Точечная сварка или полуавтомат
Обновлено: 01.06.2024

ВНИМАНИЕ! В настоящей заметке изложен один из множества вариантов, доступных новичкам, по началу сварочных работ по кузову автомобиля. Данный вариант основан на опыте автора и призван продемонстрировать решение двух основных задач, встающих перед новичком:
1) какое оборудования и оснащение приобрести, чтобы выполнить работы и не слишком потратиться.
2) как выполнять сварочные работы.
ОСОБОЕ ВНИМАНИЕ! В данной заметке описывается то, чем пользуется сам автор (т.е. я лично). Все кто попытается обвинять меня в рекламе — идите … мимо!
Часть 1. Оборудование и оснащение.
Минимальный набор оборудования составит:
1) Болгарка с диаметром круга 115 мм и мощностью 300 — 450 Watt. Крупнее брать не стоит, т.к. не удобно будет делать резы на локальных участках кузова. Круги к ней толщиной от 1 (для большинства панелей) и 2 мм (для лонжеронов). Круглая кор-щётка. Диск зачистной (образивный) толщиной 5-6 мм (для стачивания излишков сварки.
2) Насадка на болгарку типа ленточный гриндер (напильник) для зачистки/шлифовки в узких местах

, и ленты к нему.
3) Сварочный аппарат Aurora Overman 160 или 180 и бобина самозащитной порошковой проволоки E71T-GS.


И сверла для точечной сварки. Как изготорвить такие самому из свёрел по металлу, можно почитать ЗДЕСЬ
5) Ручной инструмент: молоток слесарный, зубило, набор свёрел по металлу, ручная кор-щётка с металлической щетиной.
6) Набор рихтовочных инструментов для грубых работ


такой шлем удобен при работах в арках крыльев или лежа под автомобилем. Искры окалины не залетают в уши и за шиворот.
8) Респиратор с фильтрующими элементами

9) Сварочные зажимы (клещи)

Вопросы на ответы по списку выше.
Вопрос: Почему сварочный аппарат Aurora Overman 160 или 180?
Ответ: Это один из немногих аппаратов профессионального качества и назначения, доступный по бюджетным ценам, т.е. до 30 000 руб. Аппарат прост в устройстве, надежен, не требователен к опыту сварщика. Позволяет подстраиваться под разные задачи.
Вопрос: Почему самозащитная порошковая проволока E71T-GS?
Ответ: Самозащитная порошковая проволока — по сути очень похожа на плавящийся покрытый электрод, только состав, генерирующий защитный газ вокруг дуги, помещён внутрь проволоки. Такой проволокой можно осуществлять сварку в тех же условиях, что и плавящимся покрытым электродом, т.е. даже под открытым небом и при несильном ветре. Баллон с газом, газовый редуктор с манометром и расходомером, подогреватель CO2 не нужны. На этом экономится около 15 000 руб. Но такая проволока дымит, а место сварки покрывается шлаком, который нужно очищать.
3) ВАЖНО!
а) Сварку нужно вести на прямой полярности, т.е. на горелку должен быть подключен "-". Такой режим дает максимальное тепловложение в материал кузовных панелей, что позволяет производить сварку на более низких токах и в более щадящем (по зоне отжига металла) режиме.
б) Сварку необходимо выполнять углом назад, оттесняя шлак в хвостовую часть ванны. Иначе шлак будет попадать в сварную ванну, и шов получится пористый!

Универсальная самозащитная проволока для кузовных работ — E71T-GS толщиной 0,8 мм. Такая проволока предназначена для сварки низкоуглеродистых и низколегированных сталей, а это означает, что прочность материала шва выше чем у стали кузовных панелей, и близка к прочности стали лонжеронов и иных элементов кузова из низколегированных сталей.
Пример:
ESAB CORESHIELD 15
Не стоит экономить на качестве проволоки! Одна бобина в 5 кг. позволит Вам не только освоить сварочный процесс, но провести работы по ремонту около 50% кузова автомобиля класса С, включая кузов универсал. Плюсом будет исключение влияния качества проволоки на процесс сварки, что даст более быстрое освоение процесса.
Часть 2. Обучение работы со сварочным полуавтоматом Aurora Overman 160 или 180
В самом начале смотрим следующие видеоролики (и не слушаем советчиков, говорящих, что средняя крутилка на Overman регулирует силу тока!):
(особенно важно осознать!)
Как видно из первого видео (из из опыта автора), сварка листового металла толщиной до 1мм (т.е. 90% кузовных элементов) может осуществляться в режиме: напряжение 14,5 В, подача (а) 40, индуктивность от 1 до 5.
Точечная сварка через просеченное отверстие может вестись в режиме напряжение 15,5-16 В, подача (а) 60-70, индуктивность от 1 до 5.
Для тренировки найдите куски металла толщиной 0,8 — 1 мм и пробуйте сваривать в стык, сквозь просеченное отверстие, в нахлест, экспериментируя (в небольших пределах) с настройками.
Перед сваркой металл должен быть очищен до блеска от лакокрасочных и цинковых покрытий, смазок, грязи и ржавчины. Используйте круглую кор-щетку для болгарки. Небольшие остатки вкраплений ржавчины или цинкового покрытия проволока E71T-GS переносит спокойно.
Варить тонкий металл лучше точками с шагом 2,5 см, интервалом охлаждения металла в несколько минут перед следующим проходом. При каждом новом проходе точки ставятся по центру между ранее нанесенными точками.
После каждого прохода зачищайте точки и промежутки между ними корщёткой до блеска!
Какой должен быть результат?
1. Звук сварки должен быть слышен как ровномерное шипение/жужжание.
2. Сварочный шов должен быть округлым и слегка выпуклым, не более 3 — 5 мм в ширину, покрыт ровномерным тонким слоем шлака\нагара, не должен иметь пор/кратеров/дыр.
3. При сварке в стык, валик шва должен быть с обеих сторон (с обратной стороны тоньше и менее выпуклый).

4. При сварке встык и через просеченное отверстие с обратной стороны должно быть отчетливо видно проплавление металла (тонкая линия обратного шва, или бугорок для точечной сварки).
5. Сваренные детали не должны легко разделяться при сгибе по шву или разведении деталей в стороны после точечной сварки или внахлёст. Разрыв металла должен происходить по краю шва (точки), но не по самому шву.
Удачи, и не бойтесь начинать! Но и кидаться сразу, без тренировки, на автомобиль с инструментом не стоит :)
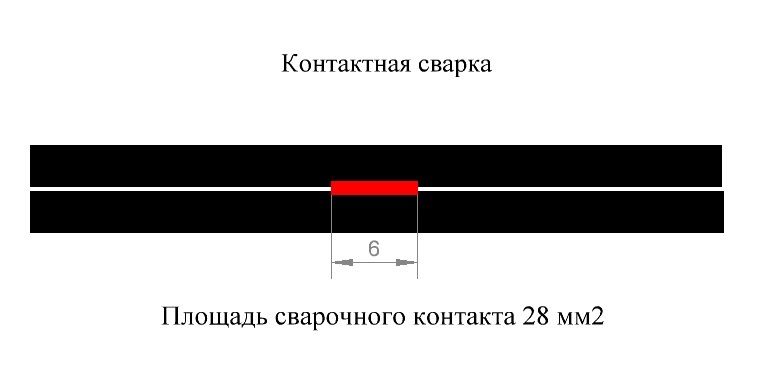
Контактная сварка или полуавтомат

При кузовном ремонте используют два вида сварки контактную и полуавтомат .
Сварка полуавтоматом и проволки широко распространено и в основном все автосервисы этим видом сварки и варят .
Но сравнив два сварочных шва задумался о том какой тип соединения прочнее .
Плошадь контата сварки полуавтоматом как по мне во много раз меньше чем у контактной сварки .
Плюсов сварки полуавтоматом вообще не нахожу не одного в сравнении с контактной сваркой . Одни минусы .
Минусы сварки полуавтоматом.
1.Балон с газом и редуктором который нужно тягать и заправлять
2. Метал сильнее нагревается что ведет к деформации металла
3. Выгорают все виды грунта вокруг сварочного шва
4. Сварочный шов нужно шлифовать
Все эти минусы отсутствуют при контактной сваркой
Плюсы контактной сварки
1. Точки одинакового размера
2. Металл нагревается только в месте сварки
3. Наличие специального сварочного грунта позволяет защитить металл даже в точке сварки
4. Более высокая производительность
5 . аппарат контактной сварки имеет меньшую стоимость
И возникает вопрос
Какой вид сварки более предпочтительней при кузовном ремонте ?

Сварка полуавтоматом площадь сварочного шва при диаметре точки 6 мм через длинну окружности l = 2πR получается 19 мм 2
LADA Приора Седан 2011, двигатель бензиновый 1.6 л., 98 л. с., передний привод, механическая коробка передач — кузовной ремонт
Машины в продаже

Лада 2109, 2000

Toyota Land Cruiser, 2017

Opel Insignia, 2011

Toyota Corolla Spacio, 1997
Комментарии 29
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Евгений, у меня знакомый, варит полуавтоматом, как ты его назвал, с середины 90х годов, причом варит не только отечественный автопром, а и иномарки, при обычной дуговой сварке метал деформируется с образованием шлака, а при сварке кемпом шлак не образуется, за счет горения дуги в газе, что облегчает дальнейшую обработку сварного шва, обработка требуется при любом виде сварки если хочеш получить хороший вид детали, вобщем здесь много не напишеш, если хочеш можем пообщатся лично.

бред ПОЧТИ что всё что ты написал!
Начнем с термина "полуавтомат" такого вида сварки НЕТУ. Есть ручная дуговая и автоматическая.
Что прочнее? и то и другое. Вопрос не корректный. Все зависит от сварщика и чем он варит(вплане присадочной проволки, защитных газов:гелия, в разы превосходит аргон).
Про минусы:
1. Зачем тягать если тележки, и длинные шланги
2. Нагревается и тут и там почти что одинаково. Но у ручной, минус нагревается больше околошовная зона.
3. Бред. Всё выгорает если это не другой метал допустиму кусок чугуна, у него температурные показатели другие.
4. Бред. Всё зависит от клалификации сварщика. Аттестованный в НАКС тебе может сварить Ручной, что ты не отличишь от контактной.
Про плюсы
1. Бред. Никогда не будет одинаковых точек. Даже роботы на заводах не варят одинаковыми.
2. Бред. Металл хороший теплопроводчик. И там и тут минус один сильно греется околошовная зона.
3. Нелья его использовать при сварке! это вся дрянь попадает в сварочную ванну/пятно контакта точечной и шве образуется дефект поры/включения дряни с антигрунта/трещены и ещё много чего.
Его используют гаражные халявщики чтобы меньше красить потом.
4. Смотря где производительность оценивать. Если в гараже от балды две пластины сварить то да быстрей и экономичней. А если с определенным зазором сварить надо это поебаться придеться и тут и там, пока приспособу установишь.
5. Нифига не дешевле, в сотни раз дороже,

Полуавтоматической нет) Потому что это механизированная сварка относящаяся к дуговому способу)
Гелий в разы не превосходит. Его больше тратится, чем аргона, но он повышает примерно на 20% проплавление и увеличивает стабильность.
РДС не сварить, как контактной)
"Одинаковые точки" самое главное это параметр точки, который характеризуется размером литой зоны. При правильном режиме и его постоянстве, точки будут максимально схожими.

Внесу свою лепту в вашу тему! Не такие уж и большие минусы в полуавтомате! Балон недавно взял 20ти литровый ( меньше в 2 раза 40ка литрового, неподьемного) Тоскать в одного реально, и не так часто и таскать думаю придется, если не в сервисе! Заправка обошлась в 20 рублей, что дешево, в багажник закинул и поехал. насчет стоимости контактной сварки, что она дешевле, очень сомневаюсь, покажите мне реальную ссылку, я себе возможно куплю её, так как местами с контактной будет проще работать)) ну и полуавтоматом практически везде подлезть можно, что не скажешь про контактную сварку))
Все о сварочных полуавтоматах
К сварочным полуавтоматам относят устройства, осуществляющие электродуговую сварку металлов, использующие проволочный электрод с непрерывной автоматической подачей.
В процессе выполнения сварочных работ такие процедуры, как возбуждение и поддержание электрической дуги, выбор ее оптимальной длины и визуальный контроль качества образующегося шва, выполняются сварщиком в ручном режиме.
По степени автоматизации процесса, сварка полуавтоматом занимает промежуточное положение между ручной дуговой сваркой, использующей сменяемые штучные электроды, и автоматической сваркой, полностью выполняемой без участия сварщика. Таким образом, автоматическая и полуавтоматическая сварка, выполняется, соответственно, с полной или частичной автоматизацией процесса.

Режимы работы

Еще одной отличительной чертой сварочных полуавтоматов является использование в процессе сварки среды защитных газов. Сварка может осуществляться как в инертной среде (обычно это аргон), так и в активной (углекислый газ). В первом случае, процесс носит название MIG (metal inert gas), во втором – MAG (metal active gas).
Канал подачи газа в зону сварки располагается в рукаве вместе с трубкой, в которой перемещается проволочный электрод. Рукав соединяет корпус сварочного полуавтомата с горелкой, которую сварщик удерживает в руке.
Название «горелка» закрепилось за этим аналогом держателя электрода ручной сварки из-за его внешнего сходства с горелками, применяемыми в газосварочном оборудовании. Функционально, это совершенно разные устройства.
Управление подачей газа, проволочного электрода и включением источника сварочного тока осуществляется нажатием одной кнопки, удобно расположенной на рукоятке горелки, под пальцем сварщика.
Значительно реже применяется режим работы сварочного полуавтомата без использования защитного газа. В этом случае используется специальная проволока, представляющая собой тонкую трубку, внутренняя полость которой заполнена флюсом.
Так как флюс имеет порошкообразную структуру, такую сварочную проволоку в обиходе часто называют порошковой. При плавлении стальной оболочки в процессе сварки сгорающий флюс обильно выделяет газ, образующий необходимую защитную среду.
Типы конструкции
Основой конструкции полуавтомата является источник сварочного тока или блок питания. Этот узел может быть построен по одному из двух принципов. Классический вариант представляют устройства, в основе которых обычный понижающий трансформатор.
Но превалируют на рынке аппараты, в основе конструкции которых лежат инверторные преобразователи. Сварочное оборудование, построенное на основе этой инновационной технологии, уверенно теснит классику уже не первый год, и тому есть веские причины.
Преимущества инверторных полуавтоматов очевидны и подтверждены неоднократно проводимыми тестированиями. Среди важных достоинств инверторов особо следует выделить:
- высокую стабильность горения электрической дуги, обеспечиваемую даже при пониженных значениях питающего напряжения;
- более высокий КПД по сравнению с трансформаторными устройствами;
- относительно маленький вес и небольшие габариты аппаратов.
К положительным чертам трансформаторных полуавтоматов можно отнести только простоту конструкции, и то, что в случае возникновения неисправности, починить его сможет электрик, не обладающий очень высокой квалификацией.

Конструкции полуавтоматов различаются по используемому напряжению питания. Аппараты, ориентированные на бытового потребителя, питаются от однофазной сети 220 Вольт.
Устройства, предназначенные для промышленного применения, чаще выпускаются в трехфазном варианте. Такие полуавтоматы способны выполнять сварку более высокими токами, с использованием более толстой проволоки и в более нагруженном режиме.
Механизм подачи проволоки
Еще одна важная деталь устройства сварочного полуавтомата – это механизм подачи сварочной проволоки, намотанной на вращающейся бобине. Устройство механизма может быть толкающим, тянущим, или комбинированным.

Выбор типа устройства зависит от длины рукава, соединяющего корпус полуавтомата с горелкой. Обычно, при длине рукава до 3 метров, применяется толкающий механизм, если длина превышает этот уровень, используется тянущий или комбинированный привод.
Толкающий привод располагается внутри корпуса сварочного аппарата, тянущий привод – в ручке горелки.
Конструкция механизма подачи проволоки в полуавтомате очень проста. Основными его элементами являются одна или две пары роликов, один из которых играет роль ведущего, второй является прижимным.
Бобина с проволокой может располагаться внутри корпуса, а может находиться снаружи, на специальной подставке. Первый вариант, безусловно, более компактный, но сварочная проволока поставляется с заводов на бобинах разного размера, а крупную катушку удобнее расположить вне корпуса.
Все модели сварочных полуавтоматов имеют функцию регулирования скорости подачи проволоки.
Технология сварки
Одной из отличительных черт, которой обладает сварка полуавтоматом (особенно это относится к аппаратам инверторного типа) является простота выполнения операций.
Даже человек, никогда не имеющий дела со сваркой, в состоянии очень быстро освоить основные правила работы и научиться выполнять качественные соединения.
Вначале надо проверить все комплектующие полуавтомата, необходимые для выполнения работ. Комплект оборудования должен быть таким:
- собственно полуавтомат;
- горелка с рукавом для присоединения к основному корпусу;
- катушка с проводом требуемой марки;
- баллон с газом, который предполагается использовать;
- соединительные провода требуемого сечения, чтобы подключить электрическое питание.
Первое, о чем следует позаботиться прежде, чем начать работу, это выбрать сварочную проволоку требуемого диаметра из нужного материала. На выбор влияет металл, который предстоит сваривать и его толщина.
Существуют разновидности сварочной проволоки, имеющие диаметр от 0,6 мм до 1,2 мм. Очень удобно пользоваться специальными таблицами, содержащими необходимые данные для выбора типа сварочной проволоки, ее диаметра, скорости подачи и величины сварочного тока. Так, например, для сварки стальных изделий применяется стальная проволока, для сварки алюминия – алюминиевая.
Правила выполнения соединений различного вида с использованием автоматической и полуавтоматической сварки регламентируются ГОСТ 11533-75. Сварщику-любителю, решившему использовать сварочный полуавтомат для выполнения ремонтных работ в собственном доме или на даче, неплохо перед этим заглянуть в этот документ.
Что же касается сварщиков-профессионалов, то все сварочные работы на производственных предприятиях должны выполняться в соответствии с проектом, на основании которого технологами составляется технологическая карта процесса, где учитываются все требования ГОСТ.
Выбор оборудования
Перед тем как купить полуавтоматический аппарат, в первую очередь внимание следует обратить на его технические характеристики.
Основной характеристикой полуавтомата является рабочий ток, на котором может вестись сварка. Эта характеристика напрямую связана с толщиной металла, сварку которого можно осуществлять на этом аппарате.
Хорошо, если максимальный ток выбранного экземпляра на 20 – 30% превышает требуемый. Этот запас обеспечит более надежную и длительную работу устройства.
Еще одна важная характеристика – так называемая продолжительность включения. Эту величину принято выражать в процентах. Она показывает, какую часть 10-ти минутного промежутка времени полуавтомат находится в работе.
Например, автоматические сварочные аппараты, работающие на сборочных конвейерах машиностроительных предприятий, должны обеспечивать продолжительность включения до 100%.
Для выполнения ремонтных работ на бытовом уровне, вполне удовлетворительным можно считать значение этого показателя на уровне 20%. Этот параметр является основным, по которому сварочные полуавтоматы относятся к категории профессиональных или любительских. Также, его значение в большой степени определяет цену прибора.
Что касается напряжения питания, безусловно, в быту более практичными являются модели с однофазным питанием, подключить которые можно практически в любых условиях – в квартире, доме, на даче, в гараже.
Значение производителя
Важным фактором при решении вопроса, какой сварочный полуавтомат выбрать, является выбор производителя. Здесь трудно давать рекомендации, ведь бывают ситуации, когда изделия никому не известных производителей безотказно работают годами, а продукция мировых брендов не отрабатывает гарантийный срок эксплуатации.
Не смотря на это, лучше все же отдавать предпочтение именитым производителям. Главным образом потому, что они при реализации продукта, обычно создают сеть сервисных центров, обеспечивающих обслуживание, и если понадобится, гарантийный ремонт аппарата.
Особенно важно обращать на это внимание, если приобретается инверторный сварочный полуавтомат, для ремонта которого требуется специально обученный, высококвалифицированный персонал.
Особенности точечной сварки и аппарат для нее
В качестве разновидности контактного метода соединения металлов односторонняя точечная сварка достаточно востребована в современном производстве и широко применяется при сборке самых различных листовых изделий. Для тех, кто интересуется методом, интересно будет узнать о принципах организации точечной сварки, а также о том, как собрать аппарат точечной сварки своими руками.
Принцип действия и преимущества
Формируемое по методу точечной сварки соединение образуется за счёт нагревания металла в зоне контакта и последующем сжатии. Нагревание происходит от воздействия электрического тока.

Для того чтобы варить заготовки точечной сваркой было удобнее, их плотно обжимают посредством специальных приспособлений, а при сваривании крепят между собой сразу в нескольких в точках.
Прочность получившегося соединения зависит от параметров самого контакта (от его размера, глубины и формы). Последние, в свою очередь, определяются такими характеристиками сварочного процесса, как марка электродов, величина тока и время его действия при плавке.
Качество сопряжения при точечной сварке определяется прилагаемым усилием и структурой соединяемых деталей.
Электроды для этой разновидности контактной сварки изготавливаются из компонентов с высокой электропроводностью (их обозначение на фото привязано к значкам усилия сжатия). При увеличении этого показателя, что равносильно снижению сопротивления, удаётся достичь требуемых значений контактного тока.
За счет того, что сопротивление в зоне точечного соприкосновения имеет большее значение, самый сильный нагрев происходит именно в этих местах. В результате плавления металла образуется контактная точка, напоминающая по своему виду литое ядро диаметром порядка 4-12 миллиметров.
Отметим также, что рассматриваемый вид сплавления имеет целый ряд достоинств, а именно:
- высокая прочность контактного соединения;
- возможность автоматизации процесса сварки;
- невысокая стоимость оборудования.
Отдельно надо обсудить особенности самостоятельного изготовления оборудования для точечного сплавления деталей.
Самостоятельная сборка

Для сборки аппарата точечной сварки своими руками потребуется трансформатор достаточной мощности (не менее 1 киловатта), обеспечивающий достаточную для работы силу тока. Для выполнения этого требования он должен иметь повышенный коэффициент трансформации по току, получаемый за счёт низкого вторичного напряжения.
Наиболее подходящим по заявленным параметрам является преобразовательное устройство, входящее в состав микроволновой печи и развивающее требуемую мощность. Для его переделки достаточно удалить имеющуюся вторичную обмотку и намотать новую (электрическая схема устройства приведена на фото).
При демонтаже старой вторичной обмотки следует действовать очень аккуратно и постараться не повредить имеющийся сердечник трансформатора. При наличии на нём дополнительных токовых шунтов их также следует удалить (снять).
После разборки старой понижающей обмотки можно переходить к самостоятельному изготовлению новой катушки, подходящей для сварки точечными токами. Но прежде следует запастись толстой медной жилой, подходящей для работы во вторичной обмотке преобразователя (её толщину следует выбрать не менее одного сантиметра).
Для получения нужного напряжения (2 вольта) достаточно будет трёх витков этого провода. На чертеже, приведённом выше, такая обмотка указана в самом конце схемы.
Для изготовления аппарата большей мощности потребуется последовательно включить два (или больше) таких трансформатора. При этом обязателен учёт возможностей действующей электросети, исключающий её работу в режиме перегрузки.
Подготовка сварочных электродов (стержней)
Ещё один ответственный момент сборки точечного агрегата своими руками – изготовление сварочных электродов. Для этого лучше всего подходят медные прутья, соответствующие требуемому для сварки размеру (их толщину рекомендуется выбирать не менее чем у подводящих проводов).
При планировании сборки сварочного аппарата вручную допускается использовать старые жала обычных электрических паяльников, рассчитанных на значительную мощность (более 100 ватт).
В условиях точечной контактной сварки с течением времени форма таких электродов будет изменяться. Сначала их можно слегка подточить, а после длительной эксплуатации заменить новыми.
При самостоятельной сборке агрегата также нужно позаботиться о том, чтобы идущий от трансформатора провод для электродов был предельно коротким и имел минимум промежуточных соединений.
На концах проводов следует сделать специальные медные наконечники, посредством которых они будут подсоединяться к проводам. Каждый такой наконечник должен надёжно спаиваться с подводящим ток проводом, что исключит возможность снижения проводимости из-за окисления меди.
Для выполнения этой непростой задачи лучше всего воспользоваться фирменными лужеными изделиями, рассчитанными под пайку и продающимися в любом магазине электротехники.
Причиной завышенного сопротивления в цепи точечной сварки может быть и некачественный контакт в соединениях наконечников и электродов. Поскольку стержни должны периодически сниматься, то сделать что-то в этой части цепи не представляется возможным.
Единственное, что можно предпринять для снижения переходного сопротивления в контактной зоне, это периодически очищать их от появляющегося в процессе эксплуатации окисла.
Управление сварочной процедурой
После того, как сварочный аппарат готов, следует побеспокоиться о том, чтобы он был легко управляем. Блок управления агрегатом должен состоять из специального выключателя и рычага подачи; причём последний должен быть рассчитан на достаточно большое усилие, развиваемое при сжатии сварочных элементов (электродов).
В случае обработки толстых листовых заготовок желательно воспользоваться более мощной системой сжатия (с более длинным рычагом). Однако увеличивать его длину допускается ровно настолько, чтобы это не сказалось на прочности данного элемента.
К этому нужно добавить, что для удобства работы со сварочным устройством в него может быть встроен таймер для точечной сварки, обеспечивающий контроль времени непрерывного сжатия заготовок.
С целью увеличения усилия сжатия в контактной зоне можно воспользоваться специальной системой прижима, выполненной в виде винтовой стяжки (она размещается между надёжным основанием и рычагом). При желании допускается применение других подручных средств, обеспечивающих удобную работу точечным методом.
Выключатель агрегата устанавливается в цепи первичной обмотки питания, где ток имеет небольшие значения. К тому же в этом случае он не будет задействован в основной цепи и не повлияет на переходные характеристики процесса точечной сварки.
В тех случаях, когда проводится сварка полуавтоматом, например, такой выключатель удобнее всего разместить на ручке рычага сжатия, что позволит управлять включением-выключением без отвлечения от работы.
Разборка сваренных изделий
Многим пользователям (владельцам автомобилей, в частности) приходится обращаться к процедуре, обратной точечной сварке и предполагающей разборку сваренных листовых изделий.
Для этого нужно воспользоваться специальным сверлом для точечной сварки, с помощью которого удаётся демонтировать подлежащие замене кузовные и другие детали.
Особенностью таких свёрл является их повышенная прочность, что естественным образом сказывается на стоимости этих изделий. Однако их высокая цена с лихвой окупается следующими преимуществами:
- при наличии такого сверла не требуется специальная подготовка зоны контакта к высверливанию;
- возможность сверления в непрерывном режиме (без каких-либо пауз);
- при пользовании таким сверлом нижний лист металла остаётся неповреждённым, что позволяет повторно использовать её по своему усмотрению.
К этому следует добавить, что при наличии специального оборудования всегда можно будет заточить сверло, рассчитанное на длительные сроки эксплуатации.
Надо отметить, что достоинства рассмотренной технологии (включая точечную сварку инвертором) не вызывают сомнений у большинства заинтересованных пользователей. Однако для реализации этих преимуществ необходимо чётко усвоить принципы и методологию её проведения и строго придерживаться рекомендаций специалистов.
Применение контактной сварки в автомобилестроении, ремонте и техническом обслуживании транспортных средств
Контактная сварка — один из наиболее технологичных, но вместе с тем простых методов соединения деталей из металла. Он применяется как на крупном производстве, так и в быту. Данный тип сварки относится к термомеханическому, поскольку для соединения металлов используется высокая температура и механическое давление одновременно. С помощью контактной сварки собирают самолеты, суда, автомобили и микросхемы. На заводах обычно используют крупные мощные аппараты.

Также вполне осуществима контактная сварка, выполняемая ручным способом. Для этого домашние умельцы используют самодельные аппараты для контактной сварки, поскольку их изготовление не отнимает много времени и позволяет сэкономить. Самодельные аппараты используются и дома, и в небольших частных мастерских. В этой статье мы расскажем, что такое контактный метод сварки, как с его помощью выполняется сварка нержавейки или любого другого металла. Также мы научим вас собирать аппарат для контактной сварки своими руками.
Общая информация
Контактная сварка (также «электрическая контактная сварка», «контактная электросварка» или «ERW») — это метод соединения металлов путем их нагрева с помощью тока и одновременной механической деформации с помощью давления. Говоря простыми словами, сварной шов получается в результате нагрева металла и его дальнейшего сжатия под двумя толстыми металлическими электродами. При контактной сварке ключевую роль играет именно ток, а не давление. Ниже представлена схема простейшей контактной сварки.
Во время прохождения тока при сварке тепло распространяется по металлической детали, в зоне сварного шва, а также между металлическими электродами. При этом все эти элементы нагреваются с разной температурой, наибольшая концентрация тепла наблюдается, когда установлен контакт между электродами и деталью.
Если аппарат настроен правильно и соблюдается технология сварки, то поверхность металла не должна нагреваться слишком сильно, поскольку в контактной сварке важна не столько высокая температура плавления, сколько совокупность температуры и механического воздействия. Кроме того, электроды должны охлаждаться (например, с помощью воды). Так что важно следить за температурой нагрева. Если она избыточна, то это первый признак ошибки сварщика или неисправного оборудования.
Точечная сварка кузова
Метод точечной сварки основан на кратковременном пропускании большого тока через детали кузова, соединенные внахлест, при этом в месте сжатия поверхностей деталей металл расплавляется и перемешивается, формируя сварное соединение. Точечная сварка позволяет получить прочное соединение быстро, без перегрева кузовных элементов и без разбрызгивания окалины и продуктов горения флюса.
Преимущества и недостатки
У контактной сварки довольно много достоинств, благодаря которым она стала так популярна в последнее время. Прежде всего, такой метод сварки потребляет очень мало энергии при высокой производительности. Ведь метод контактного соединения очень быстрый и на формирование одной сварной точки уходит менее секунды. Качество получаемых швов на высоком уровне, соединения получаются прочными и долговечными.
Не требуется особых знаний, контактной сваркой может заниматься мастер без специальной квалификации. Также возможна полная автоматизация рабочего процесса, вплоть до отсутствия необходимости находиться у станка. Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Также не нужно использовать дополнительные комплектующие, вроде покрытых стержней, флюсов, газов и прочего. Отсюда и высокая экологичность контактной сварки, что тоже важно в условиях современного производства. Еще один плюс — простота сварки сложных металлов. Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.

Но, как и у всех видов сварки, у контактного метода есть свои недостатки. Самый главный — высокая цена на профессиональное сварочное оборудование. Чтобы укомплектовать небольшой завод необходимым количеством аппаратов для контактной сварки нужно иметь немалый бюджет. Не говоря уже о покупке аппарата для домашней сварки.
Кроме того, такие аппараты требовательны к источнику питания. Им необходимо выдавать ток большого значения, минимум 1000 ампер. А для этого необходимо мощное и стабильное электронапряжение.
Начинающие сварщики, пожалуй, отнесут к недостатку тот факт, что правила контактной сварки регламентируются отдельным ГОСТом и они довольно строгие. Если хоть один пункт из правила не будет соблюдаться, то такую деталь просто не примут на следующий производственный этап. Проще говоря, уклониться от работы не получится. Мы не считаем это недостатком, ведь соблюдение технологии сварки и дальнейший контроль качества — это залог прочной и долговечной металлоконструкции.




Как варить машину электродами и полуавтоматом?
Сварка полуавтоматом со сварным электродом считается наиболее приемлемым видом оборудования, актуальным для ремонта ТС.
Проведение сварочных работ на грузовом или легковом автомобиле с помощью полуавтомата позволяет без дополнительных трудностей достать любой уголок авто для создания сварного шва. Это не требует глубоких знаний в области сварки и опыта в выполнении таких работ.

Таблица характеристик проволоки для сварки.
Сварочный полуавтомат в техническом плане устроен довольно просто: в его работе применяется тот же преобразователь тока, что и в остальных типах подобного оборудования, специфическими являются только актуальные расходные материалы.
Сварка полуавтоматическим агрегатом выполняется при использовании сварочной проволоки с диаметром 0,2-2мм, а также углекислого газа.
Зачастую проволока имеет медное покрытие, обеспечивающее хороший электрический контакт. А углекислота необходима для предотвращения процессов окисления, поскольку не позволяет расплавленному металлу контактировать с кислородом.
Так как в процессе сварки машины применяется углекислый газ в баллоне, полуавтомат требует и наличия редуктора для снижения давления. Оптимальное значение можно получить только при условии правильной настройки такого аппарата.
Иногда работники СТО или частные владельцы вместо углекислого газа применяют особую сварную проволоку, которая хоть и не имеет медного покрытия, но содержит внутри специальный флюс.
Отдельно стоит отметить сварные работы по устранению дефектов на глушителе авто. Выполнить данную задачу с помощью электросварки сможет только опытный мастер и только путем точечной сварки без движения электорода.
Неопытному мастеру лучше выполнять сварку глушителей автомобиля инвертором. А если в скором времени планируется заменить эту часть авто, то на некоторое время хватит и более экономичной холодной сварки.
Разновидности контактной сварки
Существует несколько видов контактной сварки. К ним относится точечная сварка (она может быть одноточечной, двухточечной и многоточечной), рельефная сварка, шовная сварка (может быть непрерывной, шаговой и прерывистой), стыковая сварка (выполняемая либо с помощью сопротивления, либо с помощью оплавления). Также возможны комбинации разных методов, например, шовно-стыковая сварка или рельефно-точечная. В таком случае комбинированный метод будет обладать всеми характерными особенностями обоих типов контактной сварки.
Давайте подробнее разберем способы контактной электросварки изделий из металла.
Точечная сварка
Точечная сварка — это самый распространенный тип контактной сварки. Ее суть в формировании так называемых точек путем нагрева металла и его дальнейшей деформации. Точки формируются с малым шагом, образуя сварное соединение.
Точечная сварка довольно универсальна, она используется для соединения тонколистового металла, маленьких деталей, используемых в электроприборах, и толстых деталей до 2 сантиметров. С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
Что касается качества и надежности соединения, то здесь все просто: чем больше точек, тем шов надежнее. Новички ошибочно полагают, что такое соединение ненадежно и может разрушиться в любой момент. Но это большое заблуждение. При формировании точки используется большое давление. Оно без труда деформирует нагретый металл, который затем остывает и надежно фиксирует детали между собой.
Рельефная сварка
Контактная рельефная сварка осуществляется по тому же принципу, что и контактная, только перед работой края одной детали обрабатываются с помощью специальных инструментов или станков, образующих выступы. Деталь кладется сверху, выступами вниз. Выступы могут быть полукруглыми или продолговатыми. В месте выступа как раз и будет точка, формируемая аппаратом для контактной сварки. Вторая деталь остается неизменна, она кладется снизу.
Рельефный метод контактной сварки зачастую применяется при сборке автомобилей. Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Шовная сварка
Шовная сварка несколько отличается от прочих типов контактной сварки. Здесь электроды роликовые, с их помощью металл не только прокатывается, но и сваривается. При этом сварное соединение выглядит, как при точечной сварке. Но точки перекрывают друг друга на несколько миллиметров, образуя шов, больше похожий на соединение, выполненное ручным способом с помощью покрытого электрода.
Шовная сварка применяется при сварке тонких металлов до 3 миллиметров. Также шовная сварка отлично подходит для сварки герметичных изделий, например, баков и цистерн.
Стыковая сварка
Стыковая контактная сварка также использует тепло и давление, но в другой плоскости. Шов формируется не между верхним и нижним электродом, а посередине. Чтобы лучше понять суть, посмотрите на схему ниже.

Стыковая сварка делится на сварку с сопротивлением и с плавлением. При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке плавлением детали предварительно нагреваются до пластичного состояния и только потом соединяются с применением давления. Нагрев может быть либо постоянным, когда тепло поступает во время всего сварочного процесса, либо прерывистым, когда деталь нагревается интервалами. Прерывистый нагрев используются для экономии электричества. Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Внимательные мастера спросят, куда исчезает расплавленный металл? Ведь при других способах сварки при плавлении металл начинает окисляться, образуется шлак. А это создает дополнительные проблемы. Дело в том, что в контактной сварке ток обладает электродинамическим действием, поэтому он без труда выбрасывает расплавленный металл вне зоны сварки.




Сварка маленьких сегментов в большую конструкцию
Иногда приходится изготавливать какую-либо панель или ремонтную вставку сложной формы из нескольких простых сегментов. Многие профессиональные специалисты, занимающиеся формовкой металла и ремонтом кузова, практикуют такой способ. Это бывает необходимым, если оборудование, либо профессиональные навыки не позволяют сделать нужную панель из одного листа металла.
Интересно отметить, что в прошлом, некоторые производители делали панели сложной формы из маленьких сегментов, сваренных вместе. Впоследствии этот способ был заменён штампованием и техниками формования прокаткой.
При изготовлении ремонтной вставки сложной формы или целой панели можно применять такой метод.
Делаем аппарат для контактной сварки
Теперь, когда мы разобрались со всеми особенностями, можно определиться, использовать ли контактную сварку в своей работе. Кого-то отпугнет высокая цена на оборудование, но в оглавлении мы писали о том, что многие умельцы делают сварщик контактной сварки своими руками. Его мощности вполне достаточно для работы дома.

Мы расскажем вам, как сделать такой аппарат самому. С его помощью вы сможете выполнить контактную точечную сварку. Кстати, в интернете есть множество видео с пошаговым руководством. Изучите их, чтобы иметь полную картину. Итак, для изготовления контактной сварки нам понадобится не обязательно новый, но обязательно работающий трансформатор (можете вытащить его из старой микроволновой печи; используйте два трансформатора, если вам требуется аппарат большей мощности).
Также нам нужен медный провод большого диаметра (вместо одного толстого провода можно использовать множество тонких, связав их в жгут), рычаги из металла (их мы будем использовать для зажима электродов), основание для аппарата (это может быть толстый лист тяжелого металла или что-то очень устойчивое; можете прикрутить аппарат прямо к столу), струбцины, отвертки разных размеров, кабели, изолента (или любой другой материал для обмотки), медные детали с заостренным концом, которые будут выполнять роль электродов.
Вот и все. Приступим к сборке. Собирая сварщик контактной сварки вы должны понимать, что ключевой элемент конструкции — трансформатор. Мы не зря рекомендовали вам взять его из микроволновой печи, поскольку это идеальный варит для небольшого самодельного аппарата. Чтобы ваше устройство смогло сварить металл толщиной в 1 миллиметр вам понадобится мощность 1 кВт. Чем больше мощность, тем больше диапазон толщин.
Для работы вам понадобится не весь трансформатор. А только первичная обмотка и магнитопровод. Вторичную обмотку нужно убрать из трансформатора (делайте это максимально осторожно, чтобы не повредить остальные элементы).

Также есть шунты, их тоже нужно демонтировать. Шунты расположены с обеих сторон вторичной обмотки.

Далее нужно сделать новую обмотку. Для этого возьмем многожильный провод с диаметром не менее 10 миллиметров. Двух-трех витков будет достаточно для корректной работы трансформатора. Если у провода будет слишком толстая изоляция, можно ее удалить и обмотать провод изолентой из ткани или ПВХ. Если вы собираете мощный аппарат и для этого взяли два трансформатора, то обмотка должна быть одна на двоих. В таком случае важно правильно соединить все выводы с первичной обмотки обоих трансформаторов.

Теперь нужно собрать все компоненты воедино. Нужно установить трансформатор в корпус (можете изготовить его самостоятельно или взять подходящий от неработающего бытового прибора), подсоединить медные электроды, все кнопки и органы управления. Тут вам помогут элементарные знания электротехники.
Необходимое оборудование и подготовка к сварке
Для точечной сварки кузова потребуется следующее оборудование:
Заплатки необходимы для сварки элементов кузова на стыке или при устранении трещин и щелей, так как точечная сварка соединяет только плоские листы металла, расположенные внахлест.
Перед проведением сварки нужно тщательно очистить свариваемые поверхности от ржавчины и грязи металлическими щетками, после чего снять оксидную пленку наждачной бумагой со средним и мелким зерном. Дополнительно можно обезжирить поверхности ацетоном или бензином, предварительно обесточив кузов.
Заплатки зачищают аналогичным способом, после чего между свариваемыми деталями перед их закреплением наносится токопроводящий грунт. Он выполняет роль легирующей и укрепляющей сварное соединение добавки, которая не удаляется после сварки и остается между деталями.
Подготовка аппарата заключается в проверке его работоспособности, установке заземления, зачистке медных электродов и установке параметров сварки.
Электродуговая сварка электродами
Этот вид сварки давно в прошлом применялся для соединения кузовных панелей при ремонте, а также при производстве. Сварка производилась электродами с малым диаметром, которые были спроектированы специально для тонколистового металла. Чтобы применять такой вид сварки требовалась немалая сноровка. Качество сварки было посредственным. Главной проблемой был излишний нагрев, который был причиной деформации металла и прожига насквозь. Сравнивая с сегодняшними показателями, уходило много времени на работу с таким видом сварки. Теперь такой метод является устаревшим.
Читайте также: