Согласно гост 50599 93 по требованиям к визуальному осмотру кромки под сварку объем контроля
Обновлено: 19.05.2024
Настоящий стандарт распространяется на стальные сварные сосуды и аппараты (далее - сосуды и аппараты), предназначенные для эксплуатации под внутренним избыточным давлением свыше 10 до 130 МПа при температуре стенки не ниже минус 40 и не выше 525 °С, и устанавливает:
1) методы неразрушающего контроля (визуальный, цветной, магнитопорошковый, ультразвуковой, радиографический) сосудов и аппаратов в процессе их изготовления и эксплуатации;
2) основные требования к проведению контроля;
3) оценку качества сосудов и аппаратов по результатам неразрушающего контроля.
Обязательные требования к контролю сосудов и аппаратов, обеспечивающие их безопасность для жизни, здоровья и имущества населения, окружающей среды, изложены в разделах 1, 3, 4, 5 (5.1-5.3; 5.5; 5.6), 6 (6.1-6.8), 7 (7.1-7.3), 8.
Классификация сосудов и аппаратов по способу изготовления приведена в приложении А.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты.
ГОСТ 12.1.001-89 ССБТ. Ультразвук. Общие требования безопасности
ГОСТ 12.1.003-83 ССБТ. Шум. Общие требования безопасности
ГОСТ 12.1.004-91 ССБТ. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 ССБТ. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.009-76 ССБТ. Электробезопасность. Термины и определения
ГОСТ 12.1.010-76 ССБТ. Взрывобезопасность. Общие требования
ГОСТ 12.2.002-91 ССБТ. Техника сельскохозяйственная. Методы оценки безопасности
ГОСТ 12.2.003-91 ССБТ. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.0-75 ССБТ. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.007.1-75 ССБТ. Машины электрические вращающиеся. Требования безопасности
ГОСТ 12.2.007.2-75 ССБТ. Трансформаторы силовые и реакторы электрические. Требования безопасности
ГОСТ 12.2.007.3-75 ССБТ. Электрические устройства на напряжение свыше 1000 В. Требования безопасности
ГОСТ 12.2.007.4-75 ССБТ. Шкафы комплектных распределительных устройств и комплектных трансформаторных подстанций. Требования безопасности
ГОСТ 12.2.007.5-75 ССБТ. Конденсаторы силовые. Установки конденсаторные. Требования безопасности
ГОСТ 12.2.007.6-75 ССБТ. Аппараты коммутационные низковольтные. Требования безопасности
ГОСТ 12.2.007.7-83 ССБТ. Устройства комплектные низковольтные. Требования безопасности
ГОСТ 12.2.007.9-88 ССБТ. Оборудование электротермическое. Требования безопасности
ГОСТ 12.2.007.10-87 ССБТ. Установки, генераторы и нагреватели индукционные для электротермии, установки и генераторы ультразвуковые. Требования безопасности
ГОСТ 12.2.007.11-75 ССБТ. Преобразователи электроэнергии полупроводниковые. Требования безопасности
ГОСТ 12.2.007.12-88 ССБТ. Источники тока химические. Требования безопасности
ГОСТ 12.2.007.13-88 ССБТ. Лампы электрические. Требования безопасности
ГОСТ 12.2.007.14-75 ССБТ. Кабели и кабельная арматура. Требования безопасности
ГОСТ 12.3.002-75 ССБТ. Процессы производственные. Общие требования безопасности
ГОСТ 12.4.011-89 ССБТ. Средства защиты работающих. Общие требования и классификация
ГОСТ 12.4.016-83 ССБТ. Одежда специальная защитная. Номенклатура показателей качества
ГОСТ 12.4.021-75 ССБТ. Системы вентиляционные. Общие требования
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 10885-85 Сталь листовая горячекатаная двухслойная коррозионностойкая. Технические условия
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 22727-88 Прокат листовой. Методы ультразвукового контроля
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 23764-79 Гамма-дефектоскопы. Общие технические условия
ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
3 ОБЪЕКТЫ КОНТРОЛЯ
3.1 Объектами контроля сосудов и аппаратов являются материалы, элементы корпуса, сварные соединения.
3.2 К материалам, из которых изготовляют сосуды и аппараты, относятся листовая сталь, в том числе двухслойная, сортовой прокат, кованые и штампованные заготовки.
3.3 К элементам корпуса сосуда, аппарата относятся фланцы, крышки, обечайки, днища, штуцера (патрубки), горловины.
3.4 Различным способам исполнения сосудов и аппаратов соответствуют следующие типы сварных соединений:
1) стыковые и угловые, соединяющие монолитные однослойные элементы;
2) стыковые и угловые, соединяющие многослойные элементы;
3) стыковые и угловые, соединяющие однослойные элементы с многослойными.
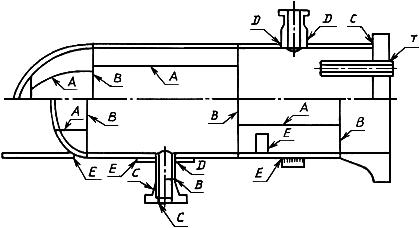
3.5 По расположению в сосуде, аппарате в соответствии с рисунком 1 должны быть установлены следующие категории сварных соединений:
А - продольные сварные соединения в обечайках, в сферических и эллиптических днищах и их заготовках;
В - кольцевые сварные соединения в обечайках, кольцевые сварные швы, соединяющие кованые, штампованные, многослойные (рулонированные) обечайки между собой и с днищами, фланцами, горловинами;
С - сварные швы, соединяющие фланцы, трубные доски с обечайками, а также фланцы с патрубками;
D - сварные соединения вварки (приварки) штуцеров (патрубков), горловин в обечайки, днища;
Е - сварные соединения приварных элементов к корпусу;
Т - соединения приварки труб к трубной решетке.
4 НАЗНАЧЕНИЕ МЕТОДОВ КОНТРОЛЯ ПРИ ИЗГОТОВЛЕНИИ СОСУДОВ И АППАРАТОВ
4.1 Выбор метода контроля определяется конструктивными особенностями изделия, физическими свойствами контролируемого материала, техническими требованиями к изготовлению сосуда.
4.2 Методы контроля качества материалов, заготовок, сварных соединений, элементов сосудов назначают в соответствии с требованиями таблицы 1.
Таблица 1 - Назначение методов контроля при изготовлении
Кованые и штампованные заготовки.
ВО + МПД (ЦД) + УЗД
Сварные соединения категорий:
А, В, С, D
ВО + МПД (ЦД) + (УЗД, РГ)
1 ВО - визуальный осмотр, ЦД - цветной метод дефектоскопии, МПД - магнитопорошковый метод дефектоскопии; УЗД - ультразвуковой метод дефектоскопии; РГ - радиография
2 Знак «+» соответствует слову «и», «запятая» - слову «или»
3 ЦД или МПД кованых и штампованных заготовок, элементов сосудов проводят выборочно в местах визуального обнаружения дефектов, а для двухслойной стали - на полосе 200 мм под сварные соединения
4.3 Методы - ультразвуковой или радиографический - выбирают исходя из требования обеспечить более полное и точное выявление недопустимых дефектов, а также с учетом эффективности данного метода контроля для сварного соединения конкретного вида.
Магнитопорошковым методом следует контролировать поверхности из углеродистых, низколегированных и легированных сталей. Допускается контролировать эти поверхности цветным методом в случае неэффективности магнитопорошкового метода.
Цветным методом следует контролировать поверхности из аустенитных сталей.
4.4 Последовательность применения методов контроля и их сочетание определяются технологией изготовления сосудов и аппаратов.
4.5 Углеродистая и низколегированная листовая сталь, двухслойная сталь толщиной свыше 25 мм должны быть подвергнуты полистному контролю ультразвуковым методом. Объем контроля и класс сплошности листа должны быть установлены отраслевыми нормативными документами.
4.6 Поковки, штампованные заготовки, металл штуцеров из углеродистых, низколегированных и среднелегированных сталей после окончательной термической обработки должны быть подвергнуты поштучному контролю ультразвуковым методом в объеме 100 %.
4.7 Сварные соединения категорий А, В, С, D должны быть подвергнуты контролю в объеме 100 % длины контролируемых швов.
4.8 Методики контроля и нормы дефектности должны соответствовать установленным отраслевыми нормативными документами.
5 НАЗНАЧЕНИЕ МЕТОДОВ КОНТРОЛЯ ПРИ ЭКСПЛУАТАЦИИ СОСУДОВ И АППАРАТОВ
5.1 Контроль неразрушающими методами в процессе эксплуатации осуществляют при техническом освидетельствовании сосудов и аппаратов. Периодичность и виды технических освидетельствований устанавливает предприятие в соответствии с требованиями Правил устройства и безопасной эксплуатации сосудов, работающих под давлением, утвержденных Госгортехнадзором СССР, и отраслевых нормативных документов.
5.2 Требования к назначению методов и объемам контроля сосудов и аппаратов, их элементов и сварных соединений даны в таблицах 2 - 4 .
В случае невозможности выполнения требований таблиц 2 - 4 объем и методы контроля в каждом конкретном случае могут быть уточнены программой обследования, разработанной заводом-изготовителем или специализированной научно-исследовательской организацией.
Таблица 2 - Методы контроля кованых, кованосварных, вальцованосварных и штампосварных сосудов
Согласно гост 50599 93 по требованиям к визуальному осмотру кромки под сварку объем контроля

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СОСУДЫ И АППАРАТЫ СТАЛЬНЫЕ СВАРНЫЕ ВЫСОКОГО ДАВЛЕНИЯ
Контроль неразрушающий при изготовлении и эксплуатации
Welded steel vessels and apparatus under high pressure.
Non-destructive control while the manufacturing and operating
Дата введения 1994-07-01
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 260 "Оборудование химической и нефтеперерабатывающей промышленности"
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 25.10.93 N 225
3 ВВЕДЕН ВПЕРВЫЕ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
2 НОРМАТИВНЫЕ ССЫЛКИ
ГОСТ 12.2.007.3-75. ССБТ. Электрические устройства на напряжение свыше 1000 В. Требования безопасности
3 ОБЪЕКТЫ КОНТРОЛЯ
- продольные сварные соединения в обечайках, в сферических и эллиптических днищах и их заготовках;
- кольцевые сварные соединения в обечайках, кольцевые сварные швы, соединяющие кованые, штампованные, многослойные (рулонированные) обечайки между собой и с днищами, фланцами, горловинами;
- сварные швы, соединяющие фланцы, трубные доски с обечайками, а также фланцы с патрубками;
- сварные соединения вварки (приварки) штуцеров (патрубков), горловин в обечайки, днища;
- сварные соединения приварных элементов к корпусу;
- соединения приварки труб к трубной решетке.

"ГОСТ Р 50599-93. Государственный стандарт Российской Федерации. Сосуды и аппараты стальные сварные высокого давления. Контроль неразрушающий при изготовлении и эксплуатации" (утв. и введен в действие Постановлением Госстандарта России от 25.10.1993 N 225)
Welded steel vessels and apparatus under high pressure.
Non-destructive control while the manufacturing
1 июля 1994 года
1. Разработан и внесен Техническим комитетом по стандартизации ТК 260 "Оборудование химической и нефтеперерабатывающей промышленности".
2. Утвержден и введен в действие Постановлением Госстандарта России от 25.10.93 N 225.
3. Введен впервые.
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на стальные сварные сосуды и аппараты (далее - сосуды и аппараты), предназначенные для эксплуатации под внутренним избыточным давлением свыше 10 до 130 МПа при температуре стенки не ниже минус 40 и не выше 525 °C, и устанавливает:
Обязательные требования к контролю сосудов и аппаратов, обеспечивающие их безопасность для жизни, здоровья и имущества населения, окружающей среды, изложены в разделах 1, 3, 4, 5 (5.1 - 5.3; 5.5; 5.6), 6 (6.1 - 6.8), 7 (7.1 - 7.3), 8.
2. НОРМАТИВНЫЕ ССЫЛКИ
3. ОБЪЕКТЫ КОНТРОЛЯ
3.1. Объектами контроля сосудов и аппаратов являются материалы, элементы корпуса, сварные соединения.
3.2. К материалам, из которых изготовляют сосуды и аппараты, относятся листовая сталь, в том числе двухслойная, сортовой прокат, кованые и штампованные заготовки.
3.3. К элементам корпуса сосуда, аппарата относятся фланцы, крышки, обечайки, днища, штуцера (патрубки), горловины.
3.4. Различным способам исполнения сосудов и аппаратов соответствуют следующие типы сварных соединений:
3.5. По расположению в сосуде, аппарате в соответствии с рисунком 1 должны быть установлены следующие категории сварных соединений:
A - продольные сварные соединения в обечайках, в сферических и эллиптических днищах и их заготовках;
B - кольцевые сварные соединения в обечайках, кольцевые сварные швы, соединяющие кованые, штампованные, многослойные (рулонированные) обечайки между собой и с днищами, фланцами, горловинами;
C - сварные швы, соединяющие фланцы, трубные доски с обечайками, а также фланцы с патрубками;
D - сварные соединения вварки (приварки) штуцеров (патрубков), горловин в обечайки, днища;
E - сварные соединения приварных элементов к корпусу;
T - соединения приварки труб к трубной решетке.

4. НАЗНАЧЕНИЕ МЕТОДОВ КОНТРОЛЯ
ПРИ ИЗГОТОВЛЕНИИ СОСУДОВ И АППАРАТОВ
4.1. Выбор метода контроля определяется конструктивными особенностями изделия, физическими свойствами контролируемого материала, техническими требованиями к изготовлению сосуда.
4.2. Методы контроля качества материалов, заготовок, сварных соединений, элементов сосудов назначают в соответствии с требованиями таблицы 1.
Назначение методов контроля при изготовлении
Объекты контроля │ Методы контроля
Листовая сталь │ ВО + УЗД
Двухслойная сталь │ ВО + ЦД + УЗД
Кованые и штампованные заготовки. │ ВО + МПД(ЦД) + УЗД
Сварные соединения категорий: │ ВО + МПД(ЦД) + (УЗД, РГ)
E │ ВО + МПД(ЦД) + УЗД
Наплавка │ ВО + ЦД + УЗД
1. ВО - визуальный осмотр; ЦД - цветной метод дефектоскопии; МПД - магнитопорошковый метод дефектоскопии; УЗД - ультразвуковой метод дефектоскопии; РГ - радиография.
2. Знак "+" соответствует слову "и", "запятая" - слову "или".
3. ЦД или МПД кованых и штампованных заготовок, элементов сосудов проводят выборочно в местах визуального обнаружения дефектов, а для двухслойной стали - на полосе 200 мм под сварные соединения.
4.3. Методы - ультразвуковой или радиографический - выбирают исходя из требования обеспечить более полное и точное выявление недопустимых дефектов, а также с учетом эффективности данного метода контроля для сварного соединения конкретного вида.
4.4. Последовательность применения методов контроля и их сочетание определяются технологией изготовления сосудов и аппаратов.
4.5. Углеродистая и низколегированная листовая сталь, двухслойная сталь толщиной свыше 25 мм должны быть подвергнуты полистному контролю ультразвуковым методом. Объем контроля и класс сплошности листа должны быть установлены отраслевыми нормативными документами.
4.6. Поковки, штампованные заготовки, металл штуцеров из углеродистых, низколегированных и среднелегированных сталей после окончательной термической обработки должны быть подвергнуты поштучному контролю ультразвуковым методом в объеме 100%.
4.7. Сварные соединения категорий A, B, C, D должны быть подвергнуты контролю в объеме 100% длины контролируемых швов.
4.8. Методики контроля и нормы дефектности должны соответствовать установленным отраслевыми нормативными документами.
5. НАЗНАЧЕНИЕ МЕТОДОВ КОНТРОЛЯ
ПРИ ЭКСПЛУАТАЦИИ СОСУДОВ И АППАРАТОВ
5.1. Контроль неразрушающими методами в процессе эксплуатации осуществляют при техническом освидетельствовании сосудов и аппаратов. Периодичность и виды технических освидетельствований устанавливает предприятие в соответствии с требованиями Правил устройства и безопасной эксплуатации сосудов, работающих под давлением, утвержденных Госгортехнадзором СССР, и отраслевых нормативных документов.
5.2. Требования к назначению методов и объемам контроля сосудов и аппаратов, их элементов и сварных соединений даны в таблицах 2 - 4.
Методы контроля кованых, кованосварных, вальцованосварных
и штампосварных сосудов
Контролируемые │ Виды технического освидетельствования
│ После │ Периодическое │ Дополнительное
Корпус │ ВО │ВО + УЗТ │ВО + ЦД + УЗТ
Сварные соединения │ │ВО + (МПД, ЦД)+ УЗД│ВО + МПД(ЦД) + УЗД
Уплотнительные │ │ │ВО + ЦД
Примечание. ВО - визуальный осмотр с наружной и внутренней поверхностей; УЗТ - ультразвуковая толщинометрия.
Методы контроля многослойных сосудов
│ После │ Периодическое │ Дополнительное,
Корпус │ ВО │ВО │ВО
Сварные соединения │ │ВО + МПД(ЦД) │ВО + МПД(ЦД)
Сварные соединения │ ВО + ЦД │ВО + ЦД │ВО + ЦД + УЗД
Сварные соединения │ ВО │ВО + ЦД + УЗД │ВО + ЦД + УЗД
монолитных обечаек и │ │ │
концевых элементов с │ │ │
Уплотнительные │ │ВО + ЦД │ВО + ЦД
Примечание. УЗД сварных соединений центральных обечаек выполняют в случаях обнаружения дефектов ВО или ЦД.
ГОСТ Р 50599-93
Сосуды и аппараты стальные сварные высокого давления. Контроль неразрушающий при изготовлении и эксплуатации
Настоящий стандарт распространяется на стальные сварные сосуды и аппараты (далее - сосуды и аппараты), предназначенные для эксплуатации под внутренним избыточным давлением свыше 10 до 130 МПа при температуре стенки не ниже минус 40 и не выше 525 °С, и устанавливает:
1) методы неразрушающего контроля (визуальный, цветной, магнитопорошковый, ультразвуковой, радиографический) сосудов и аппаратов в процессе их изготовления и эксплуатации;
2) основные требования к проведению контроля;
Классификация сосудов и аппаратов по способу изготовления приведена в приложении А.
В настоящем стандарте использованы ссылки на следующие стандарты.
ГОСТ 12.1.003-83 ССБТ. Шум. Общие требования безопасности
ГОСТ 12.1.004-91 ССБТ. Пожарная безопасность. Общие требования
ГОСТ 12.2.007.2-75 ССБТ. Трансформаторы силовые и реакторы электрические. Требования безопасности
ГОСТ 12.2.007.12-88 ССБТ. Источники тока химические. Требования безопасности
ГОСТ 12.2.007.13-88 ССБТ. Лампы электрические. Требования безопасности
ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
3 ОБЪЕКТЫ КОНТРОЛЯ
3.1 Объектами контроля сосудов и аппаратов являются материалы, элементы корпуса, сварные соединения.
3.2 К материалам, из которых изготовляют сосуды и аппараты, относятся листовая сталь, в том числе двухслойная, сортовой прокат, кованые и штампованные заготовки.
3.3 К элементам корпуса сосуда, аппарата относятся фланцы, крышки, обечайки, днища, штуцера (патрубки), горловины.
3.4 Различным способам исполнения сосудов и аппаратов соответствуют следующие типы сварных соединений:
1) стыковые и угловые, соединяющие монолитные однослойные элементы;
2) стыковые и угловые, соединяющие многослойные элементы;
3) стыковые и угловые, соединяющие однослойные элементы с многослойными.
Рисунок 1
4.1 Выбор метода контроля определяется конструктивными особенностями изделия, физическими свойствами контролируемого материала, техническими требованиями к изготовлению сосуда.
4.2 Методы контроля качества материалов, заготовок, сварных соединений, элементов сосудов назначают в соответствии с требованиями таблицы 1.
Кованые и штампованные заготовки
1 ВО - визуальный осмотр; ЦД - цветной метод дефектоскопии; МПД - магнитопорошковый метод дефектоскопии; УЗД - ультразвуковой метод дефектоскопии; РГ - радиография
2 Знак "+" соответствует слову "и", "запятая" - слову "или"
Магнитопорошковым методом следует контролировать поверхности из углеродистых, низколегированных и легированных сталей.
Допускается контролировать эти поверхности цветным методом в случае неэффективности магнитопорошкового метода.
Цветным методом следует контролировать поверхности из аустенитных сталей.
4.4 Последовательность применения методов контроля и их сочетание определяются технологией изготовления сосудов и аппаратов.
4.5 Углеродистая и низколегированная листовая сталь, двухслойная сталь толщиной свыше 25 мм должны быть подвергнуты полистному контролю ультразвуковым методом. Объем контроля и класс сплошности листа должны быть установлены отраслевыми нормативными документами.
4.6 Поковки, штампованные заготовки, металл штуцеров из углеродистых, низколегированных и среднелегированных сталей после окончательной термической обработки должны быть подвергнуты поштучному контролю ультразвуковым методом в объеме 100%.
4.7 Сварные соединения категорий , должны быть подвергнуты контролю в объеме 100 % длины контролируемых швов.
4.8 Методики контроля и нормы дефектности должны соответствовать установленным отраслевыми нормативными документами.
5.2 Требования к назначению методов и объемам контроля сосудов и аппаратов, их элементов и сварных соединений даны в таблицах 2-4.
В случае невозможности выполнения требований таблиц 2-4 объем и методы контроля в каждом конкретном случае могут быть уточнены программой обследования, разработанной заводом-изготовителем или специализированной научно-исследовательской организацией.
Методы контроля кованых, кованосварных, вальцованосварных и штампосварных сосудов
Читайте также: