Режимы шовной контактной сварки
Обновлено: 01.06.2024
На выбор режима сварки влияют такие факторы, как тип используемого сварочного оборудования, свойства материалов, из которых изготовлен объект, и его форма. При этом неправильный выбор может привести к деформации металла, нарушению конструкции всего изделия и ухудшению качества.
Основные физические параметры для контактной сварки
Главные параметры режимов контактной сварки – сила тока, длительность протекания и усилие, с которым сжимаются соединяемые детали:
- Сила сварочного тока. Измерения этого параметра проводятся в Амперах или кило-Амперах, замеры производятся с помощью специальных приборов.
- Усилие сжатия для свариваемых деталей. Измеряется в декаНьютонах. Замеры также производятся с помощью специального оборудования.
- Длительность протекания сварочного тока. Измеряется секундами, засекается таймером.
- В редких случаях с целью уплотнения ядра сварки может быть применено также ковочное усилие.
Режимы контактной сварки, их краткие характеристики и влияние на свариваемость металлов
Режимы контактной сварки имеют два основных вида, главное отличие которых в длительности воздействия проводимого в металле тока на соединяемые сваркой детали:
- Мягкие режимы. Отличаются большой длительностью воздействия электрического тока. При таком режиме форма свариваемой зоны будет зависеть от электрода и свойств материала, из которого изготовлены свариваемые детали. В результате образующиеся неровности будут свариваться в ту деталь, толщина которой больше. Такое возможно при сварке элементов с различной толщиной. Также стоит обратить внимание на то, что при мягком режиме зона воздействия высоких температур будет намного больше, чем при жестких.
- Жесткие режимы. Отличаются малым временем воздействия на свариваемые поверхности электрическим током. Часто такой режим можно встретить при сварке металлов большой толщины, но в то же время обладающих малой теплопроводностью. При таком режиме ядро сварки в отличие от мягкого режима будет находиться симметрично относительно обоих свариваемых поверхностей. При этом такой режим позволяет получить большую зону проплавления.
При выборе режима также стоит учитывать свариваемость материалов. Это свойство металла, определяющееся несколькими параметрами. И чем больше параметров подходит под сварку, тем выше показатель свариваемости у выбранного материала.
Хорошая свариваемость металлов позволяет оптимально подобрать подходящий режим сразу по нескольким параметрам, что снижает вероятность погрешностей и дефектов при выполнении работ. Низкая свариваемость требует большего опыта в работе, так как параметров для необходимых настроек меньше.
Качество сварных соединений
Качество полученных в результате сварки соединений, выполненных при различных режимах работ, оценивают по следующим параметрам:
- в месте соединения свариваемых материалов не должно быть значительного разупрочнения;
- не допускается наличие хрупких соединений непосредственно в зоне сварки, так как они впоследствии могут привести к разрушению всей конструкции. Особенно тщательно стоит проверять переходную зону шва, которая подвергается непосредственному воздействию;
- зона соединения должна быть однородной и плотной по всей площади стыка деталей, литая и переходная зоны не должны иметь видимых нарушений во избежание разрушения материала и всей конструкции;
- соединение должно быть достаточно прочным для заявленных на конструкцию параметров оказываемого внутреннего и внешнего давления в процессе эксплуатации;
- сварочные работы не должны снизить коррозионную стойкость металлоизделия. Если это требование будет нарушено, то ржавчина может разрушить конструкцию и привести к деформации и аварийной ситуации, что недопустимо;
- деформация деталей допускается в пределах нормы и не должна влиять на конструктивные особенности детали. Особенно это касается деталей сложной формы.
Соблюдение всех необходимых условий зависит не только от имеющегося оборудования, его возможностей, свариваемого материала, но и от опыта сварщика. Выбор металла с хорошими показателями свариваемости позволит в итоге получить наиболее качественный результат соединения, так как подбор режима будет осуществляться сразу по нескольким параметрам.
Для контроля за качеством соединения деталей используются методы разрушающего и неразрушающего контроля. К первому виду относятся: контроль аммиаком, керосином, воздушным или гидравлическим давлением, вакуумный контроль, люминесцентный контроль или, как его еще называют, контроль методом красок, магнитный контроль, контроль газоэлектрическими течеискателями, а также ультразвуковой контроль. Ко второму виду можно отнести макроструктурный и микроструктурный анализы.
Данные виды контроля позволяют выявить даже небольшие дефекты, которые не визуализируются невооруженным глазом. Но в случае отсутствия контроля даже минимальные трещины и повреждения под воздействием высокого давления могут привести к огромным разрушениям, трагическим последствиям, а также нанесению экологического вреда и материальным потерям.
Точечная контактная сварка
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Особенности техники и технологии точечной контактной сварки
При точечной контактной сварке соединение создается между торцами электродов, подводящих ток и передающих усилие сжатия.
Точечной сваркой выполняют нахлесточные соединения листовых элементов одинаковой или разной толщины, соединения накладных деталей из стержневого или профильного проката с листовыми элементами, соединение пересекающихся стержней и др.
Конструктивное оформление узлов, конструкций и изделий, предназначаемых для точечной сварки, должно давать легкий и свободный доступ электродов машин к зоне сварки при наиболее простой конфигурации составляющих элементов. Не допускается введение больших ферромагнитных масс в сварочный контур машин, что имеет особо важное значение при использовании машин переменного тока. Сварку точек необходимо производить в последовательности, обеспечивающей наименьшую деформацию изделия.
Примеры наиболее распространенных типов сварных соединений на контактной точечной сварке приведены на рис. XIII.4.
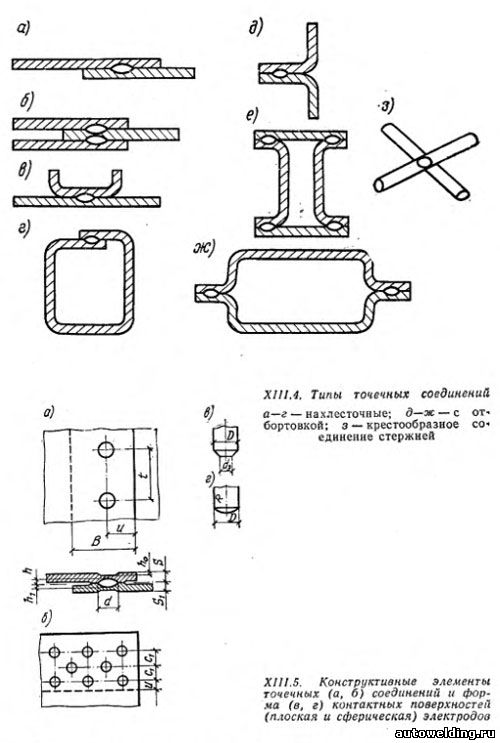
При сварке элементов из низкоуглеродистой стали с толщиной каждой детали s не более 6 мм можно пользоваться следующими ориентировочными значениями основных конструктивных элементов точечного соединения (рис. XIII.5,а, б):
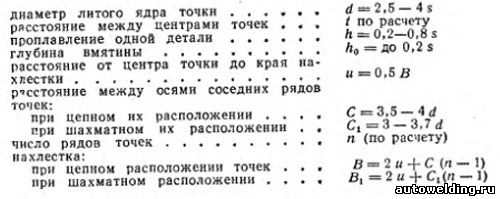
При отношении толщины деталей s/s1>2 минимальная величина нахлестки В и расстояние между осями соседних рядов точек С следует увеличить в 1,2—1,3 раза. При этом допускается увеличение глубины вмятин до 0,3 толщины деталей.
Размер и структура сварной точки, определяющие прочность сварного соединения, в значительной степени зависят от формы контактной (рабочей) поверхности электродов (см. рис. XIII.5,в, г). При сварке низкоуглеродистой стали преимущественно используют электроды с плоской рабочей поверхностью. Высокоуглеродистые и легированные стали, а также медь, алюминий и их сплавы сваривают электродами со сферической поверхностью.
В зависимости от числа свариваемых точек, схемы подвода тока к электродам и свариваемым деталям применяют следующие основные способы точечной сварки:
одноточечная двусторонняя (два электрода, питаемые от одного источника тока, расположены соосно с двух сторон свариваемых деталей);
двухточечная односторонняя (два электрода, питаемые от одного источника тока, расположены с одной стороны свариваемых деталей);
двухточечная двусторонняя (с каждой стороны свариваемых деталей соосно расположены по два электрода, питаемые от отдельных источников тока);
многоточечная односторонняя (несколько пар электродов, питаемые от отдельных источников тока, расположены с одной стороны свариваемых деталей).
Наиболее универсальным является способ одноточечной двусторонней точечной сварки, обеспечивающей возможность сваривать элементы строительных конструкций при толщине металла до 30+30 мм. Приводимые ниже данные (табл. XIII.9—XIII.15) относятся к этому способу точечной сварки.
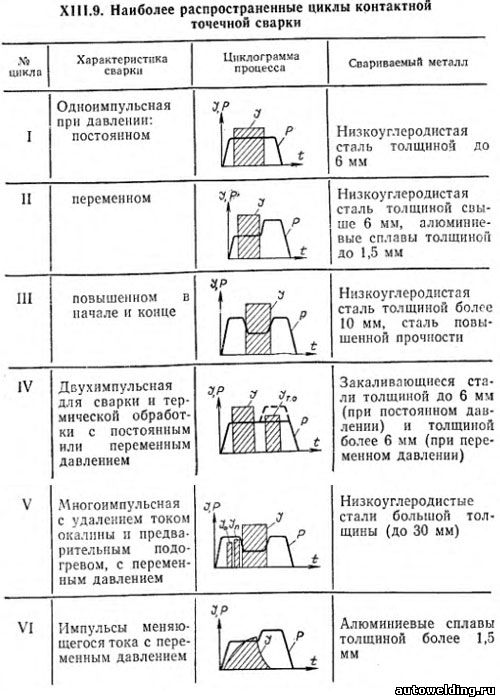
Примечание. В таблице приняты следующие обозначения: I—сварочный ток; Iт.о — ток термической обработки; Iо — ток удаления окалины; Iп — ток подогрева; Р — усилие сжатия; t — время.
Примечание. Давление при сварке 100 МПа, при остальных операциях 200 МПа.
В зависимости от толщины свариваемых деталей и вида металла применяют различные технологические циклы сварки одной точки, отличающиеся характером изменений во времени действия тока I и давления Р.
Режимы точечной сварки
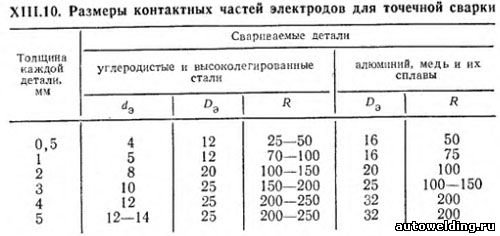
Основными параметрами режима точечной сварки являются: сварочный ток I (или плотность тока I длительность действия импульсов тока t; усилие сжатия или давления электродов Р; диаметр плоской контактной поверхности электрода dэ (см. рис. XIII.5, в, г) или радиус закругления R сферической поверхности электрода диаметром Dэ.
В табл. XIII.10 даны размеры контактных частей электродов для точечной сварки деталей толщиной до 5 мм.
При расплавлении ядра точки жидкий металл удерживается от вытекания слоями, нагретыми до температуры пластического состояния. Чрезмерная выдержка под током может привести к перегреву ядра, образованию внутреннего или внешнего выплеска металла и продавливанию электродами наружных слоев детали, что приведет к снижению прочности соединения.
В ответственных конструкциях (изделиях) рекомендуется одновременно сваривать не более двух деталей. При этом их толщины не должны отличаться более чем в 3 раза.
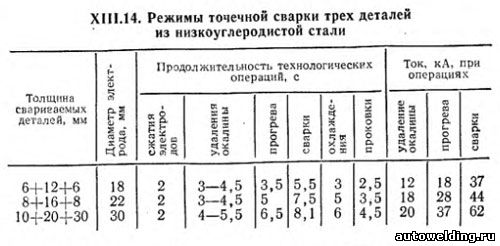
Точечной контактной сваркой можно одновременно сваривать несколько деталей, однако с увеличением числа деталей качество сварного соединения снижается. Во всех таблицах режимов точечной сварки, кроме оговоренных случаев (см. табл. XIII.14), предусматривается соединение двух деталей.
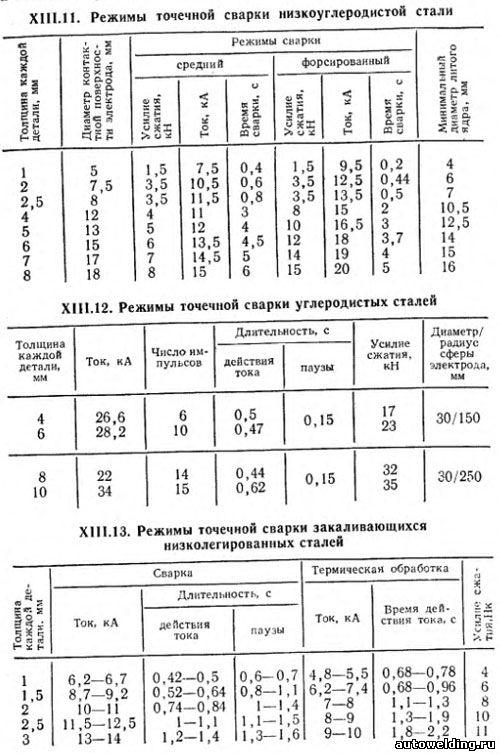
В табл. XIII.11 приведены данные о точечной сварке низкоуглеродистой стали двумя режимами (средним и форсированным).
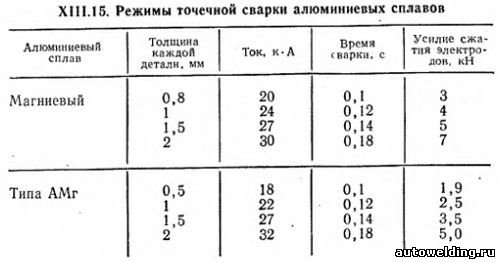
В табл. XIII.12—XIII.14 сведены данные о режимах (средних) точечной сварки углеродистых сталей, в табл. XIII.15 — точечной сварки алюминиевых сплавов.
Характеристика шовной контактной сварки. Особенности, классификация, принцип действия
Метод заключается в соединении деталей швом из отдельно расположенных литых зон – сварных точек, которые могут перекрывать или не перекрывать друг друга. Сварка с перекрытием формирует герметичный шов. При способе без перекрытия шов имеет вид ряда точек.
Особенности шовной контактной сварки
Особенность метода состоит в способе закрепления заготовок – между вращающимися роликами или оправкой и роликом. Элементы находятся под действием усилия прижима, к ним подведен электрический ток, который нагревает металл в месте соединения и расплавляет его. Если отсутствует возможность подведения роликов с обеих сторон к изделию, которое сваривается, используют односторонний способ шовной сварки.
Режимы шовной (роликовой) сварки имеют параметры, аналогичные точечной. К дополнительным параметрам, касающимся только шовного метода, относятся:
- более тщательная подготовка поверхностей соединяемых элементов;
- скорость процесса;
- пауза между импульсами тока.
Этот вид сварки позволяет получать соединения не только нахлесточного типа, но и стыкового.
Виды, характеристика, принцип действия
В соответствии со способами передвижения деталей и подачи импульсов существует 3 вида (схем цикла) контактной шовной сварки:
Шаговая
Способ заключается в прерывистом включении сварочного тока и шагового (прерывистого) вращения роликов. Детали перемещаются на шаг. Включение питания происходит только при остановке роликов. Это способствует снижению температуры в месте контакта детали и ролика и повышению качества сварки.
Непрерывная
Суть метода состоит в непрерывном вращении роликов с постоянным импульсом электрической энергии. Сварочный ток включен непрерывно, без пауз. Ролики с деталями находятся в постоянном движении.
Положительное качество непрерывного цикла – увеличение скорости сварки. Негативные моменты – перегрев поверхностей деталей, необходимость точного подбора давления и тока.
Прерывистая (импульсная)
Наиболее распространенный вид, включающий:
- непрерывное вращение роликов;
- импульсное (прерывистое) включение тока.
Длительность импульсов чередуется с паузами. Во время каждой подачи энергии происходит формирование сварных точек, которые в совокупности образуют сварной сплошной шов. Перекрытие литых участков с целью получения герметичного шва происходит при соблюдении определенных соотношений частоты импульсов тока и скорости вращения роликов.
Принцип работы
Металлические заготовки накладывают одну на другую и с большим усилием сжимают роликовыми электродами. На ролики подается ток, он нагревает металл и доводит до состояния плавления. Расплавленный участок кристаллизуется, образуется сварной шов.
Ролики переходят на рядом расположенную зону заготовки, подается следующий импульс тока, рабочий цикл повторяется.

Схема шовной контактной сварки
Оборудование
Работа проводится на шовных машинах, которые различают по таким признакам:
- род сварочного тока (переменный, постоянный);
- характер машины (стационарная, подвесная);
- типы роликов (универсальные, для поперечной сварки, для продольной сварки);
- способ вращения роликов (осевой, радиальный);
- метод подвода электрической энергии к элементам (односторонний или двухсторонний);
- назначение (общее, специальное);
- вид сварки (непрерывная или прерывистая);
- степень автоматизации сварочного процесса (полуавтоматическая, автоматическая).
Контактные машины для шовной сварки имеют обозначения:
Для устройств характерны:
Конструкция шовной машины
Главный элемент конструкции – станина. На ней крепятся узлы:
- источник питания;
- кронштейны роликов (подвижного и неподвижного);
- прижимное устройство;
- механизм подачи свариваемой детали.
Применение
Метод применяется для получения прочных герметических сварных соединений топливных баков и сосудов из конструкционных, легированных, коррозионно-стойких, жаропрочных сталей.
Выполняют соединения из цветных металлов. Способ также используется при сварке стальных листов с оцинкованным покрытием, луженых, освинцованных.
Контактная электрическая сварка: виды, характеристики и особенности
Точечная
Этот вид, в свою очередь, подразделяется на такие виды:
Процесс происходит между плотно зажатыми между электродами элементами, диаметр точки соединения равен диаметру электрода. Нагревание металла с последующим его плавлением происходит только в месте касания с электродом. После получения неразъемного стыка детали охлаждают.
Данный вид работ применяется во время обработки сеток, каркасов, арматур. Также возможно скрепление деталей электроники, которые размером не превышают 0.02 мм. Точечная сварка применяется в том числе и для сваривания изделий из листовой стали с толщиной листа не более 20 мм, а также на предприятиях, выпускающих технику для производства.
На качество выполнения влияют такие факторы, как:
- размер электрода;
- сила тока;
- форма электрода;
- сила, с которой происходит давление на свариваемые элементы;
- длительность процесса;
- насколько очищены свариваемые поверхности деталей.
Современные аппараты могут выполнять до 600 соединений в минуту, что позволяет быстро и качественно скреплять большое количество элементов, тем самым повышая объемы производства на предприятии.
Рельефная
В отличие от предыдущего вида соединение между деталями фиксируется формой их поверхности, в то время как в точечной – формой рабочей части применяемых электродов.
Такой тип работ применяется при креплении опорных элементов к листовым деталям, для скрепляющих деталей. Также рельефную сварку можно встретить в радиотехнике.
Это оптимальный вид в случае, когда необходимо присоединить деталь неправильной формы к плоской поверхности или скрепить два рельефных элемента. Может применяться в сочетании с точечной и самостоятельно.
Стыковая
Во время данного вида работ в отличие от рельефной и точечной детали свариваются по всей поверхности их соприкосновения. Стыковая сварка имеет две разновидности:
- сопротивлением, при котором соединение нагретых практически до температуры плавления стыков деталей производится путем сильного сжатия деталей, в результате которого элементы соединяются в твердой фазе;
- оплавлением, которое, в свою очередь, имеет тоже два вида:
- непрерывное оплавление, при котором сближение деталей происходит во время работы сварочного трансформатора. При сжатии элементов возникает контакт, и происходит нагрев стыка протекающим электрическим током. При снижении силы сжатия контактное сопротивление увеличивается, и за счет этого происходит снижение сварочного тока. Сплошное касание деталей заменяет точечное соприкосновение. При этом участки соединения выступают и оплавляются за счет повышения эффективности нагрева в них. Процесс оплавления продолжается до появления прослойки из жидкого металла, который образует сплошное соединение, а его излишки выдавливаются из пространства между деталями;
- стыковая сварка оплавлением с подогревом представляет собой процесс, при котором нагрев соединяемых элементов происходит путем кратковременных замыканий торцов деталей, после чего они оплавляются. Преимущества данного вида заключаются в более прочном соединении элементов, экономии электроэнергии, в возможности сваривать различные по составу детали, её часто можно встретить в кораблестроении. не требует большой механической обработки.
Шовная
В процессе элементы соединяются при помощи вращающихся роликов. При этом ток пропускается через место, где происходит сварка. Принцип действия аналогичен точечной. Этот вид соединения имеет следующие режимы:
- постоянное движение роликов с постоянной подачей тока;
- непрерывное кручение роликов с переменной подачей;
- периодические движение роликов с периодической подачей тока.
Режим непрерывного действия применяется при скреплении листов, суммарная толщина которых не превышает 1,5 мм. Выбор более толстых элементов может привести к их расслоению. Минус этого метода заключается в том, что в процессе листы могут покоробиться.
Из трех режимов наиболее популярный второй. При таком воздействии возникает меньше дефектов поверхности и экономится электроэнергия.
Шовную сварку можно встретить в производстве сосудов с тонкими стенками, сварных трубах и других похожих изделиях.
Электрооборудование для контактной сварки
Аппараты, используемые в сварочных работах, подразделяются на оборудование общего пользования и специализированное, выпускаемое под конкретный вид изделий.
Эти агрегаты, в свою очередь, по виду преобразования, накопления и роду электрического тока подразделяются:
Таким образом, контактная сварка обладает рядом преимуществ: при правильном выборе оборудования и типа соединения сварные работы не приведут к большому расходу электроэнергии и позволят при этом получать качественные изделия.
Шовная (роликовая) контактная сварка
Технология шовной контактной сварки была разработана в конце XIX века. Сварка ведется без плавящегося электрода и присадочного материала. Нагрев и расплавление небольшой области заготовок происходит за счет электрического разряда высокой интенсивности, периодически пропускаемого между двумя роликовыми электродами, к которым прикладывается значительно усилие на сжатие. Шов состоит из множества перекрывающихся зон проплавления. Метод предназначен для сваривания тонкого листового проката, в том числе и имеющего сложные пространственные формы.
![Шовная контактная сварка]()
Шовная контактная сварка
Описание технологии шовной сварки
Листовые заготовки накладываются друг на друга и сжимаются роликовыми электродами с большой силой. На электроды периодически подаются мощные импульсы тока, сила которого достигает тысяч ампер. Протекающий ток сильно нагревает контактное пятно между электродами, доводя метал до плавления. По окончании импульса зона расплавления кристаллизуется под сильным давлением, образуя шовный материал и соединяя заготовки в единое целое. Ролики перекатываются на соседний участок заготовки, подается следующий импульс и рабочий цикл повторяется. Вдоль линии шва образуется цепочка пятен точечной контактной сварки овальной формы. Эти пятна могут частично перекрываться, образуя непрерывную и герметичную шовную линию.
В зависимости от типа передвижения деталей и способа подачи импульсов тока шовная контатная сварка продразделяется на :
- Шаговая. Давление роликов постоянно, детали перемещаются рывками, при остановке подается рабочий импульс. Получается прерывистая цепочка точек, сваренных контактным способом. Применяется при сваривании цветных сплавов и легких металлов. Не обеспечивает герметичности шовного материала.
- Непрерывная. Усилие прижима постоянно, ток также подается постоянно. Практически применяется редко из-за быстрого расходования роликов, высокого расхода электроэнергии и перегревания свариваемых деталей, приводящего к их короблению.
- Прерывистая. Усилие прижима сохраняется неизменным, скорость подачи заготовок также постоянная. Импульсы подаются с такими перерывами, чтобы обеспечить непрерывную линию шва за счет частичного перекрытия зон точечной контактной сварки.
![Схема шовной сварки]()
Схема шовной сварки (принцип работы)
Машины и станки контактной сварки
Для роликовых электродов чаще всего используют бронзу. Изготавливают их в виде заостренных дисков диаметром 35-45 см, ширина рабочего обода 4-10 мм. Для сваривания сложных заготовок применяют аппараты с двумя и более роликовых пар.
Потребляемая мощность аппаратов варьируется в пределах от 25 до 300 киловатт.
Маломощными считают станки в 25-40 киловатт, средняя мощность — 4-100 , машины большой мощности потребляют от 100 до 300.
![Машина МШ-2203]()
Устройство средней мощности МШ-2203 требует трехфазного электропитания 380 вольт, рабочий ток — до 22 тысяч ампер. Усилие прижима достигает 5 тонн
Сваривает машина контактной шовной сварки стальные листы толщиной до 1 мм. Существует две модификации – с вылетом роликов 400 и 700 мм.
Устройство машины для шовной контактной сварки
Основной несущей конструкцией аппарата является станина. На ней крепятся все остальные узлы:
- источник питания;
- кронштейн неподвижного ролика;
- кронштейн подвижного ролика;
- устройство прижима;
- механизм подачи заготовки
Устройство прижима может быть ручным, пневматическим, гидравлическим или комбинированным. Ручной (точнее, ножной) привод обладает наименьшей мощностью.
Роликовые электроды изготовлены в виде сужающихся к краям бронзовых дисков, они закреплены на концах кронштейнов с помощью подшипников скольжения.
![Устройство машины для шовной контактной сварки]()
Устройство машины для шовной контактной сварки
Источник питания обеспечивает периодическую подачу тока большой мощности на электроды. Он также питает привод устройства прижима и механизма подачи. Источник питания у современных аппаратов выполняется по инверторной импульсной схеме с двойным преобразованием напряжения. Это позволяет снизить габариты устройства и исключить броски напряжения в питающей сети.
Шовные машины-клещи
Кроме стационарных сварочных машин, производители выпускают также переносные, или подвесные устройства. Они предназначены для сваривания тонкостенных изделий сложной конфигурации. Источник питания по-прежнему размещается на полу цеха, а ролики и устройство прижима смонтированы на подвижных клещах. Клещи с помощью шарнирного пневмопривода устанавливаются в положение, необходимое для работы.
![Шовные клещи]()
Роликовый стенд для контактной сварки
Для сваривания конструкций в форме цилиндра (или системы сопряженных цилиндров), используют роликовые стенды. Они отличаются большим вылетом кронштейнов роликов, что позволяет сваривать достаточно крупные и протяженные конструкции. Стенд оснащен большим числом регулируемых опор, позволяющих закрепить цилиндрические заготовки разной длины и диаметра. Роликовые электроды приводятся в движение червячной передачей. Заготовки вращаются на стенде, и таким образом ролики проходят всю линию шва. На стендах получают ровные и герметичные швы высокой прочности.
![Роликовый стенд для контактной сварки]()
Роликовый стенд для контактной сварки
Область применения
Шовная технология контактной сварки позволяет делать прочные, долговечные и герметичные швы, надежно соединяющие тонкостенные заготовки. Она находит применение в следующих отраслях:
- Тонкостенные сварные трубы для трубопроводного транспорта и технологических установок.
- Резервуары и сосуды низкого давления для химической, пищевой, транспортной промышленности.
- Герметичные кожухи механизмов и приборов, транспортных средств.
- Конструкции из тонколистового проката для промышленного оборудования и бытовой техники.
![Производство, оборудованное машинами шовной сварки]()
Производство, оборудованное машинами шовной сварки
Технология отличается от других сварных технологий наибольшей производительностью. Установка средней мощности выдает за час несколько сотен метров сварного шва.
Как получить герметичный шов
Герметичность шва обеспечивается созданием цепочки частично перекрывающихся точек контактной сварки. Сварное пятно после импульса, прошедшего через роликовые электроды, имеет форму овала.
Если правильно сочетать скорость подачи заготовок и периодичность следования сварных импульсов, то овалы будут перекрываться своими боковыми частями, образуя непрерывный и герметичный шовный материал.
Читайте также:






