3д принтер по металлу промышленный
Обновлено: 28.09.2024
3D-печать по металлу все увереннее конкурирует с традиционными методами производства. На 3D-принтерах можно печатать металлические гайки и ключи к ним, винты, болты, запчасти для автомобилей и самолетов, декоративные изделия, столовые приборы и практически любую продукцию, чьи габариты соответствуют размерам печатной поверхности принтера. Более крупногабаритные объекты можно распечатать в виде отдельных компонентов, а затем собрать воедино.
Основной проблемой 3D-печати по металлу остается высокая стоимость расходных материалов. Многие изделия до сих пор проще и выгоднее изготавливать методами традиционного производства. В этой статье будет рассмотрен процесс 3D-печати металлом по технологиям SLM и DLMS, приведен обзор наиболее востребованных принтеров, дана оценка перспектив технологии в промышленности и в домашних условиях.
SLM или DMLS: в чем разница?
Обе эти технологии сегодня активно применяются для 3D-печати по металлу. SLM предусматривает выборочное лазерное плавление металлического порошка, а DMLS — прямое лазерное спекание металла. В обоих случаях для выборочного плавления крупиц металлического порошка задействуют лазер, связывают эти крупицы воедино и создают изделия послойно.
Разница между технологиями такова:
- В SLM металлический порошок расплавляется.
- В DLMS применяются не настолько высокие температуры, поэтому металл не переходит в жидкое состояние. Частицы порошка просто спекаются между собой.
Обе технологии защищены патентами.
Как работает 3D-печать металлами?
3D-печать металлами сегодня требует внушительных затрат. Стоимость принтеров измеряется сотнями тысяч долларов, а ведь к этому надо еще добавить затраты на их содержание и обслуживание, закупку расходных материалов, обучение сотрудников и оплату их труда.
В то же время эти издержки компенсируются экономичностью производственного процесса. Так, традиционные методы производства в авиационной промышленности приводят к тому, что до 90 % сырья превращается в отходы. При 3D-печати же в отходы отправляется не более 5 % материала. Неиспользованный порошок просеивают, перемешивают с новым и повторно применяют для печати.
ВНИМАНИЕ : Отходами становятся обычно элементы области поддержки.
Энергопотребление у 3D-принтеров намного ниже, чем у традиционного оборудования. Масса распечатанных комплектующих наполовину меньше, чем у традиционных аналогов. Это особенно важно для авиационной и космической промышленности, так как позволяет сэкономить миллионы долларов на топливе для летательных аппаратов.
По 3D-технологии можно распечатать такую продукцию:



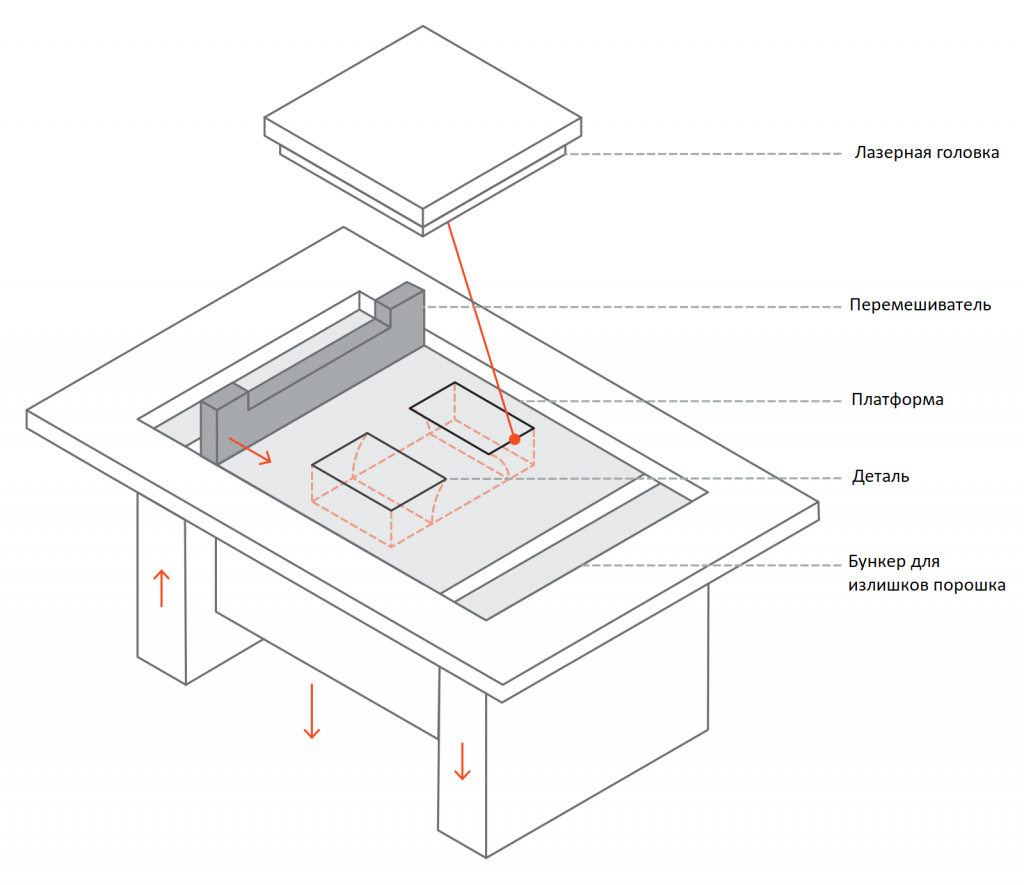
Схема работы 3D-принтера по металлу
3D-принтеры, работающие по технологиям SLM и DMLS, печатают по одному и тому же алгоритму:
- Внутрь камеры построения запускают аргон или иной инертный газ, чтобы металлический порошок не так сильно окислялся.
- Камеру разогревают.
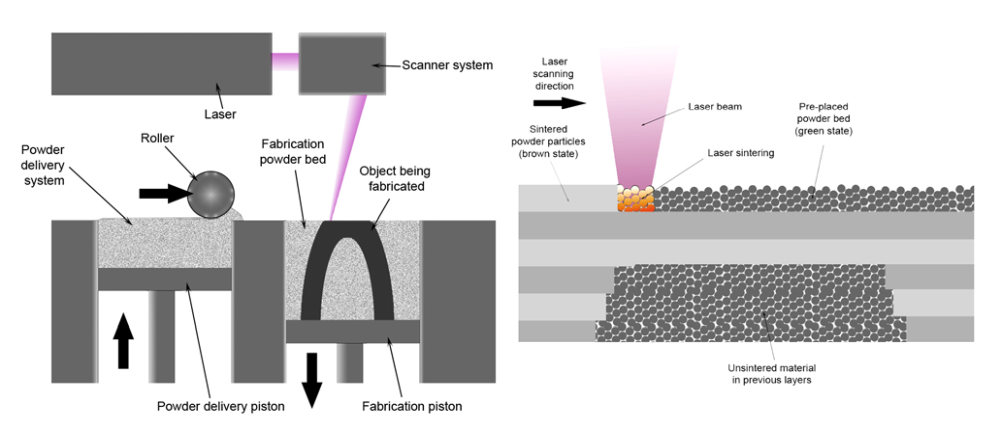
- По печатной платформе распределяют тонким слоем порошок металла. Лазер высокой мощности начинает сканировать деталь в поперечном сечении, спекая или сплавляя крупицы металла. Объект получается сразу твердым, так как вся его область обрабатывается одновременно.
- Как только один слой будет завершен, печатная платформа опустится на толщину этого слоя, и лазер начнет создавать очередной слой. Так будет повторяться до тех пор, пока объект не будет напечатан полностью.
Готовый объект будет покрыт металлическим порошком и прикреплен поддержками к рабочей поверхности. Поддержки изготавливают из того же материала, что и сам объект — иначе они могут исказиться или деформироваться под воздействием высоких температур.
Камере построения позволяют охладиться до комнатной температуры, оставшийся порошок удаляют вручную. Распечатанный объект сначала подвергают термообработке, чтобы снять остаточные напряжения, а затем устраняют поддержки. После отделения от печатной платформы детали готовы к использованию.
Основные характеристики SLM & DMLS
В SLM-устройствах лазер расплавляет каждый слой металлического порошка по отдельности. Температуры резко меняются, из-за чего в деталях возникают внутренние напряжения. Это может негативно сказаться на качестве продукции, хотя оно в любом случае будет выше, чем при литье. Изделия, распечатанные на SLM-принтерах, превосходят DLMS-аналоги по запасу прочности и по монолитности.
При работе по DLMS-технологии внутренние напряжения не создаются, поэтому качество изделий несоизмеримо выше, чем у аналогов, изготовленных посредством штамповки или литья. Это особенно востребовано для аэрокосмической и автомобильной отраслей, так как используемые в них комплектующие должны быть исключительно прочными.
Параметры принтера
Параметры 3D-принтеров для печати по металлу обычно таковы:
- Толщина слоя колеблется в диапазоне от 20 мкм до 50 мкм.
- Точность размеров равна ориентировочно ± 0,1 мм.
- Среднестатистические габариты области печати составляют 250 мм × 150 мм × 150 мм.
Обычно устройства продаются уже с заданными настройками, поэтому пользователю не приходится в них ничего менять.
Адгезия между слоями
По своим изотропным термическим и механическим свойствам изделия, распечатанные на SLM и DMLS-принтерах, практически идентичны. Они твердые, показатель их внутренней пористости не превышает 0,5 %. По сравнению с аналогами, изготовленными на традиционном производстве, такие детали обычно более прочные и гибкие, зато более подвержены усталости.
Область поддержки и ориентация деталей
Поддержка для металлических деталей в 3D-печати нужна обязательно, так как температуры их обработки чрезвычайно высоки. Для построения таких поддержек обычно применяют решетчатую структуру.
При изготовлении металлических объектов поддержка берет на себя следующие задачи:
- обеспечить следующему слою надежную платформу;
- прикрепить элемент к платформе построения и предотвратить ее деформации;
- отвести от изделия тепло и дать ему остыть с контролируемой скоростью.
Чтобы минимизировать риск деформации и усилить прочность на критических направлениях, изделия обычно ориентируют под углом. Из-за этого продолжительность печати и расход материала возрастают, стоимость производства увеличивается, а область необходимой поддержки расширяется.
ВНИМАНИЕ : Чтобы избежать деформации, допустимо пользоваться случайными бессистемными шаблонами сканирования. Такая последовательность прохода лазера по участкам слоев снимет остаточные напряжения, оставшиеся по конкретному направлению.
Чтобы спрогнозировать поведение изделия в процессе печати, задействуют симуляции. Для производства легких деталей и улучшения их технических характеристик можно воспользоваться алгоритмами непрерывной оптимизации. Эти алгоритмы также снижают риск деформации и уменьшают необходимую область поддержки.
Полые секции и облегченные конструкции
Удаление областей поддержек для металлических деталей требует значительных усилий, поэтому полых секций стараются избегать. Вместо этого изделия проектируют так, чтобы в них выделялось ядро и оболочка. Их обрабатывают лазером на разных мощностях, с разной скоростью сканирования. В результате разные области деталей обладают разными свойствами.
Такой подход оказывается особенно полезным для производства объектов с большим сплошным сечением. Риск их деформации минимизируется, время печати сокращается. Готовые объекты получаются исключительно стабильными, а их поверхность — крайне высококачественной.
ВНИМАНИЕ : чтобы уменьшить массу объекта, в 3D-печати по металлу часто задействуют решетчатую структуру.
Расходные материалы для SLM и DMLS
Эти технологии позволяют вести печать на основе алюминия, титана, инконеля, кобальтового хрома и прочих металлов и металлических сплавов. Сфера применения порошков этих металлов чрезвычайно широка: от медицины до аэрокосмической отрасли. Серебром, золотом, палладием и платиной печатают в основном в ювелирной отрасли, за ее пределами эти материалы не слишком востребованы.
ВНИМАНИЕ : расценки на металлические порошки остаются высокими и могут составлять в районе $400 долларов за 1 кг. Поэтому сегодня в 3D выгодно печатать в первую очередь мелкие металлические детали, которые слишком сложно или дорого создавать традиционными способами.
Традиционными способами крайне трудно работать с суперсплавами кобальта-хрома или никеля. 3D-принтеры же создают из такого порошка изделия с почти чистой поверхностью, которую потом можно доработать более привычными методами.
Постобработка
Постобработке детали подвергают для того, чтобы повысить их точность, улучшить механические свойства и внешний вид. С них удаляют области поддержки, счищают остатки порошка, а затем подвергают термическому обжигу. В ходе термообработки с изделий снимаются остаточные напряжения.
Если изделию необходимо придать сложную геометрическую форму, создать на нем резьбу или отверстия, для этого задействуют ЧПУ-станки. Для улучшения качества поверхности и повышения усталостной прочности продукцию обрабатывают давлением, подвергают металлизации, полируют и выполняют микрообработку.
Обзор 3D-принтеров по металлу
Ниже приведены технические характеристики и краткие описания четырех 3D-принтеров по металлу , наиболее востребованных в промышленном производстве. Точная цена приведена только для одной модели, так как расценки на подобные агрегаты обычно озвучиваются по запросу. В любом случае речь идет о сотнях тысяч долларов.
HP Metal Jet

Спекание порошка по технологии MJF позволяет вдвое ускорить печать по сравнению с лазерной технологией. Металлический порошок наносится на рабочую поверхность аппарата, выравнивается и заливается по форме детали печатающим составом, который связывает крупицы порошка воедино. Каждый слой закрепляют при высокой температуре, затем счищают с рабочей поверхности остатки порошка и спекают объект целиком.

- Материал Металлический порошок
- Разрешение печати 1200х1200 dpi
- Тип платформы Нержавеющая сталь
- Область рабочей камеры 430х320х200 мм
Ресурс работы устройства, по заверению производителя, составляет 100 000 деталей как минимум. В просторной рабочей области можно изготавливать несколько объектов за один заход, причем их высота может быть разной. Распечатанная на принтере продукция соответствует мировому стандарту ASTM. Показатель плотности после спекания превышает 93 %.
Farsoon FS121M

Эта модель отличается высокой скоростью работы и предельной точностью построения, которые обеспечивают алгоритм индивидуализированного сканирования лазера. Для инертного газа разработана система подачи и фильтрации, повышающая безопасность работы и качество производимых объектов. Программное обеспечение устройства создавалось на открытом коде и постоянно совершенствуется. За счет этого пользователь получает максимальный доступ ко всем настраиваемым параметрам принтера.
- Размеры, мм 780×1000×1700
- Программное обеспечение FarsoonMakeStar
- Страна производитель США
- Вес, кг 1000
- Диаметр пятна лазера 40~200 мкм
- Защитный газ Аргон / Азот
- Мощность лазера 200 Вт
- Печать SLM
- Тип лазера Yb-волоконный лазер
- Формат файла STL
- Область рабочей камеры 120×120×100 мм
- Скорость 5 см3/ч
- Толщина слоя от 20 мкм
- Скорость сканирования 15.2 м/с
Russian SLM 250

Russian SLM 250 российского производства от компании 3DSLA совместим как с родными, так и с чужими расходными материалами. При необходимости производитель готов создавать порошки по индивидуальному заказу. Аппарат печатает порошками с фракциями не более 60 мкм, послойно сплавляя их лазером в присутствии инертного газа. Для принтера было разработано собственное программное обеспечение Triangulatica, которое не только обрабатывает загруженные модели и генерирует поддержки для них, но и контролирует все фазы печатного процесса (мощность лазера, состояние инертного газа, толщину слоев и так далее). При желании к устройству можно докупить станцию просеивания порошков и узел фракционного деления для нее, систему послойного видеоконтроля печати с архивом для хранения данных, генератор защитного газа с чистотой до 99,99 % (данный показатель приведен для азота). Если планируется задействовать не всю платформу принтера сразу, будет разумно докупить также модуль экономии порошка.
- Форматы файлов STL
- Размеры, мм 2600 x 1200 x 2700
- Программное обеспечение SLM AutoFabMC
- Страна производитель Германия
- Вес, кг 1300
- Диаметр пятна лазера 80 - 115 мкм
- Минимальная толщина стенки 150 мкм
- Мощность лазера 1x400/2x400/1x700/2x700/1x700 + 1x1000 Вт
- Печать SLM
- Производительность 55 см³/ч
- Расход защитного газа при построении, л/мин. Ar 2,5
- Расход защитного газа при продувке (начало работы), л Ar 70 л/мин
- Тип лазера IPG волоконный
- Область рабочей камеры 280 х 280 х 365 мм
- Толщина слоя от 20 мкм
- Дисплей есть
- Интерфейсы Ethernet 10/100/1000
- Скорость сканирования 10 м/с
Concept Laser X line 2000R

- Технология: LC
- Габариты печатной поверхности: 800 мм x 400 мм x 500 мм
- Масса: 8000 кг
- Толщина слоя: от 20 мкм
Аббревиатура LC расшифровывается как LaserCusing, и это собственная разработка производителя. Эта технология близка лазерному спеканию, но осуществляется с помощью волоконных лазеров высокой мощности. Таким образом, происходит не спекание, а полное сплавление крупиц порошка до однородной массы. Это позволяет создавать изделия максимально сложной геометрии с выдающимися техническими характеристиками. Устройство оснащено вакуумной установкой и может работать среди прочего и с реактивными материалами (например, титаном). Программа Marcam AutoFab M2 позволяет создавать модели ювелирных и стоматологических изделий для распечатки, а 3Shape CAMbridge автоматизирует производство ортопедических конструкций из металла.
Своими руками: 3D-принтер по металлу для дома
Вне производственной среды лучше печатать не металлом, а пластиковым филаментом с добавлением металлических частиц, например бронзы. Для этого подойдет FDM-принтер, чья стоимость ощутимо ниже, чем у аппаратов для печати металлами. FDM-устройствам не надо разогреваться до настолько высоких температур, как промышленным принтерам по металлу, уровень шума и малоприятного запаха от них намного ниже. Таким способом очень удобно печатать объекты интерьера, предметы обихода и бижутерию.
Изделия, распечатанные из пластикового филамента с частицами металла, внешне и на ощупь неотличимы от металлических аналогов, а также обладают сопоставимой массой. В отличие от металла, они никогда не покроются ржавчиной. Для их изготовления на принтер необязательно устанавливать подогреваемый стол, а при охлаждении такая продукция даст минимальную усадку. Однако ей необходима постобработка в виде шлифовки и полировки, а температуру сопла и скорость подачи филамента надо настраивать очень точно. Кроме того, филаменты с металлическими частицами крайне абразивны, что ускоряет износ сопла.
ВНИМАНИЕ : Из пластикового филамента с использованием металла не рекомендуется создавать объекты, которые будут контактировать с пищевыми продуктами.
3D-печать металлическим порошком позволяет создавать изделия с гораздо более сложной геометрией, чем аналоги, произведенные традиционными методами. Готовая продукция обладает превосходными физическими характеристиками, даже если она была изготовлена из суперсплавов, которые с трудом поддаются традиционной обработке. Однако в силу высокой стоимости расходных материалов для 3D-принтеров простые детали до сих пор выгоднее изготавливать традиционными методами. К тому же рабочая область принтеров ограниченна, а для их работы требуются особые условия и постоянный контроль производства. Тем не менее темпы прогресса дают основания полагать, что в ближайшем будущем недостатки технологии будут преодолены. Постоянно совершенствуясь, 3D-печать по металлу станет все более общедоступной и широко распространенной, а ассортимент ее продукции значительно расширится.
3D-печать металлами: краткие ответы на большие вопросы, часть 1

В каких отраслях рекомендуется применение 3D-принтеров?
Самые перспективные отрасли для внедрения аддитивных технологий, в том числе 3D-печати металлом, – высокотехнологичные, наукоемкие производства, где в приоритете оптимизация или создание сложных инновационных продуктов: авиакосмическая индустрия, оборонная промышленность, машиностроение, автомобилестроение, энергетика, судостроение, нефтегазовый сектор. Нельзя не упомянуть медицину и ювелирное дело, потому что 3D-печать не имеет себе равных в создании индивидуализированных изделий.
Какие задачи выполняются с помощью этой технологии?
Печать металлами в основном решает задачи опытного и мелкосерийного производства, прототипирования, НИОКР. Поэтому сегодня основными пользователями 3D-оборудования становятся крупные исследовательские центры, а также учебные заведения, готовые инвестировать в проекты внедрения новой технологии.
Изготовление конечных серийных изделий из металлов уже активно применяется такими крупными компаниями, как General Electric, Airbus, Boeing, BMW, Michelin, а с появлением супермощных машин типа SLM NXG XII 600 массовое аддитивное производство становится реалией не столь отдаленного будущего.
В чем разница между различными процессами 3D-печати металлом?
Принцип работы подавляющего большинства современных 3D-принтеров по металлуоснован на расплавлении порошков в заранее сформированном слое (Powder Bed Fusion), обычно с помощью мощного лазера.
Вы можете часто встретить такие торговые наименования, как SLM (Selective Laser Melting), DMLS (Direct Metal Laser Sintering), DMLM (Direct Metal Laser Melting) и Laser Cusing. На самом деле в современных системах всем этим названиям соответствует один и тот же процесс. Серьезные различия заключаются в том, как спроектированы и работают те или иные принтеры. Чаще всего используется термин «селективное лазерное плавление» (или SLM-технология).
Зачем моему предприятию 3D-принтер? Разве отливать не проще и дешевле?
Ошибочно думать, что 3D-печать призвана заменить литье или иные классические процессы. Она помогает решить специфические задачи, которые невыполнимы либо слишком трудоемки при использовании традиционных технологий, например:
изготовление уникальных деталей сложной геометрии, в том числе мельчайших деталей, изделий с внутренними полостями и каналами, тонкими стенками и т.п.;
снижение веса изделий;
сокращение числа единиц в сборке;
создание ячеистых структур.
Такие возможности обеспечивает топологическая оптимизация: проектировщики могут создавать практически любую геометрию.

S-образный кронштейн – элемент исполнительного механизма системы увеличения подъемной силы самолета, напечатанный на установке SLM 280 © ASCO Industries Результаты применения селективного лазерного плавления: • cнижение массы на 31% и сокращение общего времени сборки; • объединение трех деталей в одну; • уменьшение коэффициента использования материала с 17 до 1,5; • значительное сокращение времени механической обработки.
Субтрактивные методы будут и дальше применяться в тех случаях, когда это эффективно с точки зрения стоимости, типа изделий и других требований. Вопрос не в выборе между двумя технологиями, а в том, когда лучше применить аддитивную, а когда субтрактивную. Иногда при производстве одной детали уместно задействовать оба метода. К примеру, если вы понимаете, что для пресс-формы стоит изготовить вставку с конформным охлаждением, потому что это сократит цикл литья и улучшит качество изделия, используйте 3D-принтер. При этом другие компоненты вы будете производить по классической технологии.
3D-печать следует воспринимать как еще один вариант технологии получения изделий наряду с механической и пластической обработкой, литьем и др. При выборе вариантов производственного процесса взвешивайте тщательно все «за» и «против».
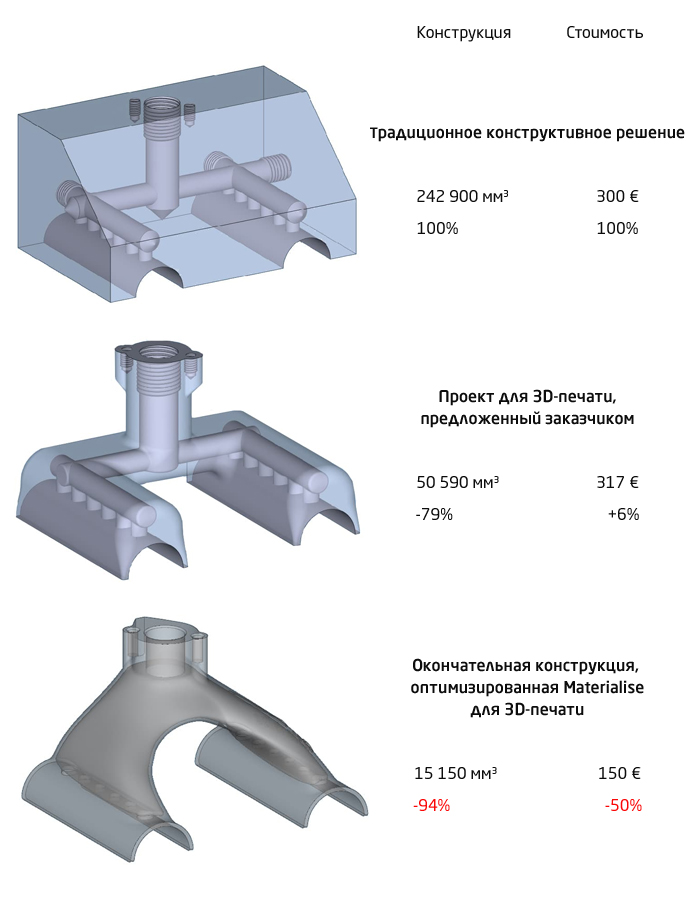
Как компания Materialise оптимизировала конструкцию металлического вакуумного захвата с целью снизить стоимость производства серии © Materialise
Какова экономическая эффективность аддитивного производства?
Технология SLM позволяет значительно сократить цикл производства изделия. С одной стороны, когда мы считаем стоимость материалов, аддитивное производство выходит дороже. Но если учитывать все экономические факторы, начиная с сокращения потребления электроэнергии и кончая уменьшением налоговой нагрузки, 3D-печать помогает сэкономить достаточно серьезные средства.
Кроме того, технология дает возможность резко снизить коэффициент Buy-to-Fly, то есть соотношение между количеством закупленного материала и количеством материала в готовой детали.
Приведите пример топологической оптимизации, показывающий выгоду SLM-технологии.
Возьмем две детали (см. рисунок ниже), выполняющие одну и ту же функцию с определенными нагрузками и имеющие определенный ресурс. По сути, это одна и та же деталь, но с разной геометрией. Геометрия первой детали оптимизирована для изготовления стандартными методами производства: на фрезерном, токарном станке и средствами других технологий металлообработки. Это простая и плоская геометрия, ее легко добиться при обработке на станке.

У второй детали геометрия более сложная, и сделать ее на станке представляет серьезные трудности. Согласно данным, у второй детали меньше напряжение, меньше перемещение под нагрузкой и, самое главное, вес уменьшился на 1 кг. Для одного изделия это немного, но если их выпускают сто тысяч в год, то суммарно можно сэкономить сто тонн металла только на одной детали.
Какие есть ограничения?
У предприятий, решивших внедрить аддитивную технологию печати металлом в свой производственный цикл, могут возникнуть следующие трудности:
необходимость в последовательных научных исследованиях (в том числе для изучения свойств металлов);
ограничения в размерах объектов;
большие первоначальные вложения из-за высокой стоимости оборудования и расходных материалов;
особые требования к помещению и условиям эксплуатации;
аттестация оборудования и сертификация изделий;
сложность в адаптации 3D-решений к существующим технологическим циклам на производстве.
Каковы максимальные габариты напечатанного изделия?
Исторически сложившимся отраслевым стандартом оборудования на базе селективного лазерного плавления является платформа размером 250 x 250 мм с высотой построения 250-300 мм.
На сегодня самые большие камеры построения у аддитивных установок SLM Solutions. У системы SLM 800 камера 500 х 280 х 850 мм, у новейшей машины SLM NXG XII 600 – 600 х 600 х 600 мм.
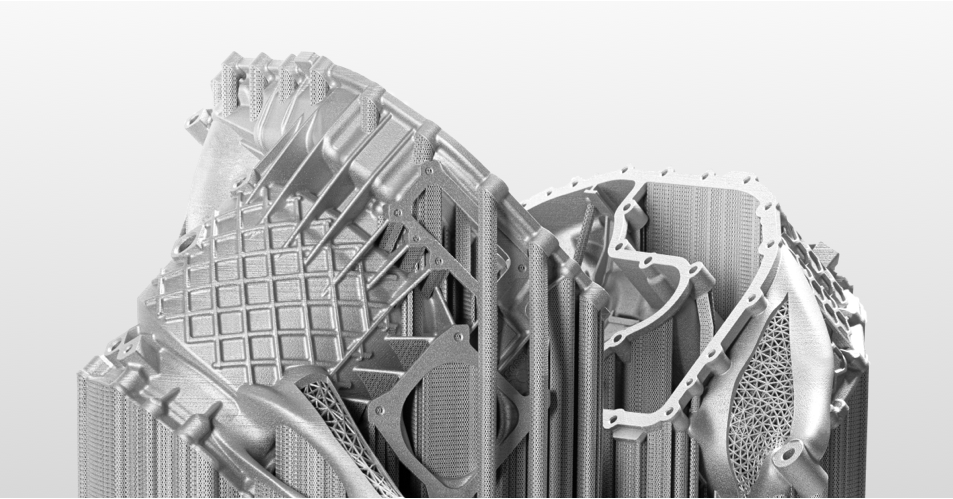
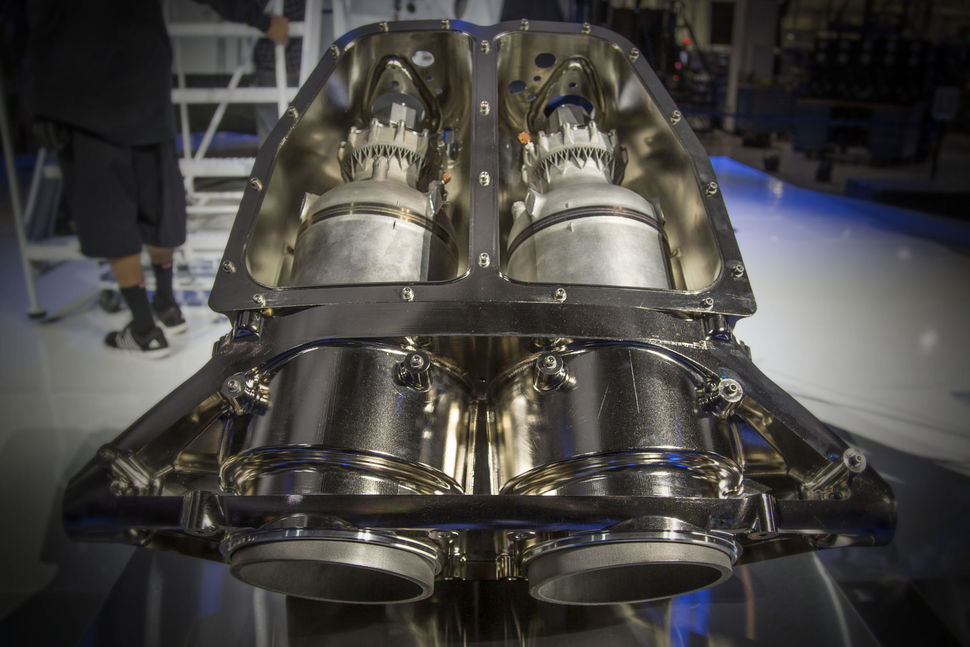
Одно из первых изделий, созданных с помощью 3D-принтера по металлу SLM NXG XII 600: корпус силового агрегата E-Drive для спорткара Porsche © SLM Solutions Размер: 590 х 560 x 367 мм Вес: 15,5 кг Материал: AlSi10Mg Время изготовления: 21 час
А минимальная толщина стенки?
Диаметр пучка лазера в аддитивной установке печати металлами – 70-80 микрон. Можно напечатать стенку детали толщиной в два прохода лазера, т.е. минимальная толщина будет всего лишь 140-150 микрон.
Сколько по времени выращивается модель? От чего зависит скорость печати?
Металлический предмет производит принтер по металлу от нескольких часов до нескольких суток. К примеру, модель высотой 3-4 см будет печататься от 2 до 8 часов, в зависимости от ее площади и высоты. Тестовая печать на промышленном 3D-принтере с камерой построения 280 х 280 х 360 мм занимает около суток.
Производительность аддитивных установок зависит от разных факторов:
Чем больше лазеров, тем выше скорость и больше количество производимых деталей (мощность лазера – 400, 700 или 1000 Вт).
В зависимости от конструкции системы порошок может распределяться в двух или только в одном направлении. Подача порошка в двух направлениях обеспечит значительную экономию времени производства.
Непрерывная или периодическая подача порошка. Системы с периодической подачей могут требовать остановку оборудования для дозаправки во время выполнения построения, что замедляет процесс.
Возможность настроить рабочие параметры системы для увеличения скорости.
Sharebot MetalONE – компактный DMLS-принтер нового поколения для НИОКР, образования, а также малого и среднего бизнеса. Идеально подходит для изучения новых материалов, а благодаря небольшой камере построения (65 x 65 x 100 мм) вы сможете создавать объекты из малого количества металлического порошка – всего 800 г.
Какие виды металлов применяются в аддитивном производстве?
Металлические порошки представляют собой мелкодисперсные сферические гранулы. Свойства получаемой продукции в значительной степени зависят от свойств используемого в принтерах порошка – степени чистоты, текучести и объемной плотности.
Современные аддитивные технологии предполагают использование около двадцати протестированных и готовых к эксплуатации материалов, в их числе – инструментальные, нержавеющие, жаропрочные сплавы, алюминиевые и титановые сплавы, медицинские кобальт-хром и титан.
Поскольку металлов очень много, и каждый из них обладает определенными свойствами, один металл можно заменить другим исходя из технологических задач. К примеру, если в технологической цепочке необходимо задействовать титановый сплав, то технолог сможет выбрать один из множества титановых сплавов с теми свойствами, которые нужны для производства конкретного изделия.

Благодаря индивидуальному протезу тазобедренного сустава, созданного с помощью 3D-печати титаном, пациент смог вернуться к нормальной жизни © Materialise
Интересуют способы производства металлических порошков.
Есть несколько технологий изготовления сферического порошка. Основным способом является атомизация, а именно: ультразвуковой ударнокинетический метод макрокапельной атомизации и микрокапельной диспергации металлов и ультразвуковой капельноволновой метод ультразвуковой атомизации металлов. Процесс происходит в атомайзере, где металл распыляется в специальной камере.
Какая дисперсность у металлов для 3D-печати?
У каждого металла своя дисперсность. При 3D-печати используются порошки дисперсностью от 4 до 80 микрон. Например, в Европе порошки меньше 8 микрон запрещены, так как они слишком взрывоопасные.
Хотелось бы сравнить прочность изделий при использовании SLM и классических технологий.
Прочностные характеристики изделий зависят от самих изделий, точнее от их геометрии, от поставленных задач, нагрузки, условий применения (морская среда, космос и т.д.).
SLM-печать дает возможность добиться прочностных показателей, сопоставимых с традиционными технологиями. Но примерно в 50% случаев отлитое или отфрезерованное изделие из идеального блока материала прочнее в сравнении с результатом 3D-печати. Причина – в пористости, которая получается по аддитивной технологии. Но при этом напечатанные объекты становятся более упругими и выдерживают более высокие нагрузки, особенно если мы говорим о таких материалах, как титан, сталь и даже различные сплавы алюминия. Алюминий – достаточно мягкий материал, пористость добавляет ему упругости.
Необходимо сделать 3D-модель, прочитать все синтетически, провести анализ и получить предварительные данные по изделию, а затем задуматься о возможности его изготовления и тестирования в лаборатории. Такой подход поможет оптимизировать производство и не будет слишком затратным.
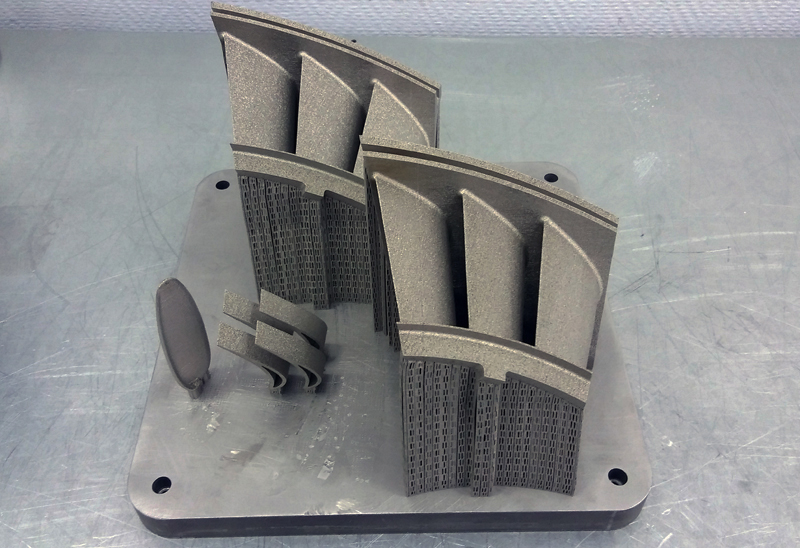
Проект Самарского университета: сопловый аппарат 2 ступени газотурбинного двигателя © iQB Technologies
Изготовление соплового аппарата 1 и 2 ступеней ГТД из порошка сплава Inconel 738
3D-принтеры по металлу, технологии и стоимость

В этом подробном гиде мы рассмотрим основные принципы технологий 3D-печати металлами, расскажем о разнице между ними и приведем примеры применения. Прочитав эту статью, вы узнаете об их преимуществах и ограничениях. Читайте статью и смотрите видео о 3D-печати металлами.
Содержание
SLM & DMLS: в чем разница
Выборочное лазерное плавление (SLM) и прямое лазерное спекание металлов (DMLS) являются двумя процессами аддитивного производства, которые относятся к семейству трехмерной печати порошковым слоем. Эти две технологии имеют много общих черт: обе используют лазер для спекания или выборочного плавления частиц металлического порошка, связывая их вместе и создавая слои изделия, один за другим.
Различия между SLM и DMLS сводятся к основам процесса склеивания частиц (а также к патентам): в SLM лазер расплавляет металлический порошок, а в DMLS частицы порошка нагреваются меньше и спекаются между собой, не переходя в жидкую фазу.

Основное отличие DMLS от традиционных технологий производства металлических деталей в том, что DMLS-принтер создает объекты без остаточных внутренних напряжений, которые могут снижать качество металлических компонентов изготовленных литьем и штамповкой. Это важно для деталей производимых для автомобильной и аэрокосмической отрасли, так как они должны выдерживать высокие нагрузки.
В SLM лазер расплавляет каждый слой металлического порошка, и перепады температур могут приводить к возникновению внутренних напряжений в детали, что потенциально может сказаться на ее качестве, хоть и в меньшей степени чем, например, при литье. В этом вопросе преимущество SLM перед традиционными технологиями меньше, чем преимущество DMLS. С другой стороны, спеченные по технологии DMLS детали уступают в монолитности и запасе прочности деталям напечатанным по методу SLM.
Технологии похожи до степени смешения, как по принципу действия, так и по используемым техническим решениям, потому некоторые 3D-принтеры способны печатать по обеим методикам.
Обе технологии, SLM и DMLS, используются в промышленности для создания деталей для различных областей машиностроения. В этой статье мы используем термин «3D-печать металлами» для обозначения обоих процессов в целом, и описываем их основные механизмы, что поможет инженерам и дизайнерам в понимании преимуществ и ограничений технологии.
Расскажем и о других технологиях 3D-печати металлами, менее распространенных, таких как электронно-лучевое плавление (EBM) и ультразвуковое аддитивное производство (UAM).
Тем, кто начинает работать с 3D-принтерами, печатающими металлами, нужно ознакомиться с кратким пособием, чтобы избежать основных ошибок в проектировании 3D-печатных металлических конструкций и деталей из металла. Здесь мы делаем акцент на технологиях лазерной обработки металлического порошка — DMLS и DMLM.
Процесс печати SLM / DMLS:
Более подробно о методе SLM Вы можете прочитать в нашей статье.
Как работает 3D-печать металлами
Процессы изготовления деталей по технологиям SLM и DMLS очень схожи.
Основные этапы:
Камеру построения сначала заполняют инертным газом (например, аргоном) для минимизации окисления металлического порошка, а затем нагревают до оптимальной температуры производства.
Тонкий слой металлического порошка распределяется по платформе построения, а высокомощный лазер сканирует поперечное сечение компонента, плавя или спекая вместе металлические частицы и создавая следующий слой. Вся область модели подвергается обработке, поэтому деталь сразу твердая.
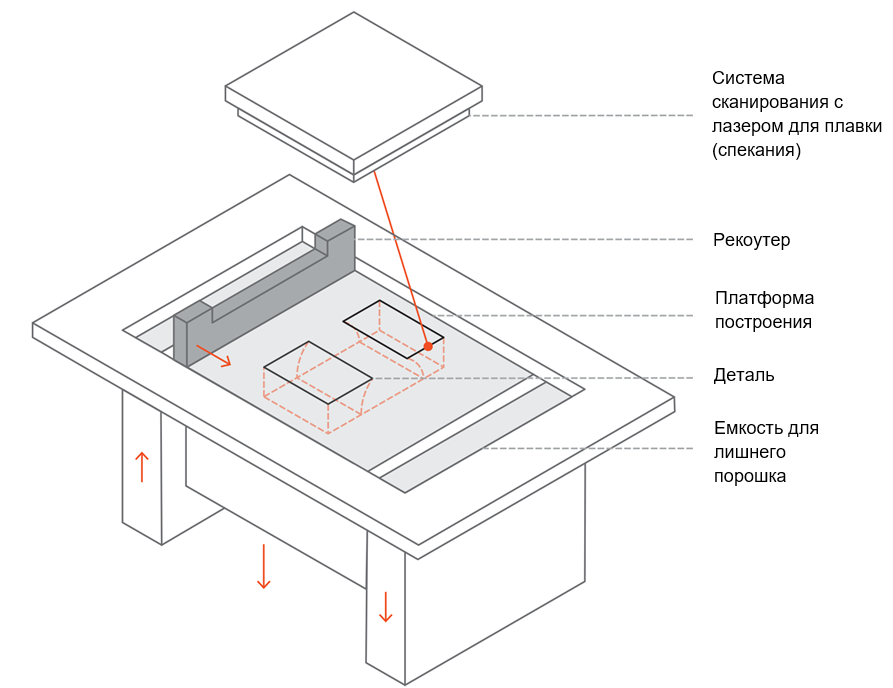
После завершения формирования слоя, платформа построения опускается на толщину слоя и рекоутер наносит следующий слой порошка. Процесс повторяется до завершения всей детали.
Когда процесс печати завершается, детали полностью находятся в металлическом порошке. В отличие от процесса спекания полимерного порошкового слоя (такого как SLS), детали прикрепляются к платформе построения с помощью области поддержки. Области поддержки строятся с использованием того же материала, что и деталь, их необходимо использовать для избегания деформации и искажений, которые могут возникнуть из-за высоких температур обработки.
Когда камера построения остывает до комнатной температуры, неизрасходованный порошок вручную удаляется, а детали обычно подвергаются дополнительной термической обработке для снятия остаточных напряжений, затем удаляют поддержки. Детали отделяются от платформы построения и готовы к использованию или последующей обработке.
Схема принтера SLM / DMLS:
Характеристики SLM & DMLS
Параметры принтера
В SLM и DMLS почти все параметры процесса устанавливаются производителем принтера. Высота слоя, используемого в 3D-печати металлами, колеблется обычно от 20 до 50 микрон и зависит от свойств материала.
Стандартная область 3D-печати металлами варьируется около 250 x 150 x 150 мм, доступны принтеры и с большей областью печати, около 500 x 280 x 360 мм. Точность размеров, которую может достичь 3D-принтер для печати металлами, составляет приблизительно ± 0,1 мм.
Металлический порошок в SLM и DMLS используются повторно: обычно менее 5% уходит в отходы. После каждой печати неиспользованный порошок собирают, просеивают и затем смешивают с новым материалом, до состава необходимого для следующей печати.
В отходы идут, в основном, поддержки.
Небольшое серийное производство рамы велосипеда с использованием SLM. Предоставлено: Renishaw и Empire Cycles.

Металлические детали, изготовленные методами SLM и DMLS, имеют почти изотропные механические и термические свойства. Они твердые, с очень небольшой внутренней пористостью (менее 0,2-0,5%).
Металлические 3D-печатные детали имеют более высокую прочность и твердость и часто более гибкие, чем детали, изготовленные традиционным способом. Однако они более склонны к усталости.
Например, посмотрите в таблице ниже на механические свойства 3D-печатного сплава AlSi10Mg EOS и литого сплава A360. Эти два материала имеют очень похожий химический состав, с высоким содержанием кремния и магния. 3D-печатные детали имеют превосходные механические свойства и более высокую твердость по сравнению с литым материалом.
Из-за гранулированной формы порошка, шероховатость поверхности (Ra) металлической 3D-печатной детали составляет примерно 6-10 мкм. Эта относительно высокая шероховатость поверхности может частично объяснить более низкую усталостную прочность сплава.
Сравнение механических свойств отдельных разновидностей 3D-печатных и литых деталей:
Как работают 3D принтеры по металлу. Обзор SLM и DMLS технологий. Аддитивное производство. 3D печать металлом.
Как работают 3D принтеры по металлу. Обзор SLM и DMLS технологий. Аддитивное производство. 3D печать металлом.
3D печать металлами. Аддитивные технологии.
SLM или DMLS: в чем разница?
Всем привет, Друзья! С Вами 3DTool!
Селективное лазерное плавление (SLM) и прямое лазерное спекание металла (DMLS) - это два процесса аддитивного производства, которые принадлежат к семейству 3D-печати, с использованием метода порошкового наслоения. Две этих технологии имеют много общего: обе используют лазер для выборочного плавления (или расплавления) частиц металлического порошка, связывая их вместе и создавая модель слой за слоем. Кроме того, материалы, используемые в обоих процессах, являются металлами в гранулированной форме.
Различия между SLM и DMLS сводятся к основам процесса связывания частиц: SLM использует металлические порошки с одной температурой плавления и полностью плавит частицы, тогда как в DMLS порошок состоит из материалов с переменными точками плавления.
В частности:
SLM производит детали из одного металла, в то время как DMLS производит детали из металлических сплавов.
И SLM, и DMLS технологии используются в промышленности для создания конечных инженерных продуктов. В этой статье мы будем использовать термин «металлическая 3D печать» для обобщения 2-х технологий. Так же опишем основные механизмы процесса изготовления, которые необходимы инженерам для понимания преимуществ и недостатков этих технологий.
Существуют и другие технологические процессы для производства плотных металлических деталей, такие как электронно-лучевое плавление (EBM) и ультразвуковое аддитивное производство (UAM). Их доступность и распространение довольно ограничены, поэтому они не будут представлены в данной статье.
Как происходит 3D печать металлом SLM или DMLS.
Как работает 3D печать металлом? Основной процесс изготовления для SLM и DMLS очень похожи.
1. Камера, в которой происходит печать, сначала заполняется инертным газом (например, аргоном), чтобы минимизировать окисление металлического порошка. Затем она нагревается до оптимальной рабочей температуры.
2. Слой порошка распределяется по платформе, мощный лазер делает проходы по заданной траектории в программе, сплавляя металлические частицы вместе и создавая следующий слой.
3. Когда процесс спекания завершен, платформа перемещается вниз на 1 слой. Далее наносится еще один тонкий слой металлического порошка. Процесс повторяется до тех пор, пока печать всей модели не будет завершена.
Когда процесс печати завершен, металлический порошок уже имеет прочные связи в структуре. В отличие от процесса SLS, детали прикрепляются к платформе через опорные конструкции. Опора в 3D-печати металлом, создаётся из того же материала, что базовая деталь. Это условие необходимо для уменьшения деформаций, которые могут возникнуть из-за высоких температур обработки.
Когда камера 3D принтера охлаждается до комнатной температуры, излишки порошка удаляются вручную, например щеткой. Затем детали как правило подвергаются термообработке, пока они еще прикреплены к платформе. Делается это для снятия любых остаточных напряжений. Далее с ними можно проводить дальнейшую обработку. Снятие детали с платформы происходит по средством спиливания.
Схема работы 3D принтера по металлу.
В SLM и DMLS почти все параметры процесса устанавливаются производителем. Высота слоя, используемого в 3D-печати металлами, варьируется от 20 до 50 микрон и зависит от свойств металлического порошка (текучести, гранулометрического состава, формы и т. д.).
Базовый размер области печати на металлических 3D принтерах составляет 200 x 150 x 150 мм, но бывают и более большие размеры рабочего поля. Точность печати составляет от 50 - 100 микрон. По состоянию на 2020 год, стоимость 3D принтеров по металлу начинается от 150 000 долларов США. Например наша компания предлагает 3D принтеры по металлу от BLT.
3D принтеры по металлу, могут использоваться для мелкосерийного производства, но возможности таких систем в 3D-печати, больше напоминают возможности серийного производства на машинах FDM или SLA.
Металлический порошок в SLM и DMLS пригоден для вторичной переработки: обычно расходуется менее 5%. После каждого отпечатка неиспользованный порошок собирают и просеивают, а затем доливают свежим материалом до уровня, необходимого для следующего изготовления.
Отходы в металлической печати, представляют из себя поддержки (опорные конструкции, без которых не удастся добиться успешного результата). При слишком большом обилии поддержек на изготавливаемых деталях, соответственно будет расти и стоимость всего производства.
Адгезия между слоями.
.jpg)
3D печать металлом на 3D принтерах BLT
Металлические детали SLM и DMLS обладают практически изотропными механическими и термическими свойствами. Они твердые и имеют очень небольшую внутреннюю пористость (менее 0,2 % в состоянии после 3D печати и практически отсутствуют после обработки).
Металлические печатные детали имеют более высокую прочность и твердость и часто являются более гибкими, чем детали, изготовленные традиционным способом. Тем не менее, такой металл быстрее становится «уставшим».
Структура поддержки 3D модели и ориентация детали на рабочей платформе.
Опорные конструкции всегда требуются при печати металлом, из-за очень высокой температуры обработки. Они обычно строятся с использованием решетчатого узора.
Поддержки в металлической 3D печати выполняют 3 функции:
• Они делают основание для создания первого слоя детали.
• Они закрепляют деталь на платформе и предотвращают её деформацию.
• Они действуют как теплоотвод, отводя тепло от модели.
Детали часто ориентированы под углом. Однако это увеличит и объем необходимых поддержек, время печати, и в конечном итоге общие затраты.
Деформация также может быть сведена к минимуму с помощью шаблонов лазерного спекания. Эта стратегия предотвращает накопление остаточных напряжений в любом конкретном направлении и добавляет характерную текстуру поверхности детали.
Поскольку стоимость металлической печати очень большая, для прогнозирования поведения детали во время обработки часто используются программные симуляторы. Это алгоритмы оптимизации топологии в прочем используются не только для увеличения механических характеристик и создания облегченных частей, но и для того, чтобы свести к минимуму потребности в поддержках и вероятности искривления детали.
Полые секции и легкие конструкции.
В отличие от процессов плавления с полимерным порошком, таких как SLS, большие полые секции обычно не используются в металлической печати, так как поддержки будет очень сложно удалить, если вообще возможно.
Для внутренних каналов больше, чем Ø 8 мм, рекомендуется использовать алмазные или каплевидные поперечные сечения вместо круглых, так как они не требуют построения поддержек. Более подробные рекомендации по проектированию SLM и DMLS можно найти в других статьях посвященных данной тематике.
В качестве альтернативы полым секциям, детали могут быть выполнены с оболочкой и сердечниками, которые в свою очередь обрабатываются с использованием различной мощности лазера и скорости его проходов, что приводит к различным свойствам материала. Использование оболочки и сердечников очень полезно при изготовлении деталей с большим сплошным сечением, поскольку это значительно сокращает время печати и уменьшает вероятность деформации.
Использование решетчатой структуры является распространенной стратегией в 3D-печати металлом, для уменьшения веса детали. Алгоритмы оптимизации топологии также могут помочь в разработке органичных легких форм.
Расходные материалы для 3D печати металлом.
Технологии SLM и DMLS могут производить детали из широкого спектра металлов и металлических сплавов, включая алюминий, нержавеющую сталь, титан, кобальт, хром и инконель. Эти материалы обеспечивают потребности большинства промышленных применений, от аэрокосмической отрасли до медицинской. Драгоценные металлы, такие как золото, платина, палладий и серебро, также могут быть обработаны, но их применение носит незначительный характер и в основном ограничивается изготовлением ювелирных изделий.
Стоимость металлического порошка очень высока. Например, килограмм порошка из нержавеющей стали 316 стоит примерно 350-450 долларов. По этой причине минимизация объема детали и необходимость поддержек является ключом к поддержанию оптимальной стоимости производства.
Основным преимуществом металлической 3D-печати является ее совместимость с высокопрочными материалами, такими как никелевые или кобальт-хромовые супер сплавы, которые очень трудно обрабатывать традиционными методами. За счет использования металлической 3D-печати для создания детали практически чистой формы — можно достичь значительной экономии средств и времени. В последствии такая деталь может быть подвергнута обработке до очень высокого качества поверхности.

Постобработка металла.
Различные методы пост. обработки используются для улучшения механических свойств, точности и внешнего вида металлических печатных изделий.
Обязательные этапы последующей обработки включают удаление рассыпного порошка и опорных конструкций, в то время как термическая обработка (термический отжиг) обычно используется для снятия остаточных напряжений и улучшения механических свойств детали.
Обработка на станках ЧПУ может быть использована для критически важных элементов (таких как отверстия или резьбы). Пескоструйная обработка, металлизация, полировка и микрообработка могут улучшить качество поверхности и усталостную прочность металлической печатной детали.
Преимущества и недостатки металлической 3D печати.
Плюсы:
1. 3D печать с использованием металла, может быть использована для изготовления сложных деталей на заказ, с геометрией, которую традиционные методы производства не смогут обеспечить.
2. Металлические 3D печатные детали могут быть оптимизированы, чтобы увеличить их производительность при минимальном весе.
3. Металлические 3D-печатные детали имеют отличные физические свойства, 3D принтеры по металлу могут печатать большим перечнем металлов и сплавов. Включают в себя трудно обрабатываемые материалы и металлические суперсплавы.
Минусы:
1. Затраты на изготовление, связанные с металлической 3D-печатью, высоки. Стоимость расходного материала от 500$ за 1 кг.
2. Размер рабочей области в 3D принтерах по металлу ограничен.
Выводы.
• 3D печать металлом наиболее подходит для сложных, штучных деталей, которые сложно или очень дорого изготовить традиционными методами, например на станке ЧПУ.
• Уменьшение потребностей в построении поддержек, значительно снизит стоимость печати при помощи металла.
• Металлические 3D-печатные детали имеют отличные механические свойства и могут быть изготовлены из широкого спектра инженерных материалов, включая суперсплавы.
А на этом у нас Все! Надеемся, статья была для Вас полезна.
Приобрести 3d-принтеры по металлу, а так же любые другие 3d-принтеры и ЧПУ станки, вы можете у нас, связавшись с нами:
Промышленный 3D-принтер по металлу МЛ6
МЛ6 — первый российский серийный 3D-принтер для послойной печати металлических изделий.
Разрабатываются и изготавливаются в г. Зеленограде с 2016 года. При разработке был учтен мировой опыт эксплуатации установок данного типа и дополнительно разработан целый ряд новых запатентованных системных решений, компонент и узлов установки, а также собственное программное обеспечение.
Мы производим как серийное оборудование, так и специализированные системы по техническим требованиям Заказчика.
СВЯЖИТЕСЬ С НАМИ
КОНТАКТНАЯ ИНФОРМАЦИЯ
Укажите Ваши контактные данные, и наши специалисты ответят на Ваши вопросы и помогут с выбором.
Монопорошковые лазерные машины МЛ6-1 предназначены для изготовления изделий из металлопорошков методом послойного выращивания (SLM), состоящего из трех повторяющихся шагов: формирование на платформе построения равномерного слоя металлического порошка, локальное сплавление частиц металлического порошка в соответствии с компьютерной 3D-моделью детали, опускание платформы построения вниз на величину, соответствующую толщине слоя построения.
Процесс изготовления происходит в рабочей камере машины с продувкой инертного газа над зоной построения.
Технология SLM позволяет производить изделия со сложной геометрией, имеющие в своем составе множество элементов, а также изготавливать прототипы изделий для отработки конструкции.
Основные особенности
- Рабочий объем камеры построения 100x100x200мм или 250×250×280 мм
- Нагрев рабочей платформы до 250°С
- Российское программное обеспечение
- Возможность работы с порошками любых производителей
Изготовление деталей сложной формы методом послойного селективного лазерного сплавления металлических порошков в соответствии с компьютерной 3D-CAD моделью.
Используемые материалы: порошки нержавеющих сталей, никелевых сплавов, кобальт-хромовых сплавов, титана, алюминия.
Отличительной особенностью машин МЛ6 является открытое программное обеспечение, обеспечивающее возможность пользователю производить собственные настройки технологических режимов сплавления, и тем самым, возможность работы с различными типами металлопорошков любых производителей.
Машины для 3D-печати поставляются комплектно и запускаются у потребителя под «ключ». Мы обеспечиваем гарантийное и постгарантийное обслуживание, поставку запасных частей и дополнительного оборудования.
| МЛ6-1-100 | МЛ6-1-250 | |
| Длина волны | 1,06-1,08 мкм | |
| Средняя мощность | 300 Вт | 500 Вт |
| Оптико-электронный модуль управления лазерным пучком | Гальваносканер | |
| Минимальный диаметр пятна | 40 мкм | 60 мкм |
| Максимальная температура платформы построения | 250° С | |
| Размеры зоны построения | 100х100х200 | 250х250х300 |
| Точность позиционирования | 5 мкм | |
| Расход защитного газа при подготовке к процессу лазерного сплавления, | не более 30 л/мин | |
| Концентрация кислорода в рабочей камере | Не более 0.2% | |
| Расход защитного газа в процессе лазерного сплавления | не более 5 л/мин | |
| Толщина слоя порошкового материала, | регулируемая в пределах 20-150 мкм | |
Читайте также: