Сварка допускных стыков трубопроводов
Обновлено: 19.05.2024
2.9.10.16. Сварка должна производиться электродами с основным видом покрытия, рекомендованными разделом 2.3 настоящих ВСН для основной трубы данной категории прочности. Сварку заполняющих слоев шва целесообразно производить электродами диаметром 3,0-3,25 мм. При этом могут быть использованы электроды той же категории прочности, что и рекомендованные для сварки корневого слоя шва.
2.9.10.17. После приварки патрубков необходимо проводение отпуска с нагревом сварного соединения до 200°С и последующим охлаждением под теплоизолирующим поясом до полного остывания.
В случае вварки заплат последующий подогрев не производится, но место ремонта укрывается теплоизолирующим поясом. В процессе охлаждения как в первом, так и во втором случае попадание влаги на сварное соединение не допускается.
2.9.10.18. Последней операцией при вварке патрубка является прихватка и приварка эллиптической заглушки к патрубку.
Заглушка должна быть прихвачена и приварена не менее чем в 3 слоя сплошным швом к патрубку электродами с основным видом покрытия диаметром 2,5-3,25 мм, рекомендованными для сварки корневого слоя шва (см. табл.10). Перед сваркой торцы патрубка и заглушки необходимо просушить.
2.9.10.19. Сварные швы должны быть проконтролированы и радиографическим способом и ультразвуковым. Непровары в сварном соединении не допускаются. Контроль УЗК следует осуществлять как со стороны трубы, так и со стороны патрубка. Допустимые дефекты (кроме непроваров) должны соответствовать требованиям п.4.32 СНиП III-42-80.
2.9.10.20. При обнаружении недопустимых дефектов сварное соединение ремонту не подлежит. Участок трубы вырезается и на его место вваривается катушка длиной не менее диаметра основной трубы.
2.9.10.21. После окончания работ по вварке патрубка и заглушки составляется акт специальной формы (см. ВСН 012-88/Миннефтегазстрой "Формы исполнительной документации и правила ее оформления", ч.II).
2.9.11. Сварка прямых врезок
2.9.11.1. Приварка свечей пылеуловителей, вварка байпасов и других врезок должны быть выполнены через тройники заводского изготовления. Если предусмотрено проектом, допускаются прямые врезки при условии, что диаметр ответвления не превышает 0,3 диаметра основной трубы. Если диаметр ответвления превышает 0,3 диаметра основной трубы, следует применять только специальные детали трубопроводов.
2.9.11.2. Для выполнения прямой врезки в основной трубе по шаблону вырезают отверстие и после его обработки механическим способом присоединяют ответвление. Конструкция ответвления должна соответствовать ВСН 1-84/Мингазпром.
2.9.11.3. При выполнении прямых врезок условия подогрева и технология их вварки (тип сварочных материалов, количество слоев шва и т.д.) должны соответствовать в основном требованиям раздела 2.9.10.
2.9.12. Сварка захлестов
2.9.12.1. В зависимости от конкретных условий различают следующие виды технологических захлестов:
концы трубопровода свободны (не засыпаны землей) и находятся в траншее или на ее бровке;
один конец трубопровода защемлен (засыпан, подходит к крановому узлу), а другой имеет свободное перемещение;
оба соединяемых конца трубопровода защемлены (соединены с патрубками запорной арматуры).
В первых двух случаях замыкание трубопровода можно осуществить сваркой одного кольцевого стыка - захлеста. В последнем случае необходима вварка катушки с выполнением двух кольцевых стыков (рис.13).
Рис.13. Схема ликвидации технологического разрыва:
а - при монтаже захлеста; б - при врезке катушки; 1 - труба; 2 - катушка
2.9.12.2. Выполнять работы по ликвидации технологических разрывов следует, как правило, в дневное время при температуре окружающего воздуха не ниже -40°С.
2.9.12.3. Монтаж захлестов и катушек необходимо выполнять только в присутствии прораба или мастера с последующим составлением акта (см. ВСН 012-88/Миннефтегазстрой) . В акте указывают:
фамилии электросварщиков и схему их расстановки;
сварочные материалы и результаты визуального и радиографического контроля стыка.
2.9.12.4. Если трубопровод находится в траншее, в месте соединения труб необходимо подготовить приямок, размеры которого должны беспрепятственно обеспечивать работы по сварке, контролю и изоляции стыка.
2.9.12.5. Если соединяемые трубы были ранее изолированы, необходимо удалить изоляцию на расстоянии не менее 150 мм от места сварки.
2.9.12.6. Для сварки захлеста в траншее необходимо оставлять незасыпанным один из примыкающих участков трубопровода на расстоянии 60-80 м от места предполагаемого захлесточного стыка.
2.9.12.7. Подготовку труб к сборке с помощью центраторов при монтаже захлестов следует выполнять в приведенной последовательности:
один из концов трубопровода заранее подготавливают под сварку и укладывают на опоры высотой 50-60 см по оси трубопровода;
плеть, образующую другой конец трубопровода, вывешивают рядом с первой и делают разметку места реза. Разметка линии реза должна быть выполнена только с помощью шаблона, чтобы исключить образование косого стыка;
газовую резку плети следует проводить с последующей подготовкой фасок любым станком типа СПК. Как исключение (если нет станка типа СПК) допускается применять газовую резку (преимущественно механизированную) с последующей зачисткой абразивным инструментом;
стыковку труб с применением наружного центратора выполняют путем подъема обрезанной плети трубоукладчиками на высоту не более 1,5 м на расстоянии 60-80 м от конца трубы; при этом за счет упругих деформаций обрезанный конец провисает, что позволяет совместить один конец с другим;
не допускается стропить трубу для подъема в месте расположения сварных кольцевых швов;
регулировку зазора в стыке осуществляют изменением высоты подъема трубопровода трубоукладчиками.
2.9.12.8. Подготовку труб к сборке при врезке катушек осуществляют в приведенной последовательности:
концы труб, которые должны быть соединены, обрезают и подготавливают под сварку в соответствии с требованиями, изложенными в настоящем разделе;
катушку изготавливают требуемой длины на трубы той же толщины, того же диаметра и марки стали, что и соединяемые трубы;
трубоукладчиком пристыковывают катушку к трубопроводу, собирают стык с применением наружного центратора и сваривают первый стык. Сборку второго стыка выполняют с помощью наружного центратора после окончания сварки первого стыка;
длина катушки должна быть не менее одного диаметра трубы.
2.9.12.9. Для обеспечения требуемого зазора или соосности труб запрещается натягивать трубы, изгибать их силовыми механизмами или нагревать за пределами зоны сварного стыка, а также категорически запрещается вваривать любые присадки.
2.9.12.10. Сборка разнотолщинных труб при монтаже захлестов не допускается.
2.9.12.11. Прихватку следует выполнять электродами с основным видом покрытия, предназначенным для сварки корневого слоя шва.
2.9.12.12. Наложение прихваток и сварку труб диаметром более 426 мм должны выполнять без перерывов в работе не менее 2 электросварщиков одновременно.
2.9.12.13. Если сварщик может проникнуть внутрь трубы, он выполняет внутреннюю подварку стыка на нижней четверти периметра и в местах видимых дефектов электродами, предназначенными для сварки корневого слоя шва.
2.9.12.14. Сварные соединения захлестов оставлять незаконченными не разрешается.
2.9.13. Муфтовые сварные соединения
2.9.13.1. Муфтовые соединения разрешаются при сварке труб диаметром до 59 мм из стали марок Ст3, 10, 20 или из аналогичных им.
2.9.13.2. Конструкция сварного соединения должна соответствовать ГОСТ 16037-80 "Соединения сварные стальных трубопроводов, основные типы, конструктивные элементы и размеры".
2.9.13.3. Муфта должна быть изготовлена в соответствии с требованиями ГОСТ 16037-80 из труб соответствующих типоразмеров для обеспечения зазора между трубой и муфтой 1 ±0,5 мм и из стали аналогичного уровня класса прочности. Длина муфты должна быть не менее 50 мм (рис.14).
Рис.14. Размеры муфтового соединения
2.9.13.4. Сварку следует осуществлять на минимальных токах, регламентированных заводом-изготовителем и обозначенных на этикетках электродных пачек электродами с основным видом покрытия типа Э42А или Э50А, указанных в табл.10 настоящих ВСН.
2.9.13.5. Усиление должно быть не более 1 мм для соединений, выполненных в нижнем положении и не более 2 мм - в остальных положениях; ослабление - не более 2 мм во всех пространственных положениях.
2.9.13.6. Сварные швы не должны иметь видимых дефектов (подрезов, пор, незаплавленных кратеров, трещин).
2.9.13.7. При контроле допускных сварных соединений, а также при испытаниях электросварщиков следует испытывать муфтовые сварные соединения на растяжение и на сплющивание по ГОСТ 6996-66 (см. приложение 1).
Все муфтовые сварные соединения подвергаются контролю с применением цветной красящей дефектоскопии (ЦКД) по ОСТ 36-76-83. Дополнительно к 100%-ному контролю ЦКД 1% муфтовых сварных соединений в процессе сварки подвергается механическим испытаниям на растяжение и сплющивание. При этом для механических испытаний выбираются соединения, самые худшие по внешнему виду.
2.10. Ремонт сварных соединений
2.10.1. Ремонт сварных соединений, выполненных дуговой сваркой, производится в случаях, предусмотренных п.4.34 СНиП III-42-80 и приложением 2.
2.10.2. Ремонт участков сварных швов, имеющих дефекты, осуществляют путем их вышлифовки с помощью абразивных кругов с последующей заваркой ручной дуговой сваркой в соответствии с п.4.35 СНиП III-42-80.
Примечания: 1. Допускается удалять с помощью газовой резки или воздушно-дуговой строжки участки, имеющие дефекты, с последующей зачисткой мест реза абразивным инструментом.
2. Удаление участков сварных швов, имеющих дефекты, с помощью газовой или поверхностной воздушно-дуговой резки допускается только при длине участков не менее 200 мм и сварных соединений из сталей всех уровней прочности, кроме сталей термического упрочнения.
2.10.3. Если после ремонта по периметру стыка обнаружены неудаленные дефекты, разрешается их дополнительная вышлифовка с последующей заваркой. Повторный ремонт одного и того же дефекта не разрешается.
2.10.4. Ремонт сварных швов стыков труб диаметром до 1020 мм выполняют только снаружи, а труб диаметром 1020 мм и более - как снаружи, так и изнутри в зависимости от глубины залегания дефектов.
2.10.5. Ремонт сварных стыков труб диаметром 1020 мм и более снаружи трубы осуществляют, если недопустимые дефекты расположены в заполняющих и облицовочном слоях шва. Трубопровод ремонтируют изнутри, если недопустимые дефекты расположены в корневом слое шва, горячем проходе и подварочном слое шва и возможен доступ к месту ремонта. В случае вышлифовки дефектного участка трубы она должна вестись шлифовальной машинкой с напряжением не более 36 В. Место расположения дефекта определяет и отмечает дефектоскопист ПИЛа.
2.10.6. Места ремонта и номер ремонтируемого стыка трубы указываются несмываемой краской.
2.10.7. Разметку для последующей вышлифовки участков сварного шва с дефектами снаружи трубы выполняют таким образом, чтобы длина вышлифованных участков сварного шва превышала длину исправляемого дефектного участка не менее чем на 30 мм в каждую сторону.
2.10.8. Разметку участков сварного шва, имеющего дефекты изнутри трубы, проводят с помощью кольцевого шаблона с нанесенными делениями, которые соответствуют показаниям мерного пояса.
Как и при наружном ремонте, длина удаляемых участков сварного шва изнутри трубы должна превышать размеры исправляемого дефектного участка не менее чем на 30 мм в каждую сторону.
2.10.9. Разделка выбранных под сварку участков с дефектами должна соответствовать виду дефекта и обеспечивать качество выполнения сварочных работ.
Ширина выбранного участка сварного шва с дефектом зависит от толщины стенки свариваемых труб:
Толщина стенки трубы, мм
Ширина удаляемого участка, мм
Глубину выбранного участка определяют глубиной замеченного дефекта. Перед выполнением сварочных ремонтных работ следует в зоне сварки удалить ржавчину и влагу, а также следы изоляции.
2.10.10. Ремонт одного стыка разными сварщиками запрещается.
2.10.11. Все отремонтированные участки стыков должны быть подвергнуты внешнему осмотру, радиографическому контролю и удовлетворять требованиям п.4.32 СНиП III-42-80.
2.11. Сварка трубопроводов, транспортирующих
сероводородсодержащие среды
2.11.1. Настоящие требования распространяются на производство сварочно-монтажных работ и термическую обработку стыков промысловых нефтегазопроводов, предназначенных для транспортировки сред с парциальным давлением сероводорода свыше 1 МПа, а содержанием сероводорода не выше 10% (объемных). Трубопроводы, сваренные в соответствии с требованиями настоящих ВСН, ингибируются, влажность транспортируемого газа не должна превышать 60%.
2.11.2. Сварку, сборку и контроль качества промысловых нефтегазопроводов, предназначенных для транспортировки сред с парциальным давлением сероводорода в диапазоне 0,3-1,0 МПа, следует проводить в соответствии с ВСН 005-88/Миннефтегазстрой "Строительство промысловых стальных трубопроводов. Технология и организация".
2.11.3. Контроль качества сварных соединений трубопроводов, транспортирующих сероводородсодержащие среды, включает:
сплошной операционный контроль в процессе сборки и сварки стыков;
осмотр и измерение геометрических параметров швов;
проверку качества шва физическими методами контроля;
механические испытания допускных стыков и контроль твердости металла шва и зоны термического влияния.
Все сварные стыки подвергаются 100%-ному радиографическому контролю до термообработки с дублированием 20% стыков ультразвуковым методом контроля для проверки на отсутствие трещин после термообработки.
Критерии оценки качества сварных соединений представлены в приложении 2 со следующими дополнительными ограничениями по результатам радиографического контроля:
в корне шва не должно быть непроваров, находящихся в пределах чувствительности снимка, регламентированной ГОСТ 7512-82;
в корне шва не должно быть утяжин (провисов) на длине более 12% периметра, глубиной свыше 10% толщины стенки (но не более 1,5 мм).
Контроль твердости сварных соединений выполняется в объеме 10% стыков методом "Польди" или другими аналогичными. Замеры проводятся в 3 точках: на металле шва, в зоне термического влияния (на расстоянии 2 мм от линии сплавления) и на основном металле (на расстоянии 50 мм от шва).
Величина твердости не должна превышать 220 единиц по шкале Бриннеля. Результаты контроля твердости записываются в журнал термической обработки стыков или оформляются актом и прилагаются к сварочному журналу.
2.11.4. Аттестацию электросварщиков перед допуском их к сварке трубопроводов, предназначенных для транспортировки сероводородсодержащих сред, следует осуществлять в соответствии с приложением 1.
2.11.5. Сварка трубопроводов для транспортировки сероводородсодержащих продуктов с парциальным давлением сероводорода свыше 1 МПа при содержании сероводорода не выше 10% (объемных) осуществляется с использованием ручной дуговой и автоматической сварки под флюсом.
2.11.6. Сварочно-монтажные работы разрешается выполнять при температуре окружающего воздуха не ниже -20°С. При скорости ветра свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инверторных укрытий запрещается.
2.11.7. По общим вопросам сборки и сварки и требованиям к сварочным материалам и металлу труб, не рассматриваемым в данном подразделе ВСН, следует руководствоваться СНиП III-42-80 "Магистральные трубопроводы", "Правилами производства и приемки работ" и предыдущими разделами настоящего ВСН.
2.11.8. График для определения парциального давления сероводорода в зависимости от его концентрации при различных рабочих давлениях в трубопроводе представлен в приложении 5.
2.11.10. Запрещается применять трубы и детали трубопроводов, не имеющие сертификатов (заводских паспортов, подтверждающих их соответствие требованиям государственных стандартов или технических условий, товарного знака или маркировки).
2.11.11. Все детали трубопроводов и арматуры, контактирующие с коррозионно-активными средами, должны поставляться заказчиком в заводском исполнении. Допускается изготовление отдельных видов соединительных деталей (по согласованию с заказчиком) на промышленных базах строительно-монтажных подразделений при условии соблюдения всех требований СНиП 2.05.06-85 и настоящего раздела ВСН. Независимо от способа изготовления тройники, отводы и заглушки должны быть термообработаны по режиму, указанному в табл.33.
2.11.1.2. Концы труб должны иметь снятые фаски под углом 30-35° в соответствии с рис.1, а, б.
2.11.13. Сортамент электродов для ручной дуговой сварки должен соответствовать данным, приведенном в табл.33.
Группы по диаметрам труб
* Примечание: для труб свыше 426 мм аттестация технологии сварки должна проводиться по ВСН 006 "Сварка - Новая редакция".
Группы по толщине стенки
- изменение типа сварочных материалов за пределы принятого технологией прочностного класса, типа электродов, вида электродного покрытия, вида сердечника порошковой проволоки, типа и основности флюса;
- изменение числа слоев шва (в сторону уменьшения) и временного интервала между их выполнением (в сторону увеличения);
- уменьшение числа сварщиков на корневом слое шва против предусмотренного технологической инструкцией.
15.23. Аттестацию технологии ремонта дефектных стыков целесообразно проводить одновременно с аттестацией технологии сварки трубопровода преимущественно на том же стыке. При проведении аттестации технологии ремонта производят ремонт участков сварного шва длиной не менее 300 мм в потолочной части стыка. При диаметре трубы меньше 426 мм - не менее 1/6 периметра трубы. В том случае, если ремонт сварного шва выполняется теми же сварочными материалами и тем же методом сварки, которые предусмотрены аттестованной технологией, разрешается аттестовать технологию ремонта по результатам неразрушающего контроля ремонтного участка шва.
15.24. Технология сборки и сварки захлестов и другие специальные сборочно-сварочные работы должны быть аттестованы самостоятельно.
Аттестация сварщиков. Сварка допускных стыков
15.25. К аттестационным испытаниям сварщиков по аттестованной для данного объекта технологии сварки допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором России и имеющие удостоверения установленной формы.
15.26. Все сварщики до начала работ на данном объекте должны выполнить сварку допускных стыков на специально подготовленных катушках.
Сварщики, участвовавшие в аттестации технологии сварки и выполнявшие приемочный стык, признанный годным, от аттестации на допускных стыках освобождаются.
15.27. Допускной стык должен свариваться в присутствии представителей технадзора Заказчика в условиях непрерывного пооперационного контроля и последовательной оценки качества каждой операции.
Аттестационные испытания сварщика, в том числе при работе в составе бригады, назначают также в случаях, если:
15.28. Испытания образцов на излом с надрезом выполняются после радиографического контроля допускного стыка.
Образцы для испытания на излом с усилением шва должны иметь длину около 230 мм и ширину около 20 мм. Они могут быть вырезаны газовой резкой, фрезой или другим аналогичным инструментом с последующей механической обработкой. Образцы должны иметь надрезы, выполненные ножовкой в центральной части сварного шва (со стороны наружного усиления) и по бокам шва.
15.29. Если по результатам контроля допускной стык не принят, то разрешается выполнить сварку и контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков сварщик признается не выдержавшим испытание. К повторному испытанию сварщик может быть допущен только после дополнительного обучения (тренировки) по специальной программе, согласованной с технадзором Заказчика.
15.30. Срок действия аттестационных испытаний сварщиков определяется продолжительностью строительства данного объекта, если соблюдены следующие условия:
- сварщик в течение всего этого времени выполняет только ту работу, по которой он прошел аттестационные испытания;
Если сварщик за время работы нарушает технологическую дисциплину и допускает брак в работе, представитель Заказчика имеет право отстранить его от работы и потребовать переаттестации.
Подготовка кромок и сборка стыков
15.31. Основные типы разделки кромок труб, выполняемых в монтажных условиях, приведены на рис. 4 а, б.
Подготовку кромок со стандартной разделкой (см. рис. 4а) можно выполнять как механической обработкой, так и газовой резкой с последующей зачисткой шлифмашинкой. Подготовку кромок с двухскосой разделкой (см. рис. 4б) можно выполнять только механической обработкой концов труб или патрубков. Такая разделка является предпочтительной при изготовлении трубных узлов и толстостенных труб при толщине стенки 15 мм и более.
15.32. До начала сборки на всех поступивших для сварки труб, деталях трубопроводов, арматуре мастером (или другим ответственным лицом) должно быть проверено наличие клейм, маркировки, а также сертификатов завода-изготовителя, подтверждающих соответствие труб, деталей трубопроводов и арматуры их назначению.
При отсутствии клейм, маркировки, сертификатов (или других документов, удостоверяющих их качество) трубы, детали трубопроводов и арматура к сборке и сварке не допускаются.
Сварка допускных стыков трубопроводов
Приложение 1 Технологическая карта сварки труб из полиэтилена встык нагретым инструментом (НИ-01-СК/СБ)
1 Область применения
2. Нормативные ссылки
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ 32415-2013 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 53652.3-2009 Трубы из термопластов. Метод определения свойств при растяжении. Часть 3. Трубы из полиолефинов
ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
3. Подготовка сварочного производства
3.1. Требования к квалификации сварщиков
3.1.1. Сварщики и специалисты сварочного производства, выполняющие работы по сварке нагретым инструментом труб должны быть аттестованы в соответствии с ПБ 03-273-99 и РД 03-495-02 [3].
3.1.2. Сварку допускных стыков осуществляют в условиях, приближенных к производственным. Допускные образцы изготавливаются из отрезков полиэтиленовых труб длиной не менее 300 мм. Допускные образцы подвергают визуальному и измерительному контролю и испытанию на осевое растяжение.
3.2 Свариваемые материалы
3.2.2. Документ о качестве, сопровождающий каждую партию труб (деталей), содержит: наименование и (или) товарный знак предприятия-изготовителя; номер партии и дату изготовления; условное обозначение трубы (детали); размер партии в метрах (штуках); марку сырья; условия и сроки хранения; результаты испытаний или подтверждение о соответствии качества требованиям нормативной документации.
3.2.4 В случае неполноты приведённых данных в документе о качестве или при необходимости проверки качества труб из полиэтилена, при входном контроле проводят испытания на осевое растяжение. Контроль выполняют в аттестованной лаборатории.
3.3 Сварочное оборудование
3.3.1 Работы должны проводиться при температуре воздуха не ниже -10°С и не выше +35°С. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
3.3.3 При подготовке сварочного оборудования подбираются зажимы и вкладыши, соответствующие диаметру свариваемых труб. Вкладыши зажимов должны быть чистыми, без сколов и заусенцев, которые могли бы повредить поверхность труб. Рабочие поверхности нагревателя и инструмента для обработки полиэтиленовых труб очищаются от пыли и остатков полиэтилена.
3.3.4 Работоспособность оборудования определяется при визуальной проверке комплектующих узлов сварочных машин, аппаратов, приспособлений и их контрольном включении. У сварочных машин стыковой сварки проверяют плавность перемещения подвижного зажима центратора и работу торцевателя. Особое внимание уделяется визуальной проверке изоляции электрических кабелей и заземлителей.
3.3.5 При сварке встык свободный конец трубы или плети закрывают инвентарными заглушками для предотвращения сквозняков внутри свариваемых труб.
3.3.6 Оборудование перед использованием должно быть проконтролировано на наличие паспорта завода-изготовителя, комплектность и исправность, и должно обеспечивать заданные режимы работы. Оборудование должно быть аттестовано согласно РД 03-614-03 [3].
3.4 Требования к организации сварочного производства
Организация, производитель сварочных работ, должна пройти процедуры проверки готовности на использование аттестованной сварочной технологии в соответствии с РД 03-615-03 [5].
4. Требования к сборке и сварке
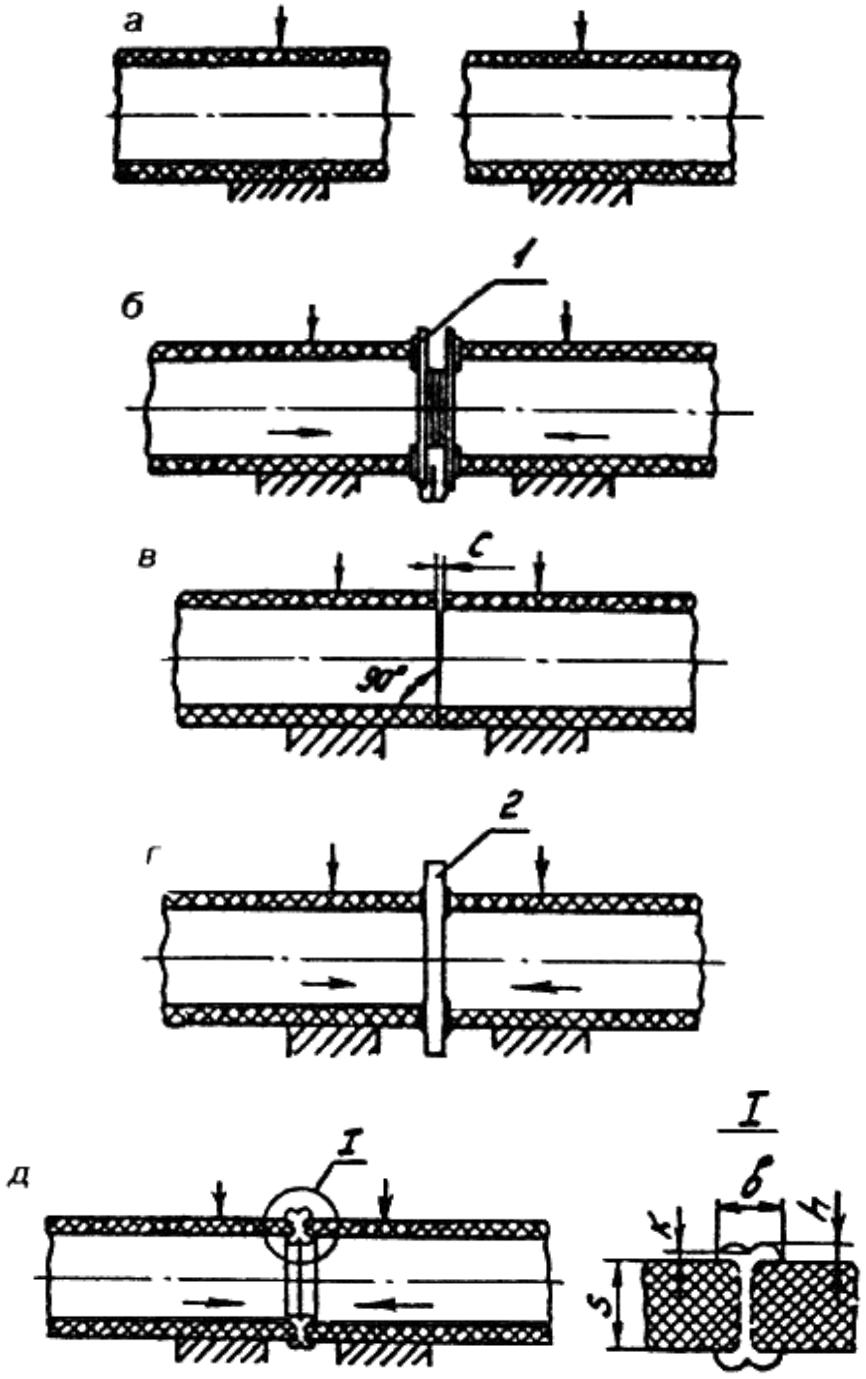
4.1. Стыковая сварка рекомендуется для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и толщиной стенки более 4 мм.
 | |
| 866 × 1379 пикс. Открыть в новом окне | |
а - центровка и закрепление в зажимах сварочной машины концов свариваемых труб; б - механическая обработка торцов труб с помощью торцовки 1; в - проверка точности совпадения торцов по величине зазора с; г - нагрев и оплавление свариваемых поверхностей нагретым инструментом 2; д - осадка стыка
4.2. Основными параметрами при сварке нагретым инструментом встык являются температура нагретого инструмента (Тн) и величины давления (Роп, Рн и Рос) и времени (tоп, tн, tп, tд и tохл). Значение параметров принимается в соответствии с рекомендациями завода-изготовителя сварочного оборудования.
Прочность шва снижается как при понижении, так и при повышении температуры расплава, поэтому большинство опасных дефектов возникает именно при перегреве или недогреве торцов свариваемых труб.
СП 34-116-97, часть 8
Аттестация сварщиков. Сварка допускных стыков
он имел перерыв в своей работе более трех месяцев;
в технологическую документацию внесены изменения.
Допускной стык подвергают:
пооперационному контролю в процессе сварки;
визуальному осмотру с определением геометрических параметров сварного соединения;
испытанию образцов на излом с надрезом.
- перерыв в работе за этот период не превышает трех месяцев.
Подготовка кромок и сборка стыков
Рис. 4. Формы подготовленных кромок:
а - со скосом кромок; б - с криволинейным скосом кромок;
В = 7 мм при толщине стенки 15-20 мм; В = 10 мм при толщине стенки больше 20 мм.
15 33. До начала сборки трубы, детали трубопроводов и арматура должны пройти входной контроль на пригодность к сборке.
При визуальном контроле поверхности труб, включая зоны заводских продольных швов, должны быть выявлены недопустимые дефекты, регламентированные техническими условиями на поставку труб.
Трубы, детали трубопроводов и арматура с недопустимыми дефектами к сборке не допускаются.
На поверхности труб или деталей не допускаются:
- трещины, плены, рванины, закаты любых размеров;
- местные перегибы, гофры и вмятины.
15.34. Во избежание получения "косых" стыков необходимо проверить соответствие степени отклонения свариваемого торца от угольника, который должен быть не выше следующих значений:
для труб, деталей, арматуры диаметром до 225 мм - не более 1,5 мм; при диаметре от 225 мм до 529 мм включительно - не более 2,0 мм; при диаметре свыше 529 мм - более 2,5 мм.
15.35. Все местные уступы и неровности, имеющиеся на свариваемых торцах и препятствующие их точному соединению, следует до начала сборки устранить с помощью абразивного круга или напильника, не допуская острых углов и резких переходов.
15.36. Перед сборкой труб необходимо очистить внутреннюю полость труб и деталей трубопроводов от грунта, грязи, снега и т.п. загрязнений, а также механически очистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб, деталей трубопроводов, патрубков, арматуры на ширину не менее 10 мм.
Перед сборкой необходимо обрезать деформированные концы труб и участки с поврежденной поверхностью труб.
15.37. Допускается правка плавных вмятин по телу трубы или правка деформированных торцов труб глубиной не более 3,5% диаметра труб с помощью безударных разжимных приспособлений. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм 2 ) допускается правка вмятин и деформированных торцов труб без подогрева при температуре окружающего воздуха +5°С и выше. При более низких температурах требуется подогрев на 100-150°С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм 2 ) и выше подогрев на 100-150°С требуется при любых температурах окружающего воздуха.
Вмятины и деформированные торцы глубиной более 3,5% от диаметра труб, а также любые вмятины с резкими перегибами, вмятины с надрывами или вмятины, совпадающие с дефектами поверхности или кромок труб, исправлению не подлежат и должны быть вырезаны.
15.38. В местах, пораженных коррозией, толщина стенки труб или деталей не должна выходить за пределы минусовых допусков, установленных техническими условиями на поставку. Замер толщины стенки трубы на этих участках необходимо выполнять с помощью ультразвукового толщиномера с точностью не менее 0,1 мм.
15.39. Допускается производить зачистку на поверхности труб и деталей царапин, рисок и задиров глубиной не более 0,4 мм, а также участков поверхности, пораженных коррозией, при условии, что толщина стенки после устранения дефектов не будет выходить за пределы минусовых допусков, установленных техническими условиями на поставку.
15.40. Допускается ремонт сваркой дефектов на фасках труб (забоин, задиров) глубиной не более 5 мм с последующей механической зачисткой мест исправления дефектов до восстановления необходимого скоса кромок. Ремонт этих дефектов следует производить электродами, прочностной класс которых не превышает соответствующего типу Э50А-Б, независимо от прочностного класса труб.
15.41. При сборке стыков труб с одинаковой нормативной толщиной стенки должны соблюдаться следующие требования:
внутреннее смещение внутренних кромок бесшовных труб не должно превышать 2 мм. Допускаются на длине не более 100 мм местные внутренние смещения кромок труб, не превышающие 3 мм;
величина наружного смещения в этом случае не нормируется, однако должен быть обеспечен последующий плавный переход поверхности шва к основному металлу в соответствии с технологической картой;
смещение кромок электросварных труб не должно превышать 20% нормативной толщины стенки, но не более 3 мм. Измерение величины смещения кромок допускается проводить шаблоном по наружным поверхностям труб.
Для труб с нормативной толщиной стенки до 10 мм допускается смещение кромок до 40% нормативной толщины, но не более 2 мм.
В случае необходимости для бесшовных труб следует производить их селекцию по размерам концов труб.
Если разность внутренних диаметров стыкуемых бесшовных труб диаметром не более 89 мм, выполненных из углеродистых нелегированных сталей, превышает требования п. 15.41, то для обеспечения плавных переходов в месте стыка может быть произведена безударная раздача концов труб без нагрева при температуре окружающего воздуха более +5°С.
В случае более низких температур окружающего воздуха при безударной раздаче необходим подогрев на 100-150°С.
Сборку труб диаметром 529 мм и выше следует производить на внутренних центраторах с гидравлическим или пневматическим приводом.
15.42. При сборке стыков труб или труб с деталями трубопроводов и патрубками арматуры допускается их непосредственное соединение без дополнительной обработки кромок только в следующих случаях:
для толщин стенок не более 12,5 мм, если разность толщин не превышает 2,0 мм;
для толщин стенок более 12,5 мм, если нормативная разность толщин не превышает 3,0 мм. В этом случае смещения стыкуемых кромок не допускаются.
Сборка труб или труб с деталями трубопроводов и запорной арматурой с большей нормативной разнотолщинностью, чем это указано, может осуществляться:
через переходник по толщине или патрубок промежуточной толщины длиной не менее 250 мм;
непосредственным соединением свариваемых торцов после специальной подготовки кромок изнутри и (или) снаружи более толстостенного элемента с толщиной стенки до толщины свариваемого торца (рис. 5), которая не должна превышать 1,5 толщины менее толстостенного элемента .
В результате условием непосредственного соединения является величина .
По величине (исходная толщина толстостенного элемента) определяются необходимость и величина:
местной послесварочной термической обработки.
15.43. При сборке заводские (как продольные, так и спиральные) швы следует смещать относительно друг друга на 50 мм при диаметре до 219 мм, на 75 мм - при диаметре свыше 219 до 529 мм, на 100 мм - при диаметре свыше 529 мм.
15.44. В случае технической невозможности при сборке труб диаметром более 529 мм соблюдения требований по "разведению" заводских швов, расстояния между этими смежными швами Производитель работ должен согласовывать в каждом отдельном случае с представителем Заказчика.
а) Обработка с внутренней стороны толщины до =
б) Соединение без обработки свариваемых торцов (=)
в) Обработка с внутренней и наружной стороны толщины до
г) Обработка с наружной стороны толщины до
Рис. 5. Регламентируемые варианты обработки торцов стыкуемых разнотолщинных элементов
- толщина стенки более тонкостенного элемента;
- толщина свариваемого торца более толстостенного элемента;
- толщина стенки более толстостенного элемента
Рекомендуется располагать заводские продольные швы в верхней половине периметра свариваемых труб.
15.45. При сборке на внутреннем центраторе и последующей сварке целлюлозными электродами сварщикам следует приступать непосредственно к выполнению корневого слоя шва без прихваток. Если по каким-либо причинам в процессе поиска и установки технологического зазора прихватка все же поставлена и выполняет не свойственную ей роль "подвижного шарнира", то она должна быть полностью вышлифована и заварена вновь при сварке корневого слоя шва.
15.46. При сборке на наружном центраторе и последующей сварке корневого слоя шва электродами с основным видом покрытия количество прихваток равномерно распределяется по периметру стыка.
Высота прихваток не должна превышать 50% толщины стенки трубы.
Прихватки следует выполнять не ближе 100 мм от продольных швов трубы. Количество и размеры прихваток приведены в табл. 32.
Количество и размеры прихваток при ручной дуговой сварке корневого слоя шва
ВСН 006-89
А.Г.Мазель, д-р техн. наук, К.И.Зайцев, канд. техн. наук, В.И.Хоменко, канд. техн. наук, В.Д.Тарлинский, канд. техн. наук, А.С.Рахманов, канд.техн.наук, И.А.Шмелева, канд.техн.наук, М.З.Шейнкин, канд.техн.наук, Н.Г.Блехерова, канд. техн. наук, Н.П.Сбарская, канд. техн. наук, Л.А.Гобарев, канд. техн. наук, О.И.Нейфельд, канд. техн. наук, О.С.Папков, канд. техн. наук, Д.Б.Капинос, канд. техн. наук, Г.Н.Петров, В.В.Карабанов, С.Г.Гантман, С.К.Сергеев, В.А.Данильсон, О.А.Ариненкова, И.А.Романова, Н.Г.Гончаров, А.П.Ладыжанский, В.Ф.Чабуркин, канд. техн. наук, Р.Р.Хакимьянов, канд. техн. наук
ПОДГОТОВЛЕНЫ К УТВЕРЖДЕНИЮ Главным научно-техническим управлением Миннефтегазстроя
О.М.Серафин - зам. начальника
СОГЛАСОВАНЫ с Госстроем СССР, Главгосгазнадзором СССР, Миннефтепромом.
УТВЕРЖДЕНЫ Миннефтегазстроем СССР 14 марта 1989 г.
С введением в действие ВСН "Строительство магистральных и промысловых трубопроводов. Сварка" утрачивают силу:
"Инструкция по технологии сварки магистральных трубопроводов" ;
"Инструкция по технологии сварки трубопроводов и технологического оборудования при монтаже компрессорных и насосных станций" ;
"Инструкция по технологии стыковой электроконтактной сварки оплавлением магистральных трубопроводов из сталей с пределом прочности до 60 кгс/мм" ;
"Инструкция по технологии стыковой электроконтактной сварки труб малого диаметра с большими толщинами стенок" ;
"Инструкция по организации хранения, подготовке и контролю сварочных электродов, флюсов и проволоки сплошного сечения (для многониточной системы газопроводов)" ;
"Инструкция по технологии сварки при выполнении специальных монтажных работ на строительстве трубопроводов" ;
"Технология автоматической сварки неповоротных стыков трубопроводов диаметром 530 мм и более порошковой проволокой с принудительным формированием" ;
"Инструкция по технологии резки труб в трассовых условиях" ;
"Заварка на стадии строительства технологических отверстий в магистральных трубопроводах" ;
"Инструкция по технологии стыковой электроконтактной сварки труб диаметром 57 мм" ;
"Инструкция по технологии сварки вращающейся дугой труб диаметром 32-60 мм" ;
"Инструкция по технологии сварки, термической обработке и контролю стыков трубопроводов сероводородсодержащего нефтяного месторождения Жанажол".
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Ведомственные строительные нормы распространяются на сварку кольцевых стыков бесшовных, электросварных и спирально-шовных труб, а также труб, фитингов и запорной арматуры из горячекатаных, в том числе с контролируемой прокаткой, нормализованных и термически упрочненных низкоуглеродистых сталей с нормативным значением временного сопротивления на разрыв до 588 МПа (60 кгс/мм) и термоупрочненных* до 637 МПа (65 кгс/мм), диаметром от 14 до 1420 мм.
* Кроме стыковой сварки оплавлением.
Настоящие ВСН регламентируют:
ручную электродуговую сварку штучными электродами;
автоматическую сварку под флюсом;
сварку порошковой проволокой с принудительным формированием шва;
автоматическую и полуавтоматическую сварку в защитных газах;
ручную аргонодуговую сварку корневого шва;
стыковую сварку оплавлением;
сварку вращающейся магнитоуправляемой дугой;
разделительную и поверхностную резку трубопроводов;
газо-кислородную сварку, которая допускается для соединения трубопроводов диаметром до 89 мм с толщиной стенки до 5 мм включительно, а также трубопроводов для транспортировки масла, антифриза, воды, сжатого воздуха, контрольно-измерительной аппаратуры и автоматики диаметром до 168 мм включительно, также с толщиной стенки до 5 мм.
1.2. ВСН не распространяются на сварку трубопроводов специального назначения (аммиакопроводов, этиленопроводов, этанопроводов и т.п.).
2. ЭЛЕКТРОДУГОВАЯ СВАРКА МАГИСТРАЛЬНЫХ
И ПРОМЫСЛОВЫХ ТРУБОПРОВОДОВ
2.1. Подготовка к сборочным и сварочным работам
2.1.1. Аттестацию электросварщиков перед допуском их к сварке трубопроводов или перед допуском к специальным работам следует осуществлять в соответствии с "Положением об аттестации электросварщиков", утвержденным Миннефтегазстроем (справочное приложение I).
2.1.2. Операционный контроль сварки следует осуществлять в соответствии со СНиП III-42-80 и операционными технологическими картами.
2.1.3. Квалификационные испытания электросварщиков проводятся в соответствии с п.4.16 СНиП III-42-80.
2.1.4. В процессе проверки квалификации сварщика по п.4.16 СНиП III-42-80 сварка допускных стыков в зависимости от изменения марки стали и сварочных материалов назначается в соответствии с таблицами 1 и 2 при изменении групп трубных сталей и групп сварочных материалов.
Нормативное значение временного сопротивления разрыву трубной стали, МПа
330 - 410 включительно
Свыше 411 до 539 включительно
Свыше 539 до 588 включительно, кроме труб термического упрочнения
Свыше 539 до 588 включительно для труб термического упрочнения
637 для труб термического упрочнения
Тип, класс прочности
Металлургический вид покрытия электрода, флюса, порошковой проволоки
Марки электродов, проволок, сочетания флюс + проволока, проволока + защитный газ
ВСЦ-4, Фокс Цель, Кобе-6010, Кобе-7010, Пайпвелд-6010, Пайпвелд-7010
УОНИ-13/55, Фокс ЕВ 50, ЛБ-52У, ЛБ-52А, Феникс К50Р, ОК.48.04
ВСО-50СК (для сварки "на спуск")
ВСФ-65У, Шварц-ЗК, Кессель-5520М0, ЛБ-62Д, ЛБ-58У, ОК.73.79
ВСФ-75У, ЛБ-65Д, ОК.74.78
СВ-08ГС, СВ-08Г2С, Ar + СО; СО
СВ-08Г2С, СВ-08Г2СМ, Ar + СО; СО
Примечание. Если сварщик сварил допускной стык одной маркой или сочетанием марок сварочных материалов, входящих в соответствующую группу, он квалифицируется на сварку всеми сварочными материалами (или их сочетанием), входящими в данную группу.
2.1.5. Рекомендуемые типы разделки кромок труб приведены на рис.1.
Рис.1. Типы разделки кромок труб для ручной дуговой сварки, односторонней автоматической сварки под флюсом, автоматической дуговой сварки порошковой проволокой с принудительным формированием, полуавтоматической сварки в защитных газах:
а - для труб диаметром 57-1420 мм с толщиной стенки до 16 мм; б - для труб диаметром 273-1420 мм с толщиной стенки более 15 мм; в - для автоматической сварки труб в защитных газах
Примечания: 1. После газовой резки в монтажных условиях разделка кромок труб должна соответствовать рис.1,а независимо от толщины стенки труб.
2. Размер (мм) на рис.1,б зависит от толщины стенки трубы (мм):
Свыше 19 до 21,5
Свыше 21,5 до 26
3. Если изменятся формы заводской разделки кромок (см. рис.1,а,б), для последующей двусторонней автоматической сварки под флюсом или в защитных газах эта операция должна быть выполнена механическим способом непосредственно перед сваркой.
2.1.6. Эквивалент углерода металла низкоуглеродистых низколегированных сталей независимо от состояния их поставки - горячекатаные, нормализованные и термически упрочненные - определяется по формулам, указанным в п.13.11 СНиП 2.05.06-85.
2.1.7. Сварку допускного стыка разрешается выполнять бригадным методом. В этом случае каждый сварщик бригады получает право выполнять сварку только того слоя шва, который был им сварен на допускном стыке.
В случае изменения состава бригады к работе в этой бригаде может быть допущен сварщик, получивший ранее право сварки данного слоя или всего шва.
2.1.8. Требования к выполнению и качеству допускных стыков должны соответствовать СНиП III-42-80 и ВСН 012-88 (см. справочное приложение 2).
2.1.9. При испытании образцов на изгиб в соответствии с п.4.19 СНиП III-42-80 диаметр нагружающей оправки выбирается в соответствии с табл.3.
Состояние трубной стали
Временное сопротивление разрыву, МПа
Вид испытания на изгиб
Диаметр нагружающей оправки (см. ГОСТ 6996-66), мм
Корнем шва внутрь или наружу
2±2 (- толщина стенки трубы)
Нормализованная, контролируемая прокатка
Более 490 до 539
Нормализованная, термически упрочненная, контролируемая прокатка
2.1.10. При отсутствии деталей заводского изготовления допускается изготовление отводов, тройников и тройниковых соединений в условиях, тождественных заводским; при этом необходимо соблюдать требования СНиП 2.05.06-85.
2.1.11. Материал деталей трубопроводов должен обеспечивать свариваемость с металлом труб. Типоразмеры деталей трубопроводов заводского изготовления определяются проектной документацией.
Запрещается использовать арматуру из серого или ковкого чугуна.
2.1.12. Для сварки могут быть использованы трубы и детали трубопроводов, дефекты на поверхности которых не превышают по размеру допусков, регламентированных ГОСТами, ТУ на поставку труб и деталей трубопроводов.
2.1.13. Забоины и задиры фасок глубиной до 5 мм ремонтируют с применением электродов с основным видом покрытия, выбираемых в соответствии с табл.10, и подогревом, рекомендуемым при сварке данных труб.
2.2. Сборка стыков труб перед сваркой
2.2.1. Перед сборкой необходим визуальный контроль поверхностей труб, деталей трубопроводов, запорной и распределительной арматуры в соответствии с требованиями п.4.1 СНиП III-42-80; обнаруженные дефекты должны быть исправлены в соответствии с требованиями п.4.2 СНиП III-42-80.
2.2.2. Соединение разностенных труб, труб с деталями трубопроводов или труб с запорной и распределительной арматурой должно выполняться в соответствии с п.4.5 СНиП III-42-80.
Примечание. Допускается выполнять непосредственную сборку и сварку труб с деталями трубопроводов при разностенности до 2,0 толщин при специальной подготовке детали (рис.2).
Рис.2. Подготовка для сварки торцов труб с разной толщиной () стенки.
2.2.3. При сборке стыков труб с одинаковой нормативной толщиной стенки должны соблюдаться следующие требования:
величина наружного смещения в этом случае не нормируется, однако, должен быть обеспечен плавный переход поверхности шва к основному металлу в соответствии с технологической картой. Оценку величины смещения внутренних кромок следует проверять непосредственным измерением с использованием шаблонов марки УПС-4;
смещение кромок электросварных труб не должно превышать 20% нормативной толщины стенки, но не более 3 мм. Измерение величины смещения кромок допускается проводить по наружным поверхностям труб сварочным шаблоном. Для труб с нормативной толщиной стенки до 10 мм допускается смещение кромок до 40% нормативной толщины стенки, но не более 2 мм. В случае необходимости следует делать селекцию и калибровку (см. справочное приложение 3).
2.2.4. Сборку труб следует производить в соответствии с п.4.3 СНиП III-42-80. Для сборки труб диаметром 1420 мм с толщиной стенки 21,5 мм и выше следует применять внутренние центраторы ЦВ-145 с повышенным усилием разжатия 1960-2250 кН. До начала серийного выпуска таких центраторов можно пользоваться центратором ЦВ-144 усовершенствованной конструкции.
Сборку захлестов, а также других стыков, где применение внутренних центраторов невозможно, разрешается производить с помощью наружных центраторов независимо от диаметра труб, в том числе гидравлических.
2.2.5. Способы сборки промысловых трубопроводов под ручную и автоматическую дуговую сварку под флюсом изложены в ВСН 005-88.
2.2.6. Величины зазоров в стыках при сборке в случае сварки электродами приведены в табл.4.
Читайте также: