Алюминирование металла в домашних условиях
Обновлено: 05.10.2024

Все работы по анодированию проводятся с использованием защитных средств, респиратор, очки и защитные перчатки, ибо работаем пусть и с разбавленной, но с кислотой и щелочью! В идеале в проветриваемом помещении. Соблюдаем ТБ!
Первоначально готовим саму деталь, механическая полировка, чем "чище" поверхность те более глянцевая будет деталь, можно применять и химическую полировку, но этот процесс еще более вредный для здоровья, нежели сама анодировка, поэтому выводим деталь на полировальном круге и другими средствами.
Для подвеса детали в рабочей ванне необходимо использовать алюминиевые токоподводы, никаких посторонних металлов, в идеале на детале можно оставлять конструктивный выступ, для подключения, но при его спиливании будет не покрытое место, я воспользовался конструктивными резбовыми отверстиями, на куске алюминиевого провода нарезал резьбу и просто вкрутил в эти отверстия, получается хороший, плотный контакт.
Толщину токоподвода надо подбирать с учётом силы тока, необходимого для анодирования, иначе проводник начнёт греться в месте контакта, а как следствие на нём пойдёт бурная реакция и его начнёт растравливать и уменьшать его сечение, и так в геометрической прогрессии, до полного растворения :)) (в одной из попыток так и произошло из-за плохого контакта)
Перед погружением в электролит деталь необходимо обезжирить, способов море, от Пемолюкса и прочих порошков, до средства КРОТ, намой взгляд КРОТ самое близкое к нужному, это слабый раствор щёлочи NaOH с добавлением ПАВ.
Я обезжиривал в чистом растворе NaOH+вода, концентрацию точно не замерял, но чем насыщенее раствор, тем быстрее будет процесс просто. Посути раствор растворяет тонкий слой оксида алюминия, так сказать "естественное" анодирование, окисление поверхностного слоя на воздухе, так что сильно с травлением не стоит затягивать, иначе начнёт растравливать саму деталь ))

В процессе протравки деталь начнёт темнеть, вплоть до практически чёрного цвета, это не страшно, в электролите деталь снова станет чистой и белой.
В процессе травления идёт бурное выделение газов (кажется водорода) работать только в защитной маске и остерегаться попадания раствора на кожу, ибо ожог не хуже чем от кислоты будет.
После травления к детале уже прикасаться нельзя, иначе от прикосновений остаются жирные следы и как следствие неравномерное покрытие, пятна и прочие радости, после промывки от раствора щелочи под проточной водой клал деталь в чашку с водой, в идеале дистиллированной, что бы на неё ничего не попало, пока готовимся к следующему этапу.

Вот тут видно, синий это токоподвод, а белый это кусок провода в изоляции, используется как опора, чтобы деталь не касалась дня ванны.
Что касатся рабочей ванны можно использовать эмалированную (без сколов) или пластиковую посудину, но тогда дно и стенки придётся "выкладывать" из свинца или иного стойкого к электролиту материала, эти пластины выполняют роль катода.
Так же необходимо позаботиться об охлаждении рабочей ванны, в процессе хим реакции электролит будет нагреваться.
Я использовал 2 титановые гофты (квадратная банка) получается вся площадь гофты является катодом, что весьма положительно влияет на равномерность нанесения, ток более равномерный по пповерхности детали, ну и титану кислота не помеха.
Так же была организованная Водяная баня, только в обратную сторону, для охлаждения, вода проточная со скважины.

В качестве электролита взят Электролит для аккумуляторных батарей, разбавленный в пропорции 1:1 дистиллированной водой. При приготовлении раствора электролита соблюдаем ТБ и льём не разбавленный электролит в дистиллированную воду (Соблюдая правило Кислоту в Воду, дабы избежать закипания)
После смешивания электролит нагреется, остужаем его градусов до 15-20, и впринципи поддерживаем такую температуру, от 10 до 25 градусов, это будет "Тёплое анодирование" которое позволит в дальнейшем окрасить деталь красителем для ткани и им подобными.
Если температура будет ниже, близкая к 0, то мы получим "холодное" анодирование, слой будет плотнее и прочнее, но красителем его уже не окрасиш, поры слишком плотные будут, возможно получиться окрасить Химическим способом, но я пока такой не осваивал, поэтому в домашних условиях проще добиться Теплого анодирования.
Пока деталь плавает в воде, подключаем токоподвод к источнику тока.
В качестве источника тока лучше использовать блоки со стабилизацией по току, что бы не бегать и не следить за током, чем больше площадь детали, тем более мощный придётся искать блок.
Площадь данной детали, примерно, составила 490см2, плотность тока должна быть 15-20мА на см2 итого получаем тока 7,3-9,7А при напряжении 12в, хотя в процессе роста оксидной плёнки напряжение может подрости, я брал источник с параметрами 20А и 30в максимальные значения.
При Холодном анодировании для поддержания заданного тока может потребоваться напряжение гораздо больше чем 12в, ибо чем плотнее слой, тем больше его электрическое сопротивление.
На следующих этапах соблюдаем главное правило: "Погружение в раствор и доставание из раствора детали ТОЛЬКО при включенном источнике тока!"
Иначе кислота начнёт разъедать деталь и загрязнять раствор…
Погружаем деталь в раствор, при включенном источнике тока, достаточно самого минимального значения, просто что бы между анодом и катодом было напряжение! Опять же не забываем про маску, очки и перчатки!
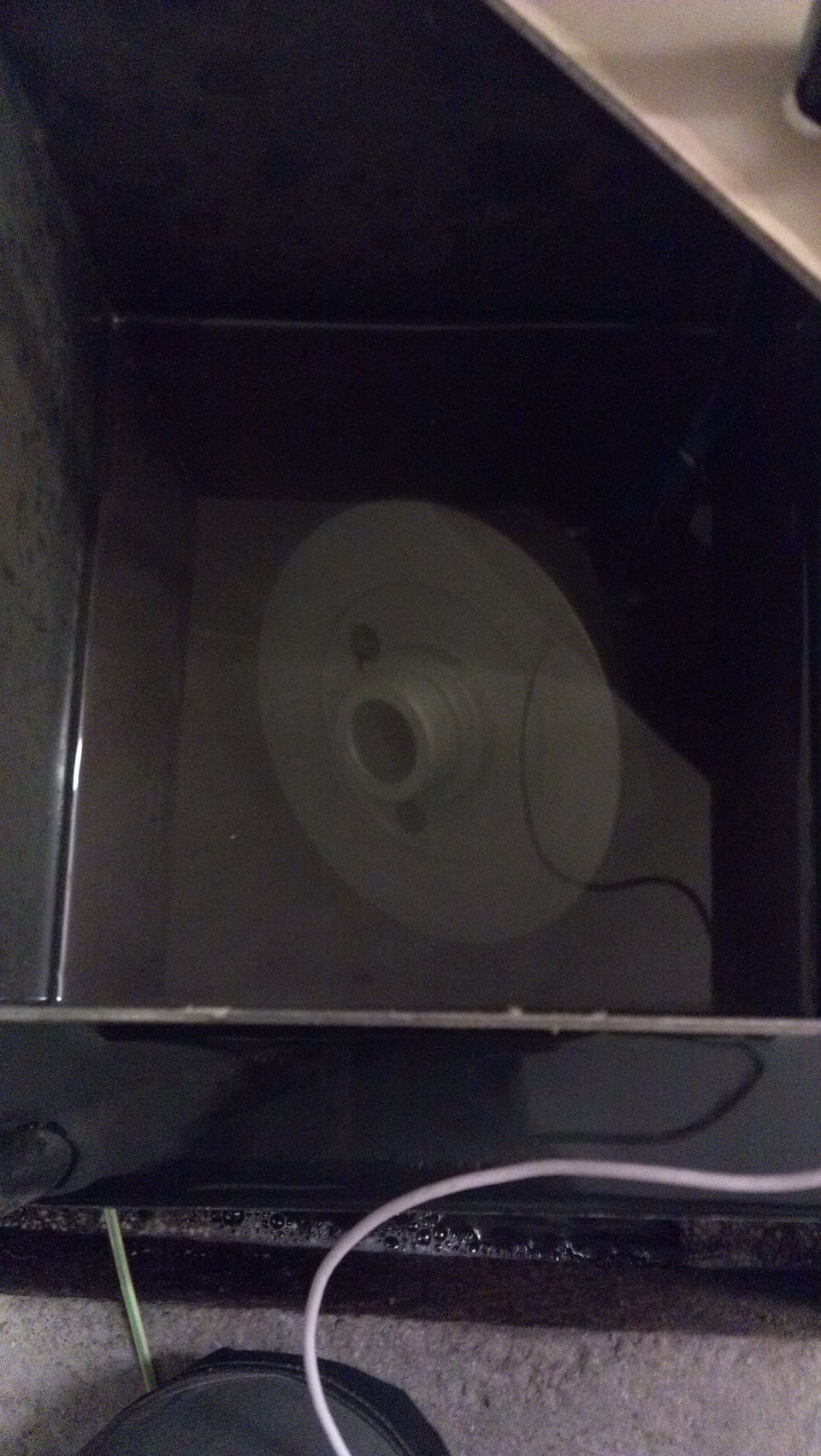
Зачем размещать деталь под углом, при строго горизонтальном расположении шайбы было замечено, что торцы покрываются более плотным слоем чем плоскости, плюс если имеются не сквозные отверстия, деталь необходимо размещать так, чтобы а)электролит полностью их заполнил и б)чтобы из них мог выходить газ скапливающийся в процессе, иначе может образоваться газовый пузырь, который вытиснит электролит, и соответсвенно в этом месте деталь не покроется оксидным слоем.
Ну и по возможности деталь должна быть равноудалена от катода, тоесть стенок ванны.
Вокруг детали начнётся активное выделение пузырьков газа, кислорода, сам по себе он не особо вреден, а вот аэрозоль кислоты, образующаяся при лопании пузырьков, когда они доходят до поверхности, весьма вредно вдыхать, поэтому накрываем всё это хозяйство.

Как только накрыли крышкой, выставляем на блоке питания необходимый ток и засекаем минут 40-60
Пока ждём начинаем готовить раствор красителя, в качестве красителя можно использовать анилиновы красители разбавленные в воде или краску для заправки картриджей для струйников.
Я использовал вчастности Colouring для устройств Canon/Epson/HP/Lexmark продаётся в ДНС по 200-300р за 100мл, бывает Голубой (Cyan), Пурпурный (даёт цвет от красного до фиолетового) (Magenta), Желтый и Чёрный, так же есть Светло-голубой и Светло-пурпурный.
С голубым у меня получилось, желтый и чёрный не пробовал, а вот Magenta не захотел красить пробник почему-то.
Я разбодяживал 2 пузырька примерно на 3л воды, далее подогреваем этот раствор до 60градусов.
Все работы лучше проводить в резиновых перчатках, отмывается эта дрянь с рук очень плохо!

При нагреве кастрюлька хорошо так окрашивается, так что используем не нужную, потом в быту её использовать не комильфо )
Периодически посматриваем как идёт процесс, раствор становится мутным от обилия пузырьков, но больших пузирей не должно быть!
Не отключая напряжение можно приподнимать деталь, чтобы проверить состояние токоподвода и самой детали.
При анодировании крупных деталей (ну или большого количества мелких ;) ) возникает проблемка, за которой необходимо следить.
На одной фото обратил внимание на красный налёт на стенках ванны, это медь из сплава Д16Т выходит в раствор и осаждатся на стенках, когда деталь большая, слой становится толстым и отпадает от стенок и начинает бултыхаться какое то время в растворе, пока не растворится и снова не выпадит на стенках, НО за время своего бултыхания эти частицы попадая на поверхность детали устраивают местные прогары, что визуально видно как чёрные полоски как от электроразрядов…
Поэтому необходимо периодически сливать электролит, промывать ванну в воде и счищать медь со стенок.
После окончания процесса Анодирования, не отключая источник тока достаём деталь из раствора.

Далее следует чательная промывка детали в проточной воде, дабы смыть остатки окислительных процессов и вымыть электролит из пор, так же как и ранее ДЕТАЛЬ НЕЛЬЗЯ ТРОГАТЬ РУКАМИ максимум в резиновых перчатках или кистью аккуратно промываем.
Один раз попробовал промывку в слабом растворе щелочи, для нитролизации кислоты, но тут надо очень быстро и аккуратно и снова под проточную воду.
Я некоторое время выдерживал деталь в проточной воде, пока отцеплял от блока питания и возился с краской.

Дальше чистую деталь помещаем в горячий краситель, степень окраски зависит от концентрации раствора, времени выдержки в растворе, и оксидного слоя.
Поэтому при попытке окрасить несколько Больших деталей очень сложно попасть в цвет, ибо слишком много факторов влияющих на это, в этом плане только чёрный цвет самый простой вариант, держим в растворе минут 15, и он точно будет чёрный (точнее коричневато-чёрный)
После того, как получили нужный нам цвет, опускаем деталь в кипяток и варим её так минут 30, воду тоже лучше использовать дистиллированную.
Кипятим деталь для того, чтобы закрыть поры и краска осталась внутри, при проварке часть краски перейдёт в воду и деталь может немного осветлиться, это опять же камень в огород повторяемости цвета на нескольких одинаковых деталях…
В итоге после долгих мучений и экспрементах на "кошках" должно получиться что то подобное :)

Всем мира, счастья и с наступающим НГ, и не забываем При работах с кислотами шелочами обязательно использование защитных стредств!
Анодирование в "домашних" условиях V2.0
Перед началом каких либо работ с химией необходимо подготовить защитные средства, резиновые перчатки, очки и респиратор и безукоснительно соблюдать Технику Безопасности.
Так же соблюдаем ТБ в плане работ с электричеством, будет использовано повышенное напряжение, опасное для человека!
После экспериментов с Сернокислым электролитом и окраской в анилиновых красителях, стал искать варианты менее вредного процесса и вариантов окраски без использования красителей для ткани.
Первое что опробовал, это окраску в растворах неорганических солей, стандартно анодируем в сернокислом, после промывки окунаем сперва в раствор Железистосинеродистого калия, с выдержкой несколько минут, промываем и погружаем в Хлорное железо, в итоге деталь окрашивается в синий цвет, такой способ окраски получается более стойкий, в отличии от красителей, более полное наполнение пор, красящий пигмент образуется внутри пор в следствии хим реакции, но т.к. нужен был голубой цвет, этот вариант отпал сам собой, он проще чем в красителях "варить", НО количество цветов весьма ограничено, и для некоторых требуются дорогостоящие реактивы типа Азотнокислого серебра.
Гуглим дальше, был найден патент по окраске анодных плёнок при помощи ступенчатого анодирования при постоянном токе и последующего анодирования переменным, судя по описанию в патенте, можно получить большое количество цветов, причем с очень точной их повторяемостью (что весьма сложно при окраске в анилиновых красителях, сложно попасть в тон на нескольких деталях, с каждой окраской падает концентрация красителя в растворе, Ph и тд.)
По описанию анодирование проводится в двух видах электролитов, в Сернокислом и Щавелекислом, т.к. хотел уйти от серняги, как более вредной, перешел на Щавелекислый электролит.
Но увы, почему-то не удалось получить результат как описывалось в патенте, деталь отказывалась окрашиваться в какой-либо цвет вообще…
Зато был собрана установка для анодирования с возможностью перемешивания раствора, его нагрева и охлаждения.
Вот такой бурбулятор получился :)

Бак из титана, холодильник из титана, подогрев осуществляется установкой бака на плитку, охлаждение проточной водой через холодильник.
Циркуляция осуществляется Бошевским насосом для системы охлаждения, крыльчатка насоса имеет магнитную муфту, тем самым исключаем протечки по валу или "сжирание" вала крыльчатки.
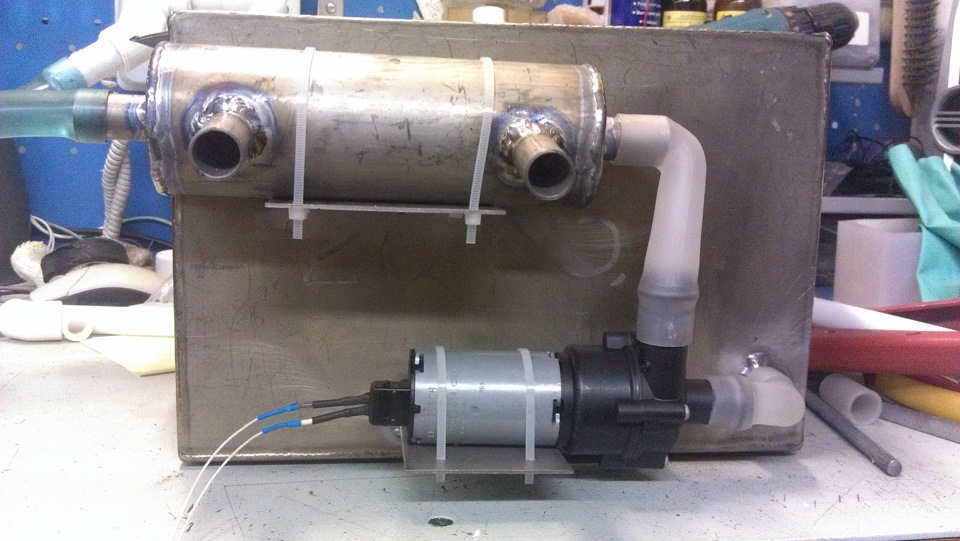
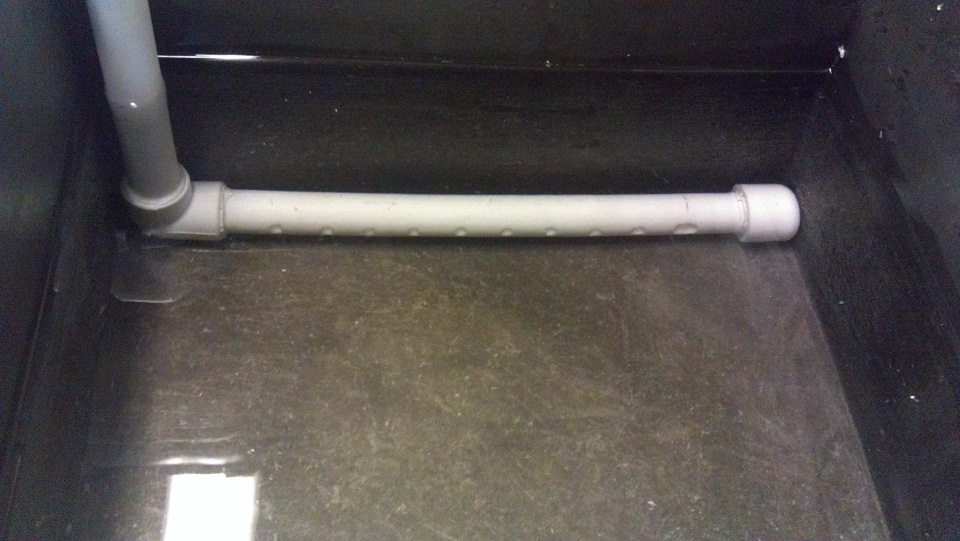
Для более равномерного перемешивания из полипропилена изготовил рассеиватель, насверлив отверстий в трубке.

В качестве источника тока был использован ЛАТР, выпрямительный мост и 2 показометра цифровых, главным минусом в отличии от специальных источников, приходится вручную регулировать тока и постоянно следить, чтобы он был в заданных границах, крутя ручку ЛАТРа туда-сюда.

т.к. не было показометров на постоянку, то напряжение и ток меряются Перед мостом, понятно что погрешность есть, но что поделаешь…
В качестве электролита водный раствор Щавелевой кислоты из расчёта 50г/л, продаётся в магазинах торгующих хим реактивами, в виде порошка (164-582р/кг)
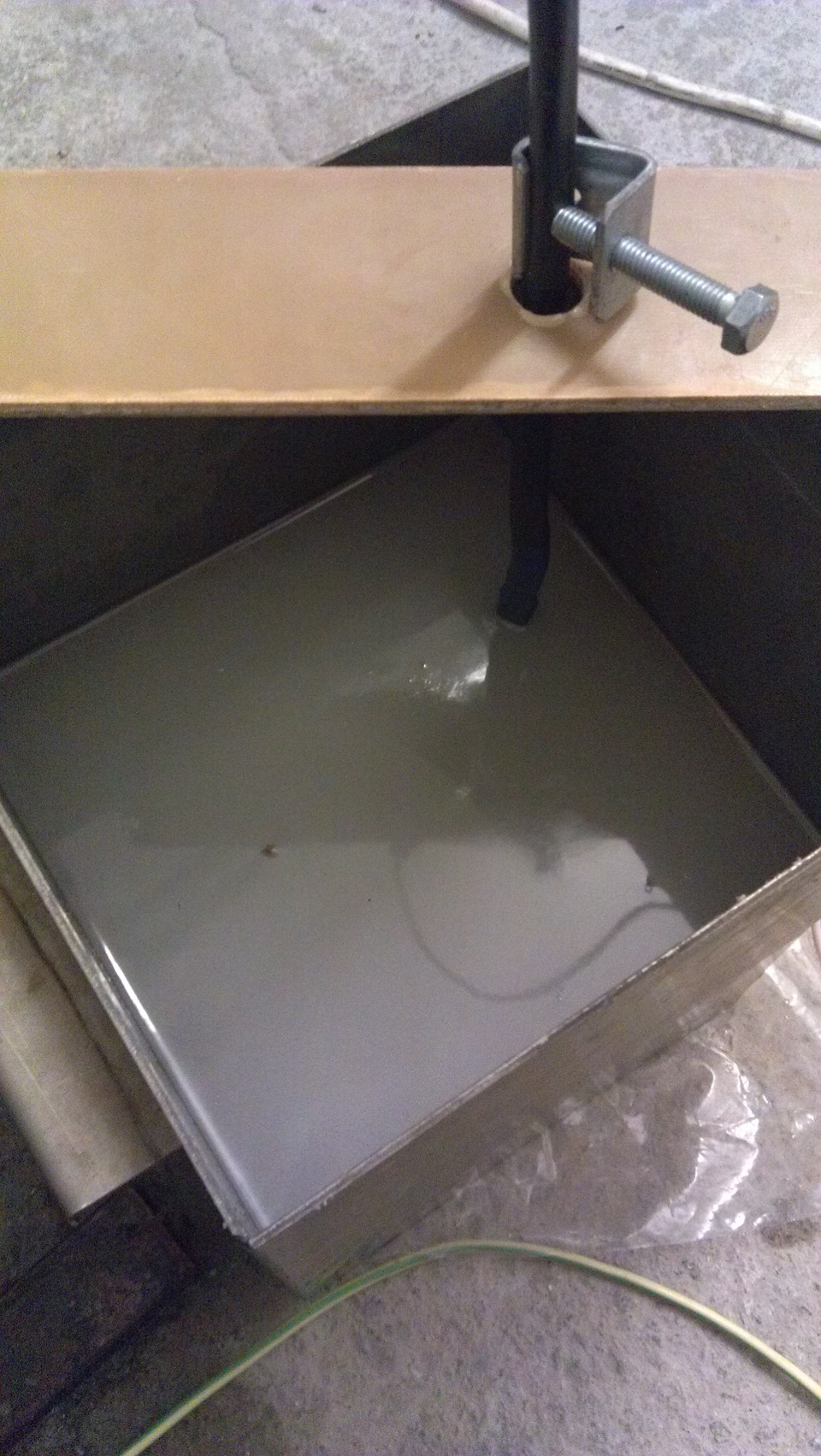
Данный электролит позволяет получить плёнки схожие с плёнками при сернокислом анодировании, но при более высоких температурах раствора, т.е. для сернокислого 20град это придел, для Щавелевого это вполне нормально, плёнка получается плотной, НО напряжение при этом будет порядка 100в, это основной мину Щавелекислого электролита, необходимо высокое напряжение.
При температуре порядка 15-20град напряжение было 80-90в (на фото выше видно) плёнка получается плотной, голубоватого цвета (в частности на Д16Т) и практически не окрашиваемой…
В тех же патентах упоминалось, что при повышении температуры до 35-40град слой растёт значительно быстрее, но при этом становится и более пористым, при 20 градусах слой растёт порядка часа, при 50град на ту же толщину достаточно будет 25мин (По описанию в патенте) но слой будет пористым, а для окраски оно и надо!
Все подготовительные процессы перед анодированием аналогичны как при сернокислом анодировании, сперва обезжириваем в растворе NaOH (100 г/л) при Т=60°С в течение 30 с, затем осветляем в растворе азотной кислоты (200 г/л) в течение 1-3 мин.
В итоге сперва попробовал на 35град, деталь стала окрашиваться, но не насыщено, поднял температуру до 40град, окраска прошла успешно.
Первый опыт окраски был в растворе красителей для картриджа, эффект нулевой, потом попробовал в анилиновых, деталь окрасилась хорошо.
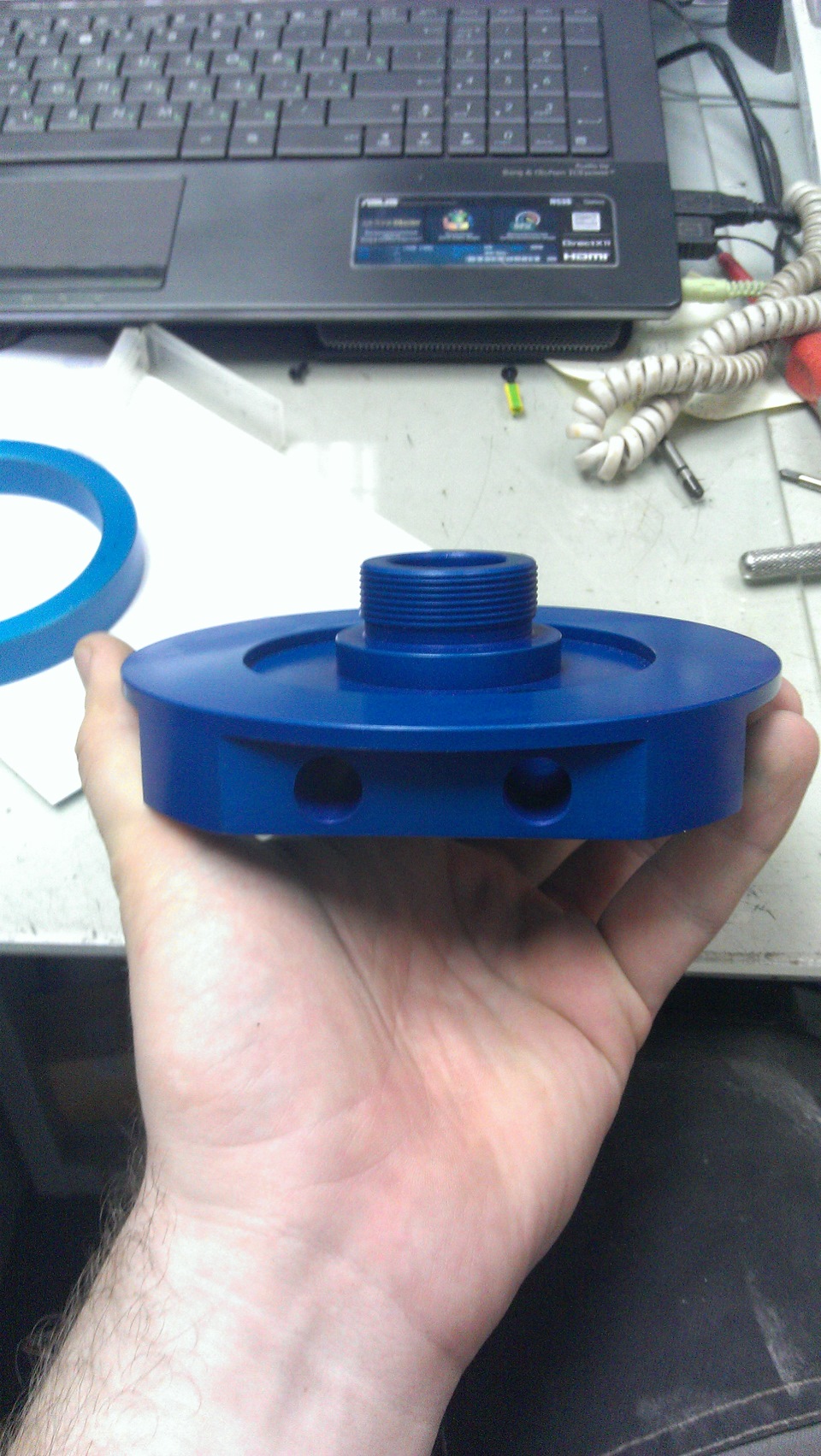
Первые эксперименты проводились на кругляшке из Д16Т и подставке под эл. клапан, из того же Д16Т.

Второй опыт был над ручкой тормоза от велосипеда, предварительно с ручки была снята заводская анодировка и она отполирована до "зеркала".
Меднение алюминия

Меня зовут Павел, живу в деревне, создаю разные изделия в стиле стимпанк и пост-апокалипсис, ну и в свободное время строю кастомную Ниву и чоппер.
Решил опробовать электрохимический способ нанесения цветных металлов, это мой первый опыт. В качестве подопытного использовал пару деталек из алюминия, от одного из своих новых творений.
Источником информации для меня стал ютюб, и пара профильных форумов. Конечно этот рецепт не идеален. также не были идеальными и методы нанесения. Делал так сказать "по-колхозному", посмотреть что вообще получится. Но результатом доволен, можно работать по моей схеме.
Вот список того, что понадобится:
-дистиллированная вода
-медный купорос (я использовал обычный садовый)
-желатин
-электролит для аккумулятора
-зарядка от мобильного телефона 5 вольт / 800-100 милиампер
-жертвенный кусок меди или медная фольга
-ёмкость где будет проходить электролиз (я тупо использовал 2л бутылку из под лимонада)
-мерный стаканчик
-точные весы
Процесс:
1) Приготавливаем электролитический раствор. Для этого нагреваем в кастрюльке, и держим в горячем состоянии примерно пол литра дистиллированной воды. Отмеряем 200 мл воды и растворяем в ней 100 г медного купороса, тщательно перемешиваем.
Далее, на весах отмеряем 1г обычного пищевого желатина, разбавляем его горячей дистиллированной водой в небольшом количестве, и тщательно перемешиваем. Полученный р-р желатина заливаем в банку с раствором купороса.
Теперь в полученную бодягу доливаем электролит для аккумулятора, так чтобы общий объём всего раствора получился 500 мл.
Всё, раствор готов.
2) Готовим ванночку для электролита, присоединяем проводки к детали и к жертвенному кусочку меди. На зарядке от мобильного обрезаем зарядный штекер, минус присоединяем к детали которую надо меднить, плюс присоединяем к жертвенному кусочку меди.
Как понять где плюс, а где минус на зарядке, если под рукой нет мультиметра? Элементарно. В стакан с обычной водой опускаем концы зарядки, не соприкосая их друг с другом, включаем зарядку в розетку. На конце где минус пойдут пузырьки. а где плюс ничего происходить не будет.
3) В емкость для электролиза наливаем раствор.
4) Чистим алюминиевую деталь перед электролизом. Это нужно чтобы снять оксид алюминиевую плёнку, окисел, с поверхности детали. Можно использовать любую сильную кислоту, у меня была ортофосфорная, я ее даже не грел. Также для этого сгодятся средства для прочистки труб. Реакция будет сразу видна, поверхность алюминия начнет "шипеть".
5) Опускаем деталь, жертвенный кусок алюминия в ванночку. Они не должны касаться друг друга, иначе спалим блок питания. Заливаем электролит, включаем зарядку в розетку и оставляем на примерно два часа.
6) В конце процесса моем деталь, полируем ее. В принципе все.
Правильная формула процесса такая:
Состав электролита и режим электролиза для непосредственного меднения алюминия (без нанесения промежуточных слоев):
CuSO4•5H2O — 50 г/л
Na4P2O7•10H2O — 220 г/л
NaH2PO4•2H2O — 15 г/л
NaNO2 — 15 г/л
iк — 60 А/м2
t — 60 °C
pH — 7,5
Прилагаю несколько фото, думаю на них всё понятно. Результат на самом последнем фото. Адгезия сильная, держится очень крепко. Всем хорошего настроения и выходных:)
Анодирование алюминия в домашних условиях
Сущностью процесса анодирования является наращивание оксидного покрытия, которое на алюминии и его сплавах выполняет защитную функцию от воздействий среды. Другое название – анодное оксидирование. Кроме того, оксидирование применяют для повышения эстетичности внешнего вида изделий.
Устраняются поверхностные дефекты– небольшие царапины, мелкие сколы. Можно имитировать покрытие драгоценными металлами или повысить адгезивные свойства. Покрытие можно наносить не только на производстве, но и дома.
Анодирование алюминия в домашних условиях пользуется большой популярностью у домашних умельцев. В изделиях, подвергнутых анодному оксидированию, повышается стойкость защитного покрытия.

Общие сведения о технологии анодирования
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.
Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
Результат анодирования алюминия Черное анодирование алюминия
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа. Вначале наносится бесцветная пленка электролитическим способом, а затем заготовку помещают солевой раствор кислот. В зависимости от кислоты цвет может быть от бледной латуни до насыщенного черного. Черный алюминий широко используется в строительстве и отделке.
Подготовительный процесс
Для получения гладкой поверхности на стадии подготовки необходимо заготовку отполировать. С помощью войлочного или другого полировального круга устраняются царапины, затягиваются большие поры. Отсутствие микронеровностей снижает вероятность появления прогаров. Анодная пленка не способна скрыть внешние дефекты.
Перед анодированием алюминия необходимо определиться с размерами обрабатываемых деталей. Получаемый слой имеет толщину 50 микрон, поэтому на обработанную резьбу невозможно будет накрутить гайку. Если же детали соединяются с помощью посадки, то не стоит забывать, что после анодирования детали шлифовке не подлежат.

Проведение анодирования в домашних условиях
Для проведения процесса необходимы емкости. Емкости для анодирования должны соответствовать размерам деталей, быть чуть больше. В связи с чем обычно пользуются несколькими ваннами. Материал емкостей – алюминий. Но если изделия небольшого размера, то подойдут пластиковые контейнеры. Только на дно и вдоль стенок необходимо уложить алюминиевые листы. Это необходимо, чтобы создать ток равномерной плотности по всему объему.
Электролит нуждается в изоляции от внешнего воздействия тепла. При нагревании его придется менять. Для исключения нагрева емкости снаружи покрываются слоем теплоизоляции. Ее можно обклеить пенопластом до 50 мм толщиной или, поместив в короб, заполнить свободное пространство монтажной пеной.
Раствор серной кислоты получают путем разбавления электролита для автомобильных аккумуляторов дистиллированной водой в пропорциях один к одному. Купив канистру емкостью 5 литров, раствора можно получить 10 литров.
Смешивание, когда в кислоту добавляется вода, сопровождается обильным тепловыделением, и она буквально вскипает разбрызгиваясь. Поэтому в целях безопасности серную кислоту вливают в емкость с водой.
Перед началом анодирования алюминия его подвергают химической подготовке. Химическая подготовка – процесс обезжиривания. В промышленных условиях обработку проводят едким натром или калием. Но в домашних условиях лучше пользоваться хозяйственным мылом. Зубной щеткой и мыльным раствором с поверхности хорошо удаляются загрязнения. После чего сначала заготовки промываются теплой водой, а затем — холодной.
Альтернативой хозяйственному мылу служит стиральный порошок. Растворив его в закрытом пластиковом контейнере и поместив туда обрабатываемые детали, необходимо интенсивно встряхнуть. Затем детали промываются и просушиваются потоком горячего воздуха. Активный кислород, содержащийся в стиральном порошке, защищает обезжиренные изделия, даже если их взять голыми руками.
Подготовка электролита
Растворы кислот считаются небезопасными реактивами, поэтому для проведения анодирования алюминия в домашних условиях прибегают к другому типу раствора. Для его приготовления используют соль и соду, которые всегда есть под рукой.
Для приготовления электролита берут две пластмассовые емкости. В них наводят солевой и содовый составы, соблюдая пропорцию: на порцию соли или соды 9 порций дистиллированной воды.

Анодирование в домашних условиях
После растворения компонентов раствор выдерживается с целью оседания не растворившихся частиц на дно. При переливании в емкость для анодирования его необходимо процедить.
Способы анодирования алюминия
Разработано несколько способов обработки алюминиевых сплавов, но широкое применение нашел химический способ в среде электролита. Для получения раствора используют кислоты:
- серную;
- хромовую;
- щавелевую;
- сульфосалициловую.
Для придания дополнительных свойств в раствор добавляют соли или органические кислоты. В домашних условиях в основном используют серную кислоту, но при обработке деталей сложной конфигурации предпочтительнее использовать хромовую кислоту.
Процесс происходит при температурах от 0°С до 50°С. При низких температурах на поверхности алюминия образуется твердое покрытие. При повышении температуры процесс протекает значительно быстрее, но покрытие обладает высокой мягкостью и пористостью.

Технология твердого анодирования алюминия
Кроме химического метода в некоторых случаях используются следующие методы анодирования алюминия:
- микродуговое;
- цветное:
- адсорбцией;
- опусканием в электролит;
- опусканием в красящий раствор;
- гальваникой;
- интерферентное;
- интегральное.
Теплое анодирование
Способ теплого анодирования используется для получения основы под покраску. Покрытие пористое, но за счет этого обладает высокой адгезией. Нанесенная сверху эпоксидная краска надежно защитит алюминий от внешних воздействий.
Недостатком считается низкая механическая прочность и коррозионная стойкость покрытия. Оно разрушается при контакте с морской водой и активными металлами. Данный способ можно произвести в домашних условиях.
Процесс протекает при комнатной температуре или выше (не более 50°С). После обезжиривания заготовки устанавливаются на подвесе, который удерживает их в растворе электролита.
Анодирование продолжается до тех пор, пока на поверхности не появится покрытие молочного цвета. После снятия напряжения заготовки промываются в холодной воде. Затем детали подлежат окрашиванию. Красят их путем помещения в емкость с горячим красителем. После чего полученный результат закрепляют на протяжении 1 часа.

Методы цветного анодировния алюминия
Холодная технология
Для проведения анодирования алюминия необходимы:
- источник питания 12 В (АКБ, стабилизатор);
- алюминиевые провода;
- реостат;
- амперметр;
- емкости для растворов.
Холодная технология отличается тем, что рост анодированного покрытия со стороны металла протекает с большей скоростью, чем его растворение с внешней стороны.
Вначале проводятся подготовительные работы, описанные выше. Затем детали необходимо закрепить. Не следует забывать, что под крепежным элементом пленка не образуется. А подвешенные заготовки при опускании в емкость не должны касаться стенок и дна.
К деталям от источника питания подключается анод, соответственно к емкости катод. Плотность тока подбирается в пределах 1,6-4 А/дм2. Рекомендуемые значения 2-2,2 А/дм2. При малых значениях процесс будет протекать медленнее, а при больших может возникнуть пробой цепи и покрытие начнет разрушаться.
Не рекомендуется, чтобы температура электролита поднималась выше 5°С. При анодировании электролит нагревается не равномерно. В центре он теплее, чем в углах емкости, поэтому необходимо постоянное перемешивание.
Продолжительность анодирования при холодном способе составляет около получаса для небольших элементов. Для крупных деталей продолжительность может составлять 60-90 минут. На окончание процесса указывает измененный цвет на поверхности алюминиевого изделия. После отсоединения проводов деталь промывается.
Закрепление результата
Качество анодирования алюминия зависит от завершающего этапа – закрепления покрытия. Для этого после нанесения покрытия и промывки детали помещают на четверть часа в раствор марганца. После выемки необходимо детали промыть под горячей и холодной водой для удаления из пор остатков раствора.
Перед окрашиванием необходимо закупорить микроскопические поры на пленке. Для чего изделия кипятят в дистиллированной воде в течение 30-40 минут.
Алитирование стали
На протяжении нескольких столетий основные эксплуатационные качества металлов изменялись при помощи химико-термического воздействия. Проведенные тесты указывают на то, что процент содержания определенных примесей в металле может оказывать влияние на его твердость, прочность, коррозионную стойкость и многие другие качества. Алитирование углеродистой стали – процесс насыщения поверхностного слоя изделия алюминием, который проходит при определенной температуре. Процесс алитирования стали достаточно сложен, при его проведении проводится установка определенного оборудования. Рассмотрим особенности проведения работы по насыщению поверхностного слоя стали и чугуна алюминием.

Применение алитирования
Придаваемые свойства изделию во многом определяют область применения рассматриваемой технологии химико-термической обработки. В производстве алитирование сталей применяется для изменения следующих свойств обрабатываемой стали:
- Высокая окалиностойкость. Это свойство связано с процессом образования защитной пленки на поверхности изделия при его нагреве.
- Высокая защита от окислительных процессов.
- Высокие антикоррозионные свойства. В результате алитирования изделие может использоваться даже при условии воздействия морской воды.
- Рассматривая твердость поверхностного слоя нужно уделить внимание тому, что максимальный достигаемый показатель составляет около 500HV.
Рассматривая достоинства и недостатки алитирования стали, нужно отметить тот момент, что воздействие высокой температуры становится причиной перестроения атомной решетки, вследствие чего поверхностный слой становится хрупким.
При обработке данным химико-термическим методом ответственных деталей, проводится обжиг в течение нескольких часов. Поэтому процесс внесения алюминия характеризуется большой продолжительностью.

Алитирование стали 20
Технология и методы алитирования
Диффузионное алитирование проходит при температуре от 700 до 1100 градусов Цельсия. Оптимальные режимы обработки выбираются в зависимости от особенностей обрабатываемого материала. Выделяют несколько наиболее распространенных технологий химико-термического воздействия:
- Алитирование в порошкообразных смесях проводится использовании металлических ящиков. Заготовка помещается в твердый карбюризатор. При этом приготовленная смесь может использоваться многократно, что делает данную технологию экономически выгодной. Температура алитирования стали в данном случае выдерживается в пределе от 950 до 1050 градусов Цельсия, процесс занимает от 6 до 12 часов. Максимальная глубина проникновения алюминия составляет 0,5 миллиметров. Используемый состав представлен алюминиевой пудрой, порошка и определенных добавок. Добавки представлены окисью алюминия и молотой глиной, а также хлористыми разновидностями аммония и алюминия. В некоторых случаях процедура затягивается до 30 часов, что делает ее экономически не выгодной. Данный метод применим в случае сложной конфигурации детали, так как изменение поверхностного этапа проводится поэтапно. Изменение состава поверхностного слоя порошкообразной смесью – самый дорогой метод из всех применяемых.
- Алитирование напылением проводится в случае, если нужно сократить время проведения данной операции. Данная технология алитирования определяет воздействие относительно невысокой температуры, около 750 градусов Цельсия, требуется порядком одного часа для проникновения алюминия на глубину 0,3 миллиметра. Достоинства данного метода заключается в быстроте исполнения, но нельзя его использовать для получения износостойких ответственных деталей, так как поверхностная пленка очень тонкая. Поверхностное насыщение стали рекомендуют проводить при массовом производстве. Прочность сцепления напыляемого слоя в этом случае невысокая, составляет 0,2-2 кг/мм 2 . Также особенности данной технологии определяют высокую пористость структуры.
- Металлизация с последующим обжигом проводится при нагреве детали до температуры 900-950 градусов Цельсия, длительность нагрева составляет 2-4 часа. Данный метод существенно уступает предыдущему, так как получаемый слой имеет толщину не более 0,2-0,4 миллиметров, а расходы повышаются по причине существенного увеличения времени нагрева. Однако его часто применяют в случае, когда нужно получить деталь с прочной и твердой поверхностью, которая будет подвергаться существенным нагрузкам. Это связано с тем, что проводимый отжиг позволяет снизить показатель хрупкости, повысив прочность.
- Алитирование в вакууме предусматривает нанесение покрытия путем испарения алюминия с его последующим осаждением на поверхности изделия. Толщина получаемого покрытия незначительно, но вот достигаемое качество одно из самых высоких. Для нагрева среды проводится установка специальных печей, которые способны раскалить подающийся состав до температуры 1400 градусов Цельсия. Высокое качество покрытия достигается за счет равномерного распределения алюминия по всей поверхности. Технология в данном случае предусматривает предварительный нагрев поверхности до температуры от 175 до 370 градусов Цельсия. Следует уделять много внимания предварительной подготовке детали, так как даже незначительная оксидная пленка становится причиной существенного снижения качества сцепления поверхностного и внутреннего состава. Высокая стоимость процесса и его сложность определяют применимость только при производстве ответственных деталей.
- Алитирование методом погружения пользуется большой популярностью по причине того, что покрытие наносится в течение 15 минут. При этом оказывается относительно невысокая температура: от 600 до 800 градусов Цельсия. Кроме этого данный метод один из самых доступных в плане стоимости. Суть процедуры заключается в погружении заготовки в жидкий алюминий, нагретый до высокой температуры. При этом получается слой толщиной от 0,02 до 0,1 миллиметра. Особое внимание уделяется подготовке среды, в которой будет проводится процесс изменения химического состава поверхностного слоя.

Микроструктура вставки, алитированной по оптимальному режиму
Есть и другие методы внесения алюминия, которые позволяют изменить основные эксплуатационные качества заготовок.
Контролировать качество поверхности с использованием дефектоскопа – устройства, которое применяется для проверки дефектов методом неразрушающего контроля.
Наиболее распространенным дефектами называют нарушения однородности структуры, появления зоны коррозионного поражения, отклонение требуемого химического состава и так далее.

Долговечность изделия в зависимости от толщины алитированного слоя
Материалы, допускаемые к алитированию
Металлизация – технология, которая предназначенная для изменения свойств поверхностного слоя. Разновидностью данной технологии является и алитирование. Насыщению поверхностного слоя подвергают:
- Углеродистые стали. При этом преимущественно используются низкоуглеродистые стали, реже среднеуглеродистые. При высоком содержании углерода в составе процедура становится малоэффективной.
- Легированные стали применяются реже, но при правильном проведении технологии можно получить износостойкие детали.
- Чугун также можно подвергать процедуре алитирования для изменения основных эксплуатационных качеств.
Для получения нержавеющей стали алитированию подвергают как углеродистые, так и легированные стали. В некоторых случаях проводится предварительная подготовка сталей и сплавов, представленная закалкой или другими процедурами химико-термической обработки.
Читайте также: