Прямая и обратная полярность при сварке алюминия
Обновлено: 16.05.2024
Разнообразие сталей по химическому составу, толщине изделий является предпосылкой для возникновения многочисленных сварочных технологий. Наиболее широким спектром возможностей характеризуется сварка постоянным и переменным током, для которой разработаны инверторные агрегаты бытового и промышленного назначения. Использование постоянного тока позволяет задействовать больше режимов, таких как прямая и обратная полярность при сварке инвертором. Используя их и подбирая электроды различного состава, можно соединить следующие группы:
- тонколистовое изделие;
- кромки более 5 мм;
- низко-, среднеуглеродистые сплавы;
- низко-, средне-, сильнолегированные стали;
- чугун;
- разнородные металлы, где используется принцип наплавления.
Применение инвертора позволяет изменять полярность тока сварки вручную. Выбор режимов основывается на 3 факторах:
- Состав металла — чем выше углеродный эквивалент (выше легирование углеродом, марганцем, кремнием), тем меньше должен быть нагрев поверхностей.
- Тип электрода, использование флюса: окисление элементов (самая большая степень у углеродных материалов), шлаковый пояс, необходимая мощность для проникновения через шлаковый слой.
- Толщина свариваемых кромок: ориентировочно — до 3 мм и более.

Особенности применения полярности при сварке металла
Важность полярности при сварочных работахВажно! При режиме работы инвертора на прямой полярности запрещено использовать электроды, назначение которых — сварка переменным током
Разница в мощности и распределении электрической дуги определяет большую вариативность в качестве и форме шва. Если проводить аналогию по мощности: прямая полярность при сварке инвертором используется для резки, в то время как с помощью обратной свариваются тонкостенные листы (до 3 мм) или наплавляются новые слои. Обратная полярность — это щадящий режим. Его действие распространяется на бо́льшую площадь, но задействует только верхние слои поверхности. Соответственно, за счет этого быстрее происходит отток тепла: формируется мелкозернистая структура, не успевают образовываться карбиды — что позволяет сохранять оптимальное соотношение пластичности и прочности в легированных сплавах.
Особенности сваривания при прямой полярностиПрямая полярность при сварке обеспечивает устойчивую дугу, что удобно для резки металла с учетом рациональности: небольших элементов деталей, тонколистового железа.
Режим характеризуется усиленным вводом тепла: поток электронов более мощный, поэтому шов получается глубоким и узким. Для сплавов с отличной свариваемостью (углеродный коэффициент до 0,025) отмечают преимущество в структуре околошовной зоны. За счет интенсивного проплавления она куда меньше в размерах, что незначительно сказывается на прочностных свойствах изделия.
Сварка прямой полярностью применяется для большинства металлических деталей (с толщиной кромки не менее 3 мм), в том числе толстостенных.
Технология сварочного процесса при обратной полярностиЭтот режим характеризуется сниженным вводом тепла в сварную ванну: более широким и неглубоким швом.
Используемая полярность при сварке основывается на химическом составе металла, обратная — предназначена для сплавов, у которых температура фазового перехода находится в нижних пределах. Менее интенсивный ввод тепла исключает перегрев расплава и околошовной зоны, переупрочнение сварного соединения, которое разрушается при небольших нагрузках.
Обратная полярность при сварке также используется для разнородных металлов, соединение которых проводится по принципу наплавления. Но применение режима для сваривания толстостенных элементов неуместно из-за малой проплавляемости.

Схема подключения инвертора при прямой и обратной полярности
Какое оборудование использоватьВажно! Менять полярность можно только при работе с постоянным током, для переменного такая рокировка не имеет значения
Полярность при сварке инвертором выбирается и настраивается вручную. Для подключения используются гнезда, выставление полярности проводится следующим образом:
- Прямая — к гнезду со знаком «+» подключаем массу, к знаку «–» — электрод.
- Обратная — в обратном порядке.
Имея лишь общие представления о том, как работает инверторная сварка, ее уже можно применить к большинству существующих изделий. Наличие осциллятора (ГВЧ) в аппаратах позволяет разжигать дугу, не прикасаясь к поверхности металла, что обеспечивает более красивый однородный шов. Единственным ограничением считают применение одного типа дуги, который объединяет в электрическую цепь изделие и электрод.
Заключение
Особенности современных инверторов заключаются в использовании ТВЧ. Основные элементы конструкции — это диодный мост и транзисторы высокой частоты. Все бытовые аппараты функционируют от однофазной сети, не перегружая линию.
Чтобы понять, какие возможности открываются при использовании устройства, желательно изучить принцип работы инверторной сварки. Это позволит вникнуть в саму суть происходящих процессов, расширить спектр выполняемых задач и повысить статус сварщика. На начальном этапе необходимо заручиться информационной поддержкой справочников и инструкцией по эксплуатации, в которой расписано, как выбрать ток для сварки инвертором для наиболее частых случаев. Не лишним будет изучить особенности структуры металлов и сплавов.
Сварка алюминия постоянным током
Существует несколько способов сварки, которые зависят не только от применяемой техники, но и от режимов, которые выставляет пользователь. Если рассматривать использование электросварки, то здесь может возникнуть несколько вариантов, которые зависят от рода тока. Сварка алюминия постоянным током является как раз одной из таких разновидностей. Она используется не так часто, как переменным током, но все же имеет ряд особенностей, которые определяются полярностью. Мастера отдают предпочтение переменному электричеству, так как оно сочетает в себе преимущества обоих полярностей.

Сварка алюминия на постоянном токе обратной полярности

Сварка алюминия аргоном постоянным током
Преимущества- При использовании постоянного тока прямой полярности получается стабильная дуга, которая помогает формировать качественный и ровный шов;
- Если используется постоянный ток для сварки алюминия обратной полярности, то обеспечивается катодной распыление, уничтожающее оксидную пленку.
- Приходится выбирать между стабильной дугой или разрушением оксидов;
- Без разрушения оксидной пленки невозможно достичь высокого качества сварки, так как она обволакивает расплавленный металл, не давая ему нормально соединиться;
- Сложно подобрать параметры оборудования для сваривания конкретной толщины металла при таком режиме работы.
Перед тем как варить алюминий электросваркой требуется в первую очередь разобраться с параметрами оборудования. Специалисты не рекомендуют использовать постоянный ток прямой полярности, так как его недостатки перевешивают преимущества и сварка алюминия электродом с ним получается очень проблематичной. При обратной полярности удается побороть одну из главных проблем свариваемости алюминия, но это не единственная проблема, с которой приходится сталкиваться.

Ток для сварки алюминия

Сварка алюминия аргоном
Материалы и инструмент- Сварочный аппарат, без которого невозможна была бы электросварка алюминия электродом. Он подбирается в зависимости от способа, так как возможно еще применение газа;
- Присадочный материал, в качестве которого могут выступать алюминиевые электроды или сварочная проволока;
- Баллон с инертным газом, если используется сварка алюминия аргоном постоянным током.
- Надежные шланги для соединения баллона с горелкой;
- Горелка, которая рассчитана специально для аргонодуговой сварки;
- Редуктор, чтобы изменять давление газа, подаваемое с баллона;
- Манометр, чтобы следить за уровнем давления, с которым ведется работа.
Электросварка алюминия на постоянном токе обратной полярности может проводиться стандартным методом, при использовании обычной электросварки и электродов, а также аргонодугового аппарата. Первый вариант более простой и дешевый, тогда как второй оказывается одним из самых надежных, но себестоимость процесса и его сложность становится выше. Поэтому, для обыкновенного соединения используются электросварку, тогда как при работе с ответственными сооружениями и деталями нужно применять только ТИГ вариант. В любом случае, при выборе аппарата нужно обращать внимание на широту его диапазона, а также плавность регулировки параметров.
С подбором расходного материала все проще, так как для электросварки нужны специальные электроды, которые предназначены для чистого металла или его определенного сплава, а для аргонодугового способа требуется сварочная проволока, состав которой бы максимально совпадал с составом свариваемого металла или его сплава.
Пошаговая инструкция
Сварка алюминия постоянным током в среде аргона предполагает следующий ряд действий:
- Подготовка металла, куда входит обработка кромок, механическая очистка и обработка растворителем, которым может стать ацетон или другая похожая жидкость;
- Далее следует расположить на поверхности сваривания флюс, который улучшит соединение;
- После этого можно приступать к настройке техники, в соответствии с заданным режимом;
- Далее уже идет сама сварка, во время которой следует провести шов по всей поверхности кромок;
- Дать остыть шву и проверить его качество каким-либо из доступных методов.
«Важно!
Процесс проходит преимущественно в нижнем положении, так как металл сильно растекается в горизонтальном или потолочном.»
Сварка алюминия аргоном: подробная инструкция для начинающих
Алюминий – не самый легкий материал для металлообработки. Однако, при соблюдении определенных правил и рекомендаций, сварка этого металла не вызывает трудностей. Сварные соединения можно выполнять разными способами, но самый надежный и красивый шов, который не нуждается в дополнительной обработке, можно получить только при использовании аргона.

Специфические свойства алюминия
Прежде чем на практике осваивать сварку в аргоне соединений «летучего» металла, следует хорошо понимать его свойства и обязательно учитывать их. Такие характеристики, как небольшой удельный вес, высокая прочность и стойкость к коррозии, позволяют создавать легкие и надежные конструкции. Но несмотря на то, что алюминий легко поддается механической обработке и формовке, создание неразъемных соединений с ним имеет свои особенности:
- Алюминий - высоко активное вещество. При взаимодействии с кислородом он окисляется. На его поверхности образуется «защитный» слой в виде оксидного покрытия, для нагрева которого нужна температура свыше 2 тыс. градусов, тогда как t плавления самого металла в зависимости от его чистоты составляет 640-660 ⁰C.
- Из-за высокой теплопроводности данного цветного металла происходит интенсивный отвод тепла от места сварки в соединяемые детали и глубина провара становится меньше. Чтобы такого не происходило, заготовку предварительно нагревают.
- Когда алюминий плавится, то не меняет цвет, что создает определенные трудности. Потому как визуально невозможно оценить нагрев соединяемых элементов. Из-за чего случаются прожоги и утечки.
- При проведении сварочных работ необходимо учитывать значительный коэффициент линейного расширения алюминия. В следствие литейной усадки могут возникать деформации и трещины внутри соединительного шва. В этом случае выполняют его модификацию или увеличивают расход проволоки.
Еще один важный момент - определить расход газа. Чем толще материал, тем он выше.
Чтобы металл при взаимодействии с кислородом не окислялся, рабочую зону защищают аргоновым куполом. Если использовать сварочные полуавтоматы, то две задачи решаются одновременно: непрерывная подача проволоки и защита зоны плавления от внешнего воздействия.
Сварка алюминия. Основные способы
Металлообработку алюминия в большинстве случаев проводят полуавтоматом, аргоном, инвертором.
При сварке полуавтоматическим аппаратом (MIG/MAG) вместо электрода используется сварочная проволока. Она бывает двух видов: омедненная и флюсовая. Поскольку проволока подается автоматически, то нет необходимости следить за расстоянием между горелкой и металлом. Оно постоянно.
Шов получается доброкачественным, хотя скорость выполнения ниже, чем при втором способе.
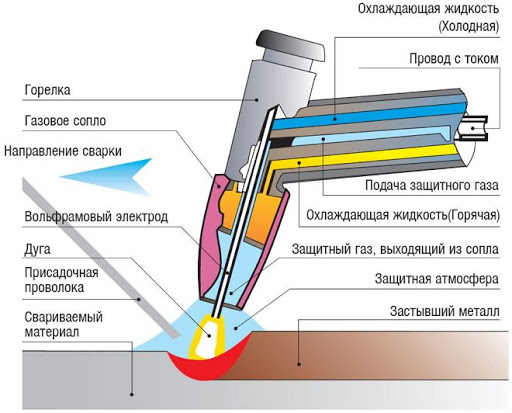
При аргонодуговой сварке (TIG) работают с электродами из вольфрама. Детали нагреваются посредством электрической дуги, которая горит между электродом и местом соединения. В область расплавления металла подается алюминиевый провод, благодаря чему формируется сварочный шов.
Варить такой материал, как алюминий, инвенторными аппаратами не всегда удобно, поскольку сложно контролировать качество. При использовании плавящихся электродов с покрытием сварка выполняется постоянным током, где держатель с электродом присоединяется к плюсовой клемме инвентора. В случае с вольфрамом используется переменный ток.
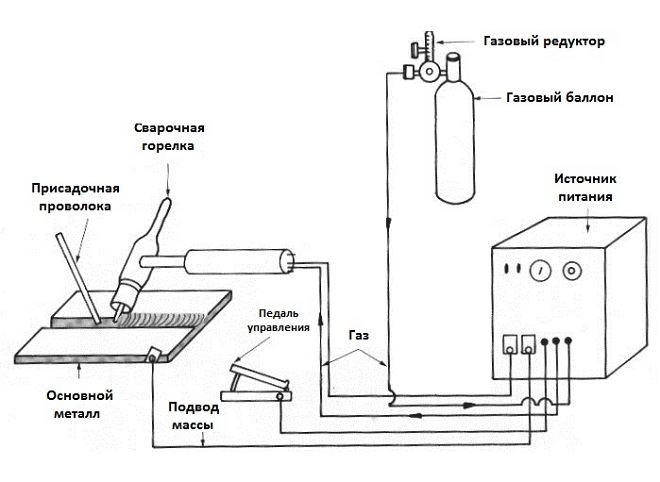
Технология аргоновой сварки
Данная технология применяется там, где важен вид и качество сварного соединения. Для её выполнения потребуется источник тока, баллон с аргоном, подающее устройство, которое проталкивает присадочную проволоку в рабочую зону, и аппарат. Если он двухрежимный, то необходимо выбрать режим переменного тока (АС). Первоначально работают с большой силой тока, чтобы быстрее прогреть металл. Затем её уменьшают, во избежание пережогов.
Чтобы снизить расход аргона, необходимо укомплектовать горелку газовой линзой со специальной сеткой.
Настройка аппарата
Алюминий и его сплавы свариваются на прямой полярности, на электроде минус. Сварку выполняют переменным током.
Настройка аппарата производится следующим образом:
- Непосредственно перед работой выставляют давление газа (6-12 л). Оно зависит от условий (помещение или открытый воздух) и диаметра сопла. Нужно учитывать такое понятие как турбулентность. Когда из сопла выходит большой напор газа, он перемешивается с воздухом, и защита зоны снижается.
- Далее определяются с режимом работы.
- Устанавливают продувку шва (сек) и ток старта (А).
- Возрастание тока (2 сек).
- Затем выставляют основной ток, который зависит от вида и толщины материала.
После чего приступают к настройкам переменного тока. Как правило, это частота в 200 Гц и баланс переменного тока 40% при небольшой ширине шва.
Устанавливают режим «заварка кратера» (усадочная раковина, возникающая в результате резкого обрыва дуги), время спада, ток завершения и обдув шва. По определению кратера быть не должно. Есть замок и он не должен отличаться от основного шва, но это зависит от мастерства сварщика.
| Режимы аргонодуговой сварки алюминия вольфрамовым электродом | ||||
| Толщина металла, мм | Диаметр, мм | Сила тока, а | ||
| Вольфрамового электрода | Присадочной проволоки | В аргоне | В гелии | |
| 1-2 | 2 | 1-2 | 50-70 | 30-40 |
| 4-6 | 3 | 2-3 | 100-130 | 60-90 |
| 4-6 | 4 | 3 | 160-180 | 110-130 |
| 6-10 | 5 | 3-4 | 220-300 | 160-240 |
| 11-15 | 6 | 4 | 280-360 | 220-300 |
Горелки и расходные материалы

Аргоновая горелка TIG, как правило, входит в комплект поставки аппарата. Для большинства видов работ её будет достаточно. Но когда планируют работать с алюминием продолжительное время, то лучше приобрести или изготовить самостоятельно блок жидкостного охлаждения. Тем самым продлевают срок службы горелки. Они бывают двух видов: американские с круглой ручкой и европейские, довольно сложные в плане эргономики. Есть и российский вариант, но излишне тяжелый и громоздкий.
Расходники к горелкам:
- диаметром 2,4 мм используются для решения большинства задач. Для токов свыше 150 А можно приобрести электрод 3,2 мм. Этих диаметров будет вполне достаточно.
- В комплекте поставляются обычные сопла без газовых линз. Но если хотите сэкономить на газе и повысить газовую защиту, то её лучше поставить.
- Самое ходовое сопло № 7, для алюминия больше брать не рекомендуют.
- Для тех, кто собирается заниматься ремонтной сваркой, нужно иметь колпачки разных размеров.
Можно приобрести сразу комплект с расходными материалами. Стоит он недешево, зато надолго закроет проблему с расходниками.
Подготовка соединяемых деталей к работе
Части, которые будут свариваться между собой, делают максимально ровными и плоскими. Если имеется ленточный гриндер (станок для финишной обработки материала), то для удаления зазоров можно воспользоваться им или болгаркой. Края обрабатывают напильником или металлической щеткой с мелким ворсом.
Детали должны быть чистыми. С их поверхности удаляют любые загрязнения (грязь, пыль, жир), используя моющие средства. Оксидную пленку снимают щеткой с жесткой щетиной. После чего детали промывают чистой водой и обезжиривают при помощи ацетона или любого другого растворителя, который должен высохнуть сам по себе.
Если размер заготовок небольшой, их помещают в нагретый до 60⁰C щелочной раствор, и держат в нем несколько минут. Затем поверхность шлифуется металлической щеткой.
Подготовительные работы проводятся непосредственно перед началом операции, пока не начались окислительные процессы.
Почему используют переменный ток
Сварочные работы аргоном выполняют на переменном токе. И первая его цель при работе с алюминием – разрушение оксидной пленки. В каждом аппарате эта настройка называется по-своему: баланс переменного тока, очистки, обратной полярности. Но по факту это баланс переменного тока, то есть регулировка времени включения обратной полярности.
Обычно выставляется процентное соотношение 50/50. Верхняя цифра – прямая полярность, нижняя - обратная. Надо понимать, что регулируется не сила тока, а время нахождения в обратной полярности. Когда его убавляют, улучшается глубина проплавления, сужается дуга, увеличивается её стабильность, но качество разрушения оксидной пленки снижается.
Когда время нахождения в обратной полярности увеличивают, то дуга расширяется, как и зона зачистки, оксидная пленка разрушается быстрей, но уменьшается глубина провара и стабильность дуги. Она начинает рыскать.
Обратная полярность влияет на физическое состояние вольфрамового электрода. При увеличении времени возрастает нагрузка на него, что приводит к разрушению (оплавлению).
Если убавить баланс обратной полярности, то превышение амперных нагрузок приведет к тому, что от вольфрама будут отрываться частички и улетать в деталь. Электрод при этом расслаивается и разрушается. Вот почему важно поймать баланс переменного тока.

Некоторые особенности металлообработки в среде аргона
Сваривание элементов начинают с прихвата, с одной и другой стороны. Затем переворачивают заготовку и делают два дополнительных прихвата, а в случае большой длины – 3-4.
Если есть педаль, то регулировать подачу тока удобней ей. Пока металл не разогрет и нет расплавленного алюминия, присадку не подают. Присадку подбирают по толщине материала. Расстояние между электродом и заготовкой должно быть не больше 3 мм, чем меньше, тем лучше, но это для продвинутых.
Горелку держат немного под наклоном. Самый лучший угол – прямой, потому как позволяет получать симметричную ванну, а она в свою очередь имеет максимальную газовую защиту. Но в этом случае не видно самого процесса сварки. Поэтому горелку слегка наклоняют, примерно на 15 градусов. Так делают в случае стыкового шва. При варке таврового соединения, если детали одной толщины, то угол наклона электрода составляет 45 градусов, причем он ставится строго между двух деталей, чтобы плавить их равномерно. Если одна деталь толще (чаще всего основание), то наклон электрода выполняют на толстый металл.
Чтобы получить качественный и красивый шов, присадку подают понемногу. Разогрели, двинули, подали. Сварка спешки не любит. Необходимо поймать момент движения горелки и подачи присадки. Подавать нужно в хорошую сварочную ванну. При недостаточном токе слышится характерный треск, как при жарке сала. Его быть не должно. Значит алюминий еще холодный, необходимо увеличить ток. А если треска нет, но ванна начинает расползаться и её невозможно контролировать, величину тока нужно уменьшить. Только тогда будет образовываться красивая чешуйка.
По поводу защиты сварочной ванны. Аргон должен быть качественным, поэтому гостовский лучше не использовать. В идеале брать аргон высокой чистоты – 99,998%. Чтобы ламинарный поток газа был правильный (не перемешивался и не пульсировал) и максимально выполнял свою функцию, на горелку устанавливают газовую линзу, а поверх нее – керамическое сопло.
Итак, подведем итог. В начале процесса подается газ и только после этого приступают к сварке, а в конце операции действия выполняются наоборот с задержкой до 5 с.

Преимущества и недостатки аргоновой сварки
Создание неразъемных соединений деталей из цветных металлов и их сплавов при помощи аргона имеет свои плюсы и минусы.
- В отличие от прочих технологий, этот способ позволяет получить надежные и визуально красивые швы небольшой толщины при незначительном нагреве свариваемых элементов. Поскольку деформация минимальная, то данный метод применяют для сварки заготовок, имеющих сложную конфигурацию, и тех металлов, что не свариваются никакими другими способами.
- Аргон, являясь инертным газом, тяжелее воздуха, поэтому при соблюдении технологического процесса атмосферные газы не попадают в зону расплавленного металла.
- Электрическая дуга короткая и имеет высокую тепловую мощность, следовательно, при достаточном уровне подготовки работы проводятся качественно и не требуют большого количества времени.
- При должном усердии, учитывая основные требования и нюансы, освоить процесс нетрудно.
- Если работы проводятся на открытом воздухе, то при порывах ветра газ может улетучиваться, что отрицательно скажется на качестве соединительного шва. Тогда нужно воспользоваться закрытым помещением, где установлена принудительная вентиляция.
- Высокая стоимость и сложность оборудования, работа с которым требует специальных знаний и определенных навыков.
- При использовании высокоамперной сварки необходимо заранее предусмотреть дополнительное охлаждение.
Как можно заметить, минусы незначительные и при желании устраняемые.
Главная ошибка новичков при сварке алюминия
Движение электронов происходит от минуса к плюсу или наоборот. И когда присадка подсовывается в воздух, её оплавляет температура от сварочной ванны. Она окисляется, и капля попадает в ванну. В результате появляется чернота на швах, и новички не могут понять причину. Это ошибка 80% начинающих сварщиков.
Присадка, пока она находится в воздухе, не имеет никакого заряда. Когда она касается детали, то получает тот же заряд, что и заготовка. Электроны, которые летят от вольфрамового электрода к детали, не огибают препятствие (присадку), а пробивают его. Таким образом, тепло дуги и движение электронов срезают кусочек проволоки, забирая его в ванну и нагревая.
Второй момент, это когда присадка касается сварочной ванны, последняя отдает тепло, что облегчает и ускоряет забор присадочной проволоки.
Такие мелкие нюансы обязательно нужно учитывать в процессе обучения.

Рекомендации для начинающих
Нельзя делать резких движений держателем и отводить горелку от рабочей зоны, иначе газовая защита исчезнет и в неё попадет воздух. Что приведет к появлению пор и окислов в сварочном шве. Соединение разорвется в любой момент или в нем появятся трещины.
Если шов округлой или овальной формы, то можно говорить о недостаточной глубине провара. Поэтому всегда нужно следить за сварочной ванной. В идеале она имеет удлиненную форму, с небольшим валиком.
Электрод смотрит только вперед, а присадка подается ему навстречу и обязательно равномерно. Если она поступает с перерывами, то дуга станет нестабильной, а значит увеличится расход газа и электроэнергии.
Разумная ценовая политика, гибкая система скидок, интересные акции
Наличные, банковские карты, карты рассрочки, работаем с юр. лицами
Оригинальный товар, возможность возврата, сервисная поддержка, чек
Осуществляем доставку заказов в любую точку Беларуси 6 дней в неделю
Вы смотрели

Горелка сварочная MIG MAG WG-15AK (3м, 180А) SOLARIS (WG-15AK3)
Сварка алюминия
Высокая электро- и теплопроводность алюминия, очень малый вес в сочетании с отличными механическими свойствами его сплавов, сделали этот материал просто незаменимым во многих сферах человеческой деятельности. Как бы в компенсацию своим достоинствам "крылатый" металл очень трудно сваривается. Умение качественно варить алюминий - это то, что отличает сварщика высокой квалификации от сварщика-любителя.

Сварка алюминия
Свариваемость
Как уже отмечалось, алюминий относится к трудносвариваемым металлам. Эта особенность обуславливается целым рядом его свойств:
- На поверхности деталей из алюминия и его сплавов всегда присутствует окисная пленка Al2O3, имеющая температуру плавления 2044°C, в то время как температура плавления самого алюминия составляет около 660°C.
- Легкая окисляемость алюминия приводит к образованию тугоплавкой пленки на каплях расплавленного металла, препятствующей их сплавлению в монолитный шов. Чтобы не допустить образования этой пленки, требуется надежная защита зоны сварки от воздуха, обеспечить которую в полной мере позволяет сварка алюминия с аргоном.
- Большая жидкотекучесть металла затрудняет управление сварочной ванной и диктует необходимость применения теплоотводящих подкладок при сварке.
- Склонность к образованию кристаллизационных трещин и пор в шве приводит к ослаблению последнего. За поры ответственен растворенный в алюминии водород, стремящийся выйти из металла наружу. Трещины больше характерны для сплавов алюминия, они возникают при охлаждении металла из-за повышенного содержания кремния.
- Большая усадка металла, обусловленная высоким коэффициентом линейного расширения, приводит при затвердевании сварного шва к значительным деформациям.
- Высокая теплопроводность алюминия вызывает необходимость применения сварочного тока, превосходящего в 1,2-1,5 раза ток для сталей, - несмотря на то, что температура плавления последних значительно выше, чем у алюминия.
- К дополнительным трудностям сваривания алюминия следует отнести и то, что на практике - особенно при сварке алюминия в домашних условиях - приходится иметь дело с различными сплавами неизвестной марки, которые для качественного сваривания могут требовать особых материалов и режимов сварки.

Сварной шов с включениями и порами
Способы сварки алюминия
Существует много способов сварки алюминия с использованием различного оборудования и разных сварочных материалов, с защитой зоны сварки инертными газами или флюсами. Наибольшее распространение получили три из них:
- сварка вольфрамовым электродом в среде инертных газов (режим AC TIG);
- сварка полуавтоматами в среде инертных газов с автоматизированной подачей проволоки (режим DC MIG);
- сварка покрытыми плавящимися электродами без использования защитного газа (режим MMA).
Важным условием сваривания алюминия и его сплавов является необходимость разрушения оксидной пленки на поверхности металла. Для выполнения этого условия необходим переменный или постоянный ток обратной полярности. Только в этом случае происходит т.н. катодное распыление, разрушающее оксидную пленку. Алюминий нельзя сваривать постоянным током прямой полярности, поскольку в этом случае пленка не подвергается катодному распылению и остается неразрушенной.
Подготовка металла к сварке
Независимо от применяемого способа, сварке должна предшествовать тщательная подготовка свариваемых кромок, цель которой - очистка последних от загрязнений и окисной пленки. Подготовка состоит из ряда операций:
- Очистка и обезжиривание. Свариваемые детали и присадочный материал перед сваркой тщательно очищаются от грязи, масла и жира. Обезжиривание производят ацетоном, авиационным бензином, уайт-спиритом или иным подходящим растворителем.
- Разделка кромок (при необходимости). Сварку деталей толщиной до 4 мм выполняют без разделки кромок, при большей толщине требуется разделка. Исключением из этого правила является сварка алюминия покрытыми электродами, при которой разделку кромок выполняют при толщине металла выше 20 мм. Для деталей из тонкого листа (до 1,5 мм толщиной) целесообразно применение отбортовки
Сварка встык с отбортовкой
- Удаление оксидной пленки. Кромки деталей на ширине 25-30 мм зачищают наждачной бумагой, напильником или металлической щеткой из нержавеющей стали с диаметром проволоки не более 0,15 мм.
Сварка алюминия штучными покрытыми электродами (режим MMA)
Этот вид сварки применяется в основном при изготовлении неответственных конструкций с толщиной металла не менее 4 мм. Этот способ сварки обладает значительными недостатками, в числе которых невысокое качество шва (пористость, низкая прочность), сильное разбрызгивание металла во время сварки, плохая отделяемость застывшего шлака, который может вызывать коррозию металла.
Покрытыми электродами можно сваривать как технически чистый алюминий, так и его сплавы. Взамен старых, имеющих значительные недостатки, марок ОЗА-1 и ОЗА-2, сегодня выпускаются более совершенные электроды для сварки алюминия УАНА и ОЗАНА, позволяющие сваривать все основные виды алюминиевых сплавов. В частности, для сварки деталей из алюминия технической чистоты используются электроды ОЗАНА-1, деталей из алюминиево-кремнистых сплавов (АЛ-4, АЛ-9, АЛ-11) - ОЗАНА-2.

Сварочный шов сделанный электродом ОЗАНА-2
Сварка производится постоянным током обратной полярности. Сварочный ток принимается из расчета 25-30А на 1 мм диаметра электрода.
Для получения удовлетворительного качества шва необходим подогрев - до 250-300°С для металла средних толщин, и до 400°С - для массивных деталей. Подогрев и медленное охлаждение позволяют получить достаточное проплавление металла при умеренных сварочных токах, избежать возникновения кристаллизационных трещин и уменьшить коробление. При сварке крупных деталей целесообразен локальный подогрев.
Сварка алюминиевыми электродами имеет свои особенности, вызываемые тем, что они плавятся в 2-3 раза быстрее, чем стальные. Скорость сварки, следовательно, должна быть существенно выше. При обрывах дуги кратер и конец электрода покрываются коркой шлака, препятствующей повторному зажиганию дуги. В связи с этим сварку рекомендуется выполнять непрерывно в пределах одного электрода. Поперечных колебаний электродом (как при сварке стали) делать не следует.
Сразу же после сварки необходимо удалить шлак со шва, промыть его горячей водой и обработать стальной щеткой. Наличие шлака в зазорах и углах может вызвать коррозию металла.
В силу своих недостатков, сварка алюминия покрытыми электродами не пользуется особым почитанием среди мастеров сварки. Предпочтение отдается аргонной сварке алюминия.
Сварка вольфрамовым электродом в инертном газе (режим AC TIG)
Этот способ сварки - наиболее распространенный. Он применяется при изготовлении конструкций из алюминия и его сплавов, к качеству которых предъявляются высокие требования в отношении прочности и эстетичности.
При сварке используют вольфрамовые электроды диаметром 1,6-5 мм и присадочные прутки диаметром 1,6-4 мм.

Вольфрамовые электроды с синим цветовым кодом

Присадочные прутки для сварки алюминия
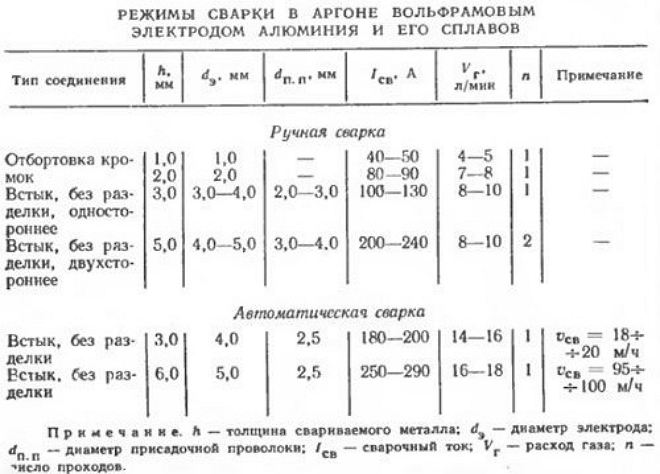
В качестве защитного газа применяется аргон или гелий высокой степени чистоты. Питание дуги осуществляют от источника переменного тока, обеспечивающего качественное разрушение оксидной пленки. Все необходимые параметры - диаметры электрода и присадочного прутка, значение сварочного тока, скорость подача газа - зависят от характеристики используемого оборудования. В качестве ориентировочных можно принять значения из нижеприведенной таблицы, которые верны при условии использования аргона в качестве защитного газа.
Угол между электродом и горизонтальной плоскостью должен составлять 70-80°, между присадочной проволокой и электродом - около 90°. Длина дуги не должна превышать 1,5-2,5 мм.

Положение и направление движения горелки с электродом
Горелка движется вслед за присадочным прутком, а не идет впереди него. Этим обеспечивается лучшая защита шва. Важность этого требования подтверждает фото ниже, на котором шов слева выполнен рекомендуемым способом, а шов справа - иным, при котором горелка двигалась впереди прутка.

Сварочные швы при движении прутка перед горелкой (слева) и за горелкой (справа)
Присадочный пруток подается короткими возвратно-поступательными движениями, напоминающими движения кисти художника - приближается, касаясь кончиком края ванны, и отводится назад и вверх. Поперечные движения электрода и присадочного прутка недопустимы.

TIG сварка алюминия

Алюминиевый лист необходимо класть на стальную или медную прокладку, которая осуществляет отвод тепла, играя роль радиатора. Особенно это необходимо при сварке тонких листов во избежание прожогов.
Размеры сварочной ванны должны быть минимальными. Скорость сварки должна соответствовать сварочному току и расходу инертного газа. Чрезмерный расход последнего приводит к засасыванию в зону дуги воздуха, при малом течении газа или чрезмерно высокой скорости сварки качественная защита также не будет обеспечена.
Подача аргона включается за 3-5 секунд до поджога дуги, выключается через 5-7 после ее обрыва.
Сварка алюминия полуавтоматами (режим DC MIG)
Лучше всего варить алюминий специальным импульсным аппаратом для сварки алюминия, в котором импульс высокого напряжения, разбив оксидную пленку, падает до базового значения. Каждая капля расплавленного электродного материала как бы "вбивается" в сварочную ванну, обеспечивая тем самым высокое качество шва. Однако такие аппараты дороги. Впрочем, как показывает практика, вполне можно обойтись и обычным полуавтоматом, даже таким, в котором режим сварки алюминия изначально не был заложен. Правда, в этом случае могут потребоваться небольшие переделки.

Инверторный сварочный полуавтомат непрерывной и импульсной сварки MIG-MAG
Процесс MIG-сварки происходит в три раза быстрее процесса TIG-сварки, однако качество последнего выше.
По своему принципу технология сварки алюминия полуавтоматом не отличается от технологии сварки стали. Однако имеются некоторые технические особенности:
- Алюминий и его сплавы нельзя сваривать постоянным током прямой полярности - только обратной (по причине, о которой говорилось выше).
- Алюминиевая проволока значительно мягче стальной, поэтому имеет склонность образовывать петли при незначительном сопротивлении в рукаве. Чтобы этого не происходило, желательно иметь 4-х роликовый механизм подачи, короткий рукав и тефлоновый вкладыш в него, снижающий сопротивление трения.

Смятие алюминиевой проволоки в механизме автоматической подачи проволоки

Вкладыш должен выступать как можно ближе к роликам
- Так как алюминий при нагреве расширяется сильнее чем сталь, алюминиевая проволока может застрять в токосъемнике (токопроводящем наконечнике). Чтобы этого не произошло, можно использовать наконечник с чуть большим диаметром отверстия (например для алюминиевой проволоки диаметром 0,8 мм использовать наконечник для стальной проволоки диаметром 1,0 мм). Также для алюминиевой проволоки продаются специальные токосъемники, маркирующиеся обычно "Al".

Токосъемник (токопроводящий наконечник) сварочного полуавтомата
- Проволока из алюминия плавится быстрее стальной, поэтому при сварке необходимо обеспечить нужную скорость ее подачи - более высокую, чем стальной. Иначе придется часто менять расплавившийся наконечник.
Марка сварочной проволоки должна соответствовать материалу. Перед ее покупкой нужно изучить информацию о видах алюминиевых сплавов, для сварки которых она используется. Нехватку информации поможет компенсировать эксперимент, без которого в любом случае не обойтись, если вы пробуете варить алюминий впервые.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Cварка алюминия постоянным и переменным током

Металлы и Сплавы
Алюминий и его сплавы характеризуются легкостью, прочностью, устойчивостью к коррозии. Такой комплекс свойств делает металл широко востребованным в различных сферах промышленности. Сварка изделий из алюминия ведется практически всеми известными промышленными способами. Возможна работа с постоянным током обратной полярности и с переменным током.
Особенности работы с металлом
Сварка алюминия постоянным током или переменным сопровождается образованием защитной оксидной пленки на поверхности металла. Оксид алюминия – тугоплавкое соединение. Оно отрицательно влияет на стабильность процесса сваривания и снижает прочность сварного шва (образуются непровары). Эта особенность требует тщательного подхода к выбору материалов и методов работы.
Так, работать лучше вольфрамовыми электродами с использованием переменного тока. Постоянный ток тоже позволяет сваривать алюминий, но при условии обратной полярности. Разрушение тугоплавкой пленки происходит в полупериод обратной полярности. Прямая полярность – это большое количество брызг, проблемы со стабилизацией дуги и черный налет на поверхности шва (прожоги).
Сварка алюминия переменным током
Сварка алюминия переменным током производится в среде аргона или гелия. Режим работы тока — TIG.
Специалисты советуют использовать метод вытянутой руки, но без выхода электрода из защитной среды.
TIG-сварка применяется для изготовления металлоконструкций из алюминия в химической, пищевой, авиационной промышленности, в некоторых ядерных технологиях. В качестве присадки используют алюминиевую проволоку. Тонкие листы можно сваривать без присадки.

- Угол наклона горелки в вертикальной плоскости не менее 15 и не более 40 градусов.
- Расход газа может достигать 12 л/мин в зависимости от диаметра форсунки.
- По окончанию сварки проводят продувку газом, чтобы защитить шов и охладить вольфрамовый электрод.
При аргонодуговой сварке рекомендуется подключать осциллятор дополнительно к основному источнику питания, чтобы облегчить поджиг. Устройство подает на электрод высокочастотные импульсы с большим напряжением, которые помогают ионизировать защитный газ. После зажигания дуги осциллятор работает в режиме стабилизатора, подавая импульсы только во время перемены полярности. Это позволяет добиться более ровного горения.
Сваривание постоянным током
Сварка алюминия на постоянном токе обратной полярности проводится в режиме MIG.
Лучше использовать импульсно-дуговые аппараты, в которых предусмотрена программа сварки алюминиевых сплавов.
Для создания инертной среды берут аргон. На электрод подключают положительный полюс, а на металлоконструкцию – отрицательный.
Обратная полярность нужна для создания термической нагрузки, при которой плавится оксидная пленка. Это обеспечивает надежное сваривание кромок изделия. Недостатком метода считается невозможность регулирования плотности тока.
Особенности сварки переменным током:
- Вертикальный угол наклона горелки должен находиться в диапазоне 10-20 градусов.
- Нельзя допускать попадания воздуха в среду защитного газа.
- Форсунка должна находиться на расстоянии 10-15 мм от металла.
Существуют технологии безаргонной сварки электродами на основе хлоридов и фторидов металлов. Эти соединения стабилизируют дугу и позволяют расплавить оксидную пленку.
При выборе метода сварки алюминия и его сплавов ориентируются на предназначение изделий и условия их эксплуатации. Качество сварного шва должно быть оптимальным для конкретных условий.
Читайте также: