Tig 200p ac dc настройка сварки
Обновлено: 17.05.2024
Ранее мы рассказывали о том, как подобрать электрод , газ и другие расходные материалы. В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе
Все комплектующие под рукой. Собираем все воедино:
Устанавливаем редуктор на баллон с газом
Подключаем газовый шланг к редуктору
Подключаем байонетный разъем горелки к минусовому разъему
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель
2. Аккуратно вставляем в него цангу
3. Прикручиваем хвостовик (не до конца)
4. Устанавливаем керамическое сопло
5. Вставляем вольфрамовый электрод
6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.
Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
На панели управления выставляем метод сварки – TIG.
Устанавливаем предпродувку газа на 0,5 сек.
Настраиваем ток поджига – 25% от рабочего тока (А).
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
Устанавливаем ток сварки (А) (см. Таблицу ниже)
Выставляем время до тока заварки кратера (спада в секундах)
Выбираем значение тока заварки кратера в амперах
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
Вид металла
Толщина металла, мм
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
Использовать контактный поджиг
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.
И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Процесс сварки завершается заваркой кратера. Заварка кратера - финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.
Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
Сварог 200P AC/DC R60, настройка
IceBear , Распространённая неисправность: тянет в резьбе колпачка(хвостовика) вольфрама,- подмотайте в то место рядом с оранжевым уплотнительным колечком ФУМ или асбонить, проверьте путём наложения валика - валик должен быть чистым и не шершавым, без оксидной плёнки.
« Забор как вчера упал,так и стоит »
закончилась черняга)) да и не понравилась она мне, плюется сильно, взял нержавейку, фоты скину позже, проход горелкой без присадки более-менее, но с присадкой не айс, не понимаю когда её надо тыкать, получается впереди электрода всегда едет волна с расплавленного металла и присадки, возможно нужно сделать пропил, что бы получился зазор, надо попробовать, но от моих экспериментов, нержавейка встала дыбом. ведет сильно.
шлаг так и стоит 6-ка
варил вчера на 90-100 амперах, нержавейка 4-5мм
раход газа поставил 7литров, керамика 7-ка
все смотрю видео на ютубе)))
IceBear , Распространённая неисправность: тянет в резьбе колпачка(хвостовика) вольфрама,- подмотайте в то место рядом с оранжевым уплотнительным колечком ФУМ или асбонить, проверьте путём наложения валика - валик должен быть чистым и не шершавым, без оксидной плёнки.
Плюётся потому что грязная - нужно зачищать."Волны" быть не должно,снижайте ток и угол наклона электрода (~60 или ближе к прямому).Присадку просто наклоните (угол ~30-40 0 ) чтобы касалась осн.металла и она начнёт перетекать в шов.Если у вас есть маркировка,то это уже 50% того,что она нормальная.
Прикрепленные изображения
Сегодня зачистил весь лист, начертил полосы, прошел без присадки, пришлось конечно перехватываться, вести гарелку на всю длину пока не получается))) перехватывался. вторую полосу решил прорезать болгаркой, результат на фото, думаю сразй поймете где с присадкой а где без)))
Все таки не понимаю как присадку надо подавать, то ли много, то ли много.
Фото электрода в горелке,газ увеличить до 1,присадку из св ванны не вытаскивать,даже когда остановился,пусть прихваченная будет.
Фото электрода в горелке,газ увеличить до 1,присадку из св ванны не вытаскивать,даже когда остановился,пусть прихваченная будет.
что то не понял, что именно до единички? если расход, то он у меня стоит примерно на 7литров, я до конца в нем не разобрался, думаю что так он показывает хз че, но вот когда включаешь горелку и идет газ, он показывает именно потребление газа в литрах, горелка отключилась стрелка вернулась.
может еще дело в электроде, он как бы стоит тот который вместе в аппаратом шел, я отдельно купил 1.5мм, но цангу под это электрод еще не покупал.
фото горелки сделаю, электрод почему то у меня синий, имею ввиду стал синим, затачивал как иглу, вдоль.
может еще что то с ручкой полярности? мне кажется в ней тоже дело. в инструкции так:
Баланс соотношения прямой и обратной полярности дуги при сварке на переменном токе .
Прямой полярности соответствует минус « - » на электроде, плюс [ «+» на изделии. Обратная полярность: плюс «+» подается на электрод, минус « - » на изделие. Регулятор управляет длительностью обратной полярности тока в процентном содержании от длительности периода переменного тока: 20% - 80%. Чем больше обратная полярность, тем лучше очистка сварочной ванны, чем меньше обратная полярность, тем больше тепловложение и провар, но хуже очищается поверхность шва.
Ощущение, что варилось "чернушной" присадкой. Судя по шву пройденным оплавлением - защита нормальная, а вот с присадкой почему так получается - не понятно. Идет явный пережог металла, надо долго елозить по одному месту чтобы так получилось.
Ощущение, что варилось "чернушной" присадкой. Судя по шву пройденным оплавлением - защита нормальная, а вот с присадкой почему так получается - не понятно. Идет явный пережог металла, надо долго елозить по одному месту чтобы так получилось.
пробовал быстро, если на листе без прорези, то получается вообще страшно, чешуйками не пахнет, на холмы и низины больше похоже)))
может действительно медленно веду.
Увеличьте постгаз, дабы после гашения дуги раскаленный кончик электрода остывал в потоке защитного газа.
Всех приветствую, решил не создавать темы и спросить здесь.
Купил аппарат [font=Arial] Aurora INTER TIG 200 AC/DC PULSE [/font] , в целом, (за такие деньги) полностью устраивает, но!, есть один непонятный момент, когда в конце сварки отпускаю кнопку на горелке - дуга гаснет резко! в итоге получаю кратер с трещинами. Вращение крутилки [font=Arial] (Down Slope) [/font] , которая должна определять время задержки плавного гашения дуги, никаких результатов не дала.
По-этому хотел спросить, может тут есть "счастливые" обладатели этого чуда, чтоб распознать брак это или норма?
AIN , По поводу неработающего потенциомера регулировки спада тока - это в "Ремонт и модернизация" - в целом, и к Алексею-Техсвару - в частности. Я могу только как "Капитан Очевидность" резюмировать - если возможность регулировки предусмотрена, а на деле - не "фурычит", стало быть - неисправность. Так, нашел. "Советы в выборе", "Помогите в выборе универсала" - там о "Авроре" как раз речь идет! Только автор давненько не появлялся. Варит, наверное.
Хотел сегодня взять присадок ER309 LSi, оказывается не так то все просто, нету нигде, есть только 308 LSi, которой я сейчас и варю. цанги под электрод 1.6 тоже нет, зато взял другой электрод 2.4, попробую, не могу понять почему с присадкой шов черный.
Очень понравились ваши начинания! Я когда-то так же начинал "склеивать" железки. Хочу высказать некоторые моменты с начинанием обучения сварки tig(вольфрам+агрон). Меня никто не учил. всё дошло через руки. Для начала попробуйте поварить "нашу" нержавейку(12х18н10т). Айсишки чуть по капризнее. 304 немножко жестоковата. при неопытности сварщика приподносит "сюрпризы" в виде шлака на шве. чёрных нагаров с обратной стороны шва. к 304 нужно подбирать темп(скорость) сварки. Бысто варить ещё не получается. а медленно всё прогарает. так. чтобы понять где и как можно задержаться, а где увеличить скорость сварки. попробуйте сделать всё не по учебнику. а по личной интуиции. Да..это не правильно(скажут многие), но иногда помогает. Попробуйте варить тонкую нержавейку не "на присадку" , а "от присадки". т.е. присадка в левой руке. горелка в правой. наклон чуть на присадку. зажигаете дугу. оплавляется первая капля присадки. затем она растекается. в этот момент вы перемещаете руки(!)в право. поскольку у вас не хватает координации этот способ вам поможет развить её "потоптавщись" на месте без прожёгов..после чего возвращаете горелку обратно в лево. тем самым оплавив очередную каплю присадки. Такой способ не даст получить прогар. поскольку дуга будет находиться на шве .т.е. на толстом металле+ вы получите красивый, но достаточно выпуклый шов. Такая "неправильная" сварка поможет понять сколько можно "топтаться" на сварочном шве а сколько на заготовке до момента прогара. Начнёт развиваться координация движений. Можно ещё одним способом задержать скорость сварки. сделайте заточку на вольфраме чуть полдиннее ( соответсвенно по острее). длина заточки 7-9мм. Это уменьшит тепловложения в металл. что даст возможность снова "потупить" на месте до того момента когда мозг сообразит, что и зачем нужно переместить. Далее. прежде чем сделать проход(сварной шов). проведите рукой с горелкой от начала до конца планируемого шва. ничего не мешает. рука не зацепляется за всякую фигню и передвигается плавно. тогда сделайте сварочный шов длинной 200-300 мм. стопудово присадка кончится раньше чем вы закончите сварку . наверно потому что вы "залюбовались" дугой и забыли переместить присадочный пруток вперёд. Если пруток переместить не забыли. то на 275 мм непрерывной сварки ваше плечё напряглось так как будь-то ваша горелка весит 2-3 кг? найдите упор для руки!Сжимайте горелку не сильней чем художник кисточку. Да и вообще. возьмите горелку и присадку. принесите домой. и просто научитесь перемещать и горелку и присадку. У меня была проблема с присадкой. она перемещалась не туда куда надо, а сторого в противоположную сторону. потом перемещалась рука по присадке в сторону сварки, а не присадка. Научились делать движения. начинайте сварку, но попросите друга в процессе сварки поколотить у вас над головой молотком по какой-нибудь железке(в учебниках этого нет!). вольфрам снова предательски воткнулся в заготовку? Доведите движения рук до автоматизма. и ничего мешать вам не будет.
Возмите наших заокеанских товарищей. сколько они по бумажке вольфрам таскают. а только потом сварочник включают.
Есть достаточно много видео с обучением координации, приёмам свраки, подачи присадки. Которые я смотрел практически все не на русском. но движения. техника. исполнение приёмов сварки, она демонстрируется наглядно довольно хорошо.
Впихиваю ссылочку. посмотрите . "погуляйте" по другим видео. там где-то была куча примеров. с опором сопла. перемещением присадки. тренировка перемещения по нарисованным на бумаге линиям и.т.д.
Удачи вам!!
p.s подскажите, что это за подкладочка для руки?(см. видео) как она называется и где её взять?
значимость авторитета персоны прямопропорциональна количеству карандашей в его стакане(есть кто из Чепецка?)
Как влияет циклограмма на процесс настройки аппаратов TIG?
Сварка — это технологический процесс, в котором необходимо учитывать большое количество параметров и факторов. Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Рассмотрим циклограмму сварочного аппарата ПТК МАСТЕР TIG 200 P AC/DC D92.
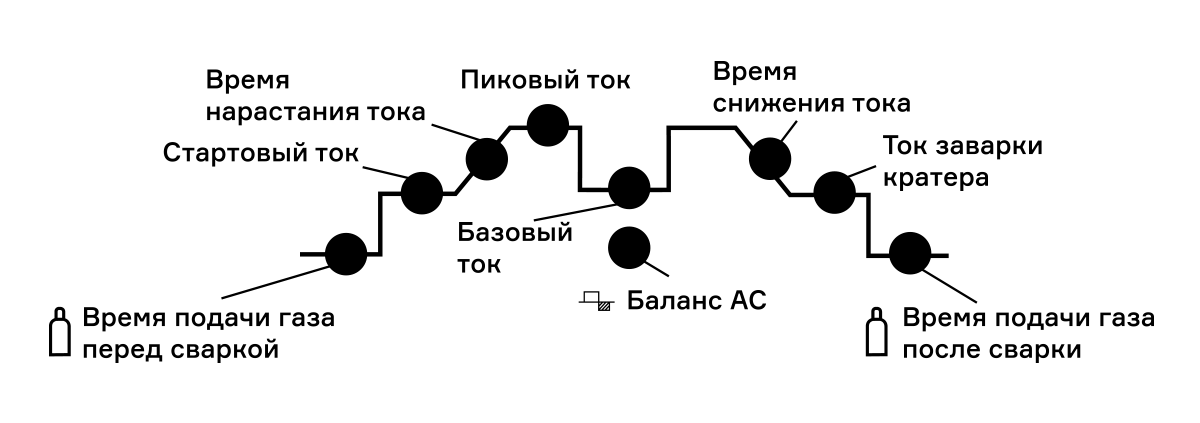

Каждый параметр циклограммы важен, поэтому для получения качественных сварных соединений необходимо понимать, для чего он нужен и как его настроить. Давайте поподробнее разберем каждый из них.
Время подачи газа перед сваркой
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т.к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.
Стартовый ток
Параметр, который позволяет установить сварочный ток в начале сварки. Равномерно прогревает свариваемые кромки металла для получения сварочной ванны и последующего введения присадочного прутка. Обычно имеет диапазон 5–15 Ампер до максимального значения сварочного тока аппарата.
Время нарастания тока
Параметр, с помощью которого можно контролировать время изменения сварочного тока со стартового до основного (пикового) тока. Параметр имеет особое значение при сварке толстого металла, когда кромки уже разогреты, но силы сварочного тока не хватает для того, чтобы получить сварочную ванну. Диапазон регулировки от 0,1 сек до 10–15 секунд.
Пиковый ток
Или основной ток для сварки дугой без импульса — это основной сварочный параметр, который формирует сварочную ванну и сварочный шов. При сварке импульсной дугой – это верхний предел сварочного тока, так же формирующий сварочной шов. Обычно имеет диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата.
Совет. Стартовый ток лучше установить больше пикового (основного) тока на 10–20 Ампер, чтобы быстро сформировать сварочную ванну без дальнейшего перегрева основного металла. Время спада тока лучше установить от 1,5 до 2,0 секунд, чтобы долго не греть металл и не получить прожог.
Базовый ток
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т.е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
Время снижения тока
С помощью времени снижения тока можно контролировать время изменения сварочного тока основного (пикового) до тока заварки кратера. Имеет диапазон регулировки от 0,1 до 10–15 секунд. В течение этого времени ток будет плавно снижаться для того, чтобы в конце сварочного шва не образовался кратер.
Ток заварки кратера
Параметр, который позволяет установить ток для завершения процесса сварки. Диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата. Позволяет завершить сварку без образования кратера.
В режиме работы горелки 2Т спад тока и заварка кратера начинается после отпускания кнопки, в режиме 4Т кнопку необходимо зажать до погашения дуги.
Время подачи газа после сварки
Параметр, при котором высокочастотный осциллятор отключается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Дополнительные сварочные параметры
Рекомендуем обратить внимание на сварочные параметры, которые применимы только в определенных режимах:
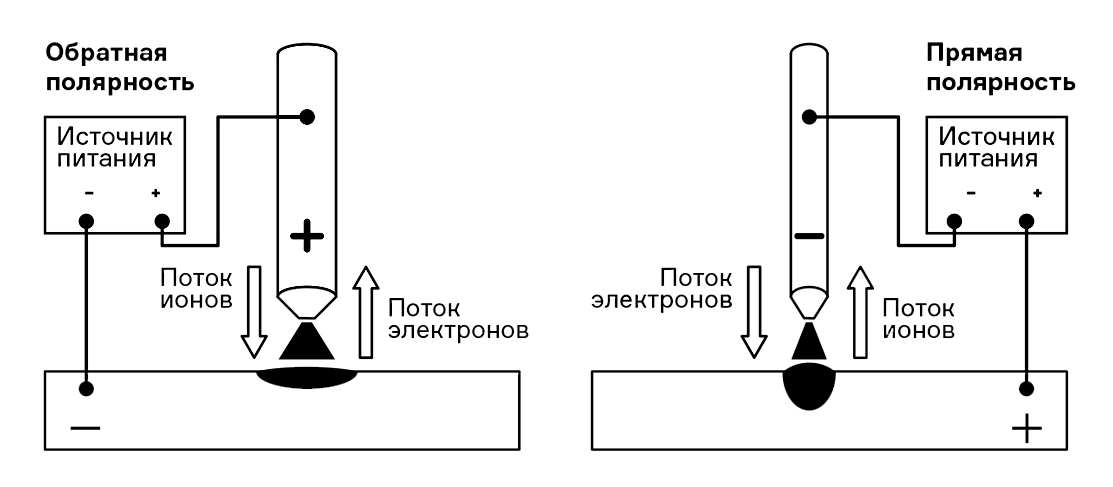
1. Баланс полярности переменного тока в режиме AC и AC Pulse
Полярность тока сварки существенным образом сказывается на характере протекания процесса аргонодуговой сварки. При использовании обратной полярности процесс сварки TIG характеризуется следующими особенностями:
- Сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности электрод должен быть большего диаметра при одном и том же токе. Иначе он будет перегреваться и быстро разрушится.
- Зона расплавления основного металла широкая, но неглубокая.
- Наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (катодное распыление), что улучшает сплавление кромок и формирование шва.
При сварке на прямой полярности наблюдается следующее:
- Повышенный ввод тепла в изделие и сниженный в электрод.
- Зона расплавления основного металла узкая, но глубокая.
Совет. При сварке алюминия на переменном токе, на кончике вольфрамового электрода необходимо образовать шарик, диаметром не более ½ диаметра электрода.
Чтобы образовать шарик на конце электрода необходимо:
- Выставить регулировку так, чтобы баланс полярности переменного тока был 50/50. На аппарате ПТК МАСТЕР ПТК МАСТЕР TIG 200 P AC/DC D92 показатель равен (65+15)/2=40. 40% — баланс отрицательной полуволны и положительной полуволны одинаков.
- Выставить баланс полярности в положение 45–50. На этом режиме шарик образуется в заданных значениях диаметра. Если вы выставите баланс полярности больше, то положительная полуволна увеличится, электронов потечет больше, на вольфраме начнет увеличиваться шарик.
- После образования шарика рекомендуем вернуть баланс полярности в исходное положение.
2. Частота переменного тока (режим AC и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги, на глубину проплавления и ширину зоны очистки. Чем больше частота переменного тока, тем стабильнее горение дуги, более узкий сварочный шов, меньше тепловложение в изделие. Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
3. Частота импульса (режим DC Pulse и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги и на глубину проплавления. Чем больше частота импульсов тока, тем чаще пиковый ток будет спадать до базового и наоборот — базовый ток подниматься до пикового. Это обеспечивает стабильное горение дуги, узкий сварочный шов и меньшее тепловложение в изделие.
Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем реже пиковый ток будет спадать до базового и наоборот – базовый ток подниматься до пикового, следовательно, шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
4. Скважность или заполнение импульса в режиме DC Pulse и AC Pulse
Этот параметр схож по физическому смыслу с балансом полярности переменного тока. Однако, скважность импульса регулирует не положительную или отрицательную полуволну, а регулирует длительность пикового и базового тока в цикл длительности импульса.
Пример: Если частота импульса 50 Гц, что соответствует 20 мс, а базовый и пиковый ток — 50 и 100 Ампер соответственно, то при скважности импульса 50%, 10 мс ток будет 100 Ампер, а оставшиеся 10 мс — 50 Ампер, если скважность импульса составит 75% — 15 мс будет ток 100 А, а 5 мс – 50 мс.
Исходя из вышесказанного, чем выше скважность импульса, тем больше длительность пикового тока и выше тепловложение в металл, шире сварочная ванна. Чем меньше скважность — тем меньше тепловложение, стабильнее дуга, у́же сварочная ванна.
Запомните, что внимательное отношение к настройкам сварочных параметров поможет избежать дефекты и трудности при аргонодуговой сварке TIG. В качестве рекомендации ниже приведена таблица, в которой сделан акцент на важные моменты настройки параметров сварки. Таблица носит ознакомительный характер и не служит руководством к действию.
Читайте также: