Восстановление вала холодной сваркой
Обновлено: 17.06.2024
Никогда не пользовался, подскажите, как держит металл? Надо приделать подшипник на вал ротора. Сопротивление и давление не большое, но вибрация присутствует. Подшипник нужно приварить к раме и к ротору соответственно. Удержит?
Если есть вибрация,то можно воспользоваться холодной сваркой с аллюминиевой пудрой,она продаётся в автомагазинах.
Анатолий Бондарь Оракул (95069) Если про это, то там ясно указано, что свариваются пластичные металлы - алюминий, медь, свинец, цинк, кадмий . про подшипники там вообще не упоминается, даже обычная сталь так не сваривается. Те более откуда в вашем городе такое оборудование.))
"Холодная сварка" это смесь эпоксидки с наполнителями, попросту клей причём не лучшего качества. Залепить дырку в ведре годится а для чего нибудь серьёзного нет.
Нет не удержит . Она держит только где нет усилий и вибраций. Дырка где нибудь образовалась вот она сварит. А так ничего серьезного
Она работает как герметик и не более))))))) ) Дыру в трубе залатаешь, капать не будет! А подшипник нет!
Я не про эпоксидку, я про это
вибрация агрегата до фени,главное чтобы ротор сам не бил. тогда получится и простой холодной сваркой. только дать застыть подольше. у меня на циркулярке так подшипник приклеен на верхнем валу на котором сама пила установлена..полтора месяца летом работал на ней и пока тьфу тьфу тьфу. циркулярка вибрирует малёха. главное центровка,попадёшь,значит всё ок будет.
Он оказывается задал вопрос о настоящей холодной сварке которой пользуются машиностроители. Я тоже решил что о клее.))))
Verik Просветленный (25700) да . я пока ответ написал,ответил,потом смотрю комменты появились,залез почитать их,а там ссылка на ************** короче сначала бред пишут,а потом сам вопрос в комменты добавляют. тут как придурок свою циркулярочку описал на всю стройку, и оказалось вообще зря. плюнул на всё и спать лёг. :)) уже не раз на такое натыкался..а я ведь иногда такие большие тексты пишу,минут по 5 иногда на ответ уходит, а тут бум по голове,оказывается вопрос про другое. неужели тямы нету уточнять вопрос.
Привет. А я даже отвечать не стал.Вообще не въехал о чём.На куя подшипник приваривать к ротору?Подшипник это же сменный узел имеющий свой ресурс.А если на валу шейки прослабленны,то тогда на реставрацию вал надо отдавать.А если его разбивает постоянно,то надо причину устранять(калибровка,балансировка).И по ссылке прошёл.Это вообще по моему только для плоских деталей.А как подшибник на валу обжать через две обоймы?Я походу просто не въехал о чём речь.
купи с десяток тюбиков с моментальным клеем. почисти поверхности от масла обильно смочи клеем и приклей. этот клей имеет уникальные способности-если где то и оторвет. то не там где склеил.
Нет это херь- дыры в радиаторах, батареях, баках, патрубках ей заклеивал- но на большие усилия не пойдет.
Короче- если подшипник-вал- в посадке надо просто зафиксировать- то выйдет- например на шток держатель приклеивал- посадку разбило- хлябал на винте и слетал- вмертвую приморозило, а если там усилие на излом - сорвет сто процентов.
Но поробовать не грех- холодная сварка стоит 60 руб тюбик и иногда решает довольно сложные задачи которые трудно достичь другими способами- дешево и сердито)
в свое время для "увеличения" октанового показателя дешевого бензина до Аи 92, продавали присадки, основным компонентом которых был обычный гуталин. Так же стеклоомывающие жидкости, " Незамерзайки до -30", которые уже при 0 градусах превращаются в "майонез". Еще одно "ноу-хау" для лохов, это "холодная сварка". Обычная не первой свежести эпоксидка с наполнителем, от опилок до ал. пудры, всего того что под рукой.
Да отнеси свою хрень любому сварщику, много не возьмут, Или навернётся твой агрегат в самый ответственный момент, когда метаться будет уже некогда и расшибёт то что есть. (на любом СТО есть) ,
может и отстал, но впервые слышу, что подшипник надо приварить к раме и ротору. если он не того диаметра, то не легче ли другую, ведь через определённое время нужно будет менять?
Восстановление шлицев на промвале — смекалочка и космические технологии

Интересный пост. Расскажу как я восстановил шлицы на промвалу. Как обычно, дешево и сердито, с использованием космических технологий и смекалочки.
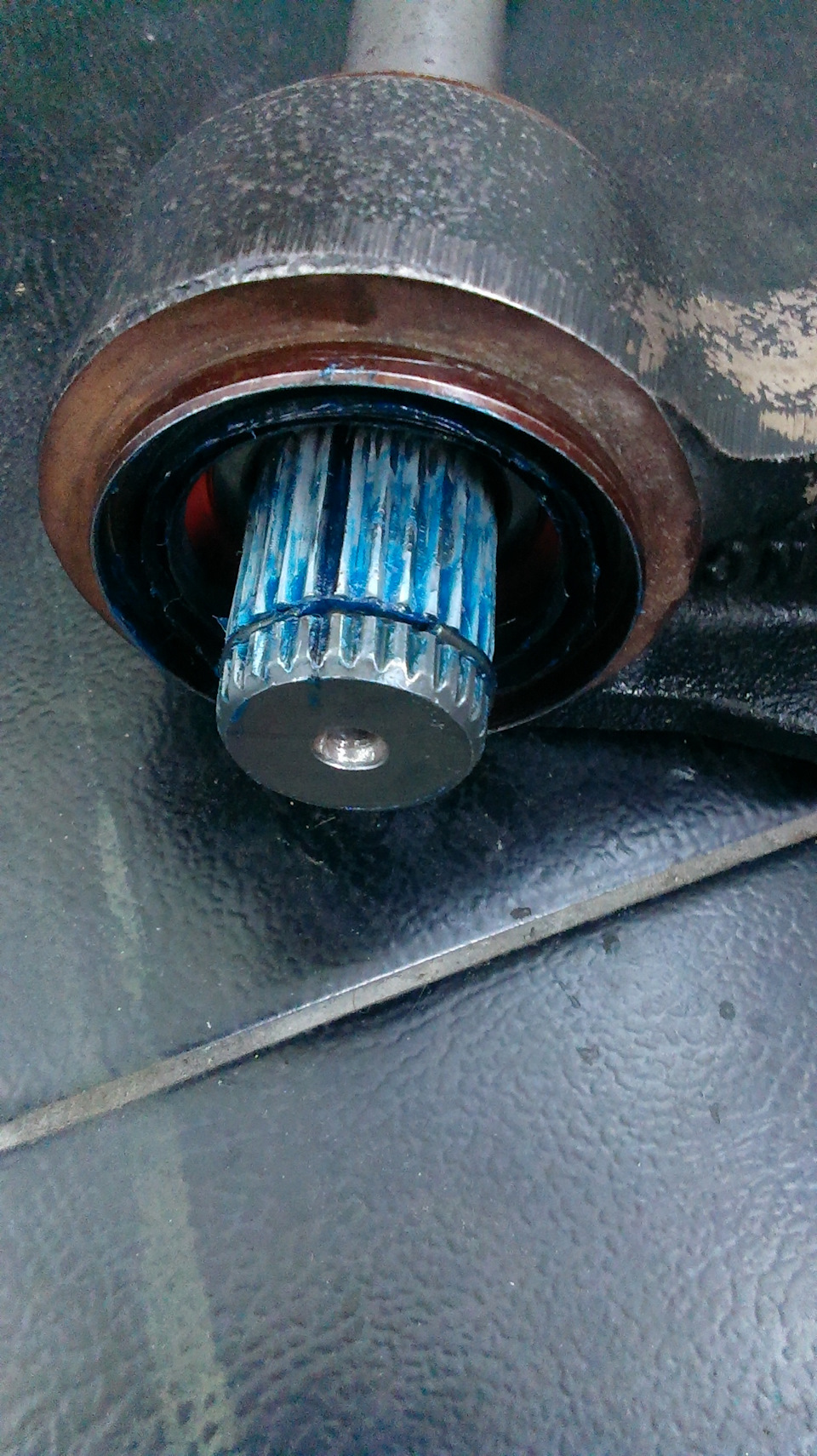
Известная проблема спектр — износ шлицов на промвале правого привода. В результате внутренний шрус начинает болтаться, начинаются стуки и вибрации. На замену установил цельный привод Dashi DCB193R, но неизвестно сколько он прослужит т.к. были нарекания по качеству. Так что родной привод хотелось восстановить.
На удачу, в городе есть мастер с аппаратом для напыления металла. Аппарат называется димет. И пришла такая идея — напылить на шлицы немного металла а потом заколотить вал в стакан шруса. Вот и все, если коротко.
1) Готовим вал к напылению. С помощью съемника подшипников снял кронштейн и подшипник с вала. Посадочное место подшипника тщательно замотал изолентой чтобы на него ничего не напылилось. Канавку под стопорное кольцо тоже замотал, так же как и начало шлицов (они будут служить направляющими). Здесь на шлицах уже видно первое, пробное, напыление:


3) После напыления, не надевая подшипника, первый раз набил стакан шруса. Для того чтобы снять стружку. Набивал на горячую, со смазкой. Предварительно отметил положение чтобы второй раз набивать в том же положении.
4) После того как первый раз набил и сбил стакан шруса, напрессовал новый подшипник (не забываем пыльник). Вот он вал, на шлицах видны слиды набивки шруса:

5) Купил хороший дорогой подшипник NTN чтобы ходил подольше. Вот его параметры:


6) Запрессовал вал с подшипником в кронштейн. Тут вообще легко получилось — подогрел кронштейн в кастрюле с кипящей водой, подшипник зашел сам, забивать ничего не пришлось. Вот вал подготовлен к окончательной набивке шруса. Шлицы смазаны, установлено стопорное кольцо, отмечено положение:
7) Все, снова нагрел стакан и набил в том же положении в котором и в первый раз. Стакан сидит плотно, ничего не болтается. Все пыльники живые. Результат:



В общем вот, теперь, если Dashi подведет, у меня уже имеется запасной привод на подмену. Ну а сколько это проходит — время покажет.
Как восстановить резьбу: способы ремонта
Популярность резьбовых соединений объясняется простотой выполнения и прочностью крепления элементов конструкции между собой. Когда при повреждении витков замена детали невозможна, проводят восстановление резьбы. Так как восстанавливать резьбу можно разными способами выбирают тот, который сохраняет прочность соединения на прежнем уровне.

Способы восстановления резьбы
Для того, чтобы восстановить сорванную резьбу используют:
- эпоксидную смолу;
- холодную сварку;
- заваривание отверстий и нарезание новой резьбы;
- ввертыши;
- перенос на другое место, если изменение места крепления не влияет на надежность соединения;
- спиральные вставки;
- рассверливание отверстий для нарезки витков большего диаметра.
Технология восстановления холодной сваркой
Для восстановления резьбы холодной сваркой выпускаются полимерные составы с металлическими добавками. Процедура реставрации жидким двухкомпонентным клеем выполняется в следующей последовательности:
- достают из упаковки два тюбика;
- детали соединения обезжиривают веществом из тюбика №1;
- затем наносят содержимое тюбика №2;
- шпателем смешивают составы из обоих тюбиков в пропорции 1:1;
- готовую смесь наносят на болт со стороны наружной резьбы;
- затем вкручивают в витки внутренней резьбы;
- после отвердевания смеси (время выдержки указано в инструкции), болт выворачивают.
Для качественного восстановления витков смесь наносят с избытком, чтобы излишки при вворачивании болта выдавливались наружу.
Какую холодную сварку выбрать
Из-за низкой эффективности однокомпонентный анаэробный восстановитель в виде густой пасты применяется редко. Для ремонтных работ используют два вида:
- жидкий состав, который получается после смешивания отвердителя с клеящей массой;
- плотные однослойные или двухслойные бруски по консистенции похожие на пластилин, которые перед применением смешивают.
Для восстановления поврежденных витков выбирают марки с высокой пластичностью, чтобы смесь заполняла мелкие изъяны. Если соединение часто разбирается, нужна холодная сварка с усиленной твердостью, иначе при трении о металл состав разрушится.
Преимущества и недостатки
К достоинствам метода холодной сварки относят:
- возможность большого выбора по цене и качеству среди отечественных и зарубежных производителей;
- восстановление без разборки конструкции;
- стойкость к коррозии;
- простота, так как восстановление выполняется без вспомогательных приспособлений;
- неизменность характеристик деталей из-за отсутствия термического воздействия;
- невысокая цена.
- низкая прочность;
- разный металл деталей и добавок состава;
- нельзя ремонтировать ответственные конструкции;
- зависимость от перепадов температуры и внешних условий.
Использование эпоксидного клея
Этот метод не годится для восстановления соединений, которые подвергаются вибрационному воздействию, большим нагрузкам, высокой температуре. Поэтому способ применяют, когда требуется быстро восстановить резьбу в пластике. Процесс прост:
- эпоксидный клей заливают в отверстие;
- ждут когда загустеет;
- вворачивают болт;
- оставляют до полного затвердевания полимера;
- выкручивают болт.
Нарезание резьбы метчиком
Этим способом пользуются, когда можно увеличить размер отверстия без ущерба для надежности соединения. С помощью сверла увеличивают диаметр, чтобы очистить отверстие от испорченных витков, затем нарезают новые.
Работа выполняется по следующим правилам:
- отверстие рассверливают строго перпендикулярно;
- используют два метчика для нарезания резьбы, черновой и чистовой;
- для удаления стружки после 3 прямых оборотов делают 1,5 обратных;
- чтобы облегчить процесс, инструмент смазывают маслом.
Применение спиральной вставки
Такие приспособления, называемые также проволочными или пружинными, делают из высококачественной нержавеющей стали. Вставки выполнены в виде цилиндрических спиралей с концентрической резьбой внутри и снаружи. Для установки предусмотрен поводок. Форму и размер внутренних витков делают с минимальными допусками.

Ремонт резьбы выполняют в следующей последовательности:
- отверстие рассверливают сверлом, диаметр которого выбирают по прилагаемой к вставкам таблице;
- витки нарезают не стандартными метчиками, входящими в комплект;
- вставку вворачивают инструментом, который есть в наборе;
- удаляют поводок инструментом, поставляемым производителем, или плоскогубцами, если диаметр большой.
За счет натяга при установке исключается самопроизвольное выкручивание вставки. Упругость материала обеспечивает равномерное распределение нагрузки между болтом и вставкой. Высокая стойкость нержавейки к коррозии исключает возможность заедания болта из-за ржавчины.
Спиральными вставками можно отремонтировать соединения на конструкциях из цветного или черного металла. Их также применяют для усиления резьбы на пластике, дереве.
Ввертыш для восстановления резьбы
Ввертыши, они же футорки, сделаны в виде полых втулок с крупной наружной и мелкой внутренней резьбой. Они могут быть стальными, медными, латунными, бронзовыми, из других материалов. Устанавливают футорки на деталях, где допускается увеличение диаметра отверстий. Ввертыши применяются во многих отраслях промышленности, например, для сборки мебели, стыковки труб, крепления сдвоенных колес.

Некоторые производители выпускают наборы, которые называются восстановителями резьбы. Комплекты состоят из вкладышей разного размера, сверл, метчиков, вспомогательных инструментов. В зависимости от назначения в наборы входят футорки для ремонта дюймовой или метрической резьбы от М2 до М36.
Ввертыш устанавливают так:
- отверстие рассверливают до размера достаточного для нарезания резьбы под футорку;
- витки нарезают комплектным метчиком;
- если часть ввертыша после вкручивания выступает над поверхностью, ее срезают заподлицо;
- для предотвращения самопроизвольного выворачивания, по линии соприкосновения футорки с деталью керном делают несколько засечек.
Традиционная сварка для ремонта
Этой технологией пользуются, если нельзя увеличить диаметр отверстия, и когда нет нужного ввертыша или спиральной вставки. Процедура восстановления выполняется в следующем порядке:
- высверливают поврежденные витки;
- заваривают отверстие;
- наплавленное место зачищают заподлицо с поверхностью;
- сверлят отверстие;
- нарезают резьбу.
Для восстановления соединений из стали используется газовая или электродуговая сварка в защитных средах. Отверстия в чугуне заваривают в холодном состоянии или с местным подогревом. В качестве присадочного материала плавят электроды марки ЦЧ-4, ОЗЧ-1, МНЧ-1 или прутки из чугуна с добавкой кремния. Следует учитывать, что под действием высокой температуры изменяется структура металла детали, возможно образование трещин. Поэтому прочность отремонтированного соединения будет меньше.
Отверстия в деталях из алюминия, без которых не обходится двигатель автомобиля, заваривают аргонно-дуговой сваркой. Для наплавки применяют алюминиевую проволоку. Однако при восстановлении резьбы в алюминии металл в жидком состоянии начинает активно поглощать газы. Образуются поры, а при усадке во время остывания — трещины, которые снижают надежность соединения. Не всегда есть возможность восстановления этим способом без снятия деталей. Например, для ремонта соединений на алюминиевом блоке цилиндров конструкцию придется демонтировать.
При выборе способа восстановления учитывают условия эксплуатации и величину нагрузки. Также принимают во внимание сложность выполнения и цену. Например, покупка спиральной вставки дешевле, чем заказ на вытачивание ввертыша.
Восстановление деталей сваркой и наплавкой
По статистике при восстановлении деталей в 60% случаев используется сварка и наплавка. Сваркой устраняют механические повреждения. Наплавкой восстанавливают изношенные поверхности деталей.

Сущность восстановления сваркой и наплавкой
Оба метода основаны на тепловом воздействии, отличаются только настройки используемого оборудования. Наплавка ― это нанесение на поверхность деталей слоя из сплава основного и присадочного металла. Наплавкой восстанавливают не только геометрические размеры, но также наносят покрытия для повышения жаростойкости, прочности, износоустойчивости и т. д. Процедура выполнятся на поверхности любой формы― от плоской до конической и сферической.
Сварка ― это процесс создания соединения металлических элементов методом плавления или давления. Этим способом заделывают трещины, сколы, отверстия от пробоин, крепят отломившиеся элементы. С такими повреждениями рам, поддонов, кузовов, обоих мостов постоянно сталкиваются при ремонте автомобилей. Сварку также применяют совместно с другими восстановительными процедурами.
Для качественного восстановления деталей сваркой и наплавкой необходимо:
- не допускать сильного смешивания основного металла с наносимым;
- плавить основной металл на минимальную глубину;
- не делать больших припусков на последующую обработку;
- принимать меры по снижению остаточных напряжений и деформации.
Подготовка деталей
Перед восстановлением детали сваркой или наплавкой с поверхности удаляют ржавчину, окалину, грязь металлической щеткой или пескоструйной обработкой до блеска. Обезжиривание выполняют растворителем или нагревом поверхности до 300⁰C. На кромках закрепляемых элементов снимают фаски. У трещин разделывают края под углом 120 — 140⁰, на концах сверлят отверстия диаметром 3 — 4 мм. Глухие трещины углубляют насквозь, чтобы газы при сварке не образовывали поры.
С деталей, которые уже восстанавливались, сначала удаляют остатки нанесенного ранее слоя. Затем проводят процедуру очистки. Если износ не больше 1 мм, с места восстановления снимают слой на глубину 0,5 — 1 мм шлифовальным кругом или резцом. Это обеспечит однородность структуры нанесенного сплава.
Электродуговая сварка и наплавка
Это самая распространенная технология восстановления в промышленности и на дому. Она легко выполняется на обычном сварочном оборудовании. Работу выполняют плавящимися покрытыми электродами и неплавящимися с присадочной проволокой.
Качество конечного результата определяется параметрами электродов. Для ремонта сваркой площадь поперечного сечения стержней выбирают в зависимости от размера повреждения, толщины металла. Для создания слоя с заданными параметрами выбирают марки электродов с легирующими присадками. Они могут содержаться в металле и обмазке стержней.

Наплавку на детали из низкоуглеродистых сталей, которые не подвергались термической обработке, проводят сварочными электродами. Форму изделий из закаленной легированной, высокоуглеродистой стали восстанавливают наплавочными электродами с присадками или стержнями из твердых сплавов. Ими же наносят слои на режущие кромки инструмента для обработки металла.
Важно!
Для предотвращения деформирования, детали из высокоуглеродистой легированной стали предварительно нагревают до 300⁰C.
После окончания работы проводят отпуск для снятия внутренних напряжений в сварочных швах. Для низкоуглеродистой, низколегированной стали предварительный нагрев не требуется.
На цилиндрическую поверхность валики накладывают тремя способами:
- в виде спиралей;
- в форме замкнутых окружностей;
- параллельно оси вращения.
На плоские поверхности наплавляют рядом расположенные широкие валики либо узкие с перекрытием 0,3 — 0,5 по ширине. На место большого износа сначала накладывают слой из низколегированной стали. Наплавку и сварку элементов небольшой толщины выполняют на постоянном токе обратной полярности. Толстостенные детали сваривают переменным или постоянным током с прямой полярностью.
Восстановление деталей в среде защитных газов
Этим способом восстанавливают детали наплавкой и сваркой толщиной от 0,6 мм и валов диаметром до 5 см. Поступающий под давлением к месту сварки газ защищает расплавленный металл от соприкосновения с воздухом. Самые качественные швы получаются в среде аргона или гелия, однако из-за их высокой цены чаще пользуются углекислым газом. В среде азота восстанавливают детали из меди.
При нагреве до высокой температуры из углекислого газа выделяется кислород, который способствует выгоранию углерода, марганца, кремния. Поэтому для работы со сталью применяют сварочную или присадочную проволоку с высоким содержанием этих элементов. Выбор диаметра в диапазоне 0,5 — 2,5 мм зависит от толщины деталей. Наплавку на нержавеющую сталь проводят проволокой из нержавейки, желательно той же марки.
Восстановление в среде углекислого газа выполняют на постоянном токе обратной полярности. Чтобы процесс протекал стабильно, выбирают сварочное оборудование с жесткими характеристиками. Автоматической наплавкой восстанавливают детали диаметром от 10 мм из низкоуглеродистых сортов стали.
Подачу проволоки настраивают так, чтобы не возникали короткие замыкания или обрывы дуги. Скорость наплавки определяется по толщине создаваемого слоя. Валики накладывают с шагом 2,5 — 3,5 мм.
Сварка и наплавка под слоем флюса
Восстановление этим способом проводят электрической дугой, которая горит под расплавленным флюсом. Таким образом, создается эластичная оболочка, защищающая расплавленный металл от соприкосновения с воздухом. Флюсы также поддерживают стабильность горения дуги, раскисляют, легируют, рафинируют наплавляемый металл.
Для сварки и наплавки применяют два вида флюсов:
- Керамические, состоящие из металлических и неметаллических компонентов, что позволяет проводить легирование в большом диапазоне.
- Плавленые не содержат металлических компонентов, поэтому возможности легирования ограничены десятыми долями процента. По сравнению с керамическими видами эти флюсы дешевле, лучше защищают, со швов легче отделяется шлак. Плавлеными флюсами с высоким содержанием кремния пользуются при нанесении слоев из углеродистых, низколегированных сортов стали.

Наплавку металла под флюсом проводят сварочной проволокой без покрытия. Диаметр (1 — 6 мм) определяют по толщине создаваемого слоя, формы валиков, габаритов деталей. Чтобы увеличить производительность, восстановление ведут ленточными электродами шириной до 10 см или одновременно двумя проволоками с подачей разными механизмами.
Восстановление выполняют на постоянном токе с обратной полярностью. На круглых деталях валики располагают с шагом 2 — 6 диаметра проволоки. Для уменьшения деформации на плоской поверхности наплавку ведут через валик или поочередно на разных участках.
Другие способы восстановления
Также популярны альтернативные методы восстановления:
- Вибродуговая наплавка отличается от обычной электросварки тем, что электрод кроме поступательного движения совершает перпендикулярные колебания частотой 90 — 100 кол/сек. В ходе процесса металл переносится мелкими каплями в сварочную ванну небольшого размера. Этим достигается незначительная глубина проплава, высокая прочность сцепления материала электрода с металлом детали.
- Пламенная наплавка проводится за счет нагрева основного металла и присадочной проволоки струей ионизированного газа, направляемой в рабочую зону соплом горелки.
- Электроконтактную наплавку выполняют методом пластической деформацией после нагрева металла детали и присадочного материала импульсным током. Отличается высокой производительностью (до 150 см²/мин), незначительным термическим воздействием, малым проплавлением.
Перспективными считают способы наплавки (сварки), прошедшие экспериментальную проверку:
- электронно-лучевая;
- высокочастотным током;
- лазерная;
- пропиткой композиционных сплавов;
- взрывом;
- самораспространяющимся высокотемпературным синтезом.
Особенности восстановления деталей из чугуна
Сложность восстановления чугунных деталей связана с тем, что при быстром остывании шов становится чрезмерно хрупким, так как в металле остается много углерода. Поскольку у материалов деталей и швов коэффициенты усадки разные, во время и после окончания сварки образуются трещины. При высокой температуре углерод и кремний выгорают с образованием шлака и газов, которые при быстром остывании остаются внутри швов в виде пор, включений.
Для получения прочных однородных швов восстановление выполняют методом горячей сварки. Деталь предварительно медленно нагревают до 650 — 700⁰C в течение 1,5 — 2 часов в печи. Затем переносят в термос, чтобы температура во время работы не упала ниже отметки 500⁰C. Сварку или нанесение слоя ведут через люк. После окончания восстановления деталь отжигают при 600 — 650⁰C в печи или термосе. Инструкция рекомендует снижать температуру со скоростью 50 — 100⁰C/час.
Обратите внимание!
Если ремонт выполняют газовой горелкой, в качестве присадочного материала применяют стержни из чугуна.
Электросварку проводят чугунными электродами с покрытием, в состав которого входит до 50% графита. Из-за низкой производительности, сложности оборудования, этим способом пользуются редко.
Восстановление холодной сваркой выполняют без предварительного нагрева. Поэтому принимают меры для предотвращения деформирования и образования дефектов. Газовой горелкой чугун плавят медленно, но без перегрева. Электросварку проводят постоянным током обратной полярности, диаметр электродов 3 — 4 мм. Валики при наплавке накладывают вразброс участками по 40 — 50 мм. Прежде чем начать следующий, предыдущий шов охлаждают до 50 — 60⁰C.
В зависимости от решаемых задач для холодной сварки применяют присадочные стержни и электроды:
- чугунные;
- стальные;
- комбинированные;
- пучковые;
- монелевые;
- медно-стальные.
При восстановлении деталей, следует учитывать, что независимо от метода наплавки, нанесенный металл будет неоднороден по механическим параметрам, структуре, химическому составу. Поэтому если деталь работает в условиях больших нагрузок, рекомендуется заменить ее новой.
Читайте также: