Электрододержатель для контактной сварки
Обновлено: 17.05.2024
Электрододержатели служат для установки электродов, регулирования расстояния между ними, подвода сварочного тока к электродам и отвода тепла, выделяющегося при сварке. Форма и конструкция электрододержателей определяется формой свариваемого узла. Как правило, электрододержатель представляет собой медную или латунную трубу с конусным отверстием для установки электрода. Это отверстие может быть выполнено по оси электрододержателя, перпендикулярно оси или под углом. Часто одна и та же машина может комплектоваться несколькими вариантами электрододержателей для каждого вида электродов — в зависимости от формы свариваемых деталей. В некоторых машинах малой мощности электрододержатели могут совсем не входить в комплектацию, так как их функции выполняют сварочные хоботы.
В машинах стандартной комплектации чаще всего используются прямые электрододержатели (рис. 1), как наиболее простые. В них могут устанавливаться электроды различной формы. В случае сварки деталей больших размеров с ограниченным доступом к месту сварки целесообразно использовать фигурные электрододержатели с простыми электродами прямой формы. Крепятся они в электрододержателях за счет конусной посадки, штифтов или винтов. Удаление электрода из держателя производят легкими постукиваниями деревянным молотком или специальным экстрактором.
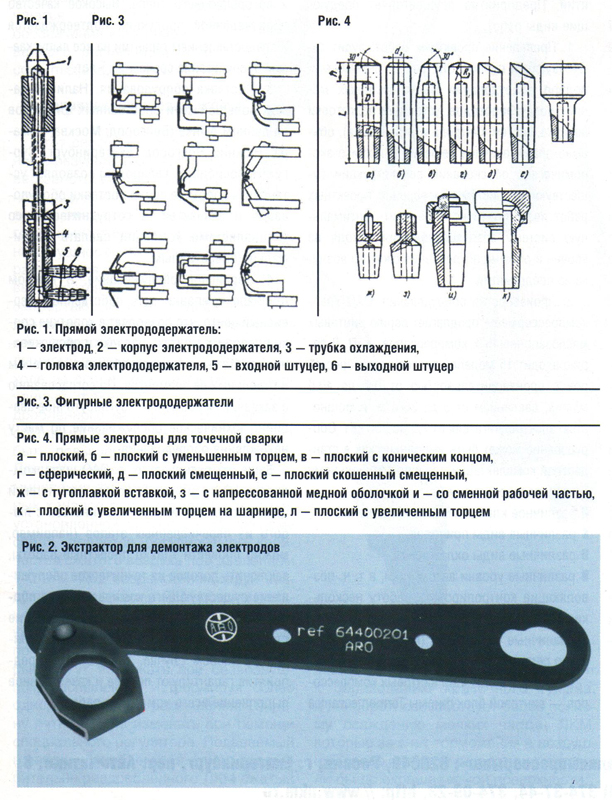
Электроды для точечной сварки
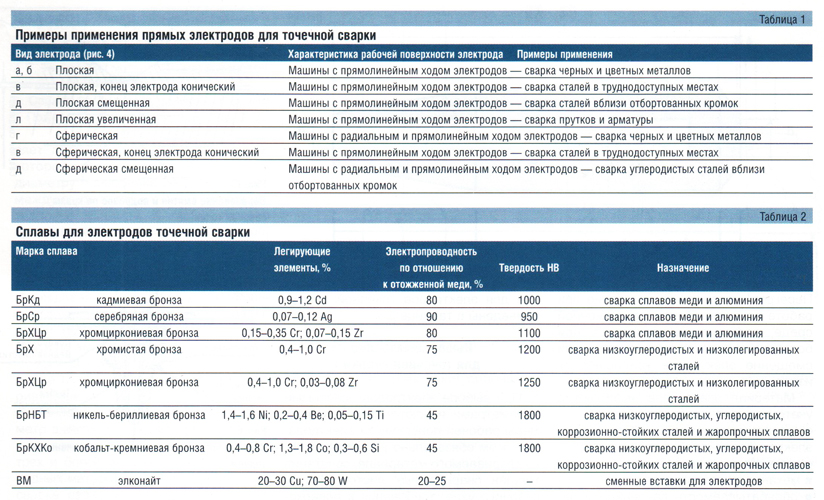
Электроды для точечной сварки служат для сжатия деталей, подвода сварочного тока к деталям и отвода тепла, выделяющегося при сварке. Это один из самых ответственных элементов сварочного контура машины точечной сварки, потому что форма электрода определяет возможность сварки того или иного узла, а его стойкость — качество сварки и продолжительность бесперебойной работы машины. Различают прямые (рис. 4) и фигурные электроды (рис. 5). Некоторые примеры применения прямых электродов приведены в таблице 1. Многие прямые электроды изготавливаются в соответствии с ГОСТ 14111-77 или ОСТ 16.0.801.407-87.
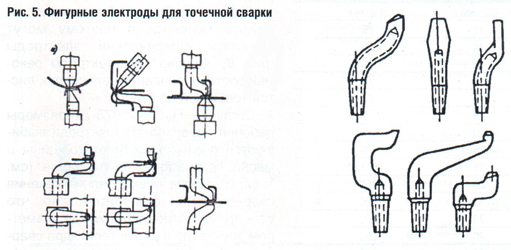
У фигурных электродов ось, проходящая через центр рабочей поверхности, значительно смещена относительно оси посадочной поверхности (конуса). Их применяют для сварки деталей сложной формы и узлов в труднодоступных местах.
Конструкция электродов для точечной сварки
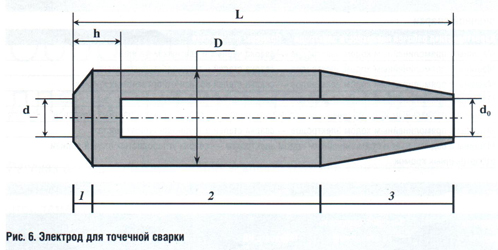
Электрод для точечной сварки (рис. 6) конструктивно состоит из рабочей части (1), средней (цилиндрической) части (2) и посадочной части (3). Внутри тела электрода проходит внутренний канал, в который вводится трубка подачи охлаждающей воды электрододержателя.
Рабочая часть (1) электрода имеет плоскую или сферическую поверхность; диаметр рабочей поверхности dэл или радиус сферы Rэл выбирают в зависимости от материала и толщины свариваемых деталей. Угол конуса рабочей части обычно составляет 30°.
Средняя часть (2) обеспечивает прочность электрода и возможность использования экстракторов или иного инструмента для демонтажа электродов. Производители применяют различные методики для расчета размеров электродов. В СССР согласно ОСТ 16.0.801.407-87 были установлены типоразмерные ряды:
Dэл = 12, 16, 20, 35, 32, 40 мм
L = 35, 45, 55, 70, 90, 110 мм
В зависимости от максимального усилия сжатия машины:
Где: Fэл — максимальное усилие сжатия машины (даН).
Посадочная часть (3) должна иметь конусность для плотной установки в электрододержатель и предотвращения протечек охлаждающей воды. Для электродов диаметром 12-25 мм конусность составляет 1:10, для электродов диаметром 32-40 мм — конусность 1:5. Длина конусной части не менее 1,25Dэл. Обрабатывают посадочную часть с чистотой не ниже 7-го класса (Rz1,25).
Диаметр внутреннего канала охлаждения определяется расходом охлаждающей воды и достаточной прочностью электрода на сжатие и составляет:
Расстояние от рабочей поверхности электрода до дна внутреннего канала в значительной степени влияет на эксплуатационные характеристики электрода: стойкость, ресурс работы. Чем меньше это расстояние, тем лучше охлаждение электрода, но тем меньше переточек может выдержать электрод. По опытным данным:
Тугоплавкие вставки из вольфрама W или молибдена Мо (рис. 4ж) запрессовываются в медные электроды или припаиваются серебросодержащими припоями; такие электроды применяют при сварке оцинкованных или анодированных сталей. Электроды со сменной рабочей частью (рис. 4и) и с шаровым шарниром (рис. 4к) применяют при сварке деталей из разных материалов или разнотолщинных деталей. Сменная рабочая часть изготавливается из вольфрама, молибдена или их сплавов с медью и крепится к электроду накидной гайкой. Применяются также стальные или латунные электроды с напрессованной медной оболочкой (рис. 4з) или медные электроды со стальной подпружиненной втулкой.
Материалы для электродов точечной сварки
Стойкость электродов — их способность сохранять размеры и форму рабочей поверхности (торца), противостоять взаимному переносу металла электродов и свариваемых деталей (загрязнение рабочей поверхности электрода). Она зависит от конструкции и материала электрода, диаметра его цилиндрической части, угла конуса, свойств и толщины свариваемого материала, режима сварки, условий охлаждения электрода. Износ электродов зависит от конструкции электродов (материал, диаметр цилиндрической части, угол конуса рабочей поверхности) и параметров режима сварки. Перегрев, оплавление, окисление при работе во влажной или коррозионной среде, деформации электродов при больших усилиях сжатия, перекос или смещение электродов усиливают их износ.
Материал электродов выбирают с учетом следующих требований:
- электропроводность, сравнимая с электропроводностью чистой меди;
- хорошая теплопроводность;
- механическая прочность;
- обрабатываемость давлением и резанием;
- стойкость к разупрочнению при циклическом нагреве.
По сравнению с чистой медью сплавы на ее основе имеют в 3-5 раз большую стойкость к механическим нагрузкам, поэтому для электродов точечной сварки с их, казалось бы, взаимоисключающими требованиями применяют сплавы меди. Легирование кадмием Cd, хромом Сr, бериллием Be, алюминием Al, цинком Zn, цирконием Zr, магнием Мg не снижает электропроводность, но повышает прочность в нагретом состоянии, а железо Fe, никель Ni и кремний Si повышают твердость и механическую прочность. Примеры использования некоторых медных сплавов для электродов точечной сварки приведены в таблице 2.
Выбор электродов для точечной сварки
При выборе электродов основными параметрами являются форма и размеры рабочей поверхности электрода. При этом обязательно учитывают марку свариваемого материала, сочетания толщин свариваемых листов, форму сварного узла, требования к поверхности после сварки и расчетные параметры режима сварки.
Различают следующие виды формы рабочей поверхности электрода:
- с плоскими (характеризуются диаметром рабочей поверхности dэл);
- со сферическими (характеризуются радиусом Rэл) поверхностями.
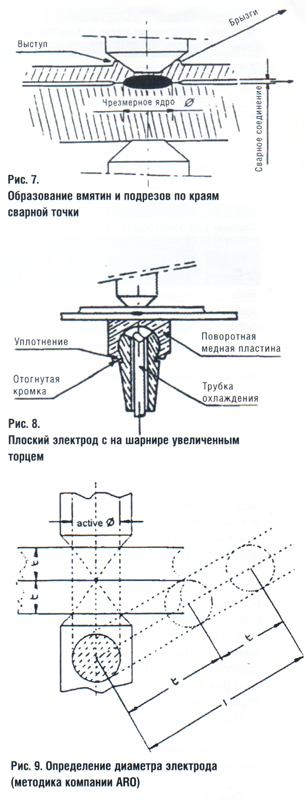
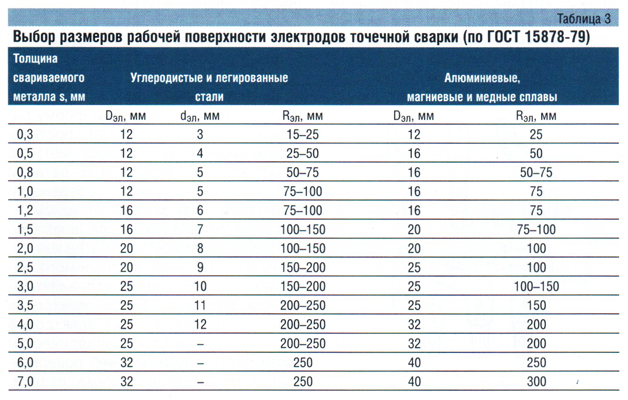
Электроды со сферической поверхностью менее чувствительны к перекосам, поэтому их рекомендуют к применению на машинах радиального типа и подвесных машинах (клещах) и для фигурных электродов, работающих с большим прогибом. Российские производители рекомендуют использовать для сварки легких сплавов только электроды со сферической поверхностью, что позволяет избежать вмятин и подрезов по краям сварной точки (см. рис. 7). Но избежать вмятин и подрезов можно, применяя плоские электроды с увеличенным торцом. Такие же электроды на шарнире позволяют избежать перекоса и поэтому могут заменить сферические электроды (рис. 8). Однако эти электроды рекомендуются в основном для сварки листов толщиной ≤1,2 мм.
Где t — номинальная толщина свариваемых листов.
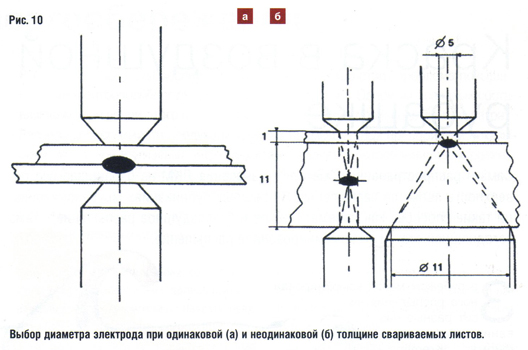
Наиболее сложно рассчитать диаметр электрода при неравной толщине свариваемых листов, сварке пакета из трех и более деталей и сварке разнородных материалов. Очевидно, что при сварке разнотолщинных деталей диаметр электрода должен выбираться относительно более тонкого листа. Используя формулу для расчета диаметра электрода, которая пропорциональна толщине свариваемого листа, формируем фиктивный проводник с сужающимся диаметром, который, в свою очередь, перемещает пятно нагрева к точке контакта этих двух листов (рис. 10).
При одновременной сварке пакета из деталей выбор диаметра рабочей поверхности электрода делается по толщине наружных деталей. При сварке разнородных материалов с разными теплофизическими характеристиками меньшее проплавление наблюдается у металла с меньшим удельным электрическим сопротивлением. В этом случае со стороны детали из металла с меньшим сопротивлением применяется электрод с большим диаметром рабочей поверхности dэл или изготовленный из материала с большей теплопроводностью (например, из хромистой бронзы БрХ).
Валерий Райский
Журнал «Оборудование: рынок, предложение, цены», № 05, май 2005 г.
Оборудование для контактной сварки (электрододержатели и электроды для точечной сварки)
Держак для электродов точечной сварки, чертеж ручки для сварки аккумуляторов + обзор альтернативных вариантов

Продолжаем тему контактной сварки. Решил попробовать ручку для электродов. Две медные полосы, две отдельные пружины на полосы, фиксированное расстояние между электродами, микрик для автоматической сработки в конце нажатия. В целом ручка годная, можно брать. Хотя, как всегда, есть варианты дешевле — хуже и дороже — лучше.
Я заказывал у другого продавца, на 5$ дороже, по этому информация о доставке наверное не актуальна.
В комплекте всех этих ручек идет два шестигранных ключа, 4 болта под внутренний шестигранник, шайбы и провод для разъема микрика. Не понятно, зачем идет 4 болта — вполне достаточно двух, может быть запасные, если один сорвется. Но вряд ли кто-то, кроме меня, будет снимать и ставить ручку по 10 раз за день.
Корпус ручки видимо фрезерован из какого то пластика, на странице этого продавца (видимо производитель) есть интересное видео создания более дорогой ручки.
Корпус состоит из двух половин, в нем фрезерованы пазы под пружины, провода, микрик и т. д.
Внутри есть один микрик — он срабатывает при нажатии ручки до конца. В комплекте идет провод, с 2-контактным разъемом 3.5мм, длина провода 1 метр. Время срабатывания микрика не регулируется, но можно регулировать жесткость пружин, тогда микрик будет срабатывать на разном давлении на ленту.
Две пружины лежат в пазах, их поджимают две квадратные гайки. Для регулировки в комплекте идет шестигранный ключ, регулировка возможна даже когда ручка установлена для сварки. Винты немного мешают, но регулировать можно.
Интересно, что некоторые мелкие гайки и винты сделаны с нержавейки. Гайки крепления электродов, винты и гайки, скрепляющие половинки, винты с гайкой, для поджатия пружин магнитятся очень слабо.
Этим же шестигранником разбирается крепление электродов. Мне понравилась эта версия ручки потому, что я могу ставить электроды от 1мм до 4мм, Держатель электродов — просто две медные пластины, скрученные вместе и прикрученные к основным токонесущим полосам.Просто отверстия насквозь, болты и гайки. В меди нет резьбы — можно просто поменять гайки с винтами, если что. Между этими пластинами фрезерованы отверстия 1мм и 3мм, в комплекте стоят электроды 1.5мм и я ставил 3.5мм без проблем.
Сами основные пластины 4мм Х 15мм, то есть сечение 60мм, я думаю этого вполне достаточно для сварки аккумов. Вверху пластин отверстия D8, то есть соединение с сваркой надежное. Никаких винтов сбоку, как в ручке ZBU (ее обзор). Но Геннадий тоже перешел на нормальное болтовое крепление на новых версиях.
В общем пластины ходят внутри пластиковой ручки, жесткость пружин можно менять, микрик срабатывает по одной пластине. При большом желании можно поставить и второй микрик, подсоединить их последовательно. Но я думаю, что если ставить ручку не косо, то будет работать и с одним. Но в более дорогой ручке стоит два микрика.
И в дорогой версии ручки для сварки есть светодиод, который светит в место сварки. В плате таймера на педаль/микрик идет 5 в, в эту ручку тоже можно встроить светодиод, запитать его от микрика и рассчитать на 5В, я думаю что будет работать.
В общем я попробовал варить.
Была проблема, что у меня провода выходили параллельно и мне не было удобно подключать эту ручку. У меня наконечники проводов выглядели I I а на ручке — -- и мне пришлось загнуть наконечники буквой Г. Тогда все подсоединилось. Но, опять же, я не смог использовать гайки, которые шли в комплекте, по этому я ставил мои гайки барашками. Болты под шестигранник как раз в тему, обычны болты с большой шляпкой мешали бы разъему. И так разъем встает вплотную. Ну и маленькие головки болтов позволяют регулировать жесткость пружин.
Пробовал варить стандартными электродами, сразу прожег дырку в ленте — слабый прижим. Это есть в видео на 10.40 Потом отрегулировал-прижал пружины и стало варить нормально. Электроды немного липнут. Поменял один электрод на кусок провода ВВГ2.5 — ничего не поменялось, так что похоже стандартные электроды это просто куски меди.
Дальше я взял медную моножилу, зажал ее в дремель и довел до заточки карандаша на шкурке.
Получилось два электрода диаметром 3.5мм. Они варили и сильно прилипали, пока я не затупил наконечник электрода, тогда они перестали прилипать.
Минутное видео сварки разными электродами.
Для тех, кому лень читать, все это и еще кое что есть в видео:
Чертеж, размеры, внутрянка
Электрододержатели для контактной сварки
Помимо поставки готовых электродов от ведущих производителей из Европы, «Специальные Материалы» предоставляют услуги по изготовлению электрододержателей по индивидуальным проектам. Материалами выступают AERIS 1330 (аналог БрХЦр) и AERIS 1335 (аналог БрНБТ). Эти бронзовые сплавы по ряду параметров превосходят российские марки как сырье для электрододержателей.
Конструкция и материал электродержателя напрямую влияет на качество и производительность сварочных работ, на безопасность и удобство их проведения. Поэтому при изготовлении электрододержателей мы строго придерживаемся чертежей, предоставляемых клиентом. Высокотехнологичное оборудование, импортированное из Германии, позволяет нам выпускать компоненты для сварочной техники высочайшего качества.
«Специальные Материалы» по запросу проводят консультации по техническим вопросам, оказывают помощь в подборе материалов.
Функции и конструкции электрододержателей
Базовая роль приспособления — удерживание электрода в нужном положении. Однако у него есть и другие задачи:
- подача сварочного тока в рабочую зону;
- регулировка расстояния между электродами;
- отвод тепла, выделяющегося в процессе сварки.
Форма и конструкция подбираются под параметры свариваемого узла. В стандартном виде держатель — это труба из бронзы, в которой выполнено конусное отверстие под крепление электрода. Посадочное отверстие может быть расположено так, чтобы направлять стержень вдоль или перпендикулярно оси электрододержателя (либо под углом к нему). Нередко сварочная установка снабжается несколькими держателями под различные электроды. Нужный вариант выбирается исходя из формы свариваемых деталей. Как правило, преимущественно при работе используются прямые держатели. Фигурные приспособления необходимы, если проводится сварка большеразмерных деталей в ограниченном пространстве.
Поставки выполненной на заказ продукции выполняются по всей России, а также в страны СНГ и Балтии. 25-летний опыт в организации логистики позволяет нам проводить доставку быстро и с соблюдением всех юридических формальностей.
Преимущества электрододержателей от «Специальных материалов»
Оформляя заказ в нашей компании, вы получите держатели для электродов с улучшенными характеристиками:
- пониженный расход электродов (экономия до 25% благодаря минимальной длине остающегося огарка);
- прочное крепление электрода и сварочного кабеля;
- минимум времени на установку электрода (операция выполняется одной рукой и способствует повышению производительности труда);
- простое подсоединение кабеля;
- наименьший возможный вес;
- упрощение сварки в труднодоступных местах;
- надежное изолирование токоведущих узлов;
- общая безопасность сварочных работ.
Материалы для держателей электродов — сплавы AERIS 1330 и AERIS 1335, которые по механическим и физическим свойствам прекрасно подходят под задачу.
Для приема заказа в работу и его успешного выполнения «Специальные Материалы» предварительно запрашивают у клиентов чертеж электрододержателя. В нем необходимо предоставить информации о марке сплава и требуемых характеристиках изделия.
Электроды для контактной сварки
Компания Специальные Материалы, маркетинговая служба группы немецких заводов, поставляет как высококачественные бронзовые сплавы, так и готовые электроды для контактной сварки из этих сплавов и тугоплавкие металлы, а именно:
Наша компания изготавливает на станках с ЧПУ электроды для контактной сварки сетки (EVG), контактной сварки цепей (Wafios), роликовой контактной сварки стальных листов (Dalex), точечной контактной сварки (Tecna) и многих других.
В зависимости от вида контактной сварки мы можем дать следующие рекомендации:
— AERIS 1330 (БрХЦр / CuCr1Zr): стандартный сплав для производства большинства электродов любого типа сварки, в особенности — для точечной и шовной сварки роликами покрытых и непокрытых стальных листов. Типичная твёрдость данного сплава 160−170 HB при электропроводности порядка 79% IACS
- AERIS 1335 (БрНБТ /
CuCoNiBe): шовная сварка роликами листов из нержавеющей стали, рельефная сварка, например, гаек и других толстостенных металлических частей, сварка сетки в производстве, например, торговых корзинок и тележек, электрододержатели для колпачковых электродов, находящихся под большой нагрузкой, контактные вилки/губки для машин стыковой сварки оплавлением и др. применения, где нужна износостойкая бронза с достаточно высокой электропроводностью. Типичная твёрдость данного сплава 260−270 HB при электропроводности порядка 49% IACS
— AERIS 1340 (БрНХК / CuNiSiCr): электроды для рельефной и шовной сварки стали, поршни для литья под давлением. Типичная твёрдость данного сплава 200−210 HB при электропроводности порядка 38% IACS
— AERIS 1325 (БрХ / CuZr): точечная сварка оцинкованных стальных листов в стандартных условиях. Типичная твёрдость данного сплава 125 HB при электропроводности порядка 50% IACS
Мы готовы произвести по Вашему запросу-чертежу любой электрод из высококачественного бронзового сплава марки AERIS 1335, который успешно себя зарекомендовал в сварке сетки, труб и прочей продукции. Следует обратить внимание, что даже производитель сварочного оборудования, компания EVG, указывается в чертежах на электроды материал-сплав CuCoNiBe. CuCoNiBe — это химический состав сплава марки и AERIS 1335.
Наша компания производит электроды контактной сварки для различных машин:
(EVG (Австрия), IDEAL (Германия),(Dalex, Германия), SCHNELL (Италия),
AWM (Италия), CLIFFORD (ЮАР), Schlatter (Германия, Швейцария), TELWIN (Италия)
2. Российских
Линия ЛТС-1000К1, Линия ЛТС-1000К2, Линия ЛТС-1500Р2, Линия ЛТС-2000К2, МТМ-1000К1−3,МТМ-1000К1−4, МТМ-2000К1−1, ЛТС-2000К2А, ЛТС-2000К2А-1, ЛТС-2400Р2, ЛТС-2650К2, ЛТС-3000К2,МТМ-2000К1, MTM-780K1, МТМ-1650К1, МТМ-2000К1Б, МТМ-2350К1, КМС-3000К1, МТМ-2×200К1,МТМ-300К2, МТМ-300К2А, ПОЛУАВТОМАТ МНОГОЭЛЕКТРОДНОЙ КОНТАКТНОЙ СВАРКИ КОНДУКТОРНОГО ТИПА ПМК-1000,МТ-1229Л, МТ-1928Л, МТ-2024Л, МТ-2103Л, МТ-3001Л и др.
Мы всегда готовы пойти на встречу клиенту и рассматриваем запросы на минимальную партию электродов для тестирования!
Читайте также: