывается период включения не только для максимального, но и для промежуточного тока. Чем выше сварочный ток, тем ниже ПВ, но на каком-то токе он в любом случае будет равным 100 %. Если планируется использовать аппарат для непродолжительных работ на максимальном токе, либо для интенсивных на небольших токах, то приобретать дорогостоящие устройства с высоким ПВ не имеет особого смыла. Если предполагается максимальная продолжительная нагрузка, то этот параметр должен быть максимально высоким. Альтернативный вариант – приобретение сварочного аппарата, рассчитанного на больший максимальный ток. К примеру, если планируете варить на 100-120 А, покупайте аппарат, выдающий ток 180-200 А.
При выборе аппарата стоит учитывать ещё один нюанс. ПВ указывается для температуры 40º С. Если она будет выше – продолжительность непрерывной работы будет пропорционально снижаться с каждым «лишним» градусом. Если температура воздуха ниже сорокоградусной отметки (что чаще всего и бывает), проработать без паузы вы сможете чуть дольше.
ПН и ПВ сварочных аппаратов

Часто спрашивают: что такое ПВ или ПН сварочного аппарата? Заглавные буквы ПН обозначают продолжительность нагрузки, а ПВ — продолжительность включения соответственно. Режим работы инверторного аппарата не менее важная характеристика, чем величина максимального сварочного тока. Про режим работы часто забывают начинающие сварщики. Этого делать нельзя.
Параметр ПН/ПВ всегда указан в процентах и показывает время работы инвертора при десятиминутном цикле. Например, если ПН/ПВ равен 40% — это означает, что после 4 минут работы аппарату нужно будет передохнуть, охладиться в течении 6 минут до повторного запуска. Таким образом, цифра позволяет приблизительно оценить, сколько раз инвертор будет отключаться по перегреву при бесперебойной работе в течение длительного времени.
Нагрузка источника питания (далее по тексту ИП) для дуговой сварки имеет, как правило, переменный характер. Процесс сварки состоит из повторяющихся циклов в которых рабочий период чередуется с паузами необходимыми для замены электродов, подготовки к наложению следующего шва, подгонки деталей и т.д. Согласно стандартам различают три типовых режима работы:
Так работают ИП для автоматической сварки и многопостовые источники.
Рабочие периоды прерываются режимами работы на ХХ. В данном случае применяется понятие продолжительности нагрузки (ПН)
Рабочие периоды чередуются с периодами полного отключения силовых цепей ИП от сети.
В данном случае рабочий режим положено именовать как продолжительность включения (ПВ)
ПН/ПВ равно отношению времени работы аппарата к времени всего цикла. Длительность цикла принимается за 10 мин. Формула выглядит так:
ПН/ПВ =tраб./tцикла *100%
Для большинства сварщиков-профессионалов, не говоря уже о любителях, понятие режима работы сварочного аппарата является не очень понятным. Данная характеристика должна показать, как поведет себя сварочный аппарат при работе на максимальном токе и температуре +40 градусов. Сварщики профессионалы, выбирая аппарат для работы, смотрят на ток длительной нагрузки, который обозначен на шильде аппарата в графе ПН 100%. Опираясь на цифры в данной графе, эксперт в сварке может представить, будет ли достаточно заявленного производителем тока для решения тех задач, которые стоят перед сварщиком. Если токовые режимы, указанные в графе 100% совпадают или превосходят предполагаемые токи необходимые для выполнения конкретных задач, значит аппарат в процессе работы не будет перегреваться и уходить в защиту.
Для бытового использования высокие значения ПН не столь важны, поскольку для работы по дому аппарат редко используется на пределе своих возможностей, да и нагрузки носят скорее кратковременный характер. Заявленные данные по режиму работы инвертора являются результатами изысканий разработчиков оборудования. Необходимый ПН или ПВ закладывается в расчете при проектировании. В соответствии с поставленной задачей по продолжительности нагрузки инженеры подбирают компоненты сварочного аппарата. В расчет принимается множество нюансов. Например, теплостойкость изоляции проводов, размеры и число охлаждающих радиаторов, номиналы температурных датчиков, места их установки. Инженеры просчитывают наиболее теплонагруженные узлы и проверяют, как они будут влиять на режим работы инвертора в процессе длительной эксплуатации.
Как проверяют ПН/ПВ?
Рассчитать ПН инвертора могут только инженеры на этапе проектирования источника. В условиях лаборатории можно только подтвердить исходные данные, заявленные производителем, либо опровергнуть их. Посчитать ПН конкретного аппарата, опираясь на данные, полученные во время испытаний, можно только условно и очень приблизительно. Существует метод проверки работы ИП. Он обозначен в ГОСТ Р МЭК 60974-1-2012 и подразумевает нагружение источника максимальным током заявленным производителем. Данный способ позволяет подтвердить или опровергнуть заявленные значения режима работы достаточно быстро. Однако он связан с привлечением дополнительных калиброванных приспособлений для имитации работы аппарата под нагрузкой, приборов контроля температуры в определенных точках и т.д. Среди важных параметров данной проверки следует отметить время испытания, которое согласно стандарту должно составлять 10 мин, а также температуру внутри термокамеры в 40 о С. Два этих параметра позволяют получить данные с едиными исходными условиями.
Стоит сказать пару слов о том, почему единый стандарт времени и температуры так важен. Некоторые производители в маркетинговых целях стремятся увеличить значение ПН/ПВ и указывают данные для пятиминутного цикла. Например, аппарат с циклом испытаний 5 минут заявляется как инвертор с ПН 40%. По факту, если перевести данное значение в систему координат, регламентированную ГОСТ Р МЭК 60974-1-2012 ПН составит 20% (при цикле 10 мин). Та же история с температурой. В ГОСТе значение данного параметра испытания обозначено в 40 о С. Если температуру в термокамере понизить до (20 -25) о С , то ПН вырастет в 2 раза и составит 80%. То есть инвертор с реальным ПН 40% при температуре 20 о С сможет простоять под нагрузкой более 8 мин. И при этом не перегреться. Этим «финтом» , кстати, часто пользуются недобросовестные производители сварочного оборудования. Указывая ПН при 20 о С или для 5-минутного цикла испытания можно получить гораздо более красивые цифры никак не меняя при этом реальный режим работы инвертора. Поэтому при покупке аппарата нужно уточнять, насколько данные, указанные на инверторе соответствуют требованиям ГОСТ.
На просторах интернета есть множество роликов, где их авторы пытаются продемонстрировать высокую продолжительность нагрузки сварочного оборудования. Аппараты нагружают максимальным током и на протяжении 10 – 20 мин. жгут четырехмиллиметровые электроды. Блогеры доказывают, что испытуемые аппараты вместо ПН 60% ( 6 мин непрерывной работы) могут работать 10 -15мин и более. Значит, по их мнению, аппарат, который они испытывают, обладает ПН100%. Это не так хотя бы потому, что испытания проводятся при комнатной температуре. А иногда и попросту в снегу.
При проверках мы сталкивались с инверторами фактический ПН которых был выше заявленного. Например, вместо заявленных производителем 6-ти минут инвертор в термокамере проводит под нагрузкой 10 мин, что для обывателя будет неоспоримым доказательством, что у этого инвертора ПН 100%. Однако режим работы, заявленный разработчиком, следует соблюдать, поскольку инженеры проверяют теплонагруженность всех элементов конструкции, а не только дорогих узлов, защищенных термозащитой. При длительном режиме испытаний или реальной работе периодическое превышение не рекомендованного ПН может привести к выходу инвертора из строя. В аппарате может обгореть какой-то контакт или просто оплавиться изоляция.
О цикле сварки
Понятие цикла сварки означает тот период времени, в течение которого вы можете производить сварку до момента перегрева сварочного аппарата.
Цикл сварки стандартно обозначают аббревиатурой ПВ (период включения), а также DC (duty cycle). Его определяют в процентах, принимая за единицу временные рамки работы сварочного аппарата за десять минут. Некоторыми производителями сварочных аппаратов и горелок определение цикла сварки принимается рабочий диапазон, равный пяти минутам. В этом случае рабочие циклы разных сварочных аппаратов сравнивать очень трудно, так как у них имеются циклы сварки, имеющие разные расчетные периоды.
Какой цикл сварки более правильный – 10 или 5 минут?
Речь идет о маленькой хитрости. Производители нарочно изменяют цикл сварки. Чтобы спецификация их сварочных аппаратов выглядела более солидно. Некоторые производители даже делают сноски в своих буклетах или проспектах, где мелко пишут о том, что у них цикл сварки равняется пяти минутам. Реально же цикл сварки должен быть обозначен на шильдике или этикетке, которая крепится непосредственно на сварочный аппарат. Местом этой наклейки может быть передняя панель, боковая поверхность или даже где-нибудь внутри аппарата.
Оценивают цикл сварки в процентах. К примеру, применимы такие обозначения: 50%ПВ. Эти цифры означают, в течение какого периода времени можно производить сварку на максимуме мощности, до того, как аппарат перегреется, если принимать цикл сварки за десять минут. Если на наклейке указано – 50%ПВ – 300 Ампер, из этого следует, что сварка на полной мощности возможна 5 минут из десяти при силе тока 300 Ампер. А на что же тратятся остальные 50% времени? Данный цикл означает, что после пяти минут работы следует прерваться на пять минут, чтобы аппарат остыл. Работать 5 минут – 5 минут отдыхать. У большинства агрегатов имеется термодатчик, срабатывающий при перегреве аппарата и отключающий его. Когда аппарат отключен, он должен остыть.
Диаграммы показывают, что рабочие циклы сварки принимаются как определенные периоды времени в десять минут. Сварка может производиться, например, 5 минут, и охлаждаться аппарат должен также пять минут.
Оценка рабочего цикла производится несколькими параметрами сварочного тока. Пользователь должен знать, при каком максимальном значении силы тока работа аппарата может продолжаться весь рабочий цикл времени. Благодаря этому значению можно определить, с какой мощностью аппарат будет работать и не перегреваться весь рабочий день. Следует учитывать также, что значение цикла сварки рассчитывают для наружной температуры примерно 40 градусов. Если наружная температуры поднимется выше сорока градусов, например, летом в пустыне Сахара, то и рабочий цикл уменьшится. В зимнее время, когда идет снег и дует холодный ветер, можно значительно увеличить рабочий цикл.
Автоматическая сварка и сварочные работы с высокими циклами сварки
При покупке сварочного аппарата следует знать все об его рабочих циклах. Часто приобретают сварочные аппараты, не подходящие для выполнения тех или иных задач и не приспособленные для заданных условий. Бывает, что аппарат имеет силу тока 500 Ампер, но обладает очень маленьким рабочим циклом, и часто приходится делать перерывы для его охлаждения. Особенно это касается таких установок, как автоматизированные системы и сварочные роботы, работающие круглосуточно. Здесь простои обойдутся слишком дорого.
Вы наверняка не раз сталкивались с такой комбинацией букв, как ПВ или ПН, изучая технические характеристики сварочных аппаратов. Большинство специалистов знают об этом параметре, но зачастую не оказывают ему должного внимания. И очень зря, ведь он может рассказать об оборудовании многое и существенно повлиять на рабочий процесс.

Что такое ПВ?
Аббревиатура ПВ расшифровывается как продолжительность включения, а ПН, соответственно, как продолжительность нагрузки. Измерения производят по разным стандартам, что существенно сказывается на результатах.
В Европе сварочники оценивают при температуре в 40 градусов и течение 5-минутного интервала. А вот в странах СНГ процесс диагностики проходит немного по-другому: при температуре в 20 градусов и на протяжении 10 минут. В Беларуси же мы чаще всего встречаемся с техникой, проверенной по стандартам СНГ, правда, знаменитая российская торговая марка Сварог указывает в технических характеристиках своей продукции, что ПН оценивается при температуре окружающей среды в 40 градусов.
Здесь Вы можете посмотреть цикл сварки сварочных полуавтоматов CLOOS.
Что означает ПВ сварочного аппарата?
Вот мы и добрались до сути вопроса. Предположим, что инвертор был куплен в одной из стран СНГ и его ПВ равен стандартным 60%. Это означает, что на максимальном токе вам можно варить на протяжении 6 минут из 10, после чего оборудованию нужен 4-минутныйотдых. Главное помнить, что показатель измерялся при температуре в 20 градусов. Если вдруг на улице лето и на приборах +30, то ПВ автоматически становится меньше. Если же наоборот, у вас холоднее, то и варить можно чуть дольше.
В случае, когда перед вами европейский аппарат, такой как, например, одна из моделей EWM, то и механизм оценки будет совсем другой. Их проверяют при 40 градусах, что в наших белорусских условиях практически недостижимый показатель. Даже летом в +25 вы можете смело умножить коэффициент на 1,4 и получить вместо 50% намного более внушительные 70%. И тогда непрерывно можно варить не 2,5 минуты из 5, а все 3,5 (по стандартам Европейского союза).
Почему важен и одновременно не важен этот показатель
С одной стороны полностью игнорировать ПВ не стоит. Только представьте себе ситуацию, в которой вы — счастливый обладатель аппарата с продолжительностью включения в целых 20%. А на улице жара по +30. И в итоге у вас в распоряжение всего лишь меньше 2 минут для работы на максимальном токе, а затем длительный и мучительный «перекур» в ожидании, пока инвертор остынет. Согласитесь, не самый приятный расклад. Или другая ситуация: вы выбираете сварочник и не можете определиться между 2 моделями. Максимальный ток у них одинаковый, в вот ПВ — разный. Следовательно, тот, у которого продолжительность включения дольше, скорее всего, имеет более совершенные механизмы охлаждения. А значит у него и запас прочности внушительнее, и срок эксплуатации побольше выйдет.
Все эти доводы крайне показательны. Но есть один крайне неприятный нюанс. Многие производители в последнее время, сражаясь за клиента, идут на очень некрасивые уловки. Так, например, многие недобросовестные разработчики прописывают ПВ в 90% или даже 100%, но при этом забывают пометить, что это не на максимальных токах, а на 100 А, например. Печально, но факт, доверять сегодня можно только проверенным маркам, таким как Сварог, EWM или ИТС.
Именно поэтому мы приготовили для вас 4 довода, которые говорят о том, что ориентироваться только на значение ПВ при покупке сварочного аппарата не стоит:
- Вы не всегда варите на максимальном токе. А ведь показатель был рассчитан именно для него. Значит, если сварочный процесс идет на более низких токах, то и продолжительность включения можно смело увеличивать, ведь аппарат не так быстро перегреется.
- Вы уверены, что вам нужен высокий показатель ПВ? Смотрите, стандартный электрод горит не более минуты. Вам в любом случае придется периодически прерываться, в это время сварочник будет «отдыхать» и остывать, даже низкий ПВ в 30–50% будет незаметен.
- Вы в любом случае будете прерывать работу. Ведь невозможно варить целый день и не следить за качеством шва, не проводить его зачистку. А ведь даже половины минуты вполне хватит на то, чтобы оборудование слегка остыло.
- Вокруг слишком много ложной информации. Загляните в инструкцию. В ней четко обозначено, каким образом, и при каких условиях производилась оценка продолжительности включения? Нет? Тогда и ориентироваться на этот показатель можно с очень малой долей вероятности.
Вот так и получается, что ПВ сварочного аппарата и важен и нет одновременно. Все это в первую очередь касается бытового использования. Если вы планируете приобрести оборудование для использования на производстве, то и выбирать стоит по совсем иным критериям. В любом случае всем своим покупателям мы рекомендуем присмотреться к российскому бренду «Сварог». Каждый его аппарат проходит предпродажную проверку, на производстве работает целый штат инженеров, следящих за выходным качеством поставляемой продукции. Лучшего соотношения цены и функциональности в любом случае вам не найти, так что заходите в каталог и выбирайте!
Рабочий цикл сварки и период включения (ПВ) сварочного аппарата
Впервые приобретающие сварочный аппарат для дуговой сварки скорее всего обратят особое внимание на его стоимость, габариты, вес и допустимый диаметр электродов или проволоки. Имеющие хотя бы небольшой опыт сварки наверняка поинтересуются наличием дополнительных функций, облегчающих процесс, и периодом включения (нагрузки). Профессионалы помимо всего этого проверят, какой общий цикл сварки обозначен в спецификации и при каком сварочном токе источник тока может работать без перерыва.
Читайте также: