Ажурное литье из металла
Обновлено: 04.10.2024
Олово теперь стало привычным металлом, но в XVI–XVII веках оно вывозилось в Россию из других стран и ценилось довольно высоко. Тонким слоем олова покрывали железные изделия, чтобы предохранить их от ржавчины. Из серебристого легкоплавкого металла отливали русские мастера посуду с рельефными украшениями. Поверхность изделий из мягкого, податливого олова легко обрабатывалась резцом. Поэтому отлитые изделия часто украшались гравированными орнаментами и надписями затейливой старославянской вязью. Много образцов оловянной посуды хранится в Историческом музее в Москве (см. рис. 2.19, фрагмент деревянной рамы).
Из-за хрупкости олова ажурное литье из него применялось чаще всего в тех случаях, когда отливки крепились на основании из более прочного материала, например на дереве. Отлитые в мастерских ажурные полоски и бляшки с низким узорным рельефом набивали мелкими гвоздиками на стенки деревянных ларцов и рам для зеркал. Иногда для большей декоративности под ажурные оловянные пластины подкладывали ярко окрашенную слюду, а сам узор золотили. Так отделаны деревянные панели Благовещенского собора Московского Кремля.
Технология старинного способа украшения изделий ажурными оловянными пластинками довольно проста и не требует сложного оборудования. Вы можете декорировать ларцы, шкатулки, настенные панно из дерева и металла.

Рис. 2.19. Фрагмент деревянной рамы, отделанной оловом. XVII век. Государственный Исторический музей, Москва.
При разработке эскиза, особенно для настенного панно интерьера, желательно использовать не только традиционные растительные мотивы, но и стилизованные изображения архитектурных сооружений, зверей, птиц, рыб, насекомых. В эскизе нужно заранее учитывать технологические особенности ажурного литья, следить за тем, чтобы все элементы будущего рельефа, соприкасаясь, образовывали монолитную ажурную решетку. Если предполагаете украсить крупные изделия, рельеф на эскизе следует разделить на несколько частей и потом отливать каждую отдельно.
Любой узор состоит из повторяющихся элементов, так называемых раппортов. Достаточно изготовить литейную форму для одного такого раппорта, чтобы потом в ней отлить последовательно весь узор. Из двух-трех раппортов можно составить более сложный узор. Литейная форма в этих случаях для каждого раппорта изготовляется отдельно (рис. 2.20).
Эскиз нужно делать на тонкой бумаге, с которой будет проще перевести изображение на материал для формы.
Отливку производят в глиняной или гипсовой форме. Глину нужно хорошо отмутить, то есть удалить из нее посторонние примеси. Широко известен способ отмучивания глины в воде. Разведенной в воде глине дают отстояться – песок и щебенка опускаются на дно, а травинки и щепки поднимаются на поверхность. Осторожно слив воду, снимают верхний слой глины. Подсушенную глину пускают в дело.
Есть и другой, менее известный способ отмучивания. Куски глины высушивают на солнце или в помещении, а затем толкут в ступе. Растолченную в порошок глину просеивают через мелкое сито, в котором остаются посторонние примеси. По мере необходимости глиняный порошок растворяют в воде, получив массу любой вязкости.
Формы для небольших отливок из металла можно изготовить из жирной глины, для более крупных – из тощей, в которую добавлено небольшое количество мелкого речного песка. Чтобы глина была однородной, в течение нескольких минут тщательно разминайте ее руками. Затем из хорошо промятой глины слепите прямоугольную плиту по размерам отливки, с небольшим припуском на поля. В зависимости от размеров толщина плиты будет колебаться от одного до двух сантиметров.
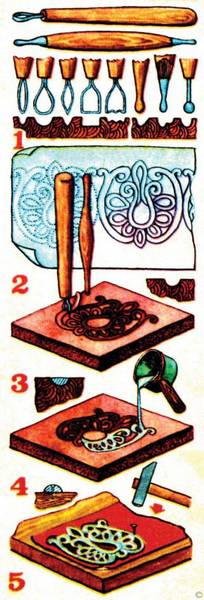
Рис. 2.20.: 1 – стеки и лощильники; 2 – эскиз ажурного узора бляшки; 3 – вырезание формы и лощение; 4 – заливка металла; 5 – крепление бляшки на деревянную основу. Художник Г. Я. Федотов.
Если плита для формы выполняется из гипса, то ее нужно формовать с помощью деревянной рамки-опалубки (см. параграф «Барельефное литье»), полотно прилегающей к ровной поверхности стола. Разведите гипс чистой водой до вязкости сметаны и заполните доверху рамку-опалубку. Резать литейную форму можно будет только после того, как схватится гипс, но не затвердеет. Во время работы затвердевший гипс время от времени слегка сбрызгивайте чистой водой из пульверизатора.
Резать литейную форму удобно специальными стеками, наконечники которых можно сделать из старой спиральной пружины. Пружину отпустите в муфельной печи или на огне и разрежьте ножницами на полосы шириной 2–3 мм. Заточив у каждой полоски одну из сторон, согните их, как показано на рис. 2.20, позиция 1. Затем, закалив, вставьте в отверстия, заранее просверленные в деревянных рукоятках. Стеки нужно изготовить не только различной конструкции, но и различных размеров. Чем больше разных стеков, тем удобнее работать.
Кроме стеков потребуются скальпель и лощильники. Лощильники можно вырезать из плотной древесины твердых пород: самшита, груши, яблони, бука, клена или березы. Лощильники нужно пропитать горячим льняным маслом или натуральной олифой (рис. 2.20, позиция 2).
Когда масло или олифа высохнут, рабочие части лощильников, имеющие в основном шаровидную форму, нужно отшлифовать до блеска мелкозернистой наждачной бумагой.
Лощильники будут более надежными, если их рабочую часть выточить из стали, латуни или алюминия на токарном станке. Хорошие наконечники лощильников можно сделать из шариков от подшипников. Различной величины шарики приварите к металлическим стержням, которые затем насадите на деревянные рукоятки. Лощильниками уплотняют и выглаживают стенки формы до получения глянцевитого блеска.
Переводить рисунок на плиту и резать форму можно только при таком состоянии материала, когда глина подсохнув, станет достаточно твердой, но не утратит способности легко резаться. Рисунок на гипсовую плиту перенесите способом припороха, а на глиняную – передавливанием. Чтобы переведенный рисунок был более четким, обведите его концом шила или иглы (см. рис. 2.20, позиция 2).
Литейная форма, вырезаемая на плите, представляет собой обратный рельеф. Каждому углублению в литейной форме будет соответствовать выступ рельефа на отливке.
Вырезав форму, следите за тем, чтобы срезы были четкими и чистыми. Качество резьбы во многом зависит от состояния формовочного материала. Слишком влажная глина прилипает к инструментам, а сухая, наоборот, крошится. Форму начинайте резать широкими стеками, а заканчивайте более узкими. Некоторые особо мелкие детали удобно вырезать кончиком скальпеля.
Закончив вырезать форму, смахните кистью попавшие в нее глиняные крошки и обработайте стенки лощильниками (см. рис. 2.20, позиция 3).
Готовую литейную форму можно залить не только расплавленным оловом, но и сплавом олова со свинцом (третником), оловянным припоем. Если нет муфельной печи и графитного тигля, металл довольно легко расплавить на газовой или электрической плите в жестяной банке. Чтобы не обжечь руки, прикрепите к банке толстой проволокой деревянную ручку.
Расплавленный металл должен заполнить все мельчайшие углубления формы. Чтобы металл быстро не остывал и долго сохранял текучесть, необходимую для заполнения формы, плиту с формой нужно предварительно нагреть. Нагретую плиту положите строго горизонтально на обитый жестью стол и осторожно влейте в форму расплавленный металл (см. рис. 2.20, позиция 4).
Помните: работать необходимо в рукавицах и защитных очках, в хорошо проветриваемом помещении!
Извлечь отлитый рельеф из литейной формы можно только когда металл остынет, слегка поддев его кончиком скальпеля. Рельеф будет значительно легче отделяться от формы, если перед заливкой форму слегка присыпать тальком или графитовой пудрой. Графитовую пудру можно приготовить из стержня простого карандаша, измельчив его в ступке, а затем просеяв через мелкое сито.
Остывая, металл дает усадку, но она настолько незначительна, что практического значения при ажурном литье не имеет.
Когда будут отлиты все элементы узора, можно приступить к их монтажу на украшаемом изделии. Ажурные бляшки и полоски крепят на деревянной основе мелкими гвоздиками. В нескольких точках каждой бляшки или полосы просверлите сквозные отверстия по диаметру гвоздиков, предусмотрев углубления под шляпки.
Под ажурное литье можно подложить яркую цветную бумагу или фольгу.
Старые мастера не маскировали шляпки гвоздей, но при желании вы можете это сделать. На каждую шляпку положите небольшой кусочек канифоли. Нагретым паяльником осторожно наплавьте олово на заглубленную шляпку. Когда олово остынет, зачистите мелкозернистой наждачной бумагой этот участок рельефа. После того как все бляшки и полосы будут прибиты, их можно спаять в местах стыка. Узор будет казаться монолитным.
Если ажурные отливки вы предполагаете крепить на металлической основе, например на медном или стальном листе, то припаяйте их к основе в нескольких точках паяльником. Эффектно выглядит ажурный узор на стали, меди или латуни, предварительно декорированных патинированием. Если ажурное литье выполнено из чистого олова, патинировать металлический фон различными химикатами можно и после монтажа: олово не вступает в реакцию с патинирующими растворами, в то время как сталь или медь приобретает определенную окраску.

Рис. 2.21. Настенное панно. Керамика, олово, фольга. Современная работа.
Прикреплять ажурные отливки к металлу можно и более надежным способом. Наложите отлитое ажурное изделие на лист стали или меди, предварительно покрытой слоем декоративной патины. Просверлите сквозные отверстия одновременно на отливке и металлическом листе. Затем вставьте в отверстия кусочки медной проволоки и припаяйте их концы к отливке, тщательно замаскировав место спайки. Выступающие концы проволок загните с обратной стороны листа и тоже припаяйте.
Небольшую ажурную отливку можно приклеить эпоксидной смолой или другим клеем к керамической плитке, предварительно украсив фольгой (см. рис. 2.21).
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Литье
Литье Литейное дело – одно из самых древних ремесел, оно известно на Руси уже несколько тысячелетий. В те далекие времена, когда литейное производство только-только появилось, литейщики использовали глиняные формы, причем модель делали из воска.Пик развития литейного
2. Литье как основной элемент изготовления сложнопрофильных ювелирных украшений
2. Литье как основной элемент изготовления сложнопрофильных ювелирных украшений Способы изготовления художественных изделий из металлов весьма многообразны, а технология их производства может быть как простой, так и достаточно сложной.Ювелирные украшения (кольца,
Раздел II Художественное литье: чугун и цветные металлы
Раздел II Художественное литье: чугун и цветные металлы О природе вещей «…металлам, расплавленным жаром, может даны быть фигура и форма какая угодно» Лукреций
2.2. Каслинское литье
2.2. Каслинское литье Производство художественных изделий из чугуна – садовой мебели, решеток, надгробий, скульптуры, бытовых предметов производилось на чугунолитейном заводе в городе Касли. При их изготовлении используются сложные технологии формовки и отливки изделий
2.3. Нижнетагильское медное и бронзовое литье
2.3. Нижнетагильское медное и бронзовое литье Федор Звездин, один из выдающихся уральских литейщиков. Его работы часто экспонировались на выставках в России, и время, к счастью, не уничтожило их. Они сохранились и демонстрируются в различных музеях страны.Федор Звездин,
2.4. Оловянное литье. Технико-технологические сведения
2.4. Оловянное литье. Технико-технологические сведения Литье из олова известно человечеству с древнейших времен. Еще за шесть тысяч лет до нашей эры в Египте лили из олова украшения. Упоминания об этом металле встречается в древнеиндийской, греческой, римской литературах.
2.9. Барельефное литье
2.9. Барельефное литье Характерной особенностью барельефного литья является определенная высота рельефа над фоном – она не превышает обычно 1/3 плоскостных размеров изделия.Работа начинается с изготовления модели из пластилина. Удобнее всего лепить на стекле или
2.11. Объемное литье
2.11. Объемное литье В отличие от барельефного и ажурного с помощью объемного литья можно получить выгнутые рельефы, кольца и перстни с орнаментом по всему периметру (см. рис. 2.14, 2.15, 2.16 и 2.18). Также изготовляются и полнообъемные фигуры.Технологию объемного литья мы опишем на
2.12. Литье небольшой шкатулки
2.12. Литье небольшой шкатулки Олово довольно дорогой металл. Поэтому его в художественном литье стараются заменить другими металлами или сплавами с низким содержанием олова.Очень широко в литейном деле используют медные сплавы. В первую очередь это латунь – сплав меди с
Литье
Литейное дело – одно из самых древних ремесел, оно известно на Руси уже несколько тысячелетий. В те далекие времена, когда литейное производство только-только появилось, литейщики использовали глиняные формы, причем модель делали из воска.
Пик развития литейного ремесла в Древней Руси приходится на XII–XIII века. В это время появляются уже двусторонние формы с разветвленными литниковыми системами, с помощью которых изготавливали самые разнообразные изделия: посуду, металлические украшения, наконечники для стрел и копий. И уже к XIV веку на Руси овладели техникой литья бронзовых пушек – это явилось немаловажным событием в истории молодого государства.
В XV веке для литья труб и гирь стали использовать чугун, а в XVI веке, наряду с бронзой и чугуном, применять также и смесь из сырого кварцевого песка, глины и овечьей шерсти.
С течением времени постепенно развивалось и литейное производство. Позднее появилась сталь. В связи с тем что потребности населения в изделиях из металла возрастали, литейное производство значительно совершенствовалось, усложнялось. В это время появились даже научные труды по технологии отлива из металла.
В России родоначальниками науки о литье традиционно принято считать ученых-металлургов: Аносова П. П., Чернова Д. К. и Лаврова А. С.
2.10. Ажурное литье
2.10. Ажурное литье Олово теперь стало привычным металлом, но в XVI–XVII веках оно вывозилось в Россию из других стран и ценилось довольно высоко. Тонким слоем олова покрывали железные изделия, чтобы предохранить их от ржавчины. Из серебристого легкоплавкого металла отливали
2.9. Барельефное литье
Характерной особенностью барельефного литья является определенная высота рельефа над фоном – она не превышает обычно 1/3 плоскостных размеров изделия.
Работа начинается с изготовления модели из пластилина. Удобнее всего лепить на стекле или пластмассе (рис. 2.17, позиция 2). Готовая модель, например, барельеф декоративной решетки или барельефное изображение человека, животного, заливается раствором гипса. Готовить его очень удобно в резиновой чаше (срезанный на 1/3 резиновый мяч); в нее засыпают такое количество гипса, чтобы его вершинка слегка выступала над залитой в чашу водой. В перемешенном виде раствор должен по густоте напоминать жидкую сметану.
Первый слой гипса наносят на модель кисточкой, не допуская образования пузырьков воздуха в углублениях; затем модель помещается в ограждающую рамку (опоку), которая не позволит гипсу растечься при заливке всего объема (рис. 2.17, позиция 3). Через 10–15 минут гипс затвердеет и слепок (полуформа) с модели готов. Пластилин удаляют стеком под струей теплой воды.
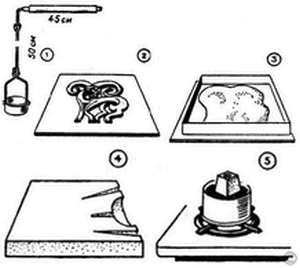
Рис. 2.17.: 1 – центрифуга; 2 – формовка кулона; 3 – заливка гипсом; 4, 5 – прокалка (сушка) формы на газовой плите.
При помощи этой же опоки отливают вторую полуформу – цельную пластину из гипса. На ее гладкой стороне прорезают литники и выпоры (рис. 2.17, позиция 4). литниками называются отверстия, по которым металл заполняет форму. Выпоры – вспомогательные отверстия, по ним под давлением расплавленного металла воздух и литейные газы выходят из пустот формы.
Обе полуформы складывают вместе и обвязывают мягкой медной проволокой, шов заливают гипсом. В верхней торцевой части полуформ делают воронку (от дна которой начинается литник), в не будет заливаться расплавленное олово или третник. Готовую гипсовую форму сушат на очень слабом огне газовой плиты примерно около 3 часов при температуре не более 150–200 °C (рис. 2.17, позиция 5). Нужно следить, чтобы сушка шла медленно, иначе форма может разрушиться.
После того как изготовление формы заканчивается, можно приступить к литью. Оно начинается с расплавления металла. Для получения качественной отливки важно выдержать оптимальную температуру расплава. Признаком достижения нужной температуры служит пленка соломенно-желтого цвета, образовавшаяся на поверхности жидкого олова. Расплав такой температуры и следует заливать в форму. Пренебрежение этими требованиями отрицательно скажется на отливке: недогретый металл даст смазанный отпечаток, перегретый (более 360 °C) – перекристаллизует гипс формы, и пары кристаллизованной воды оставят раковины на поверхности отливки.
Остывшую форму помещают в чашу центрифуги, быстро заливают металл и начинают энергично вращать центрифугу в вертикальной плоскости. Под действием центробежных сил расплавленный металл заполнит все мельчайшие углубления формы. Если модель не имеет мелких деталей и значительных углублений, можно обойтись без центрифуги.
Вращение центрифуги продолжается не более полминуты. За это время металл кристаллизуется и застывает. Как только олово в форме застынет, форму опускают в миску с водой. Размокший гипс легко удаляется, и отливка освобождается, с нее срубают весь лишний металл: литники, выпоры и т. д. Если отливка получилась с дефектами – раковинами, недоливами, – нехватку металла можно восполнить с помощью электропаяльника мощностью 80 Вт.
Затем приступают к окончательной отделке. То, что не удалось сделать в пластилине, доводят теперь на металле. Отливку крепят сургучом на деревянной пробке или дощечке и зажимают ее в тиски. Обработку отливки ведут шаберами, чеканами, штихелями (см. далее главы: «Чеканка» и «Гравирование»).
В процессе обработки олово приобретает блеск, и блики мешают видеть форму. Убрать их можно тонированием раствором медного купороса. Купорос придает изделию серовато-черный оттенок, напоминающий старое серебро. После окончательной полировки тонировку нужно сохранить в углублениях. Таким приемом удается еще больше подчеркнуть рельефность. Изделия, выполненные при помощи барельефного литья можно отделать плавленым бисером, инкрустировать жемчугом, эмалевыми вставками (см. рис. 2.14– 2.16 и 2.18).
Нередко, чтобы уменьшить вес изделия и получить тонкостенную отливку (она меньше подвержена усадочным раковинам), пластилин из первой полуформы удаляют частично, сохраняя только лицевую оболочку толщиной 2–3 мм. Вторая полуформа должна быть выпуклой и соответствовать пустотам на полях первой половины делают полукруглые замковые лунки, а затем вместе с пластилином смазывают ее растительной смазкой – скипидарной мастикой или мыльной пеной. Вторая полуформа отливается на разделительную смазку поверх первой полуформы. Затем полуформы разнимают и удаляют пластилин. На второй полуформе прорезают литники и выпоры, и на обеих режется литниковая воронка.

Рис. 2.18. Кулон. Инкрустирован плавленым бисером. Автор И. Малаховский.
Форма для отливки медалей изготовляется примерно так же (см. главу «Басма»). Нужно только во время литья размещать ее не строго вертикально, а наклонно, под углом 30–40°. При таком положении отливка медалей идет качественнее.
Ажурное литье из металла

Олово теперь стало привычным металлом, но в XVI—XVII веках оно вывозилось в Россию из других стран и ценилось довольно высоко. Тонким слоем олова покрывали железные изделия, чтобы предохранить их от ржавчины. Из легкоплавкого серебристого металла отливали русские мастера посуду с рельефными украшениями. Поверхность изделий из мягкого, податливого олова легко обрабатывалась резцом. Поэтому отлитые изделия часто украшались гравированными орнаментами и надписями затейливой старославянской вязью. Много образцов оловянной посуды хранится в Историческом музее в Москве.
Из-за хрупкости олова ажурное литье из него применялось чаще всего в тех случаях, когда отливки крепились на основании из более прочного материала, например на дереве. Отлитые в мастерских ажурные полоски и бляшки с низким узорным рельефом набивали мелкими гвоздями на стенки деревянных ларцов и рам для зеркал. Иногда для большей декоративности под ажурные оловянные пластины подкладывали ярко окрашенную слюду, а сам узор золотили. Так отделаны деревянные панели Благовещенского собора Московского Кремля.
Технология старинного способа украшения изделий оловянными ажурными пластинками довольно проста и не требует сложного оборудования. Вы можете декорировать ларцы, шкатулки, настенные панно из дерева и металла.
При разработке эскиза, особенно для настенного панно, желательно использовать не только традиционные растительные мотивы, но и стилизованные изображения архитектурных сооружений, машин, зверей, птиц, рыб, насекомых. В эскизе нужно заранее учитывать технологические особенности ажурного литья, следить за тем, чтобы все элементы будущего рельефа, соприкасаясь, образовывали монолитную ажурную решетку. Если предполагаете украсить крупные изделия, рельеф на эскизе следует разделить на несколько частей и потом отливать каждую отдельно. Любой узор состоит из повторяющихся элементов, так называемых раппортов. Достаточно изготовить литейную форму для одного такого раппорта, чтобы потом в ней отлить последовательно весь узор. Из двух-трех раппортов можно составить более сложный узор. Литейная форма в этих случаях для каждого раппорта изготовляется отдельно. Эскиз нужно делать на тонкой бумаге, с которой будет просто перевести изображение на материал для формы.
Отливку производят в глиняной или гипсовой форме. Глину нужно хорошо отмутить, то есть удалить из нее посторонние примеси. Широко известен способ отмучивания глины в воде. Разведенной в воде глине дают отстояться — песок и щебенка опускаются на дно, а травинки и щепки поднимаются на поверхность. Осторожно слив воду, снимают верхний слой глины.
Подсушенную глину пускают в дело.
Есть и другой, менее известный способ отмучивания. Куски глины высушивают на солнце или в помещении, а затем толкут в ступе. Растолченную в порошок глину просеивают через мелкое сито, в котором остаются посторонние примеси. По мере необходимости глиняный порошок растворяют в воде, получая массу любой вязкости.
Но, пожалуй, самый простой способ отмучивания глины был изобретен в Японии. Правда, применялся он только зимой. В ясную морозную погоду комки глины клали на солнце. Влага, находящаяся в глине, замерзала. Лед на солнце быстро испарялся, не переходя в воду, а глиняные комья постепенно осыпались, превращаясь в порошок. Порошок просеивали и, смешав с золой, получали лишенный примесей глиняный раствор.
Формы для небольших отливок можно изготовлять из жирной глины, для более крупных — из тощей, в которую добавлено небольшое количество мелкого речного песка. Чтобы глина была однородной, в течение нескольких минут тщательно разминайте ее руками. Затем из хорошо промятой глины слепите прямоугольную плиту по размерам отливки, с небольшим припуском на поля.
В зависимости от размеров толщина плиты будет колебаться от одного до двух сантиметров.
Если плита для формы выполняется из гипса, то ее нужно формовать с помощью деревянной рамки-опалубки, плотно прилегающей к ровной поверхности стола. Разведите гипс чистой водой до вязкости сметаны и заполните доверху рамку-опалубку. Резать литейную форму можно будет только после того, как гипс схватится, но не затвердеет. Во время работы затвердевший гипс время от времени слегка сбрызгивайте чистой водой из пульверизатора.
Резать литейную форму удобно специальными стеками, наконечники которых можно сделать из старой спиральной пружины.
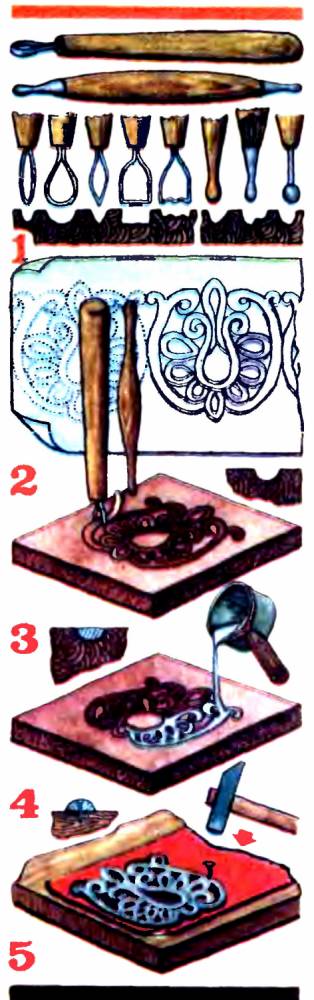
1 — стеки и лощильники; 2 — эскиз ажурного узора бляшки; 3 — вырезание формы и лощение; 4 — заливка металла; 5 — крепление бляшки на деревянную основу
Пружину отпустите в муфельной печи или на огне и разрежьте ножницами на полосы шириной 2—3 мм. Заточив у каждой полоски одну из сторон, согните их, как показано на рисунке. Затем, закалив, вставьте в отверстия, заранее просверленные в деревянных рукоятках. Стеки нужно изготовить не только различной конфигурации, но и различных размеров. Чем больше разных стеков, тем удобнее работать.
Кроме стеков, потребуются скальпель и лощильники. Лощильники можно вырезать из плотной древесины твердых пород: самшита, груши, яблони, бука, клена или березы. Готовые лощильники нужно пропитать горячим льняным маслом или натуральной олифой.
Когда масло или олифа высохнут, рабочие части лощильников, имеющие в основном шаровидную форму, нужно отшлифовать до блеска мелкозернистой наждачной бумагой. Лощильники будут более надежными, если их рабочую часть выточить из стали, латуни или алюминия на токарном станке. Хорошие наконечники лощильников можно сделать из шариков от подшипников.
Различной величины шарики приварите или припаяйте к металлическим стержням, которые затем насади те на деревянные рукоятки. Лощильниками уплотняют и выглаживают стенки формы до получения глянцевитого блеска.
Переводить рисунок на плиту и резать форму можно только при таком состоянии материала, когда глина, подсохнув, станет достаточно твердой, но не утратит способности легко резаться. Рисунок на гипсовую плиту перенесите способом припороха, а на глиняную — передавливанием. Чтобы переведенный рисунок был более четким, обведите его концом шила или иглы.
Литейная форма, вырезаемая на плите, "представляет собой обратный рельеф. Каждому углублению в литейной форме будет соответствовать выступ рельефа на отливке.
Вырезая форму, следите за тем, чтобы срезы были четкими и чистыми. Качество резьбы во многом зависит от состояния формовочного материала. Слишком влажная глина прилипает к инструментам, а сухая, наоборот, крошится. Форму начинайте резать широкими стеками, а заканчивайте более узкими. Некоторые особо мелкие детали удобно вырезать кончиком скальпеля.
Закончив вырезать форму, смахните кистью попавшие в нее глиняные крошки и обработайте стенки лощильниками.
Готовую литейную форму можно заливать не только расплавленным оловом, но и сплавом олова со свинцом, оловянным припоем.
Если нет муфельной печи и графитного тигля, металл довольно легко расплавить на газовой или электрической плите в жестяной банке. Чтобы не обжечь руки, прикрепите к банке толстой проволокой деревянную ручку. Для ручки больше подойдет древесина мягких пород дерева с низкой теплопроводностью — осины или липы.
Расплавленный металл должен заполнить все мельчайшие углубления формы. Чтобы металл быстро не остывал и долго сохранял текучесть, необходимую для равномерного заполнения формы, плиту с формой нужно предварительно нагреть. Нагретую плиту положите строго горизонтально на обитый жестью стол и осторожно влейте в форму расплавленный металл.
Помните: работать необходимо в рукавицах и защитных очках, в хорошо проветриваемом помещении.
Извлечь отлитый рельеф из литейной формы можно только когда металл совсем остынет, слегка поддев его кончиком скальпеля.
Рельеф будет значительно легче отделяться от формы, если перед заливкой форму слегка присыпать тальком или графитовой пудрой. Графитовую пудру можно приготовить из стержня простого карандаша, измельчив его в ступке, а затем просеяв через мелкое сито.
Когда будут отлиты все элементы узора, можно приступать к их монтажу на украшаемом изделии. Ажурные бляшки и полоски крепят на деревянной основе мелкими гвоздями. В нескольких точках каждой бляшки или полосы просверлите сквозные отверстия по диаметру гвоздиков, предусмотрев углубления под шляпки.
Старые мастера не маскировали шляпки гвоздей, но при желании вы можете это сделать. На каждую шляпку положите небольшой кусочек канифоли. Нагретым паяльником осторожно наплавьте олово на заглубленную шляпку. Когда олово остынет, зачистите мелкозернистой наждачной бумагой этот участок рельефа.
После того как все бляшки и полосы будут прибиты, их можно спаять в местах стыка. Узор будет казаться монолитным.
Если ажурные отливки вы предполагаете крепить на металлической основе, например на медном или стальном листе, то припаяйте их к основе в нескольких точках паяльником. Эффектно выглядит ажурный узор на стали, меди или латуни, предварительно декорированных патинированием. Если ажурное литье выполнено из чистого олова, патинировать металлический фон различными химикатами можно и после монтажа: олово не вступает в реакцию с патинирующими растворами, в то время как фон из стали или меди приобретает определенную окраску.
Прикреплять ажурные отливки к металлу можно и более надежным способом. Наложите отливку на лист стали или меди, предварительно покрытый слоем декоративной патины. Просверлите сквозные отверстия одновременно на отливке и металлическом листе. Затем вставьте в отверстия кусочки медной проволоки и припаяйте их концы к отливке, тщательно замаскировав место спайки, выступающие концы проволок загните с обратной стороны листа и тоже припаяйте.
Оловянный рельеф имеет красивый серебристый блеск, благодаря которому он контрастно выделяется на темном фоне. Но при желании ему можно придать золотистый оттенок. В этих случаях поверхность оловянного рельефа покрывают одним-двумя слоями масляного лака. Второй слой наносят только после высыхания первого.
Ажурное литье хорошо сочетается с керамикой. Чтобы сделать настенное панно с керамической основой, нужно вылепить из глины плиту с "ковчегом" — углублением, соответствующим высоте рельефа. В местах крепления проткните плиту насквозь использованными спичками. Затем, не вынимая спичек, обожгите плиту в муфельной печи. При обжиге спички сгорят, а на их месте образуются сквозные отверстия. Крепить ажурное литье на керамической плите нужно медной проволокой так же, как и на металлическом листе. Под отдельные части рельефа можно подложить цветную фольгу или подкрасить фон масляными красками.

Фрагмент деревянной рамы, отделанной оловом.
XVII век. Государственный Исторический музей, Москва.

Настенное панно. Керамика, олово, фольга.
Современная работа.
Каслинское литье. Искусство плетения кружева из чугуна
Ажурные статуэтки каслинского завода поражают филигранной работой и точностью деталей. Рассматривать их — сродни медитации. Вот мальчик с удочкой сосредоточенно сжал губы и хмурит брови, пытаясь насадить наживку на невидимую леску. Небольшая фигурка, но можно разглядеть ноготки на пальчиках ребенка, каждую деталь и складку его одежды, пуговку на берете, травинки под босыми ножками… Словно мальчишка вот-вот оживет, доделает свою работу и поскачет ловить карасей.
%20%D0%9A%D0%B0%D1%81%D0%BB%D0%B8%D0%BD%D1%81%D0%BA%D0%BE%D0%B5%20%D0%BB%D0%B8%D1%82%D1%8C%D0%B5.jpg)
%20%D0%A0%D1%8B%D0%B1%D0%B0%D1%87%D0%BE%D0%BA%2C%20%D1%81%D0%BA%D1%83%D0%BB%D1%8C%D0%BF%D1%82%D1%83%D1%80%D0%B0.%20%D0%9A%D0%B0%D1%81%D0%BB%D0%B8%D0%BD%D1%81%D0%BA%D0%BE%D0%B5%20%D0%BB%D0%B8%D1%82%D1%8C%D0%B5.jpg)
Слово «литье» здесь вводит в заблуждение — кажется, что говорят вовсе не о произведениях искусства, а о чем-то… усредненном, штамповке что ли. Но не в случае, если разговор о шедеврах из Касли.
%20%D0%91%D1%8E%D1%81%D1%82%20%D0%90%D0%BB%D0%B5%D0%BA%D1%81%D0%B0%D0%BD%D0%B4%D1%80%D0%B0%20II.jpg)
Что такое каслинское литье
Изящные скульптуры, архитектурные произведения и даже предметы бытового назначения, которые язык не поворачивается назвать тарелками, подсвечниками, подчасниками и вазами, делаются из чугуна и покрываются специальным матовым составом черного цвета. Родина промысла — город Касли (Челябинский регион).
%20%D0%9E%D0%B1%D1%80%D0%B0%D0%B7%D1%86%D1%8B%20%D0%BB%D0%B8%D1%82%D1%8C%D1%8F%2C%20%D0%BC%D1%83%D0%B7%D0%B5%D0%B9%D0%BD%D1%8B%D0%B5%20%D1%8D%D0%BA%D1%81%D0%BF%D0%BE%D0%BD%D0%B0%D1%82%D1%8B.jpg)
Эксклюзивное место, где производятся эти сказочные штуки — Каслинский завод архитектурно-художественного литья.
%20%D0%92%D0%B8%D0%B7%D0%B8%D1%82%D0%BD%D0%B8%D1%86%D0%B0.%20%D0%9D%D0%B0%D1%87%D0%B0%D0%BB%D0%BE%20%D0%BF%D1%80%D0%BE%D1%88%D0%BB%D0%BE%D0%B3%D0%BE%20%D0%B2%D0%B5%D0%BA%D0%B0.%20%D0%9A%D0%B0%D1%81%D0%BB%D0%B8%D0%BD%D1%81%D0%BA%D0%BE%D0%B5%20%D0%BB%D0%B8%D1%82%D1%8C%D0%B5.jpg)
А мировую славу изделиям мануфактуры принесло мастерство ее художников, сумевших грубый и малопривлекательный чугун превратить в волшебные шедевры.
%20%D0%9A%D0%B0%D1%81%D0%BB%D0%B8%D0%BD%D1%81%D0%BA%D0%BE%D0%B5%20%D0%BB%D0%B8%D1%82%D1%8C%D0%B5%2C%20%D0%BF%D0%BE%D0%B4%D1%81%D0%B2%D0%B5%D1%87%D0%BD%D0%B8%D0%BA.jpg)
История промысла
Стоит пару слов сказать об истории промысла. Зародился он в середине XVII века, когда на Урале, богатом природными ресурсами, началась промышленная революция. Регион из слаборазвитого стал превращаться в горнозаводской центр Российской Империи.
Верхнетагильский, Алапьевский и еще более шести десятков металлургических предприятий, из которых лишь чуть более трети были государственными, появились на Урале в период с начала до середины 18 столетия. Большинство принадлежали частным лицам. Среди последних — железоделательный заводик в поселке Касли, построенный на богатых особым формовочным песком и рудой землях, которые приобрел за полторы сотни рублей купец Коробков.
%20%D0%9A%D0%B0%D1%81%D0%BB%D0%B8%D0%BD%D1%81%D0%BA%D0%B8%D0%B9%20%D0%B6%D0%B5%D0%BB%D0%B5%D0%B7%D0%BE%D0%B4%D0%B5%D0%BB%D0%B0%D1%82%D0%B5%D0%BB%D1%8C%D0%BD%D1%8B%D0%B9%20%D0%B7%D0%B0%D0%B2%D0%BE%D0%B4.jpg)
%20%D0%9A%D0%B0%D1%81%D0%BB%D0%B8%D0%BD%D1%81%D0%BA%D0%B8%D0%B9%20%D0%B6%D0%B5%D0%BB%D0%B5%D0%B7%D0%BE%D0%B4%D0%B5%D0%BB%D0%B0%D1%82%D0%B5%D0%BB%D1%8C%D0%BD%D1%8B%D0%B9%20%D0%B7%D0%B0%D0%B2%D0%BE%D0%B4.jpg)
Позднее завод перешел в руки представителя знаменитой династии Демидовых, которой Россия во многом обязана своим величием. Кстати, мануфактура, изделия которой уже тогда были хорошо известны и любимы во всей Европе, обошлась Н.Н. Демидову уже в 10 500 рублей. Миллиарды по нынешним временам. Именно Никита Никитич Демидов достроил завод и модернизировал его.
Династия Демидовых долго владела предприятием, пока в 1809 оно не перешло к еще одному представителю купеческого сословия Расторгуеву — человеку предприимчивому и обладающему провидческим даром. Именно при нем и его потомках мануфактура пережила подлинный Золотой век. Сначала завод выпускал по большей части бытовые предметы — утюги, большие и малые котлы с казанами.
%20%D0%A1%D1%82%D0%B0%D1%80%D0%B8%D0%BD%D0%BD%D1%8B%D0%B9%20%D1%83%D1%82%D1%8E%D0%B3.%20%D0%9A%D0%B0%D1%81%D0%BB%D0%B8%D0%BD%D1%81%D0%BA%D0%BE%D0%B5%20%D0%BB%D0%B8%D1%82%D1%8C%D0%B5.jpg)
Но в 1823 году на завод был назначен новый управляющий Григорий Зотов. С его подачи каслинское литье и началось как уникальный художественный промысел. Именно Зотов из Германии привез на мануфактуру технологию отливки в формах, которую наши мастера, по традиции, усовершенствовали и приспособили для своих нужд.
%20%D0%93%D1%80%D0%B8%D0%B3%D0%BE%D1%80%D0%B8%D0%B9%20%D0%97%D0%BE%D1%82%D0%BE%D0%B2.jpg)
Стиль и технологии каслинского литья
Изначально использовались германские модели, но затем появился и свой, неповторимый стиль, который окончательно сложился в 70-е годы XIX столетия. Его характерные черты: четкие, графически точные линии, проработанность деталей, безупречная передача фактур и фирменный матовый черный цвет.
%20%D0%A2%D0%B0%D1%80%D0%B5%D0%BB%D0%BA%D0%B0.%20%D0%9B%D0%B8%D1%82%D1%8C%D0%B5%20%D0%B8%D0%B7%20%D1%87%D1%83%D0%B3%D1%83%D0%BD%D0%B0.jpg)
На предприятие приглашались талантливые художники, чеканщики и формовщики, здесь трудились выпускники ведущих российских изобразительных академий, была открыта собственная художественная школа. Всё это принесло результат.
Международное признание
Изделия завода получали престижнейшие российские и международные награды, становились гордостью частных коллекций. С 1896-го завод добился соизволения использовать в своем клейме имперский символ — двуглавого орла. Это было высшее признание заслуг перед Отечеством.
%20%D0%A1%D1%82%D0%B0%D1%80%D0%B8%D0%BD%D0%BD%D0%BE%D0%B5%20%D0%BA%D0%BB%D0%B5%D0%B9%D0%BC%D0%BE%20%D1%81%20%D0%B3%D0%BE%D1%81%D1%83%D0%B4%D0%B0%D1%80%D1%81%D1%82%D0%B2%D0%B5%D0%BD%D0%BD%D1%8B%D0%BC%20%D1%81%D0%B8%D0%BC%D0%B2%D0%BE%D0%BB%D0%BE%D0%BC%20%D0%B8%20%D1%84%D0%B0%D0%BC%D0%B8%D0%BB%D0%B8%D0%B5%D0%B9%20%D0%BC%D0%B0%D1%81%D1%82%D0%B5%D1%80%D0%B0.jpg)
%20%D0%9A%D0%BB%D0%B5%D0%B9%D0%BC%D0%BE%20%D1%81%20%D0%B3%D0%BE%D1%81%D1%83%D0%B4%D0%B0%D1%80%D1%81%D1%82%D0%B2%D0%B5%D0%BD%D0%BD%D1%8B%D0%BC%20%D1%81%D0%B8%D0%BC%D0%B2%D0%BE%D0%BB%D0%BE%D0%BC.jpg)
А в 1900 чугунный павильон, созданный каслинскими мастерами по проекту Е.Баумгартена, получил гран-при Всемирной парижской выставки. Это поистине шедевральный экспонат, затмивший даже Эйфелеву башню. Внутри находились полки, обтянутые бархатом и уставленные кабинетной утварью.
%20%D0%A7%D1%83%D0%B3%D1%83%D0%BD%D0%BD%D1%8B%D0%B9%20%D0%BF%D0%B0%D0%B2%D0%B8%D0%BB%D1%8C%D0%BE%D0%BD%20%D0%B8%20%D0%B5%D0%B3%D0%BE%20%D0%BF%D1%80%D0%BE%D0%B5%D0%BA%D1%82%D0%B8%D1%80%D0%BE%D0%B2%D1%89%D0%B8%D0%BA.jpg)
Кстати, с одним из ее экземпляров связана интересная история. Президент Франции Лубо, посетивший выставку, решил купить павильон за совершенно сумасшедшие по тем временам деньги — 2 миллиона рублей. Получив отказ, он усомнился в качестве литой чугунной тарелки, предположив, что при ударе она непременно разобьется. Каково же было его удивление, когда мастер бросил оземь эту тарелку, а та лишь откатилась в сторону — целехонькая. Француз прибавил цену, но сделки не случилось.
%20%D0%A2%D0%B0%D1%80%D0%B5%D0%BB%D0%BA%D0%B8%2C%20%D0%BB%D0%B8%D1%82%D1%8C%D0%B5.jpg)
Сегодня этот павильон, а точнее, его точная копия, изготовленная каслинскими литейщиками, выставлена в Екатеринбургском музее. Также она признана ЮНЕСКО единственным в мире чугунным архитектурным сооружением, входящим в музейную коллекцию.
%20%D0%9F%D0%B0%D0%B2%D0%B8%D0%BB%D1%8C%D0%BE%D0%BD%20%D0%B2%20%D0%BC%D1%83%D0%B7%D0%B5%D0%B5%20%D0%95%D0%BA%D0%B0%D1%82%D0%B5%D1%80%D0%B8%D0%BD%D0%B1%D1%83%D1%80%D0%B3%D0%B0.jpg)
Сегодняшний день мануфактуры
Как и ранее сегодня завод выпускает не только мелкие предметы искусства и сувениры, но также крупногабаритные формы — фонари, памятники, парковые сооружения (скамейки и урны), садовую кованую мебель и даже камины.
%20%D0%9A%D1%80%D1%83%D0%BF%D0%BD%D1%8B%D0%B5%20%D1%84%D0%BE%D1%80%D0%BC%D1%8B%2C%20%D0%BB%D0%B8%D1%82%D1%8C%D0%B5.jpg)
%20%D0%9B%D0%B8%D1%82%D0%BE%D0%B9%20%D1%81%D0%B0%D0%B4%D0%BE%D0%B2%D1%8B%D0%B9%20%D1%81%D1%82%D0%BE%D0%BB%D0%B8%D0%BA.jpg)
Последние — наиболее сложные по декору и конструкции изделия: трудоемкие орнаменты, накладки, «кружевной» портал, держатели для кочерег и щипцов, экраны.
%20%D0%9A%D0%B0%D0%BC%D0%B8%D0%BD%20%D0%B2%20%D0%98%D0%BF%D0%B0%D1%82%D1%8C%D0%B5%D0%B2%D1%81%D0%BA%D0%BE%D0%BC%20%D0%B4%D0%BE%D0%BC%D0%B5.%20%D0%9A%D0%B0%D1%81%D0%BB%D0%B8%D0%BD%D1%81%D0%BA%D0%BE%D0%B5%20%D0%BB%D0%B8%D1%82%D1%8C%D0%B5.jpg)
Не без труда пережив 90-е, промысел сегодня снова на подъеме, а изделия предприятия, выполненные по оригинальной технологии с использованием ручной обработки, по-прежнему популярны и любимы многими ценителями чугунного волшебства родом из Касли.
Читайте также: