При появления сварочного тока отключение осциллятора
Обновлено: 12.06.2024
Кравцова Виталия Николаевича.
Представленные конструкции уникальны
и разработаны только автором
Сварочные осцилляторы
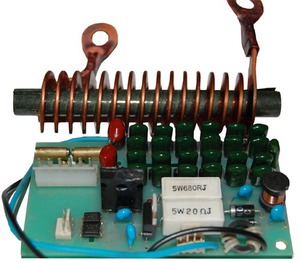
В домашнем хозяйстве мастерового хозяина всегда найдётся сварочный аппарат . Как правило, это обычный трансформатор мощностью около 3 кВт , со вторичной обмоткой из медной или алюминиевой шины с сечением 25 … 30 мм2 и напряжением холостого хода 60 … 70 В . Для сварки применяются электроды переменного тока , которые стали относительно дефицитными . Более предпочтительными являются электроды постоянного тока , но увы …. Сварочный аппарат постоянного тока , работающий от однофазной сети пока достаточно редок . Причина тому - необходимость использования мощного дросселя , габариты которого соизмеримы с самим сварочным трансформатором . Кроме того , обязательными являются дорогие мощные диоды , установленные на больших радиаторах . Масса такого аппарата чуть не в два раза больше обычного . Конечно , массу сварочного аппарата можно уменьшить - для этого применяют трансформаторы и дроссели меньшей мощности и обмотки с меньшим сечением , а затем обдувают мощным вентилятором . Для улучшения обдува обмоток трансформатор и дроссель располагаются в закрытом с боков корпусе , с торца которого установлен мощный вентилятор , воздушный поток которого проходит в зазоре между обмотками и железом и выходит с другого торца . Но существует способ , который позволяет удерживать сварочную дугу при использовании электродов постоянного тока на сварочных аппаратах переменного тока . Для этого на дугу подаётся мощный короткий импульс напряжением около 200 В , сдвинутый относительно начала полупериода примерно на 15 . 20 градусов . Такое устройство называется сварочным осциллятором . Автором разработано несколько таких устройств . Схему одного из устройств можно посмотреть здесь .
Схема устройства очень проста , не содержит активных элементов , а поэтому очень надёжна . Выход осциллятора подключается параллельно сварочной цепи , а сетевой шнур непосредственно на сетевые клеммы сварочного трансформатора . Категорически не допускается подключать сетевой шнур осциллятора не к сварочному трансформатору , а в сетевую розетку - в этом случае , при отключении сварочного трансформатора от сети , не отключив осциллятор , можно получить поражение электрическим током , т.к. на сетевой обмотке возникают очень мощные импульсы напряжением в несколько тысяч вольт . При работе с осциллятором требуется соблюдать особую осторожность . При смене сварочного электрода обязательно выключать устройство. С помощью предлагаемого осциллятора и сварочного аппарата переменного тока можно вести сварку не только обычными электродами постоянного тока , но и электродами для нержавейки , а также использовать оборудование в аппарате аргоновой сварки . Схема устройства очень проста , но имеет определённые недостатки - это опасность поражения электрическим током и отсутствие возможности плавно и стабильно изменять угол включения тиристоров для подбора оптимального режима сварки. Сопротивления резисторов в цепи управляющих электродов тиристоров подбираются экспериментально , чтобы угол открытия не превышал 20 градусов - в противном случае эффективность поддержания дуги будет снижена. Работу с осциллятором можно несколько обезопасить , если применить схему с автоматическим отключением импульса при отсутствии дуги. Для контроля наличия дуги применяют трансформатор тока , через который подаётся сварочный ток. Осциллятор включается автоматически при появлении тока сварки и отключается при его исчезновении через 2 …3 сек. Переменным резистором можно регулировать фазу появления мощного импульса , что позволяет оптимизировать горение сварочной дуги . Схему устройства можно посмотреть здесь . Автором было разработано несколько вариантов осциллятора. Наиболее удачная схема приведена в публикации . К сожалению , печатная плата этого варианта не сохранилась , но плату одного из вариантов можно посмотреть здесь . Этот осциллятор уже можно подключать к сети через отдельную сетевую розетку . необходимо лишь правильно его сфазировать. При правильной фазировке должен светиться светодиод « фазировка» , в противном случае осциллятор запускаться не будет . Следует иметь в виду , что из-за больших токов на выходе осциллятора недопустима замена тиристоров на менее мощные , кроме того , максимально допустимое напряжение тиристоров должно быть не менее 800 В , лучше 1000 и более . Может также понадобиться подбор тиристоров по минимальной утечке и максимальному напряжению. Автором были изготовлены несколько таких осцилляторов , которые применяются в аппаратах аргоновой сварки . Устройства оказались достаточно надёжными и эффективными .
Кроме обычных сварочных аппаратов , в последнее время часто используют сварочные полуавтоматы с автоматической подачей сварочной проволоки и углекислого газа в зону сварки . Сварочная проволока диаметром около 1 мм и медным покрытием подаётся в зону сварки специальным двигателем с регулируемой скоростью протягивания . Напряжение на выходе сварочного трансформатора обычно находится в пределах 18 … 25 В , т.е. не достигает напряжения зажигания дуги у обычных сварочных трансформаторов , ток же может быть более 100 А . Обычно проволока протягивается двумя подпружиненными валиками , которые через редуктор подключаются к валу двигателя . Подача углекислого газа начинается на несколько секунд раньше подачи проволоки и сварочного тока . Пуск процесса сварки производится нажатием кнопки выключателя на специальном сварочном держателе . Конструкция механики аппарата достаточно сложна и целесообразней в конструкции использовать готовые узлы от промышленных аппаратов , а электрическую схему сделать самому . Один из вариантов схемы такого аппарата можно посмотреть здесь . Несколько упростив схему , исключив из неё узлы задержки подачи углекислого газа и регулятора скорости протягивания сварочной проволоки , а также подняв напряжение на выходе сварочного трансформатора до 60 В , можно использовать конструкцию для изготовления сварочного аппарата постоянного тока с электронной регулировкой сварочного тока .
При появления сварочного тока отключение осциллятора
Сварочные осцилляторы
В домашнем хозяйстве мастерового хозяина всегда найдётся сварочный аппарат . Как правило, это обычный трансформатор мощностью около 3 кВт , со вторичной обмоткой из медной или алюминиевой шины с сечением 25 … 30 мм2 и напряжением холостого хода 60 … 70 В . Для сварки применяются электроды переменного тока , которые стали относительно дефицитными . Более предпочтительными являются электроды постоянного тока , но увы …. Сварочный аппарат постоянного тока , работающий от однофазной сети пока достаточно редок . Причина тому - необходимость использования мощного дросселя , габариты которого соизмеримы с самим сварочным трансформатором . Кроме того , обязательными являются дорогие мощные диоды , установленные на больших радиаторах . Масса такого аппарата чуть не в два раза больше обычного . Конечно , массу сварочного аппарата можно уменьшить - для этого применяют трансформаторы и дроссели меньшей мощности и обмотки с меньшим сечением , а затем обдувают мощным вентилятором . Для улучшения обдува обмоток трансформатор и дроссель располагаются в закрытом с боков корпусе , с торца которого установлен мощный вентилятор , воздушный поток которого проходит в зазоре между обмотками и железом и выходит с другого торца . Но существует способ , который позволяет удерживать сварочную дугу при использовании электродов постоянного тока на сварочных аппаратах переменного тока . Для этого на дугу подаётся мощный короткий импульс напряжением около 200 В , сдвинутый относительно начала полупериода примерно на 15 . 20 градусов . Такое устройство называется сварочным осциллятором . Автором разработано несколько таких устройств, схема одного из них приведена на рисунке
Схема устройства очень проста , не содержит активных элементов , а поэтому очень надёжна . Выход осциллятора подключается параллельно сварочной цепи , а сетевой шнур непосредственно на сетевые клеммы сварочного трансформатора . Категорически не допускается подключать сетевой шнур осциллятора не к сварочному трансформатору , а в сетевую розетку - в этом случае , при отключении сварочного трансформатора от сети , не отключив осциллятор , можно получить поражение электрическим током , т.к. на сетевой обмотке возникают очень мощные импульсы напряжением в несколько тысяч вольт . При работе с осциллятором требуется соблюдать особую осторожность . При смене сварочного электрода обязательно выключать устройство. С помощью предлагаемого осциллятора и сварочного аппарата переменного тока можно вести сварку не только обычными электродами постоянного тока , но и электродами для нержавейки , а также использовать оборудование в аппарате аргоновой сварки . Схема устройства очень проста , но имеет определённые недостатки - это опасность поражения электрическим током и отсутствие возможности плавно и стабильно изменять угол включения тиристоров для подбора оптимального режима сварки. Сопротивления резисторов в цепи управляющих электродов тиристоров подбираются экспериментально , чтобы угол открытия не превышал 20 градусов - в противном случае эффективность поддержания дуги будет снижена. Работу с осциллятором можно несколько обезопасить , если применить схему с автоматическим отключением импульса при отсутствии дуги. Для контроля наличия дуги применяют трансформатор тока , через который подаётся сварочный ток. Осциллятор включается автоматически при появлении тока сварки и отключается при его исчезновении через 2 …3 сек. Переменным резистором можно регулировать фазу появления мощного импульса , что позволяет оптимизировать горение сварочной дуги . Схему такого устройства можно посмотреть на следующей странице:
Защита инвертора от осциллятора
При работе с аппаратами электродуговой сварки возбуждение электрической дуги осуществляется соприкосновением электрода и заготовки. Не всегда зажечь дугу удается с первого касания.
Иногда для возбуждения дуги касание приходится заменять неоднократным постукиванием, чтобы пробить непроводящий слой окисла на поверхности заготовки.
Выполнение тонких сварочных работ с цветными металлами производится на малых токах, усугубляющих нестабильность зажигания дуги. Для решения проблем подобного рода используется так называемый осциллятор. Его используют при сварке в среде аргона, которая как раз и применяется к цветным металлам и сплавам.

Принцип работы
Осциллятор предназначен для бесконтактного розжига сварочной электрической дуги и поддержания ее стабильности в процессе дальнейшей работы. Прибор является дополнением к используемому аппарату электродуговой сварки, и может располагаться в одном корпусе с ним. Можно сделать осциллятор для сварки своими руками, и подключить его отдельно, улучая условия работы.
Основная идея применения осциллятора заключается в следующем. На электрод обычного сварочного аппарата поверх номинального напряжения сварки накладываются импульсы повышенного напряжения и частоты.
Амплитуда импульсов достигает 3000 – 6000 Вольт, частота – от 150 до 500 кГц. Эти высокочастотные импульсы имеют очень малую длительность, мощность сигнала составляет 200 – 300 Ватт.
Такая мощность импульсов слишком мала, чтобы они могли служить генератором сварочного тока, их роль заключается в кратковременном электрическом пробое воздушного промежутка.

Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Нажимает кнопку, которая обычно располагается в удобном месте держателя электрода (или горелки, как называют держатель электрода в аргонодуговых аппаратах), запуская осциллятор.
Электрические импульсы высокой частоты напряжением несколько киловольт мгновенно ионизируют воздушный промежуток, который при этом пробивается тонким разрядом. Поскольку ионизированный воздух становится электропроводящим, по нему начинает протекать сварочный ток основного аппарата, то есть, загорается полноценная сварочная дуга.
Далее в процессе работы импульсы, генерируемые осциллятором, поддерживают горение основной сварочной дуги в моменты, когда возникают предпосылки для ее гашения.
Например, ошибочное движение руки сварщика, случайно увеличившее воздушный промежуток, не приводит к немедленному гашению дуги, и процесс может продолжаться.
Устройство
Таким образом, применение осциллятора для сварки позволяет повысить стабильность работы сварочного аппарата и качество выполняемой работы за счет обеспечения следующих возможностей:
- дистанционный розжиг электрической дуги;
- сохранение устойчивости дуги при случайном изменении величины воздушного зазора.
Основными элементами осциллятора являются: трансформатор, обеспечивающий повышение сетевого напряжения 220 Вольт до 3 – 6 кВ, колебательный контур, генерирующий колебания высокой частоты, а также искровой промежуток.
Очень часто осцилляторы используются совместно с аппаратами аргонодуговой сварки, поскольку именно такими аппаратами производятся работы с цветными металлами. В этом случае, включение прибора синхронизируется с клапаном, открывающим каналы подачи аргона.
Подключение
Схема подключения осциллятора к основному сварочному аппарату зависит от конструкции прибора. Прежде всего, осциллятор должен быть подключен к питанию 220 Вольт.
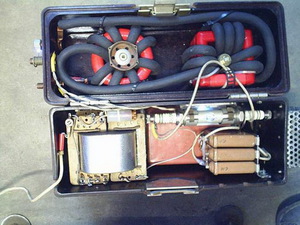
Подключение к сварочному аппарату может быть двух типов: параллельное и последовательное. На рисунке ниже представлены варианты подключения осциллятора, а также пример компоновки прибора, выполненного в виде отдельного блока.
При параллельном подключении, выводы осциллятора присоединяются к сварочному электроду и заготовке. При последовательном варианте, осциллятор включается в разрез кабеля, питающего сварочный электрод.
Можно найти большое количество схем и описаний этого полезного прибора, пользуясь которыми, его несложно сделать своими руками. Устройство не содержит дорогих и дефицитных деталей и доступно для исполнения человеку с начальными познаниями в электротехнике.
Применение
Основное применение данного прибора, как уже было сказано выше, относится к сварке цветных металлов, хотя и не ограничивается этой сферой. Описываемое устройство с успехом может применяться в сочетании со сварочными аппаратами любого типа.
Использование осциллятора с трансформатором для сварки переменным током, позволяет устранить недостатки этого вида сварки, порождающие нестабильное горение дуги.
Более того, в этом варианте становится возможным кроме штатных электродов, использовать при сварке электроды, предназначенные для работы с постоянным током.
Это расширяет технические возможности сварочных трансформаторов переменного тока и позволяет с их помощью выполнять сварочные соединения, по качеству не уступающие тем, которые выполнены сваркой на постоянном токе.
Использование осциллятора для работы с инвертором дает возможность производить сварочные работы с меньшими значениями токов, следовательно, работать с более тонкими и деликатными заготовками.
Осциллятор, предназначенный для сварки алюминия, часто сочетается с аппаратом аргонодуговой сварки. Алюминий является одним из самых «капризных» цветных металлов, не прощающих сварщику малейшей ошибки.
Он склонен к разбрызгиванию и быстрому сквозному прогару благодаря низкой температуре плавления. По этой причине, именно для работы с этим металлом актуально применение технологий, позволяющих работать малыми токами с высокой стабильностью сварочной дуги.
Примеры схем
Если есть желание сделать осциллятор самостоятельно, то стоит обратить внимание на самые простые схемы.
На приведенной ниже схеме представлен аппарат непрерывного действия, поэтому подключение к сети осуществляется исключительно через трансформатор. Чтобы собрать данную схему, не придётся использовать дорогостоящие элементы.
Недостатком является выбор тиристоров. Их надо подбирать, что называется, методом «тыка», пробовать, при каких тиристорах сварочная дуга наиболее устойчива.

Вторая схема самодельного осциллятора для сварки так же достаточно проста и лишена недостатков предыдущей. Собрать по ней устройство можно с минимальными навыками в монтаже электросхем.

На третьей схеме более подробно представлены элементы сборки.

При сборке надо помнить о технике безопасности, поскольку устройство работает с большими токами.
В общем, есть сварочный инвертор для ручной дуговой сварки и сварочный осциллятор последовательного включения. Задача – организовать их совместную работу (чтобы дуга зажигалась без соприкосновения электрода с изделием). Проблема – для их совместной работы необходима так называемая развязка, то есть устройство для защиты инвертора от высокого напряжения. Вопрос – из чего сделать эту самую развязку?
Если подключить параллельно выводам инвертора нихромовую спираль от электроплиты на 220 вольт, этого будет достаточно, чтобы инвертор не пробило?
. гм. Осциллятор для трансформаторного сварочника.
kolli написал :
Если подключить параллельно выводам инвертора нихромовую спираль
, то закоротите осциллятор и толку ноль. По моему не стоит возится с этим осциллятором. Где-то в теме про ресанту встречалось самодельное устройство для повышения напряжения на клеммах инверторного сварочника, поищите.
Немного не в тему , но .
Делал типа осциллятора (где-то здесь нашел схемку)из катушки зажигания вазовской девятки , коммутатора и блока аварийного зажигания , на ферритовом сердечнике от кинескопа монитора наматывал примерно 20 витков(может и вру , но сколько влезло) провода 16 квадратов в виниловой изоляции и 30-40 витков под высоковольтную обмотку и разрядник – с электрода и правда на полмиллиметра била искорка , но улучшения поджига китайского ММА-переменника не заметил , пока не принёс его из гаража на работу , где сеть хорошая . Алюминевая китаёза зажигает просто замечательно сама по себе без приблуд . Живёт сейчас китаец Фубаг ТР200 на работе в подвале , где повариваю мелочь для себя и так , что где отвалится в прикреплённом за мной хозяйстве – уже не раз выручало .

Осциллятор для сварки является важным прибором для проведения подобных работ в различных промышленных производствах. Также может применяться и в домашнем хозяйстве. Однако не всегда стоит приобретать подобные устройства, хотя спрос на них велик. Ведь можно без проблем сделать осциллятор своими руками.
Принцип действия прибора
Вне зависимости от того, куплен ли осциллятор для инвертора или сделан самостоятельно, его основное предназначение состоит в создании стабильной работы сварочной дуги. Частота прибора — 50 герц при номинальном напряжении 220 вольт. Выходные же параметры могут изменяться до 300 тысяч герц и 2500 вольт. Такая работа осциллятора создает импульсы периодом до нескольких десятков микросекунд. Сходные параметры работы, когда ток высокой частоты проходит в сварочную цепь, обусловлены высокой мощностью от 250 до 350 ватт.
Из чего состоит осциллятор
Изготовленный своими руками сварочный прибор имеет возможности, которые соответствуют осуществлению сварочных работ на производстве или в домашних условиях. Применяя его, можно произвести сварку алюминия и других похожих по свойствам металлов.
Основные электрические составляющие данного аппарата:
- Разрядник;
- Катушки дросселей;
- Стандартный и высокочастотный трансформатор;
- Колебательный контур.
Контур, который создается с участием конденсатора и трансформатора высокой частоты, позволяет создавать затухающие искры. При этом конденсатор защищает само устройство и работника от воздействия электричества и возникающих в результате травм. При пробое электрическая цепь размыкается специальным предохранителем.
Порядок изготовления осциллятора
Если вам предстоит сваривать преимущественно алюминиевые детали, то можно изготовить сварочный агрегат своими силами. Монтаж осуществляется одной из наиболее известных схем:
- Для начала подбирается надежный трансформатор, который способен обеспечить увеличенную подачу напряжения от стандартных 220 до 3000 вольт;
- Затем необходимо произвести установку разрядника, который будет пропускать искру;
- После чего следует присоединение еще одного важного элемента. Таковым является колебательный контур с блокировочным конденсатором, который способен генерировать высокочастотные импульсы, чтобы добиться необходимых показателей.

Осциллятор готов к работе, его основным элементом является колебательный контур. Обязательным должно быть наличие блокировочного конденсатора. Все это помогает создать необходимые импульсы. В результате сварочная дуга обладает стабильностью и процесс ее зажигания становится проще.
Процесс работы достаточно простой. После запуска начинает загораться разрядник, создающий частотные импульсы. За это ответственнен высоковольтный трансформатор. Высокомагнитное поле появляется через дугу, затем преобразовывается с помощью катушки, изготавливаемой путем наматывания сварочного кабеля. Плюс идет на горелку, а минус на деталь, в результате газ будет поступать через клапан в горелку. Начинается процесс сварки.
Перед созданием такого устройства следует внимательно ознакомиться с чертежами. Даже начальные познания в электротехнике вкупе с навыками конструирования помогут без серьезных проблем изготовить данный осциллятор. Еще важно соблюдать технику безопасности и помнить о вероятности поражения электрическим током.
Особенности изготовления
Если планируется использование аппарата исключительно в домашнем хозяйстве, то можно изготовить инверторный осциллятор самостоятельно, поскольку у производителя такие приборы весьма дорогие. Необходимо также обладать опытом сборки подобных устройств и знаниями электричества.
Немаловажным является грамотная эксплуатация устройства, ибо при несоблюдении техники безопасности можно получить серьезные травмы. Тщательно подойдите к сборке техники, выбирайте исключительно такие компоненты, которые подходят по своим характеристикам. Соблюдение всех рекомендаций значительно облегчает сборку осциллятора в домашних условиях. Достаточно наличия соответствующих инструментов и деталей.
Осциллятор для сварки является важным инструментом как на производстве, так и в домашнем быту. С его помощью обеспечивается стабильная и сильная дуга, помогающая сваривать различные алюминиевые конструкции. Знание соответствующих разделов физики и электротехники облегчает в соответствующей степени работу и создание подобных устройств. При этом нельзя забывать и о грамотной эксплуатации осциллятора, ведь есть вероятность получить травмы при поражении электрическим током. Удачного создания сварочных осцилляторов!
Приставка TIG (осциллятор, возбудитель дуги) к любому сварочному аппарату

Назначение осциллятора – зажечь и стабилизировать сварочную дугу вне зависимости от условий сварки. Причем этот прибор одинаково эффективен на сварочных аппаратах как постоянного, так и переменного тока. Принцип действия основан на искровой генерации затухающих колебаний.
Схема осциллятора достаточно сложна с точки зрения техники настройки. Однако работает она по простым законам физики.
Основа прибора – повышающий трансформатор, работающий на стандартно низкой частоте. Со вторичной обмотки снимается напряжение порядка 2000-3000 вольт.
Далее вступает в работу колебательный контур, формирующий ток высокой частоты. Внутренние обмотки переходят в режим высокочастотного трансформатора. Частота преобразования 150-200 кГц, при этом напряжение поднимается до 6000 вольт.
Высоковольтный осциллятор, что это и как работает смотрите в этом видео
Вторичные характеристики говорят о безопасности осциллятора. Мощность составляет не более 250 Вт, а продолжительность эффективных импульсов – не более 10-30 микросекунд. При этом дуга возбуждается, а при контакте с человеком не протекает ток, опасный для жизни.
Важно! Зная эту особенность осцилляторов, многие сварщики легкомысленно подходят к соблюдению техники безопасности. Это недопустимо – преобразователь может дать сбой, и оператор получит электрическую травму.
Большинство осцилляторов, представленных в магазинах, имеют схожее строение и состоят из выпрямителя, конденсаторов (накапливающих заряд), источника питания, отдельного узла (отвечающего за генерирование электрического импульса) с колебательным контуром и разрядником, блока управления, датчика напряжения и повышающего трансформатора. В моделях для работы с аргоном также есть газовый клапан.
По способу возбуждения дуги, есть два варианта работы осцилляторов
Непрерывного действия
Интегрированы в блок питания сварочного аппарата. Возбуждение дуги происходит за счет приложения тока высокой частоты непосредственно к силовым кабелям аппарата. После чего не важно, какой ток выдаст основной блок питания. Дуга все равно остается стабильной.
Импульсного действия
Подключаются последовательно к силовым кабелям. Система не такая сложная, нет необходимости в монтаже дросселей, шунтирующих высокое напряжение и защищающих сварочный аппарат. Эффективно работает со сварочниками переменного тока. Дуга стабильно горит при смене направления тока в каждом полупериоде.
Общий элемент – блокировочный конденсатор. Он подобран таким образом, что через него свободно протекает ток высокой частоты (формируемый осциллятором), а стандартный ток с блока питания блокируется. Эта схема гарантирует гальваническую развязку между осциллятором и трансформатором блока питания.
Прибор не просто генерирует электрический импульс, он изменяет входящее напряжение, повышая его частоту и вольтаж. Весь этот процесс занимает секунду. Давайте подробнее остановимся на принципе работы осциллятора.

Сначала запускается электрическая цепь путем нажатия на кнопку горелки. Выпрямитель выравнивает поступающий ток, переводя его в однонаправленное состояние. Затем ток накапливается в конденсаторах. Впоследствии ток высвобождается и попадает в колебательный контур. Именно здесь повышается вольтаж. Если прибор предназначен для сварки аргоном, то одновременно открывается газовый клапан.
Образуется тот самый импульс, с виду напоминающий молнию. Он связывает конец электрода и поверхность свариваемого металла. К металлу предварительно подсоединяют кабель массы. Вот и все! Сварочный аппарат, включенный в эту цепь, позволяет сварить детали. А осциллятор сварочный (например, модель ОССД 300 или ОП 240, ОП 400) обеспечивает стабильное горение дуги.
Сварочный осциллятор своими руками
Убедившись в полезности этого прибора, вы обязательно пожелаете его приобрести. Однако стоимость хорошего осциллятора может превысить цену вашего сварочного аппарата.
При постоянной занятости в роли сварщика, покупка целесообразна, поскольку устройство оптимизирует работу и ускоряет процесс сварки. А если вы расчехляете свой трансформатор несколько раз в году – имеет смысл изготовить самодельный осциллятор.
Подробно как сделать самодельный сварочный осциллятор — видео
Он будет не таким эффективным, как заводской, но качество дуги вырастает в разы. Особенно если у вас не очень качественные электроды.
Как самому изготовить прибор
При наличии определенных знаний и практических навыков работы с электроникой, изготовить осциллятор для инвертора самому не составит особого труда. Вариантов устройства может быть несколько, поэтому, выбирая наиболее подходящую схему, нужно обязательно определиться с условиями работы и другими исходными данными.

Как правило, учитываются следующие факторы:
- Целевое назначение аппаратуры. Желательно максимально точно определиться, с каким материалом придется работать. У каждого металла имеются свои особенности, которые учитываются при составлении схемы.
- Основные параметры тока и напряжения: переменный или постоянный, характеристики сетевого напряжения и т.д.
- Величина допустимой электрической мощности. Определяется мощностью входа обычных цепей, не превышающей 250 Вт. Увеличение этого показателя, неизбежно повлечет за собой повышение стоимости деталей и всего прибора в целом.
- Значение создаваемого вторичного напряжения, обычно, не более 3 кВт.
В домашнем хозяйстве чаще всего требуется сварка алюминиевых заготовок. Поэтому нужно выбирать схему, наиболее полно обеспечивающую именно этот вид работ. Вначале нужно выбрать подходящий трансформатор, способный повысить напряжение с обычных 220 до 3000 В.
На следующем этапе устанавливается разрядник, пропускающий искру. Далее производится включение в схему колебательного контура. В нем обязательно должен присутствовать блокировочный конденсатор, обеспечивающий генерацию импульсов высокой частоты. С его помощью прибор обретает все необходимые показатели. Сварочной дуге придается стабильность, а ее зажигание значительно упрощается.
По завершении сборки проверяется работоспособность готового устройства. Вначале выполняется пуск, вызывающий запуск разрядника и создание высокочастотных импульсов с помощью повышающего трансформатора. После возникновения дуги появляется мощное магнитное поле, которое попадает в катушку с обмоткой из толстого провода. Здесь это поле преобразуется в электрический ток, подключаемый плюсом к горелке, а минусом – к заготовке. В эту же горелку поступает газ, проходящий через специальный клапан и начинается сварка.
Осциллятор для инвертора своими руками
Есть опробованная схема, для изготовления которой не придется разыскивать дефицитные детали. Несмотря на простоту исполнения – качество дугообразования ненамного хуже заводских аналогов.

Осциллятор подсоединяется к выходам силовых проводов (электрод и масса). Поскольку данная схема непрерывного действия – подключение параллельное. Можно установить плату внутри сварочного аппарата, соблюдая экранирование от импульсного блока питания. Если есть подходящий корпус – монтаж выполняется в виде отдельного блока.
Важно! Подключение к сети осуществляется только через трансформатор. Иначе, при отключении основного аппарата, осциллятор останется под напряжением. Это опасно.
После сборки схемы, ее необходимо настроить. Калибровка производится по состоянию и устойчивости дуги. Качество дугообразования настраивается подбором номинала тиристоров.
Еще один пример самодельного осциллятора для инвертора — видео.
Дроссель Др 1 наматывается вручную. На кольцо R40 х 25 х 80 из феррита с магнитной проницаемостью М2000НМ, накручивается провод сечением 2,5 квадрата. Трансформатор Т 1 лучше использовать готовый. Отлично подходит строчный трансформатор от старых телевизоров с кинескопом. Например, ТС180-2.
Выключатель S1 размыкает высоковольтную дугу. Для безопасной смены электрода он должен быть разомкнут.
При подключении осциллятора невозможно угадать «полярность» (ноль-фаза). Для контроля правильности соединения используется индикатор МТХ-90. Он должен светиться.










Как использовать домашнее оборудование начинающим
Применение самодельного осциллятора для электродуговой сварки деталей из алюминия и иных материалов требует соблюдения следующих правил:
- Приборы могут использоваться как в помещениях, так и на открытых участках. При наличии осадков устройства нельзя применять на улице.
- Диапазон рабочих температур оборудования составляет -10…+50 °С. Применять осциллятор можно при влажности воздуха не более 95%.
- Устройства применяются при атмосферном давлении 85-105 кПа.
- Нельзя включать приборы в запыленных и загазованных помещениях, подвергать элементы устройства воздействию агрессивных веществ, способных разрушать металл и изоляцию.
- Разрешается работать только с заземленными приборами. Перед началом сварки проверяют правильность подключения осциллятора к электрической цепи, осматривают контакты.
- Демонтировать защитный корпус можно только после отсоединения оборудования от сети.
- На поверхностях прибора не должно присутствовать следов пыли, коррозии или нагара. При появлении загрязнений элементы аппарата зачищают наждачной бумагой.
Дополнение для инвертора
В таком случае вместе с основной техникой безопасности соблюдают следующие правила:
- В процессе сварки регулярно проверяют работоспособность блокировочного конденсатора. При повреждении этой детали оператор рискует получить электротравму.
- Настраивают и регулируют аппарат только в отключенном от сети состоянии. Это же касается процесса очищения поверхностей от нагара.
- Постоянно контролируют частоту импульсов. Она не должна быть более 40 мкс.

Для плазмореза
Осциллятор настраивают в соответствии с параметрами режущего устройства, в сочетании с которым он будет работать. Тиристоры подбирают опытным путем, ориентируясь на устойчивость дуги. При работе с устройством особо тщательно соблюдают технику безопасности.
Прибор непрерывно подает импульсы, поэтому ток на контактах остается даже после отключения от сети.
Осциллятор для плазмореза делаем своими руками
Для розжига плазмы в резаке достаточно напряжения 20000 вольт постоянного тока. Поэтому подойдет искровой осциллятор. Чтобы не создавать сложный повышающий трансформатор, проще использовать банальный умножитель напряжения. Сила тока не имеет значения. Схема компактная, и выполняется буквально из бросовых деталей времен СССР.

Осциллятор для плазмореза — видео рекомендации.
Важно! При намотке высоковольтного трансформатора обязательно обеспечьте изоляцию между обмотками. Несмотря на малую мощность, 20 к Вольт легко «прошьют» первичку, и выведут трансформатор из строя.
Чтобы витки обмотки не вибрировали под нагрузкой, трансформатор пропитывается эпоксидной смолой.
Накопительный конденсатор – капризная часть схемы. После перебора нескольких вариантов, лучше всего показал себя «кондер» от стартера для люминесцентных ламп.
Избежание частых ошибок
Исключить возникновение проблем в работе самодельного прибора помогает соблюдение следующих рекомендаций:
- При сборке простых схем удерживать стабильную дугу удается не всегда. Причиной неисправности является низкое напряжение в электрической сети. Исключить возникновение сбоев в работе сварочного агрегата помогает установка автотрансформатора.
- Не стоит экономить на дросселе. Разрядник подает ряд затухающих высокочастотных колебаний с напряжением 1000 В. Не имеющая дросселя вторичная обмотка принимает до 50 В. Из-за этого возникает короткое замыкание. Поступающий от сети ток начинает нагревать трансформатор. Чтобы сварочный аппарат не вышел из строя, устанавливают дроссель.
- При формировании обмотки используют изолирующие прокладки, пропитывают жилы бакелитовым лаком.
- Безопасной считается частота тока в 150-300 кГц. Если человек становится проводником, ток не влияет на работу внутренних органов, однако вызывает поверхностные ожоги. Избежать возникновения травмоопасной ситуации помогает правильное заземление.
- Колебательный контур должен быть оснащен блокировочным конденсатором.

Перед сборкой рекомендуется проконсультироваться со специалистом, который выяснит, является ли выбранная схема безопасной.
Схема управления плазморезом и осциллятором

При замыкании стартовой кнопки S3 включается схема блока питания инвертора плазмореза. Одновременно подается питание на схему осциллятора.
Время его работы определено разрядом конденсатора С5. Затем закрываются транзисторы Т7 и Т8, питание осциллятора прекращается. Цикл длится 2-3 секунды, за это время дуга плазмореза становится устойчивой.
После размыкания кнопки S3 конденсатор С5 перезаряжается, и система готова к повторному циклу запуска плазмотрона.
Взаимодействие с инвертором
Принцип действия аппаратуры, стабилизирующей работу инвертора, состоит в дополнительной подаче высокого напряжения к электроду. Оно поступает периодически, вместе с основным выходным напряжением самого сварочного агрегата. Напряжение поступает в виде импульсов, имеющих характерную амплитудную модуляцию. Их параметры могут достигать 6 кВ, а частота находится в пределах 150-500 кГц.
Продолжительность сформированных импульсов незначительная, поэтому они отличаются очень маленькой скважностью, вполне достаточной для получения необходимой мощности – до 300 Вт. Их воздействие приводит к образованию кратковременного электрического пробоя между деталью и электродом, повышающего надежность контакта. Осциллятор запускается в тот момент, когда электрод приближается к металлу примерно на 5 мм. Под действием электрических импульсов воздушный промежуток ионизируется, после чего возникает мгновенный разряд.
Осциллятор из катушки зажигания
Наиболее доступная схема выполняется на автомобильной катушке зажигания.

Однако характеристики бобин не совсем подходят для такой цели. Поэтому требуется тщательный подбор остальных элементов схемы. Можно использовать несколько комбинаций из тиристоров, пока вы не убедитесь в уверенном возбуждении дуги. Несмотря на соблазн изготовить простой осциллятор – это не самая лучшая схема.
Схема осциллятора для сварки алюминия
Алюминий требует особых условий для сварки, особенно тяжело разжечь на нем качественную дугу. Снова требуется осциллятор, способный преобразовать переменный ток частотой 50Гц в приемлемые для сварки 1500 Гц.
Как и остальные приборы, осциллятор для сварки алюминия подключается параллельно инвертору

или работает с последовательной схемой

Вывод: В зависимости от интенсивности использования вашего сварочника, вы можете приобрести осциллятор заводского исполнения, или выбрать одну из предложенных схем.
Как работает осциллятор
Подобные устройства могут иметь различные варианты сборки, но все они предназначены для одной цели — возбуждать сварочную дугу между концом электрода и поверхностью изделия на расстоянии 5 мм, без физического прикосновения материалов. Достигается это за счет размещения осциллятора между источником сварочного тока и горелкой с вольфрамовым электродом. Вместо последнего может находиться держатель для сварки покрытыми электродами.
Суть процесса заключается в модернизации входящего напряжения переменного характера с частотой 50 Гц в импульсы высокой частоты и короткой длительности. Они накладываются на сварочный ток, и активно участвуют в розжиге дуги. Осциллятор для сварки, в большинстве вариантов схем, работает в следующей последовательности:
Это очень удобно для сварки алюминия или легированных сталей, где требуется точность начала шва, а механическая зачистка следов от касания электрода оставляет лишние следы. Изготовление осциллятора своими руками может быть упрощено до нескольких узлов. Тогда, при обрыве сварки, требуется запускать действие бесконтактного поджига вручную, повторно нажимая кнопку на горелке.
Что такое осциллятор для сварки

Когда сварщику предстоит работа с высоколегированной сталью, он выбирает постоянный ток и электроды с соответствующим покрытием. Для нержавеющей стали подходит вольфрамовый расходник. Алюминий сваривают аппаратом переменного тока. материалы могут меняться в зависимости от условий работы и состава металла. Стабильным остается только один фактор: необходимость розжига дуги. Зачастую сделать это непросто, поскольку многие металлы покрываются слоем защитной пленки, которая препятствует контакту между электродом и стыком. Для решения проблем розжига электрической дуги разработали специальное устройство.
Розжиг электродуги
Для работы с электродуговой сваркой требуются навыки. И речь идет не только о самом процессе формирования шва. Уже на начальном подготовительном этапе нужно иметь некоторый опыт, чтобы подготовить устройство к работе и, как минимум, разжечь электрическую дугу. Она генерируется в результате взаимодействия противоположных полюсов электрической цепи. Одним из них выступает электрод, а другим – поверхность, а точнее сказать стык двух заготовок.
Воздух является отличным изолятором. К примеру, чтобы электрический разряд смог пробить воздушную «подушку» толщиной 1 сантиметр, потребуется разница потенциалов между катодом и анодом в 30 тысяч вольт. Такое не под силу даже наиболее совершенным и навороченным инверторам. Поэтому единственно приемлемым вариантом розжига электрической дуги остается плотный контакт с последующим умеренным удалением электрода от рабочей поверхности.
Подобные манипуляции совершить «с ходу» не получится. Требуется хотя бы немного попрактиковаться. Даже опытные сварщики не дают гарантии, что дугу удастся поджечь с первого раза. Существует много объективных (и субъективных тоже) факторов, которые влияют на результат. Учесть их и предвидеть все очень непросто.
Часто сварщик выполняет серию постукиваний электродом о металл, пытаясь разрушить образовавшийся во время работы слой окисла. Чаще всего подобные трудности возникают при работе с заготовками из цветных металлов. Учитывая то, что для работы с цветметом необходим ток малой силы, то становится очевидным тот факт, что генерировать стабильную электрическую дугу становится сложнее.
Избежать проблем с розжигом дуги позволяет специальное устройство, которое называется осциллятором. Оно применяется как дополнительное устройство источника питания при аргонодуговой сварке. Но использовать его могут только опытные специалисты. Необходимо знать тонкости подключения и эксплуатации оборудования.
Что такое осциллятор
Осциллятор – это генератор, вырабатывающий высокочастотный ток, связывающий анод и катод при сварке без контакта между ними. В рабочую схему данная установка подключается между держателем и источником напряжения сварочного аппарата. Существуют варианты, которые интегрируются в сборку оборудования для сварки металла. Осцилляторы функционируют по таким схемам:
- генерируют короткий импульс, который способен возбудить сварочную дугу без физического контакта анода и катода. Со стороны это будет выглядеть как разряд небольшой молнии, которая перемещается по направлению от электрода к рабочей поверхности. После достижения поверхности заготовок (при условии, что масса подключена) устанавливается устойчивый контакт в виде электрической дуги. Импульс носит кратковременный характер и затухает сразу же после розжига дуги;
- постоянно поддерживать высокое напряжение, которое фактически накладывается на сварочный ток. Благодаря этому сохраняется стабильность сварочной дуги и непрерывно выполняется сварка деталей.
Благодаря подключению осциллятора в схему работы сварочных аппаратов обеспечивается дистанционный розжиг дуги. Ее стабильность поддерживается на протяжении всего процесса сварки. Она остается статичной величиной даже при изменяющемся расстоянии между расходным материалом и рабочей поверхностью. Большинство осцилляторов обладают схожим устройством и состоят из таких узлов:
- выпрямитель;
- источник питания;
- блок конденсаторов для накопления заряда;
- блок управления;
- узел с разрядником и колебательным контуром, предназначенный для генерации импульса;
- повышающий трансформатор;
- датчик напряжения;
- газовый клапан (в аргонодуговых инверторах).
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Включение осциллятора в комплект оборудования сварщика дает возможность разжигать дугу бесконтактно. Это не только заметно облегчает работу сварщика, но плюс к этому экономит его время и обеспечивает стабильность работы оборудования. В большинстве случаев такие установки применяются как обособленные элементы, но иногда встречаются сварочные аппараты с интегрированными осцилляторами. То есть источник тока и сам прибор заключены в одном корпусе.
Основное задача устройства генерирования высокочастотного импульса заключается в том, чтобы изменить характеристики входящего напряжения. Повышается частота, напряжение и уменьшается длительность импульса. Его длительность не превышает одной секунды. Схема работает по такому принципу (на примере аргонодугового инвертора):
- После нажатия расположенной на горелке кнопки замыкается электрическая цепь.
- На входе находится выпрямитель, который делает ток однонаправленным.
- В конденсаторах накапливается напряжение, которое необходимо для генерации разряда.
- Освобожденный ток поступает на контур, который состоит из конденсатора и катушки индуктивности. Он отвечает за формирование определенного числа колебаний.
- Ток проходит по обмотке первичного, а затем вторичного контура повышающего трансформатора. В этот момент повышается вольтаж.
- Освобождается импульс.
- Параллельно открывается газовый клапан.
- В результате импульса образуется разряд, который замыкает цепь между электродом и поверхностью свариваемых деталей. Важно, чтобы до этого кабель массы был подключен.
- После того, как по мостику из разряда начинает протекать сварочный ток, импульс затухает. Сварочный аппарат работает в штатном режиме согласно предварительно выставленных настроек.
- Когда электрод удаляется от поверхности металла и сварочная дуга гаснет, осциллятор в течении 4 секунд продувает горелку аргоном.
Для чего применяется
Осцилляторы чаще всего применяются при сваривании цветных металлов. Когда возникает необходимость в соединении меди, алюминия или нержавеющей стали, устройство позволяет быстро возбудить электрическую дугу, избежав утомительного чирканья электродом о поверхность заготовок.
Устройство очень удобно применять, когда требуется точно положить шов. Специалист подводит вольфрамовый наконечник до края стыка, после чего требуется нажать кнопку возбуждения электрической дуги и опустить маску. Благодаря осциллятору шов будет одинаковым как вначале, так и посредине стыка. Помимо этого, не потребуется постобработка от следов прикосновения электрода, которые обязательно образовались бы в процессе розжига дуги. Оборудование устанавливается на аппараты плазменной резки и дает возможность сразу начать разделывание металла.
Еще используется осциллятор при работе с тонколистовым металлом. Чтобы заготовки не прожигались, сварщики выставляют на инверторах низкое значение тока. Помимо того, что с такими параметрами разжечь дугу сложно, так она еще и гаснет при малейшем отклонении электрода от сварочной ванны. Подключение осциллятора в схему позволяет упростить работу, получить на выходе стабильную дугу и ее беспроблемный розжиг вначале.
Разновидности
Использовать осциллятор можно по-разному в зависимости от вида работ и типа устройства. Общим для всех вариантов оборудования является необходимость преобразования тока до значений в 3000-5000 В и повышение частоты до 150-500 Кгц. Основное отличие состоит в продолжительности высокочастотного импульса. По принципу работу устройства бывают двух видов.
Непрерывного действия
Особенность заключается в том, что высокочастотный и сварочный токи суммируются. Дуга поджигается бесконтактным способом. Дуга остается стабильной даже при небольших показателях силы тока. Поражение специалиста электрическим разрядом, а также разбрызгивание расплава исключены. Неважен способ подключения оборудования в схему – параллельный или последовательный.
При последовательном подключении устройство присоединяется к кабелю, подающему напряжение на электрод. Такой вариант включения осциллятора является наиболее востребованным, поскольку наиболее эффективно используются его возможности. Не расходуется энергия на защиту от высокого напряжения. Модели непрерывного действия часто устанавливаются на трансформаторы и инверторы для работы с электродами покрытого типа.
Импульсные
Подключается параллельно и применяется тогда, когда сварочные работы выполняются переменным током. Оборудование должно очень быстро реагировать на смену полярности и именно в этом состоит основная сложность. В таких условиях поддержать дугу, обеспечить стабильность можно только при помощи импульсного высокочастотного тока. Если к сварочному аппарату на переменном токе подключить осциллятор непрерывного действия, то сварочная дуга зажжется без проблем. Но только первый раз. Повторно ее инициировать будет невозможно. Проще говоря устройство сможет выполнить свои функции только частично.
Конденсаторы в схеме необходимы для того, чтобы с максимальной эффективностью и в полном объеме задействовать функционал оборудования. Они копят заряд, который нужен для повторных импульсов – розжига угасшей в процессе формирования сварного шва дуги. Это неизбежно случается каждый раз, когда сварщик отклоняет электрод от сварочной ванны на большое расстояние, разрывающее протекание электрического разряда. Не обойтись в такой установке без обратной связи. Поэтому предусмотрена управляющая схема, которая синхронизирует разряд конденсатора.
Читайте также: