Аппаратура для кислородной резки металла
Обновлено: 19.05.2024
Ручную кислородную резку металла выполняют специальными резаками. Резаки служат для смешения горючего газа с кислородом, образования подогревающего пламени и подачи к разрезаемому металлу струи режущего кислорода. Широкое распространение получили универсальные резаки, которые обеспечивают возможность резки стали в любом направлении толщиной 3—300 мм, их масса невелика, они удобны в обращении и устойчивы против обратных ударов. Резак, как и сварочная горелка, имеет инжекторное устройство, обеспечивающее нормальную работу при любом давлении горючего газа. Инжекторный резак состоит из двух основных узлов — ствола и наконечника (рис. 15). От инжекторной горелки резак отличается наличием отдельного канала для подачи режущего кислорода и специальной головки, которая представляет собой два сменных мундштука — внутренний и наружный. Основной деталью резака является мундштук, который в процессе резки быстро изнашивается. Для получения качественного реза необходимо иметь мундштук правильных размеров с каналами необходимой чистоты. Инжекторный резак работает следующим образом. Кислород из баллона поступает в резак через ниппель и в корпусе идет по двум каналам. Часть газа, проходя через вентиль, направляется в инжектор. Выходя из него с большой скоростью, струя кислорода создает разрежение и подсасывает ацетилен, образующий с кислородом в камере горючую смесь, которая проходя через зазор между наружным и внутренним мундштуками, сгорает, образуя подогревающее пламя. Другая часть кислорода через вентиль 3 поступает в трубку и, выходя через центральный канал внутреннего мундштука, образует струю режущего кислорода.
Рис. 15. Инжекторный резак
1 — головка; 2 — трубка режущего кислорода; 3 — вентиль; 4 — кислородный вентиль; 5, 6 —ниппели; 7 — рукоятка; 8 —корпус;
Существуют резаки нескольких типов. Для ручной кислородной резки низкоуглеродистых и низколегированных сталей при подогреве металла ацетилено-кислород-ным пламенем применяют резак Р2А-01, а при подогреве металла пропан-бутанокислородным пламенем резак РЗП-01. Резак Р2А-01 относится к резакам средней мощности и предназначен для резки стали толщиной до 200 мм. Резак РЗП-01 имеет большую мощность и позволяет разрезать сталь толщиной до 300 мм. Ручную поверхностную кислородную резку низкоуглеродистой и низколегированной стали осуществляют резаками РПК-2-72 и РПА-2-72. Первый из них работает на коксовом или природном газе, второй — на ацетилене. Резак состоит из корпуса с наружным и внутренним мундштуками, вентилей для регулирования подачи подогревающего кислорода и горючего газа, рычага пуска режущего кислорода. Вставные резаки предназначены для применения их со сварочными горелками. Для ручной кислородной резки углеродистых сталей обыкновенного качества используют вставные резаки РВ-1А-02 и РВ-2А-02. Первый присоединяется к стволу горелки Г2-04, второй — к стволу горелки ГЗ-ОЗ. По принципу действия резаки аналогичны. Кислород подается от ствола горелки к ниппелю. По каналам ниппеля и инжектора часть кислорода подается в смесительную камеру. При прохождении кислорода через узкий канал инжектора в цилиндрическом канале смесительной камеры создается разрежение, что способствует засасыванию в камеру ацетилена, который поступает от ствола горелки через отверстия переходника. В специальной трубке ацетилен смешивается с кислородом и образовавшаяся смесь поступает в пазы внутреннего мундштука, на выходе из которых загорается. Резак РВ-1А-02 предназначен для резки стали толщиной до 100 мм, резак РВ-2А-02 — для резки стали толщиной до 200 мм.
Рис. 16. Керосино-кислородный резак РК-02
1, 2— внутренний и наружный мундштуки; 3 — головка; 4 — трубка для подачи режущего кислорода; 6 — трубка для подачи керосина; 7—9 — вентили; 10 — ствол; 11, 12 — керосиновый и кислородный вентили; 13 — устройство для сопротивления обратному удару пламени; 14 — маховичок; 15 — тройник; 16 — пруток; 17— смесительная камера; 18— подогревающая насадка
Для кислородной резки низкоуглеродистых и низколегированных сталей применяют специальные керосинорезы, где горючим является керосин. Керосинорез состоит из двух основных частей — бачка для горючего и резака. Бачок служит для подачи керосина под давлением в резак и представляет собой сварной цилиндрический сосуд с сферическим днищем и сферической крышкой. Горючее вытесняется в резак воздухом под давлением до 0,3 МПа. Давление создается ручным воздушным насосом. Для ручной кислородной резки сталей толщиной до 200 мм используют кероснно-кислородный резак РК-02 (рис. 16). Резак работает по принципу
предварительного испарения керосина в асбестовой оплетке трубки для керосина (испарителя) и сжигания его паров в смеси с кислородом. Керосин поступает через ниппель, вентиль и тройник в асбестовую оплетку, подогревается пламенем подогревающей насадки и в газообразном состоянии попадает в смесительную камеру, где смешивается с кислородом. Затем эта смесь поступает в головку. Часть смеси из головки попадает в подогревающую насадку. Режущий кислород через центральный канал головки и внутреннего мундштука выходит наружу.
Все мелкие неисправности у резаков для кислородной резки — перекос мундштуков, прочистка инжектора п каналов мундштуков, негерметичность соединений, снятие нагара и брызг с поверхности мундштука, устраняет резчик во время работы. Более сложный ремонт, требующий специального инструмента, производится специальной ремонтной службой.
Оборудование для кислородной резки
Широкое применение получили универсальные инжекторные ручные резаки для разделительной резки. Резаки отличаются от сварочных горелок наличием отдельной трубки для подачи режущего кислорода и особым устройством головки, состоящей из двух сменных мундштуков: наружного – для подогревающего пламени и внутреннего – для струи чистого кислорода (рис. 80).
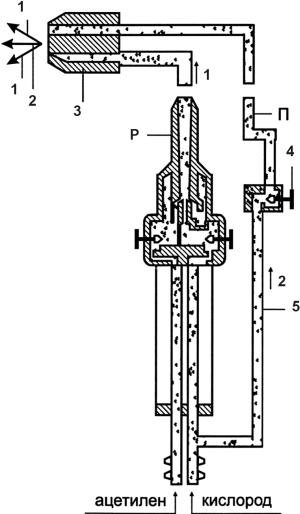
Рис. 80.
Схема газокислородного резака:
Р – режущая часть; П – подогревающая часть; 1 – ацетилен; 2 – кислород; 3 – мундштук; 4 – вентиль; 5 – шланг подачи кислорода
Ацетилен подается по шлангу к ацетиленовому ниппелю. Кислород – к кислородному ниппелю. От ниппеля кислород идет по двум направлениям: одна часть кислорода, как в обычных сварочных горелках, поступает в инжектор и затем в смесительную камеру. Здесь образуется горючая смесь кислорода с ацетиленом, засасываемым через ниппель. Горючая смесь проходит по трубке, выходит через кольцевой зазор между внутренним и наружным мундштуком и создает подогревательное пламя. Другая часть кислорода через трубки Р поступает в центральное отверстие внутреннего мундштука и образует струю режущего кислорода, сжигающую металл и выдувающую образующиеся оксиды из зоны резака.
Широкое применение получил ручной универсальный резак «Факел», являющийся улучшенной конструкцией резака «Пламя». Он имеет пять внутренних и два наружных мундштука, позволяющих резать металл толщиной до 300 мм со скоростью 80–560 мм/мин. Для работы на газах—заменителях ацетилена используются резаки типа РЗР. Они отличаются большими размерами сечений инжекторов и мундштуков. Существуют вставные сменные резаки, предназначенные для присоединения к стволам универсальных сварочных горелок: резак РГС-70 – к горелкам типа «Звезда» и ГС-3, резак РГМ-70 – к горелкам типа «Звездочка» и ГС–2. Это создает большие удобства в строительно-монтажных условиях при частых переходах от сварки к резке и наоборот.
Для машинной резки применяют стационарные шарнирные машины АСШ-2 и АСШ-70. АСШ-70 отличается более совершенным приводом и наличием пантографического устройства, позволяющего производить вырезку одновременно трех деталей. Толщина разрезаемого металла 5–100 мм. Усовершенствованные машины типа АСШ-74 производят резку листовой стали толщиной до 150 мм со скоростью 0,1–1,6 м/мин. Переносные машины представляют собой самоходные тележки, оснащенные резаком и перемещающиеся по разрезаемому металлу. Приводом служит электродвигатель, пружинный механизм или газовая турбина. Например, машина «Микрон–2» предназначена для механизированной кислородной резки листовой низкоуглеродистой стали толщиной до 100 мм со скоростью до 4 м/мин.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
5.5.1. Оборудование
5.5.1. Оборудование *Обязательное оборудование*. Не приобретайте ненужных приспособлений. Новинки, продаваемые на рынке, и есть новинки. Некоторые на самом деле могут поставить вас в опасное и затруднительное положение. Обязательное оборудование включает прочный
Оборудование
Оборудование Фильтр для воды;мини–плита на пропане;топорик;пила (2);лопата(2);отмычка;молоток;напильник;отвёртка;бурав;лом;винты;гвозди;шурупы;металлический резервуар;6–галлоновые фляги воды;пропановые
6. Оборудование
6. Оборудование Есть с десяток портов в мире где маршруты пересекаются, и где яхта идущая вокруг света, рано или поздно должна пройти. Залив Колона в Панаме, например, это место где все проходящие через канал должны остановиться на несколько дней для оформления. Порт
Подача кислорода при помощи кислородной подушки
Подача кислорода при помощи кислородной подушки Последовательность выполнения процедуры:1) взять заполненную кислородную подушку, мундштук, влажную марлевую салфетку;2) психологически подготовить пациента к манипуляции, помочь пациенту принять удобное полусидячее
Подача кислорода при помощи кислородной подушки Последовательность выполнения процедуры: 1) взять заполненную кислородную подушку, мундштук, влажную марлевую салфетку; 2) психологически подготовить пациента к манипуляции, помочь пациенту принять удобное полусидячее
Оборудование, необходимое для ЭШС:
Оборудование, необходимое для ЭШС: • специальные сварочные аппараты;• аппаратные шкафы;• аппараты для подачи электродной проволоки или ленты;• устройства для формирования сварочного шва;• устройства фиксации и перемещения
Оборудование для ЭЛС:
Оборудование для ЭЛС: • высоковольтный выпрямитель;• стабилизатор ускоряющего напряжения;• блок накала катода;• модулятор;• источник питания электромагнитных линз;• электронно-лучевая пушка;• вакуумная камера с вакуумной системой и люками загрузки;• механизмы
Оборудование для плазменно-дуговой сварки, резки, напыления:
Оборудование для плазменно-дуговой сварки, резки, напыления: • источник питания плазменной дуги с вертикальной вольт-амперной характеристикой;• плазменная горелка-плазмотрон;• системы подачи газа и охлаждения горелки;• порошковый питатель (для
Оборудование для лазерной сварки и резки:
Оборудование для лазерной сварки и резки: • высоковольтный выпрямитель для питания ламп накачки;• блок конденсаторов;• блок поджига газового разряда;• собственно лазерная головка (активный элемент, отражатель, лампы накачки);• оптическая система для фокусировки,
Газы для проведения сварки и резки металлов
Газы для проведения сварки и резки металлов Кислород при газовой сварке способствует интенсивному горению горючих газов и получению высокотемпературного пламени. При горении газов в воздухе температура пламени значительно ниже, чем при горении в кислороде. При газовой
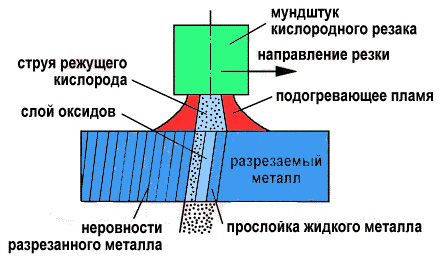
Сущность процесса кислородной резки
Сущность процесса кислородной резки Кислородная резка (рис. 78) основана на свойстве металлов и их сплавов сгорать в струе технически чистого кислорода. Рис. 78. Газокислородная резка:1 – разрезаемый металл; 2 – струя режущего кислорода; 3 – горючая смесь; 4 – режущий
Техника резки
Техника резки На поверхности разрезаемого металла могут быть грязь, краска, окалина и ржавчина, поэтому она должна быть хорошо очищена. Для удаления окалины, краски и масла достаточно медленно провести пламенем горелки или резака по поверхности металла вдоль намеченной
Глава 18 Технология электродуговой резки
Глава 18 Технология электродуговой резки Резка плавящимся электродом Резка стальным электродом основана на выплавлении металла из зоны резания теплотой электрической дуги, возбуждаемой между электродом и разрезаемым металлом. Этот способ широко применяется для
Раздел шестой. Оборудование рейдов и гаваней. Докование Глава 14. Оборудование рейдов и гаваней 14.1. Рейдовые бочки и бридели
Раздел шестой. Оборудование рейдов и гаваней. Докование Глава 14. Оборудование рейдов и гаваней 14.1. Рейдовые бочки и бридели Стоянка кораблей на рейдовых бочках обеспечивает более быструю съемку, чем с якоря, большую надежность стоянки, возможность стоянки большего
9.3. Средства для электросварки и резки стали под водой
9.3. Средства для электросварки и резки стали под водой Для электросварки и резки стали под водой применяются специальные электрододержатели и электроды. Электрический ток к электрододержателю и массе металла (обратный провод) подается с поверхности по кабелю сечением
Тест 2. Восстановление заточки после резки каната
Тест 2. Восстановление заточки после резки каната Если в предыдущем тесте нашей целью было максимально затупить нож – то теперь цель другая: легкой (полевой) правкой постараться восстановить заточку до состояния "режет бумагу на весу" Лидерами этого теста стали Byrd CaraCara
Газовая (кислородная) резка металла
Потому что выполняется она крайне просто, не нужно при этом использовать никаких фазо-инверторов (как в электрическом резаке), не приходится соблюдать обязательные норма помещения (наличие центрального кабеля заземления).
Да и практически все газовые резаки являются мобильными, то есть, их можно транспортировать обычным транспортом.
При резке, газовый резак использует два газа – непосредственно кислород, при помощи которого и выполняется процесс разделения металла, а также подогреватель, в качестве которого чаще всего выступает пропан или ацетилен.
Нагреватель разогревает поверхность, которую планируется разрезать, до температуры в 1000-1200 градусов, после чего – подается струя кислорода. От соприкосновения об нагретую поверхность, струя воспламеняется.

Фото газовой резки
Получается – горящая струя, которая легко разрезает металл. При этом, самое главное – это соблюдать беспрерывную подачу кислорода.
Если будет прерывание, то пламя попросту может погаснуть, после чего снова придется проводить разогрев поверхности.
Стандартная кислородная резка металла выполняется при помощи резака Р1-01П. Он наилучшим образом подходит для работы с каленной сталью, в том числе – и с чугуном!
В качестве сварочного аппарата данный резак — не используется.
Зато он подходит для точного разрезания трубы – для этого используется специальная шарнирная накладка РФ7, которая изготавливается из стали, но покрывается слоем вольфрама.
Кстати, в последнее время [газовая сварка] и резка металлов выполняется еще при помощи соединения ацетилена и пропана. Но такое оборудование используется исключительно для работы с металлами повышенной прочности (к примеру, сталь для копулировочных ножей).
Оборудование, которое поддерживает работу с таким газом, стоит не дешево! Так что о нем говорить особо не будем…
Технология резки газом
Современная технология газовой резки металла несколько отличается от той, которая описана выше. К примеру, для работы с «легкими металлами» температуры в 1000 градусов за Цельсием и выше могут попросту разрушить металл, с которым вы работаете (расплавить и испарить).
В этих случаях сама резка производится с одновременным подогревом. Наконечник газового резака имеет форму пирамиды с 3 соплами.
Через два боковых подается подогревающая смесь, ну а по центру монтируется тонкое сопло для подачи кислорода под высоким давлением.
Технология кислородной резки
В современных резаках, кислород подается под давлением в 12 атмосфер! Проще говоря – под струей воздуха можно повредить даже кожу (имеется в виду не зажженная струя).
Флюс, который образовывается при такой резке, либо выбрасывается подогревающем пламенем в стороны, либо прожигается непосредственно через весь металл (если выполняется сквозная резка).
Не забывайте, что резка металла газом имеет большое преимущество перед электрической. Какое?
Не создается «рваного» шва. А если дополнительно использовать накладки (трафаретки, как их называют профессиональные сварщики), то шов резки получается очень аккуратным!
Но учитывайте, что резка металла кислородом не подразумевает использовать металлы, которые плавятся при температуре ниже 600 градусов за Цельсием. В этом случае будет выполняться простое удаление верхнего слоя металла, а не его резка.
Вот в таких случаях рекомендуется использовать так называемые мобильные нагреватели – обычные баллончики со сжатым газом и соплом на конце трубки.
Стандартная технология кислородной резки металла подразумевает использовать направляющий резак, которым управляет оператор. Подача газа регулируется при помощи двух вентилей (в некоторых моделях – одним общим).
Сама рукоятка резака имеет две трубки, которые как раз и встраиваются в ручку. Первая рукоятка подает топливо для нагревателя, вторая (как правило — центральная) – подает кислород. То есть, к главному соплу подводятся аж 3 трубки!
Через две подается пропан, через третью – кислород. В более старых моделях резаков использовалось два наконечника, которые работали аналогичным образом.
Какой расход газа при резке металла? Это зависит от температуры, до которой разогревается сам металл при работе.
В стандартном резаке Р1-01 за один час работы в среднем расходуется порядка 10 кубических метров кислорода и 0,7 кубических метров ацетилена (при использовании пропана – 1 метр кубический топлива).
А вот в резаке Р2-01 расход значительно больше – 21 м3 кислорода и 1,2 – ацетилена! Расход подогревателя зависит от температуры нагрева и плоскости, которая разрезается.
В «старших» резаках также используется так называемое направление сопел, которое т.акже частично влияет на расход (чем ближе к струе кислорода, тем приходится подавать большую струю).
Оборудование для газовой резки
Итак, в России, еще со времен СССР самым распространенным считался резак Р1-01. Он является ручным с инжекторным соплом, что дает струю под высоким давлением, которая и режет металл «как горячий нож масло».
Более мощные модели – это Р2-01 и Р3-01П. Их основное отличие – это размер сопла, рабочее давление кислорода в системе, рабочее давление подачи нагревательной смеси.
Также существуют автономные столы – это газовое оборудование для резки металла в автоматическом режиме, которое производится без участия оператора.
Управление таким столом является чисельно-программным. То есть, человек просто задает параметры резки.
Такое оборудование для кислородной резки металла используется исключительно на листовых металлах, где выполняется либо ровная резка, либо дуговая.
Стоит отметить, что моделей данных столов – огромное количество, но практически все они являются аналогами АН-01, который был разработан Шепелевым еще в СССР!
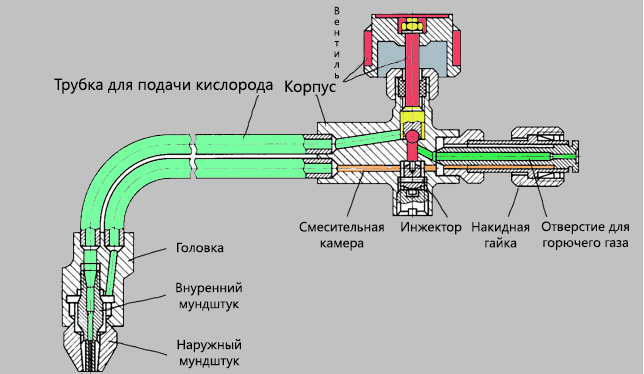
Схема кислородного резака
Таковыми, к примеру, являются «Смена», «Орбита», «Secator», «Quicky-E». Во всех у них рабочая температура в диапазоне 1000-3200 градусов по Цельсию. Работают как с ацетиленовым, так и с пропановым нагревателем.
В моделях Quicky используется также смешанное – ацетиленово-пропановое нагревание. В этом случае, сопло используется только раздвоенное. То есть, на одно из них подается ацетилен, на второе – пропан.
Кстати, стоит отметить, что в такой резке нагревательная смесь поддается от центра (то есть, от кислородной струи).
Также еще отмечаются так называемые стационарные резаки для газовой резки металла.
От мобильной они отличаются, не сложно догадаться, тем, что они встраиваются в специальную нишу-станок, которую как раз и может двигать оператор устройства.
Такие резаки являются более удобными для работы, но стоят весьма дорого. Зато их режущей мощности более чем достаточно для того, чтобы разрезать толстый слой высокопрочного металла!
Это стало возможным из-за того, что в таких резаках используется дополнительный нагнетатель, при помощи которого что нагреватель, что кислородная струя подается под еще большим давлением.
Работает дополнительный компрессор на электричестве, к тому же – трехфазном (380 Вольт). Из-за этого он и не может быть мобильным! Используется такой резак исключительно на профессиональных предприятиях.
Портативный резак — Гугарк
Гугарк – это самый популярный представитель таких резаков.
Кстати, газовая горелка для резки металла также бывает двух видов – так называемая прямая и гнутая:
- Первая – это та, которую вы все привыкли видеть. Представляет из себя букву Г и работает при помощи операторского направления.
- Ну а вторая, прямая – это горелка типа сопло, которая используется на столах-резаках.
Стоит также отметить, что в прямых соплах используются спаренные наконечники для того, чтобы при движении не нарушить угол наклона сопла один к одному.
Кстати, учитывайте, что каждый из резаков имеет свой коэффициент работы и мощности с каждым металлом.
К примеру, при использовании стандартного Р1-01, чтобы разрезать медь, достаточно коэффициента 0,5 ацетилена, а вот для алюминия потребуется аж 0,7.
Больше всего, конечно же, уйдет на вольфрам – аж 1,4! При этом разогрев будет в районе 3800 градусов по Цельсию (используйте при этом только специализированные наконечники)!
Популярные на рынке услуги
Если вам необходимо произвести резку металла, то самый простой способ – нанять мастера или специалиста, который окажет вам необходимые услуги. Ведь не у каждого дома в гараже стоит резак с двумя баллонами кислорода и нагревателя.
Более того, работать с таким оборудованием очень опасно без опыта! Если не умеете, то лучше и не браться за это дело – доверьте работу профессионалам!
Ну а в среднем, цена газовой резки металла складывается из следующих показателей: металл, с которым необходимо будет как раз работать, используемый резак, толщина металла, качество и вид среза.
К примеру, обычная листовая резка является самой дешевой. Трубная резка – стоит гораздо дороже, так как при такой работе используются дополнительные накладки!
А вот резка в глубину – дорогостоящее удовольствие, так как при этом используется дорогостоящее оборудование.
Более того, если выполняется такая работа «на выезде», то это будет стоить очень дорого. Автомобили, которые могут перевозить станции резочные, необходимо дополнительно переоборудовать.
Кислородная резка металла — видео:
Ну а газовая резка листового металла может выполняться даже обычным газовым паяльником. Если вы используете алюминий или медь, то его должно быть вполне достаточно для такой работы.
В некоторых случаях, можно воспользоваться газовой сваркой. Вот только вместо углекислого газа подается пропан, ацетилен или бутилен (не каждая газовая сварка поддерживает использование такого газа, будьте внимательными)!
Самой дорогой листовой резкой металла является та, которая выполняется по заготовленному контуру резки. В этом случае используется станок ЧПУ, услуги которого как раз и оплачиваются не дешево!
Кстати, если вам необходимо выполнить не резку, а вырезание, то в некоторых случаях намного проще и дешевле будет использовать именно нож для резки металла, а не газовый резак. Более подробно по этому поводу вы можете узнать непосредственно у мастера, которому желаете доверить выполнение работы.
Сейчас многими предприятиями предлагается газовая резка металла с выездом.
Вот она, оценивается по следующим параметрам:
- металл, с которым необходимо будет работать;
- сложность выполнения работы;
- используемый резак.
Кстати, рекомендуется самостоятельно покупать баллоны с газом! Многие компании его продают по слишком завышенной стоимости (порядка 1000 рублей за баллон ацетилена, хотя его рыночная стоимость – порядка 400 рублей).
Также учитывается, сколько работа будет требовать времени. В среднем, час работы мастера оплачивается примерно в 300 рублей. Вот заранее можете и подсчитать, во сколько вам обойдутся услуги по резке металла!
Ну и напоследок следует рассказать о тех случаях, когда выполняется некачественная работа. Очень часто многие используют вместо ацетилена – его дешевый аналог пропан или пропилен. Или же пользуются более дешевыми резаками, чем были ими же заявленные.
К примеру, вместо Р2-01 используется Р1-01 или тому подобное. Это, кстати, самая частая проблема! Отличить эти два резака между собой можно при помощи визуального осмотра.
У модели Р1-01 сдвоенное сопло с золотым креплением (золотистого цвета), а вот в Р2-01 – стальное крепление (имеет черный или медный оттенок).
Кстати, стоит резак Р1-01 не так уж и дорого, так что можете его даже приобрести! Средняя стоимость – в пределах 900-1000 рублей за штуку. Ну, конечно же, необходимо будет приобрести два баллона – с кислородом и нагревателем, ну и транспортный воз.
В среднем – весь комплект вам обойдется в 3000 рублей, не дороже. Его достаточно будет для 3 часов резки металла. Для домашних потребностей – это более, чем достаточно.
И при работе с газовым резаком, обязательно соблюдайте правила безопасности! А это – использование защитной маски, комбинезона и перчаток. Перчатки – обязательный элемент!
Оборудование и аппаратура для кислородной резки
Пост для ручной кислородной резки изображен на рис. 3.10. Кислородные баллоны служат для хранения и транспортировки сжатого кислорода. Как правило, они имеют водяной объем от 0,4 до 50 дм 3 , но наиболее распространены баллоны на 40 дм 3 . В наполненном баллоне кислород находится под давлением 15 МПа. При этом давлении и температуре 293 К в баллоне с водяным объемом 40 дм 3 содержится около 6 м 3 кислорода. Такой баллон имеет массу около 60 кг. Кислородные баллоны окрашены в голубой цвет и имеют надпись черной краской «кислород». В использованном кислородном баллоне остаточное давление не менее 0,05 МПа.

Рис. 3.10. Пост для ручной кислородной резки:
1 — кислородный баллон, 2 — кислородный редуктор, 3 — шланги, 4 — резак, 5 — ацетиленовый баллон
Ацетиленов не баллоны служат для хранения и транспортировки растворенного ацетилена. Ацетиленовые баллоны заполняют специальной пористой массой (активным углем), пропитанной ацетоном. Ацетилен растворяется в ацетоне и становится взрывобезопасным при значительном давлении. Предельно допустимое давление внутри наполненного баллона 1,9 МПа при температуре 293 К. Конструкция ацетиленового баллона аналогична кислородному.
На всех баллонах устанавливают вентили — запорные приспособления, препятствующие выходу газа из баллона. Вентиль необходим также для присоединения к баллону редуктора или наполнительной рампы. В кислородном вентиле металлические части, непосредственно соприкасающиеся с кислородом, обычно изготовляют из латуни.
Кислород и горючий газ к рабочим местам подают под высоким давлением от баллонов или под рабочим давлением от магистральных трубопроводов. Понижение давления до рабочего и поддержание его постоянным в процессе работы производится редукторами. По роду газа редукторы разделяют на кислородные, ацетиленовые и др. Кислородные редукторы рассчитаны на рабочее давление 0,05—1,5 МПа и пропускную способность 7,5—60,0 м 3 /ч, ацетиленовые— 0,01—0,12 МПа и 3,0—5,0 м 3 /ч соответственно. Для подачи газов в магистрали применяют рамповые редукторы. Принцип их действия не отличается от баллоновых. Корпус редукторов окрашивают в различные цвета: кислородных — в голубой, ацетиленовых — в белый, пропанбутановых — в красный.
У каждого рабочего поста от трубопроводов кислорода и горючего газа делают отводы. На отводе от кислородопровода устанавливают запорный вентиль и редуктор, а на отводе горючего газа — вентиль и водяной затвор. Отводы вместе со смонтированной на них аппаратурой необходимо закрывать металлическими шкафчиками.
Рукава для ацетилена рассчитаны на рабочее давление 0,63 МПа, а для кислорода — не более 2,1 МПа. При недостаточной длине рукавов разрешается соединять отдельные их отрезки (не короче 3 м) с помощью специальных ниппелей (латунных — для кислорода и стальных — для ацетилена), закрепляемых на рукаве винтовыми хомутами. Ацетиленовый рукав снаружи должен быть окрашен в красный цвет, а кислородный — в синий. Рукава осматривают и испытывают один раз в месяц.
Предохранительные затворы предназначены для зашиты ацетиленовых трубопроводов от проникновения в них пламени при обратном ударе, а также кислорода из горелки и атмосферного воздуха. В предохранительном затворе марки ЭСП-8 при нормальной работе (рис. 3.11, а) ацетилен через газоподводящую трубку 1 и шариковый клапан 2 проходит в корпус 3 затвора, заполненный водой или незамерзающей жидкостью до уровня контрольного краника 6, и через ниппель 5 поступает в горелку. В случае обратного удара (рис. 3.11,6) взрывная волна гасится в узком кольцевом зазоре между стенкой затвора и диском-отражателем 4 (см. рис. 3.11, а), давление в затворе резко повышается, в результате обратный клапан 2 под давлением жидкости закрывается, прекращая дальнейшее поступление ацетилена. Предохранительные затворы осматривают и испытывают один раз в месяц.

Рис. 3.11. Схема работы предохранительного безмембранного жидкостного затвора закрытого типа
Резак служит для смешивания кислорода и горючего газа, образования подогревающего пламени и подачи чистого кислорода в зону реза. Наиболее распространены в судостроении резаки типа «Пламя», работающие на ацетилене (рис. 3.12). В таком резаке для регулирования подачи газа служит вентиль 4, а для подачи режущего кислорода — вентиль 1. Инжектор 5 установлен перед смесительной камерой 6. К головке резака горючая смесь подается по трубке 9, а режущий кислород — по трубке 10. В головку резака ввертывают внутренний 7 и наружный 8 мундштуки. Горючий газ, поступая из шланга через вентиль в инжектор, засасывается в смесительную камеру струей кислорода, где образуется горючая смесь, поступающая в кольцевой зазор, образованный внутренним и наружным мундштуками. При зажигании эта смесь воспламеняется и дает подогревающее пламя. Режущий кислород подается через осевое отверстие внутреннего мундштука. Резаки периодически проверяют в мастерской (а где ее нет—слесарями, имеющими на это право) на подсос, плотность и горение. Проверке подвергают каждый резак.

Рис. 3.12. Устройство резака для кислородной резки:
1 — вентиль режущего кислорода, 2 —вентиль подогревающего кислорода, 3 — ниппель для присоединения шлангов, 4 — вентиль ацетилена, 5 — инжектор, 6 — смесительная камера, 7 — внутренний мундштук, 8—наружный мундштук, 9 — трубка горючей смеси, 10 — трубка режущего кислорода
Резка металла кислородом - сущность процесса
Кислородная резка металла – это термический способ разрезания металла с помощью газового пламени. В подаваемой струе кислорода разрезаемый металл сгорает, одновременно с этим процессом сгорают и выделяемые оксиды. Для поддержания стабильного процесса используют горючие газы – ацителен, пропан-бутановую смесь, МАФ, а также в отдельных случаях – пары бензина и керосина. Время нагрева газа для низкоуглеродистой стали полностью зависит от толщины заготовки. Для эффективной резки металл должен быть с низким коэффициентом теплопроводности.
Технология кислородной резки
- • скоростная, нормальная и кислородно-флюсовая, предназначены для прямолинейной и фигурной резки;
- • строжка поверхности и канавок, обточка – используют в поверхностных обработках;
- • кислородное копье и струя – применяют в сверлении и прожигании.
Резка металла кислородом под водой
Данный вид обработки используется только при необходимости проведения специальных операций: спасательных, строительных, аварийных, подъемных. Резаком для подводной резки можно кроить стальные сплавы толщиной до 70 мм, находясь при этом на глубине до 30 м. Бензокислородный резак может работать со сталью, толщина которой достигает 100 мм.
По типу разреза подразделяются на:
Особенности кислородной резки труб
Ручной способ кислородного раскроя применяется для обработки торцов трубопровода перед сварочными работами, для удаления дефектов. Операция может выполняться в любом пространственном положении. Для ее выполнения применяют вставные и универсальные резаки. Настройка режима зависит от толщины обрабатываемого изделия.
Классификация оборудования для резки кислородом
По способу обработки резка бывает ручная и механизированная. Существуют ручные резаки, работа которых характеризуется достаточно высокой точностьюю Они подразделяются на универсальные, специальные, для фигурного и прямого раскроя. При необходимости обработки больших объемов металла рационально использовать переносные аппараты "Гугарк", большие партии одинаковых изделий успешно вырезаются с помощью шарнирных машин АСШ-86. Промышленные предприятия чаще всего используют портально-консольные устройства.
Особенности рабочего процесса
Резка, как и другой рабочие процесс, требует внимательности и соблюдения техники безопасности:
- • запрещено проводить подогрев металла одним только сжиженным газом;
- • запрещено использовать жидкое горючее в газосварочных работах;
- • при работе в закрытых помещениях должны быть предусмотрены вентиляционные системы;
- • баллоны с сжиженным газом должны располагаться на расстоянии не менее 5 м от газосварочных работ.
Как подготовить поверхность перед резкой
Перед проведением раскроя металла кислородом необходимо очистить поверхность от коррозии, грязи, масляных пятен и окалин. Если резка выполняется вручную, достаточно всего лишь очистить место реза плазменным резаком. Если процесс механизирован, то листы правят на вальцовочных аппаратах, а очищают с помощью химических или дробеструйных работ.
Читайте также: