Дефекты при сварке титановых сплавов
Обновлено: 19.05.2024
Сварка титана
Высокая прочность и большая коррозионная стойкость, при малом удельном весе, обеспечивают титану и его сплавам все более широкое применение в различных областях человеческой деятельности. В наше время титан используется не только в авиа- и космостроении, химической промышленности и прочих высокотехнологичных отраслях, но и в производстве устройств бытового назначения. Сварка титана - задача, сталкиваться с которой обычному мастеру случается не так уж и редко.

Сварка титана в специальной камере
Свариваемость
На свариваемость титана накладывают отпечаток две особенности - высокая химическая активность металла в отношении газов, содержащихся в воздухе (кислорода, азота и водорода) и его повышенная склонность к росту зерна при температуре выше 800-850°C.
При нагреве до температуры 350°С и выше титан активно поглощает кислород, образуя различные окислы с высокими твердостью, прочностью и низкой пластичностью. По мере окисления оксидная пленка меняет окраску от желто-золотистой до темно-фиолетовой, переходящей в белую. Эти цвета в околошовной зоне характеризуют качество защиты титана при сварке.
При температуре выше 500°С титан активно взаимодействует с азотом с образованием нитридов, повышающих твердость и прочность металла, но снижающих его пластичность.
Что касается водорода (водород образуется в результате разложения воды на водород и кислород под воздействием высокой температуры дуги), то под его влиянием, с титаном происходит очень вредное явление, называемое водородным охрупчиванием. Химическая природа этого процесса состоит в образовании в остывающем и холодном металле, содержащем растворенный водород, гидридов титана, повышающих хрупкость металла и вызывающих возникновение в нем трещин. На практике это приводит к тому, что спустя некоторое время после сварки (иногда довольно продолжительное) приваренная деталь, не имевшая, казалось бы, никаких дефектов, просто отваливается - сама по себе или после легкого удара.
Рост зерна, имеющий место при высоких температурах, также отрицательно сказывается на прочности титана. Ему способствует низкая теплопроводность титана, увеличивающая время пребывания шва и околошовного металла в зоне высоких температур. Чтобы снизить рост зерна, сварку необходимо выполнять при минимально возможной погонной энергии.
Кроме всего перечисленного, титан имеет высокую температуру плавления (1660°С), поэтому при сварке требуется мощный, концентрированный источник теплоты.
И все же основная проблема сварки титановых сплавов - это надежная защита металла, нагреваемого выше 300-400°C, от водорода, кислорода и азота, содержащихся в воздухе.
Способы сварки титана
Для сваривания титана и его сплавов могут применяться различные способы сварки. Все способы предполагают защиту зоны сварки от воздуха. Сварка с защитой инертными газами является самой широко применяемой. Способ защиты зависит от конфигурации и размеров свариваемой детали. Это может быть местная защита в виде струи газа, выходящего из сопла горелки, и различных накладок на свариваемую деталь или защита с использованием специальных камер. Последние могут быть локальными (необитаемыми), куда помещаются только деталь, сварочная оснастка и горелка, и обитаемыми. Обитаемые камеры вакуумируются, заполняются аргоном, затем через шлюзы в них входят сварщики в скафандрах.





В быту применяется практически только один способ - сварка титана неплавящимся электродом (метод TIG) с местной защитой зоны сварки инертным газом и накладками.
Необходимое оборудование и материалы
- сварочный аппарат, поддерживающий режим TIG и оснащенный горелкой;
- баллон с защитным газом - аргоном, гелием или их смесью;
- неплавящиеся вольфрамовые электроды;
- присадочную проволоку.

Необходимое оборудование и материалы для сварки титана
Защитный газ. Высокая химическая активность титана по отношению к газам требует применения инертных газов высокой степени чистоты. В качестве таковых выступают аргон и гелий, имеющие некоторые технологические отличия друг от друга.
Гелий обеспечивает более плавный переход шва от усиления к основному металлу. Он позволяет повысить тепловую мощность дуги и производительность процесса расплавления, что важно при сварке деталей средних и больших толщин.
Аргон дает более узкое и глубокое проплавление основного металла, его расход оказывается в 1,5-2 раза меньше, чем гелия.
Чтобы объединить достоинства газов, иногда используют их смесь.
Электроды. Сваривать титан можно любым вольфрамовым электродом, но не все они обеспечивают одинаково хорошее качество сварного шва и оптимальные характеристики дуги.
Хорошими качествами обладают лантанированные электроды марок ЭВЛ (WL). Добавление оксида лантана увеличивает несущую способность (максимальный ток) электродов примерно на 50% в сравнении с чисто вольфрамовыми. Повышается долговечность электродов и уменьшается загрязнение вольфрамом сварного шва.
Рабочая часть электрода затачивается в конус под углом 30-45°. При увеличении угла заточки снижается глубина проплавления. Нужно иметь в виду, что работоспособность электрода повышается со снижением шероховатости его конуса.

Вольфрамовый электрод
Присадочная проволока. В качестве присадочного материала используются прутки из титана различных марок. Для предохранения металла шва от насыщения водородом, который содержится в присадочных прутках, последние полезно подвергать вакуумному отжигу, в результате которого металл избавляется от водорода.
Подготовка титана к сварке
Подготовка титана к сварке включает в себя обработку кромок свариваемых деталей, обеспечение их защиты с обратной стороны, очистку присадочного прутка. Перед сваркой следует полностью удалять поверхностный слой титана с повышенным количеством кислорода и азота, поскольку при попадании частиц данного слоя в сварной шов металл становится хрупким, появляются холодные трещины.
Если толщина свариваемых заготовок не превышает 3-4 мм, их можно сваривать без разделки кромок. У более толстых деталей выполняется разделка с углом раскрытия равным 60°.
Если свариваемые детали подвергались газовой или плазменной резке, их кромки необходимо срезать механическим способом не менее чем на 3-5 мм. Непосредственно перед сваркой, кромки необходимо очистить от загрязнений, удалить окисную пленку напильником или абразивным кругом и обезжирить ацетоном или иным растворителем. Присадочную проволоку также необходимо очистить от окисей и обезжирить.

Подготовка титана к сварке
Кроме очистки кромок необходимо обеспечить защиту корня шва и поверхность свариваемых деталей с обратной стороны. Это нужно делать даже в том случае, если шов не выходит на противоположную сторону, поскольку титан начинает вступать в реакцию с газами, содержащимися в воздухе, уже при температуре 300-400°C.
Защиту обратной стороны шва производят плотно подгоняемыми съемными стальными или медными подкладками, поддувом аргона в специальные канавки в подкладках или подачей аргона внутрь конструкции (если она имеет трубчатую форму).

Защита титана при сварке
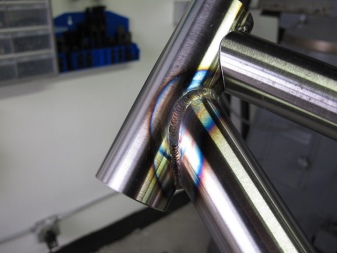
На рисунке ниже изображена система подачи аргона внутрь детали, осуществляемая при сварке рамы велосипеда из титановых трубок.

Защита внутренней стороны трубчатой конструкции из титана
При сваривании толстостенных конструкций, у которых корневой шов не выходит наружу, сварку можно производить без защиты обратной стороны детали при условии ее минимального разогрева. Швы в этом случае должны выполняться короткими (15-20 мм), с перерывами на охлаждение.
Технология сварки титана
В помещении, где производится сварка титана, температура не должна быть ниже 15°С, а скорость движения воздуха - выше 0,5 м/с. Сварка осуществляется постоянным током прямой полярности с подачей присадочного прутка. При толщине металла менее 1,5 мм допустима сварка без присадки. В этом случае шов формируется только из основного металла и получается прочнее шва, выполненного с присадочным прутком, поскольку последний является поставщиком некоторого количества газов в зону сварки.
Подбор диаметров электрода и присадочной проволоки, а также соответствующего им сварочного тока зависит преимущественно от толщины свариваемого металла. В качестве ориентировочных, можно использовать данные, приведенные в нижеследующей таблице.
| Толщина свари- ваемого металла, мм | Свароч- ный ток, А | Напря- жение дуги, В | Диаметр приса- дочной прово- локи, мм | Коли- чество прохо- дов |
| 1 | 40-60 | 10-14 | 1,2-1,5 | 1 |
| 2 | 70-90 | 10-14 | 1,5-2,0 | 1 |
| 3 | 120-130 | 10-15 | 1,5-2,0 | 2 |
| 4 | 130-140 | 11-15 | 1,5-2,0 | 2 |
| 5 | 140-160 | 11-15 | 2,0-2,5 | 2-3 |
| 10 | 160-200 | 11-15 | 2,0-3,0 | 10-14 |
Диаметр неплавящегося электрода выбирается в зависимости от величины тока сварки с учетом рабочего тока электрода. Расход аргона для защиты зоны сварки 5-8 л/мин, для защиты корня шва - 2 л/мин.
При сварке электрод располагают под углом 70-80° к поверхности детали, присадочный материал - под углом 90-100° к оси электрода. Вылет электрода должен быть 6-8 мм, длина дуги - в пределах 1-2 мм. Для лучшей защиты шва, присадочную проволоку следует вести перед горелкой, а не за ней.

Положение электрода и присадочной проволоки
Горелку перемещают равномерно, без поперечных колебаний. Присадочный материал вводится в зону сварки также равномерно и без поперечных движений. Его конец опирается на край сварочной ванны. Во время сварки нельзя выводить нагретый конец прутка из зоны газовой защиты.
Подачу защитного газа прекращают только через 5-10 сек после потемнения шва, когда его температура опустится ниже 400°С.
Во избежание перегрева околошовных участков и роста зерна металла, сварку необходимо выполнять при минимально возможном токе.
Дефекты сварки титана
При соблюдении технологии сварки титана, прочность сварного соединения достигает 80% от прочности основного металла. Дефекты швов могут снизить показатели прочности на 40-60 и более процентов. Наиболее частыми из них являются поры и холодные трещины.
Основная причина образования пор - газовые примеси (главным образом водорода), растворенные в присадочном и основном металле. Чтобы получать беспористые швы, нужно обеспечивать чистоту сварочных материалов и основного металла и выполнять сварку на оптимальных режимах.
Холодные трещины могут возникать сразу после сварки или по истечении какого-то времени - иногда недель и даже месяцев. Основной причиной их возникновения является водородное охрупчивание.
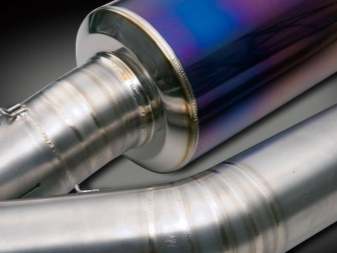
О качестве газовой защиты, осуществленной в процессе сварки, можно судить по внешнему виду шва. Серебристый цвет (1) говорит о хорошей защите и качественном шве, светлый соломенный оттенок (2) свидетельствует о незначительных нарушениях защиты. Прочие цвета - коричневый, голубой, серый с налетом - говорят о плохой защите шва.

Внешний вид швов после сварки титана
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Технология сварки титана

В наши дни никого уже не удивишь изготовлением изделий из титана с помощью сварки. Металл получил широкое распространение, и технология сварки титана достаточно хорошо отработана. В своей основе она опирается на удивительные свойства этого материала. Об особенностях этого процесса мы расскажем в нашей статье.
Подготовка титана к сварке
Подготовительные работы с титаном состоят из обработки кромки деталей, очистки присадочного прутка и обеспечения защиты другой стороны детали. Чтобы предотвратить появление холодных трещин и снизить хрупкость металла во время сварки, желательно снять верхний слой металла, так как в нем содержится большое количество кислорода и азота, а частицы этого слоя могут попасть в сварной шов.
Технология сварки титана подразумевает выполнение разделки кромок с углом раскрытия 60°. Хотя если толщина детали меньше 4 мм, то можно этого не делать. В том случае, когда деталь была изготовлена путем газовой или плазменной резки, желательно удалить не менее 5 мм кромки. Также производится тщательная очистка кромки и присадочной проволоки непосредственно перед началом сварочных работ. Очистка выполняется механически напильником, абразивным кругом, а также с помощью химических средств (ацетона или растворителя).

Согласно технологии сварки титана, следует большое внимание уделить защите обратной стороны деталей и корня шва. Даже если сварочный шов не будет выходить на другую сторону, титан может вступить в реакцию с газами из окружающего воздуха, что возникает даже при температуре +300…+400 °С.
Поддерживайте рабочее место в чистоте. На крупных производствах в сварочном цехе оборудуют специальное место, где выполняются сварочные работы по титану. Здесь не должно быть никаких факторов, которые могут негативно повлиять на качество сварки: сквозняка, пыли, влаги, жира и прочих загрязнений. Все остальные процессы обработки металла (резка, зачистка, краска) должны выполняться в другом месте. Помимо этого, важно контролировать влажность воздуха.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Технология сваривания толстостенных конструкций несколько отличается. Здесь допускается отсутствие защиты детали с другой стороны, если сварочный шов не выходит наружу и деталь сильно не нагревается. Такой результат достигается путем производства коротких швов (по 15–20 мм), между выполнением которых обязательно делается перерыв для охлаждения.
Защита титана при сварке
Титановые сварные соединения выполняются под защитой, которая нужна вплоть до их остывания до температуры +427 °С. Кроме этого, расплавленная сварочная ванна также должна быть под защитой, что не позволит начаться реакции взаимодействия с воздухом. Наиболее распространенными защитными газами являются аргон и гелий. Именно они предусмотрены технологиями сварки титана TIG и MIG.
Защитный газ используется сразу в нескольких направлениях:
- Первичная защита расплавленной сварочной ванны.
- Вторичная защита охлаждающегося расплавленного металла и околошовной зоны.
- Защита обратной стороны сварочного шва.
- Первичная защита расплавленной сварочной ванны. Грамотный выбор сварочной горелки позволяет обеспечить качественную первичную защиту. Так, чтобы не нарушать технологию сварки титана аргоном TIG, понадобится горелка, оборудованная газовой линзой и большим керамическим соплом. С помощью газовой линзы инертный газ будет подаваться равномерным потоком, а сопло позволит защитить расплавленную сварочную ванну по всей площади. Аргон дает очень стабильную дугу, поэтому чаще используют именно этот газ. Если необходимо глубже проникнуть в металл или работать при более высоком напряжении, то можно использовать смесь аргона и гелия.

Разновидности технологии сварки титана
1. Ручная дуговая сварка.
Выше мы уже говорили о том, что технология сварки титана в первую очередь опирается на качественный шов, что обеспечивается грамотно созданной защитой, причем и остывающих участков свариваемых деталей.
Технология соединения элементов с тонкими стенками допускает сварочную процедуру без обработки кромок или использования присадочной проволоки. В таком случае зазор между кромками составляет 0,5–1,5 мм. Состав присадки должен быть аналогичен основному материалу изделия.
Сварочная технология подразумевает несколько режимов сварочных работ. Работа выполняется током силой 90–100 ампер в том случае, если используется электрод 1,5-2 мм из вольфрама и присадочная проволока 2 мм. При этом толщина деталей не должна быть более 2 мм. Ток силой 120–140 ампер применяют для соединения деталей большей толщины (до 4 мм). При этом он должен быть переменным постоянной полярности.

Также сварочная технология требует соблюдения целого ряда дополнительных условий:
- Ручная процедура предполагает использование короткой дуги, электрод и присадка не должны колебаться. Движение осуществляется точно по шву.
- Сваривание производится углом вперед. В этом случае электрод ориентирован в противоположную от направления движения сторону.
- Сваривание титана с применением присадочного материала осуществляется под углом 90° (электрод относительно материала).
- Важно наладить беспрерывную подачу присадки в сварочную ванну.
- Защитный газ в зону сварки должен подаваться даже после гашения дуги, поскольку он обеспечивает процесс охлаждения. В течение одной минуты материал охладится до температуры ниже +400 °С.
- Качество сварного шва во многом зависит от охлаждения материала. Определить его можно по цвету. Светлый желтый или соломенный цвет шва указывает на хорошее качество, а черный, серый и синеватый оттенок указывает на окислительные процессы, что свидетельствует о сниженном качестве.
Технология полуавтоматической и автоматической сварки аналогична ручной. Большое значение имеет размер отверстия в сопле горелки. ГОСТом установлен диаметр 12–15 мм. Желательно использовать специальные планки и подкладки, чтобы зажечь или погасить горелку.
Рекомендуем статьи по металлообработке
2. Электрошлаковая сварка.
Технология сварки титана и его сплавов зависит от состава материала. Для соединения легированных титановых сплавов чаще всего применяют электрошлаковый метод. Так, для создания сплава ВТ5-1, где в составе есть 5 % алюминия и 3 % олова, больше всего подходит метод прессования и прокатки, в результате чего получаются тонкие листы. Толстостенные изделия создаются путем ковки.
Сваривать толстостенные детали гораздо сложнее. Для этого нужна среда защитного газа аргона и флюс марки АН-Т2. С помощью трехфазного трансформатора в зону обработки подается переменный ток.
Характеристики оборудования имеют определяющее значение. Обязательно должно выдерживаться напряжение 14–16 вольт с силой тока 1600–1800 А. Согласно технологии, зазор между деталями должен составлять 26 мм. Защитный газ аргон подается со скоростью 8 л/мин., а флюс засыпается в объеме 130 г. Качество соединения деталей при данной технологии обуславливается диаметром электрода. 12-миллиметровый электрод позволяет добиться идеальных результатов, а электрод 8 мм может стать причиной снижения прочности на 20 %. Желательно отказаться от использования электродов из легированных сплавов, если вы хотите обеспечить достаточную пластичность металла сварного шва.
3. Контактная сварка.
Контактный способ также подходит для соединения деталей из этого металла. Технология сварки титана, предусмотренная ГОСТом, предполагает оптимальную скорость сваривания материала в размере 2-2,5 мм/сек. Нежелательно превышать данный показатель, дабы не понизить прочностные характеристики металла в зазоре. При технологии контактного соединения этот показатель имеет определяющее значение, ведь скорость процесса довольно высокая. В данном случае кромки деталей не зачищают и не фрезеруют.

Разработаны разные способы контактного соединения заготовок: линейный, точечный и конденсаторный. Для изделий из титана подходит любой из них. Технология каждого способа опирается на определенную толщину заготовок, диаметр электродов и их давление, размеры сварочной пластины, длительность сжатия и скорость прохождения тока через металл. Сочетания данных параметров помогают установить оптимальный режим для достижения наилучшего результата. Это совсем несложный процесс, если все параметры учтены в соответствии с выбранной технологией.
Особенности технологии сварки титана плазмой
Авиационная и космическая промышленность очень часто используют титан и его сплавы. Для создания несущих конструкций обычно применяют металл толщиной не менее 12 мм.
В таком случае может возникнуть много проблем в процессе сваривания деталей, поскольку этот металл имеет очень специфичные свойства. Технология сварки титана такой толщины максимально эффективна, если опирается на электронно-лучевой метод соединения в вакууме.
В то же время сварочное оборудование для этого метода и сама работа стоят довольно дорого. Альтернативным вариантом соединения деталей из титана с высоким качеством сварных швов, большой производительностью и более низкой стоимостью является плазменная сварка титана проникающей дугой. В данном случае происходит сквозное проплавление. При использовании этой технологии ванна жидкого металла во время создания сварного шва удерживается на весу.
Чем толще металлическая заготовка, тем сложнее удерживать жидкую ванну в стабильном состоянии и делать качественный сварной шов. Технология сварки титана толщиной 10–12 мм рассчитана на довольно узкий диапазон сварочных параметров, поскольку очень сложно поддерживать баланс силовых факторов на передней стенке жидкой ванны. В данном случае очень высоки шансы допустить прожог, если гравитационные силы возьмут верх над силами поверхностного напряжения.
Только при низких скоростях сварки можно сформировать сварной шов. Стоит лишь увеличить скорость соединения, как начинается разрушение сварочной ванны и сброс расплавленного металла. Попытки сварки титана большой толщины до сих пор не увенчались успехом.
Если удастся удерживать в стабильном состоянии на весу ванну жидкого металла при сварке титана проникающей дугой, поддерживая соотношение гравитационных и капиллярных сил, то теоретически предельными толщинами для титана могут быть δ=20÷25 мм.
С ростом δ увеличивается вероятность прожога, поскольку нужно снижать поперечные размеры самой жидкой ванны. А это требует повышения концентрации энергии до значений, не достигаемых сжатой дугой.
Если газодинамическое воздействие на переднюю стенку жидкой ванны повышается вследствие увеличения мощности сжатой дуги, то это может привести к неустойчивости силового баланса на передней стенке жидкой ванны, в результате чего появляется прожог.
В ходе практической деятельности доказано, что невозможно увеличить диапазон свариваемых толщин плазмой только через варьирование характеристик сжатой дуги. Важно снизить влияние сжатой дуги на переднюю стенку жидкой ванны, при этом не снижая мощности сжатой дуги. Такое возможно только через подбор оптимального соотношения сжатой дуги и полости кратера.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка титана: особенности и правила
Титан — по-настоящему удивительный металл, который характеризуется комбинацией легкости, особой прочности и повышенной стойкости к коррозии, а кроме того, этот металл не отторгается тканями человеческого организма. Из него делают детали для кораблей, подводных лодок, самолётов и самые современные протезы. В то же время термообработка титана связана с некоторыми сложностями. Для их преодоления технологами были разработаны специализированные методы сварки непосредственно титана, а также его сплавов.

Особенности
Известно, что температура плавления этого металла варьируется от 1460 до 1830 гр.
Титан отличает повышенная жаростойкость, достигающая 500 градусов и устойчивость к появлению ржавчины.
Титан имеет ряд физико-химических характеристик, которые становятся причиной трудностей при проведении сварки конструкций, выполненных из этого металла. К ним относят:
- низкую теплопроводность;
- при контакте с кислородом из воздуха и уровне нагрева до 400 гр. у металла проявляется склонность к возгоранию;
- под действием углекислого газа начинаются окислительные процессы;
- при нагреве до уровня 600 гр., а также прямом взаимодействии с азотом формируются нитритные соединения;
- при нагреве до отметки 250 гр. металл поглощает водород;
- при нагреве больше уровня в 800 гр. начинается изменение структуры титана, в частности увеличение зернистости.
Таким образом, для титана, а также его сплавов критичным считается повышение температуры за пределы 400 гр. При данном уровне нагрева у него изменяется физико-химическая активность, титан активно реагирует с компонентами газовой смеси атмосферного воздуха, и это оказывает самое неблагоприятное воздействие на качество сварочного шва. В этот момент формируется карбиды, нитриды, а также гидриды и многие другие соединения, ухудшающие прочность сварки.
Таким образом, любое малейшее нарушение технологии и несоблюдение установленных требований зачастую приводит к тому, что сваренные элементы могут отвалиться даже от самого лёгкого удара.
На процесс варки титана и всех его сплавов распространяется утвержденный ГОСТ Р ИСО 5817-2009, этот документ определяет степень качества при соединении самых разных материалов — никеля, стали, а также титана и устанавливает допустимые параметры дефектов готового изделия на выходе.
Способы
Для выполнения сварки обычно используют холодный способ, также сварщики прибегают к технике дугового флюса или плазменно-дуговой технике. Однако самой востребованной в наши дни стала сварка титана при помощи аргона, когда металл плавится в полностью изолированной аргоновой среде. Для варки элементов крупного сечения используют электрошлаковую сварку.
Выбор конкретной технологии в первую очередь определяется характеристиками сплава. Так, состав марки ВТ1-ВТ5 сваривается довольно легко, но он не подлежит последующей закалке. В то время как сплавы, относящиеся к группе ВТ15- ВТ22, подвергаются сварки труднее, они формируют крупнозернистый шов довольно низкой прочности, который требует дополнительной закалки. Все остальные типы титановых сплавов относятся к промежуточной категории, к ним применяют штыковую, точную или роликовую технику сварки.
В общем случае сварка титановых элементов выполняется под действием постоянного электрического тока прямой полярности.
При этом сила тока пропорциональна толщине скрепляемых заготовок, а также размеру поперечного сечения присадочной проволоки и калибру используемых электродов — она может варьироваться от 90 до 200 А. Детали толщиной 2 мм соединяют при подаче тока параметром 90 А, а для заготовок 3-4 мм потребуется ток в 130-140 А, элементы толщиной 10 мм нуждаются в максимальном режиме работы от 160 до 200 А. Обращаем внимание на то, что при проведении любых работ лучше всего использовать минимальный ток из всех возможных. Напряжение во всех случаях одинаково — от 10 до 15 В.
При работе используют неплавящиеся вольфрамовые электроды. Еще до начала сварочных работ их затачивают под углом 30-40 градусов, при этом, чем больше будет угол заточки, тем будут меньше параметры сплавления.
При интенсивной эксплуатации электрода требуется его повторная заточка сразу же, как он затупится. Лучше всего использовать электроды с содержанием оксида лантана, поскольку их несущая способность намного выше, чем у изделий из вольфрама. Соответственно, шов будет в меньшей степени загрязнён вольфрамом, будет чище и прочнее.


Любая сварка требует использования присадки, которая представляет собой проволоку особого химического состава. Проволоку отжигают под вакуумом для полного выведения водорода, который зачастую имеется в сплаве. Кроме того, необходимо защитить материал от окислов. Подготовленную проволоку до начала работ можно хранить в герметично закрытых емкостях не больше 5 суток. При сваривании металла толщиной менее 1,5 мм проволоку использовать необязательно — такой шов будет более прочным даже без присадки.

Технология и режимы сварки
Для формирования долговечного, надежного шва надо специальным образом подготовить свариваемые поверхности. Для начала следует снять оксидную пленку – для этого заготовку следует тщательно очистить от загрязнений и обезжирить с обеих сторон на удалении не менее 20 см от линии будущего шва. Выполнять эти манипуляции нужно в защитных перчатках и кузнечном фартуке, в противном случае потожировые пятна попадут с рук и одежды на свариваемые поверхности, и это ухудшит качество работ.


После этого элементы обрабатывают протравкой, для этого смешивают 35 частей соляной кислоты, 65 частей обычной воды и 50 г натрия фторида.

Раствор прогревают до 60 градусов и обрабатывают поверхности около 10-15 минут.
После этого приходит очередь механической обработки, которая сводится к шлифовке поверхности наждаком No12 и металлизированными щетками, это помогает полностью удалить все трещины.
Аналогичным образом обрабатывают сварочный пруток — лишь после этого можно переходить непосредственно к привариванию титановых сплавов.
В ходе проведения сварочных работ обычно выдерживается постоянная скорость движения электронов, тем самым достигается непрерывность подачи присадки. На этом этапе нужно задать такой режим работы, при котором скорость электрода составляет примерно 2-2,5 мм в секунду. Очень важно придерживаться точности движений, свести к минимуму уводы электродов в сторону и их колебания — в процессе работы электрод должен прикасаться к шву по направлению снизу вверх так, чтобы сварка выполнялась «вперед углом» исключались поддувы.
В ходе сварочного процесса, а также примерно в течение 50-60 секунд после выключения горелки нужно продолжать подачу защитного газа на шов до тех пор, пока температура нагрева шва не опустится до отметки ниже 400 гр.
Режим работы необходимо задать таким образом, чтобы газ аргон в месте сварочных работ расходовался со скоростью 58 л/мин, а на внутренней стороне сварочного шва — 2 л/мин.
Чтобы варить титановые трубы, потребуется герметизация их концов, для этого используется инертный газ, обычно аргон либо гелий, его закачивают внутрь через специальный насос.
При отсутствии специализированного сварочного аппарата в домашних условиях приварить трубы из этого металла не представляется возможным. Единственно доступной технологией является стыковая конденсаторная сварка заготовок из металла марки BT1-ВТ2, диаметр поперечного сечения которой не превышает 20-23 мм с толщиной стенок не больше 1,5 мм. Такие элементы можно приваривать друг к другу исключительно в огнезащитной газовой среде и только конденсаторным методом при повышенном заряде, напряжение которого установлено на отметке 850- 2100 B.
Контроль качества
Сформированный в результате сварки шов должен обязательно иметь серебристый оттенок. Не допускается наличие трещин и пор. Желтый цвет шва свидетельствует об умеренном качестве сварки, такой уровень качества считается удовлетворительным. В то время как все остальные цвета — коричневый, ярко-золотистый, сероватый, фиолетовый, синий или даже голубой прямо указывает на то, что технология работ было грубо нарушена, а материал шва включает недопустимые примеси, которые образовались при контакте атмосферного воздуха с раскалённым титаном.


Подобное соединение будет непрочным и при минимальном давлении разрушится.
Деформации также связаны с тем, что титан имеет родство с кислородом. При прогреве до 500 гр. в сплаве начинается бурное взаимодействие этого металла с азотом из воздуха и начинается образование нитритов — всё это повышает прочность сварки, но в то же время, утрачивается её пластичность, шов становится хрупким и покрывается трещинами.
Одним из самых распространенных сварочных дефектов при работе с титаном становится повышенная пористость шва, она является результатом поглощения шовным покрытием водорода, попавшего в сварочную ванну. Во избежание такого дефекта необходимо перед началом сварочных работы основательно почистить и обезжирить все поверхности и обеспечить эффективную защиту самой сварочной ванны, а также остывающего титана от попадания атмосферного воздуха.
Часто встречается образование активного слоя, который от шва начинает переходить к сплошному металлу соединенных деталей. Чтобы избежать такого неприятного явления, необходимо поддерживать вокруг рабочей зоны газовое облако вплоть до момента, когда шов остынет до температуры 400 градусов.
О том, как выглядит сварка титана, смотрите далее.
Сварка титана
Титан — удивительный металл. Он отличается уникальным сочетанием свойств: легкость, прочность, коррозионная стойкость. Кроме того, титан не отторгается тканями человеческого организма. Из титана изготавливают детали самолетов и подводных лодок, элитные велосипеды и протезы. Однако обработка титана, а особенно — его сварка сопряжена с определенными трудностями. Для их преодоления ученые и инженеры разработали и успешно применяют специальные способы сварки титана и его сплавов.

Особенности сварки титана и сплавов на его основе
Титан и его сплавы обладают температурой плавления от 1468 до 1830 ° С. Металл обладает высокой жаропрочностью (до 500 °С ) и высокой коррозионной стойкостью. Эти сплавы можно закалять, если добавить в качестве легирующих присадок хром, марганец или ванадий. При этом пластичность материала падает.
Однако при нагреве до 400 ° С поверхностные слои металла становятся химически активными и стремятся прореагировать с доступными окислителями, прежде всего — кислородом и азотом воздуха. Кроме того, при нагреве свыше 800 °С сплавы проявляют склонность к росту зернистости и пористости. Сварка титана должна происходить в условиях отсутствия газов — окислителей.
Способы сварки титана и его сплавов
Учитывая физико-химические свойства, титан и титановые сплавы сваривают только электродуговой сваркой.
Основные способы сварки титана:
- в газовой среде, с бескислородным флюсовым порошком АН-11;
- электрошлаковый для толстых листов, под флюсом АН-Т2;
- контактный в атмосфере защитных газов.

В ходе работы требуется защищать от окислителей не только рабочую зону, но и оборотную сторону соединения. Поэтому технология сварки титана предусматривает работу в изолированном объеме, заполненном газовой смесью на основе аргона. Дополнительную защиту осуществляют, используя подкладки или сваривая детали встык.
Подготовительные операции
Для получения прочного и долговечного шва необходимо подготовить свариваемые поверхности. Прежде всего, следует удалить пленку из окислов. Для этого детали тщательно зачищают и обезжиривают с двух сторон на расстояние в 20 см от линии шва. Проводить очистку и обезжиривание следует в защитных перчатках, предотвращающих попадание потожировых пятен с рук.
Далее поверхности в течение 10 минут обрабатывают травильным составом — 35 частей соляной кислоты, 65 частей воды и 50 граммов фторида натрия. Раствор нагревают до 60-70 °С.
Следом наступает очередь механической обработки — шлифовки металлическими щетками и наждачкой №12 до полного удаления заусенцев и трещинок. Аналогично следует обработать и присадочную проволоку. Теперь можно приступать непосредственно к сварке титана и его сплавов.
Ручную сварку титана и его сплавов проводят электродами из вольфрама постоянным током обратной полярности. В ходе работ применяют оснастку и дополнительные приспособления, обеспечивающие защиту рабочей зоны и нагретой области, прилегающей к шву, и значительных отрезком остывающего шовного материала. Это специальные удлиненные насадки с соплами для подачи инертных газов, козырьки, перфорированные подкладные пластины с подачей газа и т.д. При соединении трубопроводов трубы заполняют защитным газом изнутри.
Ручная дуговая сварка
Ручная аргонодуговая сварка чаще всего применяется при изготовлении уникальных изделий или в мелкосерийном производстве, а также при выполнении работ высокой сложности, на которые не получается запрограммировать автомат.

Ручная дуговая сварка
При толщине листа до 3 мм зазор следует выставлять от полмиллиметра до полутора, и сваривать можно без добавления присадочной проволоки. При использовании 1,5-миллиметрового электрода и 2-миллиетровой присадочной проволоки сварочный ток для листов толщиной 2 миллиметра выбирают около 100 ампер, а для листов в 3-4 мм — ток увеличивают до 140 ампер.
Электрод ведут прямо, без колебаний, а наклонен он должен быть вперед по ходу шва. Если используется присадочная проволока, то она должна подаваться непрерывно, а электрод ставится перпендикулярно к заготовке.
После завершения шва и отключения электродуги требуется подавать защитные газы еще как минимум полторы — две минуты, чтобы дать возможность последнему участку шва и околошовной зоны остыть до 400 °С. Такая защита препятствует образованию окислов. Окислившийся шов легко отличим по цвету:
- высококачественный шов — желтый (соломенный);
- окислившийся – серо- черный, с переходом в синеву.
Автоматическая сварка
Автоматическая сварка проводится электродами из вольфрама с применением постоянного тока.
Если используется неплавкий электрод, то рекомендуется применять прямую полярность. Рекомендованный диаметр сопел горелки, подающих защитный газ, должен быть в пределах 12-15 мм.
Розжиг и гашение дуги выполняют не на самой детали, а на расположенных рядом с началом шва планках. Это связано с тем, что в начале и конце работы дуги в ходе переходных процессов возможны броски напряжения, могущие вызвать проплавление основной детали.
Режимы аргонодуговой сварки титана
При сварке титана аргоном работают с металлом толщиной от 0,8 до 3 миллиметров.
Параметры сварки зависят от толщины листа:
Режимы сварки титана под флюсом
При этом методе линия шва посыпается толстым слоем флюсового порошка. Облако инертных газов образуется по мере сгорания флюсового порошка в пламени электродуги и прикрывает как сварочную ванну, так и околошовное пространство.

Схема сварки под флюсом
Метод позволяет работать с более толстыми деталями – до 5 мм для стыковых и угловых соединений, а при сварке внахлест — только до 3 мм. Ток при этом используется от 250 до 330 ампер, рабочее напряжение — 24-38 вольт. Данный метод обеспечивает повышенную скорость сварки — от 40 до 50 метров в час (почти метр в минуту).
Электрошлаковая сварка титановых сплавов
Этот способ применяется реже, но позволяет достигнуть высокой эффективности при соединении заготовок из титановых сплавов с добавлением алюминия и олова. Метод весьма энергоемкий, применяются трехфазные сварочные источники. Сварочные токи достигают полутора тысяч ампер.
Применяются пластинчатые электроды сечением 12×60 мм. Они позволяют получить высококачественный шов, причем шовный материал по своим основным механическим параметрам близок к материалу деталей.

При работе данным методом не рекомендуется использовать плавкие электроды из легированных сплавов, ввиду чрезмерного насыщения прессованного материала сварочными газами.
Контактная сварка титана
При контактной сварке электроды не используются для разжигания дуги, их назначение — только подвести электрический ток к рабочей зоне. Дуга разжигается непосредственно между небольшими зонами деталей, сближаемых между собой под давлением электродов. Метод применяется для сварки относительно тонких листов проката в ходе изготовления сосудов, корпусов и т.п.
Контактная сварка бывает:
- стыковая;
- точечная;
- шовная, или роликовая;
- конденсаторная
По данным исследований, наилучшая скорость оплавления при работе с крупными заготовками должна составлять 2-3 мм/с. Повышение скорости вызывает понижение прочностных характеристик шва, несмотря на аргонную защитную атмосферу.
В ходе подготовки к сварочным работам кромки заготовок следует отфрезеровать или зачистить абразивными материалами. Необходимо также тщательно обезжирить как линию шва, так и околошовную зону до 20 см. Поскольку титан имеет низкую теплопроводность, он склонен перегреваться. Поэтому значение осадки устанавливается на 10-20% выше, чем для конструкционных сталей.
Режимы стыковой сварки титана
Сварочные режимы определяются, прежде всего, площадью сечения свариваемых заготовок. Метод позволяет сваривать детали сечением от 150 до 10 000 мм 2 . При этом остальные характеристики варьируются в зависимости от сечения:
Точечная сварка титана
Этот метод позволяет получить негерметичное соединение листового металла до 4 мм толщины. Она широко применяется для корпусов механизмов и защитных кожухом, для сборки различных опорных рамок и т.п. Электрод должен быть достаточно прочным, чтобы выдерживать большое усилие сжатия листов. Для сварки протяженных швов с целью повышения производительности используется несколько электродов, расположенных с тем же шагом, что и точки шва.

Режимы точечной сварки титана определяются толщиной проката:
Шовная роликовая сварка титана
данный способ используется для создания герметичных сварных соединений. Используются электроды в виде силовых роликов, которые катятся вдоль лини шва и сжимают листы заготовок друг с другом. На них периодически подают мощные импульсы тока с тем расчетом, чтобы зоны проплавления, имеющие овальную форму, перекрывали друг друга на 10-15% . Цепочка таких точек сварки и образует непрерывный герметичный шов. Метод позволяет сваривать листы толщиной от 0,2 до 3 мм и весьма популярен при изготовлении герметичных емкостей сосудов низкого давления, таких, как топливные баки, сильфоны и т.п.
Режимы конденсаторной стыковой сварки титановых труб
Конденсаторный метод является подвидом шовной сварки и отличается от него тем, что энергия электрического импульса запасается в батарее, составленной из мощных конденсаторов, и управляющим модулем периодически подается на электроды. Трубные заготовки диаметром до 23 мм с толщиной стенки до 1,5 мм получается сваривать даже без защитной атмосферы, поскольку мощный импульс выжигает окислители в зоне сварки.
Режим сварки также определяется диаметром трубы и толщиной ее стенки. Емкость конденсаторной батареи колеблется от 5 000 до 7000 микрофарад, напряжение импульса — от 800 до 2100 вольт, усилие сжатия — от 8 до 24 кН.
Очень важно соблюдать дистанцию вылета труб из вкладышей (от 1 до 1,8мм), поскольку при его превышении более 2,2 мм происходит смещение торцов и неполный провар шва.
Возможные дефекты при сварке
Одним из наиболее часто встречающихся дефектов является повышенная пористость шва. Он возникает за счет поглощения шовным материалом пузырьков водорода, попадающего в сварочную ванну. Чтобы избежать пористости, следует:
- тщательно зачистить и обезжирить рабочие поверхности;
- обеспечить достаточную защиту сварочной ванны и зоны остывающего металла.
Распространено также образование окисного слоя, переходящего от линии шва к сплошному металлу заготовок. Избежать этого позволяет поддержание защитного газового облака до остывания шва до температуры 400 °С.
Читайте также: