Баланс металла в производстве пример
Обновлено: 04.10.2024
связывает основные технологические показатели процесса и позволяет рассчитать степень извлечения металла в концентрат, которая, в свою очередь, показывает полноту перехода металла из руды в концентрат.
Выход продуктов обогащения можно определить по данным химических анализов продуктов. Если обозначить: — выход концентрата; — содержание металла в руде; — содержание металла в концентрате; — содержание металла в хвостах, а — извлечение металла в концентрат, то можно составить баланс металла по руде и продуктам обогащения, т. е. количество металла в руде равно сумме его количеств в концентрате и хвостах
здесь за 100 принят выход исходной руды в процентах. Отсюда выход концентрата
Извлечение металла в концентрат можно подсчитать по формуле
Если выход концентрата неизвестен, то
Например, при обогащении свинцовой руды, содержащей 2,5% свинца, получен концентрат с содержанием 55% свинца и хвосты, содержащие 0,25% свинца. Подставляя результаты химических анализов в приведенные выше формулы, получим:
извлечение в концентрат
Качественно-количественные показатели обогащения характеризуют техническое совершенство технологического процесса на фабрике.
Качество конечных продуктов обогащения должно соответствовать требованиям, предъявляемым потребителями к их химическому составу. Требования к качеству концентратов называются кондициями и регламентируются ГОСТ, техническими условиями (ТУ) или временными нормами и разрабатываются с учетом технологии и экономики I переработки данного сырья и его свойств. Кондициями устанавливается минимально или максимально допустимое содержание различных составных компонентов полезного ископаемого в конечных продуктах обогащения. Если качество продуктов соответствует кондициям, то эти продукты называются кондиционными.
Выводы:
Обогатительная фабрика является промежуточным звеном между рудником (шахтой) и металлургическим заводом. Руда различной крупности, поступающая с рудника, при переработке на обогатительной фабрике проходит различные процессы, которые по своему назначению можно разделить на подготовительные, собственно обогатительные и вспомогательные.
Подготовительные процессы имеют целью подготовить руду к обогащению. Подготовка включает прежде всего операции уменьшения размеров кусков руды — дробление и измельчение и связанную с ними классификацию руды на грохотах, в классификаторах и гидроциклонах. Конечная крупность измельчения определяется крупностью вкрапленности минералов, так как при измельчении необходимо максимально раскрыть зерна ценных минералов.
К собственно обогатительным процессам относятся процессы разделения руды и других продуктов по физическим и физико-химическим свойствам минералов, входящих в их состав. К этим процессам относятся гравитационное обогащение, флотация, магнитная и электрическая сепарация и др.
Большинство процессов обогащения проводится в воде и получаемые продукты содержат большое количество ее. Поэтому возникает необходимость во вспомогательных процессах. К ним относится обезвоживание продуктов обогащения, включающее сгущение, фильтрование и сушку.
Кроме того, существуют так называемые специальные методы обогащения, к которым относятся:
рудоразработка, основанная на различии цвета и блеска отдельных минералов, их прозрачности или свечения;
адиометрическая сортировка, основанная на различии радиоактивных свойств минералов или силе их излучения;
обогащение по трению, основанное на различии коэффициентов трения минералов при движении их по плоскости;
химическое и бактериальное обогащение, основанное на способности минералов, например, сульфидов, окисляться и растворяться в сильно кислых растворах.
Процесс обогащения характеризуется технологическими показателями: содержанием металла в руде или продукте обогащения; выходом продукта; степенью сокращения и извлечением металла, что определяет основные характеристики процессов обогащения.
Контрольные вопросы:
1. На какие разделы делят методы обогащения полезных ископаемых?
2. Какие методы относятся к основным, а какие к вспомогательным методам обогащения.
3. Какие методы обогащения Вам известны?
4. Охарактеризуйте процессы грохочения, дробления, измельчения и классификации.
5. Какие процессы называют гравитационными, флотационными? Что такое магнитное и электрическое обогащение?
Как построить свою речь (словесное оформление): При подготовке публичного выступления перед оратором возникает вопрос, как лучше словесно оформить свою.
Личность ребенка как объект и субъект в образовательной технологии: В настоящее время в России идет становление новой системы образования, ориентированного на вхождение.
Как вы ведете себя при стрессе?: Вы можете самостоятельно управлять стрессом! Каждый из нас имеет право и возможность уменьшить его воздействие на нас.

Учет и контроль списания металла в заготовительном цехе машиностроительного предприятия
Затраты на материалы в структуре себестоимости продукции машиностроения составляют значительный удельный вес, поэтому контроль за расходованием металла положительно влияет на рентабельность производства. Рациональное и нормируемое использование металла, снижение уровня материальных затрат во многом определяются постановкой первичного учета и организацией аналитической работы.
Рассмотрим специфику работы заготовительного цеха машиностроительного завода, в котором перерабатывается порядка 70 % металла.
Отпуск металла со склада
Машиностроительное производство предполагает наличие на складе большого количества различных сортов металла. И чтобы проконтролировать его использование, предприятия, как правило, разрабатывают перечни потребляемого металла по его однородным признакам используют детальную группировку металла по техническим признакам и свойствам, например, металл черный и цветной. Внутри групп и подгрупп металл учитывается в разрезе отдельных видов, марок, сортов и типоразмеров.
Обратите внимание!
Металл должен отпускаться со склада в заготовительный цех по весу в строгом соответствии с расходными нормативами на заданный объем производства, в пределах предварительно установленных лимитов.
Лимиты на отпуск устанавливаются на основе разработанных службой главного технолога норм расхода материалов, производственных программ цехов, с учетом остатков металла на начало и конец планируемого периода.
Мы рекомендуем
Чтобы проконтролировать расход металла на предприятии, можно установить такой порядок: отпуск металла металлом (например, листами, швеллерами, трубами) осуществляется только в заготовительный цех. Все остальные цеха получают металл уже в виде заготовок, порезку которых в заданный размер выполнил заготовительный цех.
Например, механический или сварочный цех будут получать от заготовительного цеха на обработку, сварку или установку заготовки на детали — ребро, стенка, фланец и т. п.
Ревизия по металлу должна проводиться одновременно по складу металла и по заготовительному цеху. На некоторых предприятиях (как правило, не крупных) деление на склад металла и заготовительный цех (участок) весьма условно, только документально — по штатному расписанию, по подотчету в бухгалтерии.
Со склада в заготовительный цех металл поступает по лимитно-заборным картам.
К сведению
Предприятие вправе разработать собственные формы учетных документов по движению металла, учитывающие специфику. Главное, чтобы документы содержали весь набор необходимых реквизитов, установленных для первичных документов.
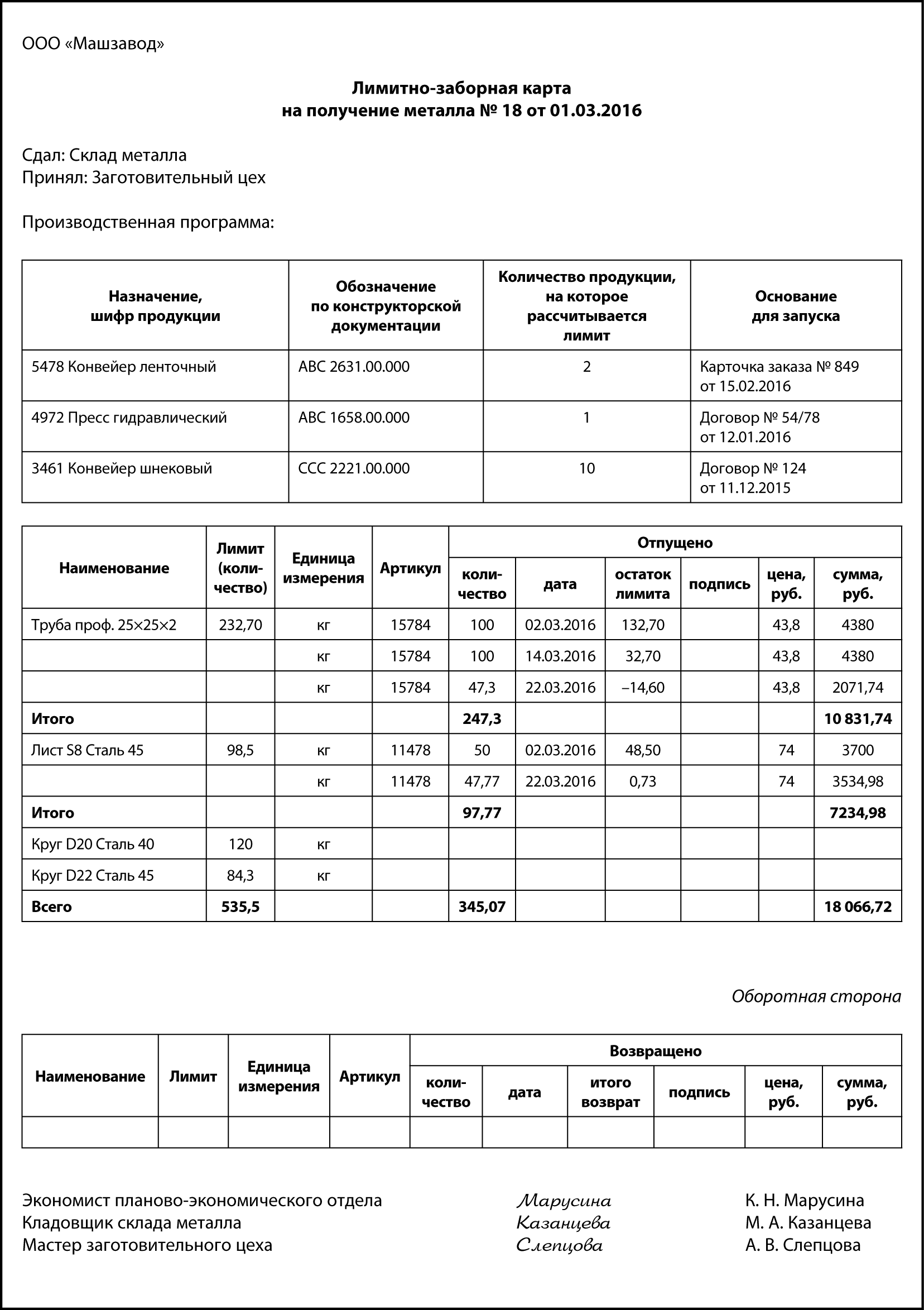
Лимитно-заборная карта является оправдательным документом для списания металла со склада. Исходя из плановой потребности, продукции, которая уже в запуске или планируется к запуску, экономисты планово-экономического отдела (ПЭО) выписывают лимитно-заборные карты в двух экземплярах на месяц. Один экземпляр карты передается заготовительному цеху, второй — на склад.
В каждом экземпляре указываются лимит, наименование, шифр затрат и другие данные.
Металл в производство отпускается со склада при предъявлении мастером (кладовщиком) заготовительного цеха своего экземпляра лимитно-заборной карты. Кладовщик склада отмечает в обоих экземплярах дату и количество отпущенных материалов, после чего выводит остаток лимита.
В лимитно-заборной карте заготовительного цеха расписывается кладовщик склада, а в лимитно-заборной карте склада металла — мастер/кладовщик цеха. Это обеспечивает взаимный контроль за правильностью производимых в первичном документе записей.
По окончании месяца оба экземпляра лимитно-заборных карт передаются в бухгалтерию, где сверяются их итоги и отражается расход металл со склада и взятие на учет в заготовительном цехе.
Лимитно-заборные карты позволяют контролировать получение металла со склада в пределах предусмотренного лимита и сокращают число разовых документов.
В случае возврата неиспользованного металла об этом делается запись также в лимитно-заборной карте (как правило, с оборотной стороны) без составления дополнительных сопроводительных документов.
Лимитно-заборная карта может выписываться на получение металла как на один вид продукции, так и на перечень продукции, которая уже частично в запуске или которую только планируется запускать — все зависит от размеров, вместимости склада металла и кладовой заготовительного цеха.
В чем особенности отпуска металла? Металл приходит, например, в листах, числится в учете в килограммах, на продукцию согласно нормам нужен вес, эквивалентный 2/3 этого листа. На этапе получения металла по лимитно-заборной карте нет смысла резать этот лист: если вы отрежете сейчас, то при раскрое на заготовки может не хватить металла на крупногабаритные детали.
Такой лист отпускается в заготовительный цех целиком, и уже после его раскроя на заготовки будет выведен остаток. Отслеживаться эти остатки будут уже по заготовительному цеху. При необходимости остаток можно вернуть на склад металла, если он крупный. Поэтому когда со склада металл отпускается только в один цех — заготовительный, всегда знаешь, где искать дефицитную позицию: или на складе металла, или в заготовительном цехе.
Поэтому в представленной лимитно-заборной карте и наблюдаются отклонения от норм: по позиции «Лист S8 Сталь 45 арт. 11478» отпустили в цех на 0,73 кг меньше, а по позиции «Труба проф. 25×25×2 арт. 15784» — на 14,6 кг больше. Конечно, это может быть и результатом неточностей в учете, злоупотреблений.
На данном этапе можно предложить следующее:
- при оприходовании металла от поставщика указывать в учетной карточке вес одной единицы листа или трубы (например, привезли 10 шт. листов и поставили на приход под одним артикулом и общим весом);
- разрешить перерасход или недобор по нормам согласно лимитно-заборной карте, не меньше/больше чем вес одной штуки соответствующего наименования металла.
Отклонения по лимитно-заборной карте при надлежащем построении учета не отражаются на себестоимости продукции, а влияют только на уровень складских остатков по каждому подразделению и планы поставок металла.
Порезка на заготовки
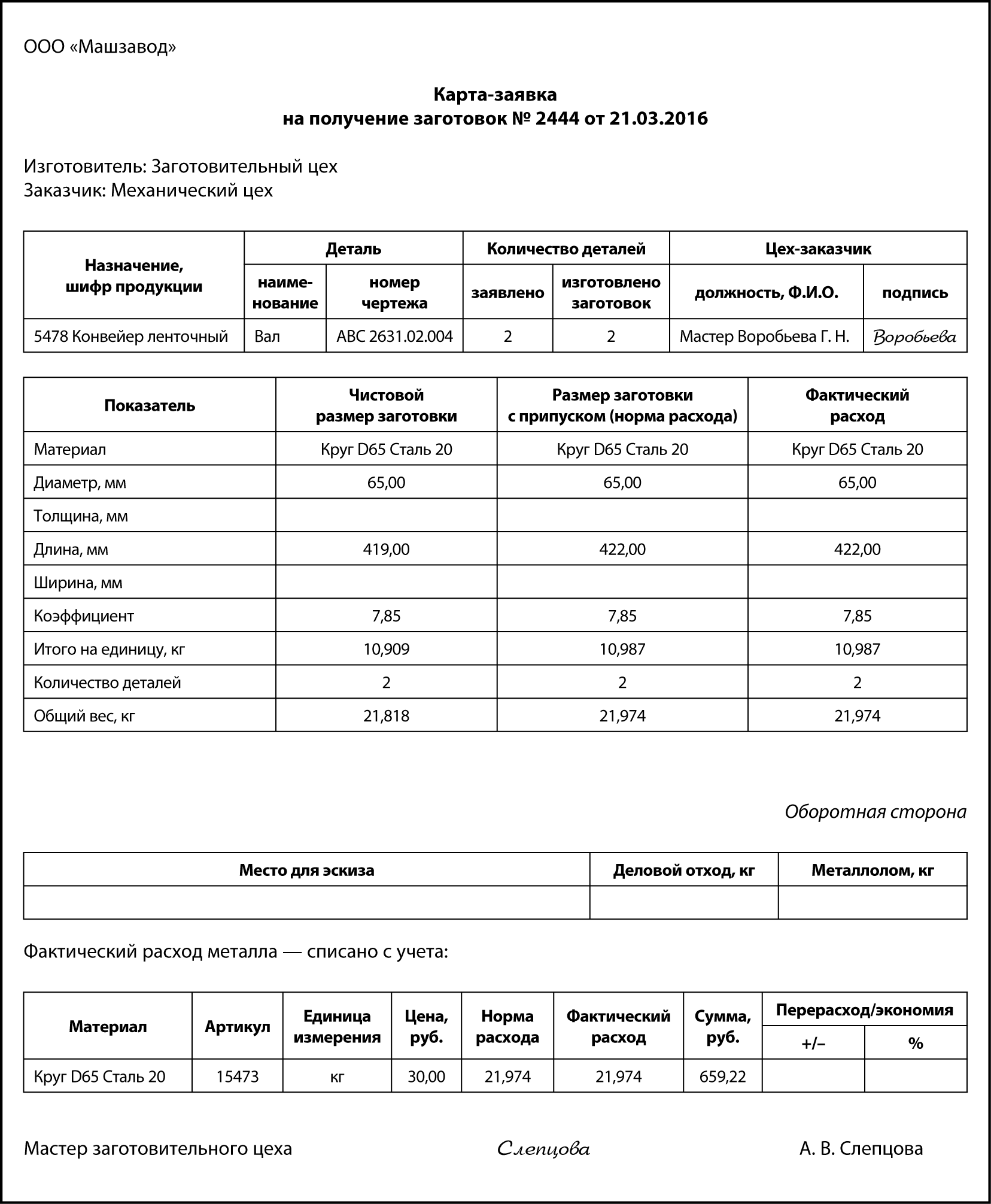
Операции по порезке металла на заготовки, идентификация этих заготовок, расход металла по технологическим документам на конкретную деталь по нормативу оформляются с помощью карты-заявки на получение заготовок. Стоимость заготовок по этому документу и должна отражаться в себестоимости продукции.
Выписывает карту-заявку на получение заготовок уполномоченный сотрудник цеха, которому нужны заготовки (это, как правило, мастера и технологи механического, сборочно-сварочного, экспериментального цехов). Цех-заказчик указывает:
- назначение заготовки (шифр продукции, куда будет входить уже готовая деталь);
- идентификационные данные детали (наименование, децимальный номер чертежа);
- количество необходимых заготовок.
Данные по чистовому размеру заготовки и по размеру заготовки с припуском (норма расхода) — это данные технической документации, проработанные отделом главного технолога, поэтому попадают в карту-заявку автоматически или проставляются заказчиком из технической документации вручную.
Мастер цеха-заказчика, руководитель заготовительного цеха только контролируют такие параметры, как чистовой размер заготовки, размер заготовки с припуском. Они не должны отвечать непосредственно за норму расхода — только за факт.
Данные по фактическому расходу заполняет мастер или технолог заготовительного цеха исходя из фактически израсходованного металла. В идеальном варианте графы «Размер заготовки с припуском» и «Фактический расход» отличаться не должны (см. пример карты-заявки далее). Так бывает с кругом, трубой, швеллерами — металлом, расходуемым по метражу.
Если порезка заготовки выполняется из листа, то одновременно с деталью могут образовываться куски, пригодные для вырезки более мелких деталей — деловой отход и значительно более мелкие, не пригодные к использованию — металлолом. Чтобы судить о том, были такие отходы или нет, в карте-заявке предусмотрено место для эскиза. Данные о количестве образовавшихся деловых отходов и металлолома также указываются в этом первичном документе и ставятся на приход.
Карта-заявка на получение заготовок позволяет не только проконтролировать фактическое списание, его соответствие нормам, выявить экономию/перерасход по каждой отдельно взятой заготовке или партии заготовок: мастер заготовительного цеха не может просто так взять и порубить металл на куски, которые потом могут вообще не понадобиться. Для расходования металла у него должны быть основания.
Например, у мастера заготовительного цеха недостача по позиции «Круг D 75 Сталь 20». Он знает, что планируется ревизия по складу металла и по заготовительному цеху — будут ревизировать металл, но не заготовки, и может провести в учете раскрой заготовки без фактической вырубки — недостача выявлена не будет.
Важно
Заготовки должны изготавливаться только на основании заявки от специалистов цехов, которые потом эти заготовки обрабатывают — превращают в готовую деталь, готовую продукцию. В зависимости от дороговизны используемого металла, качества планирования карты-заявки кроме цеха-заказчика могут дополнительно визировать специалисты производственно-диспетчерского отдела. Это будет подтверждением того, что изготовление продукции, куда входит эта деталь, действительно предусмотрено производственной программой.
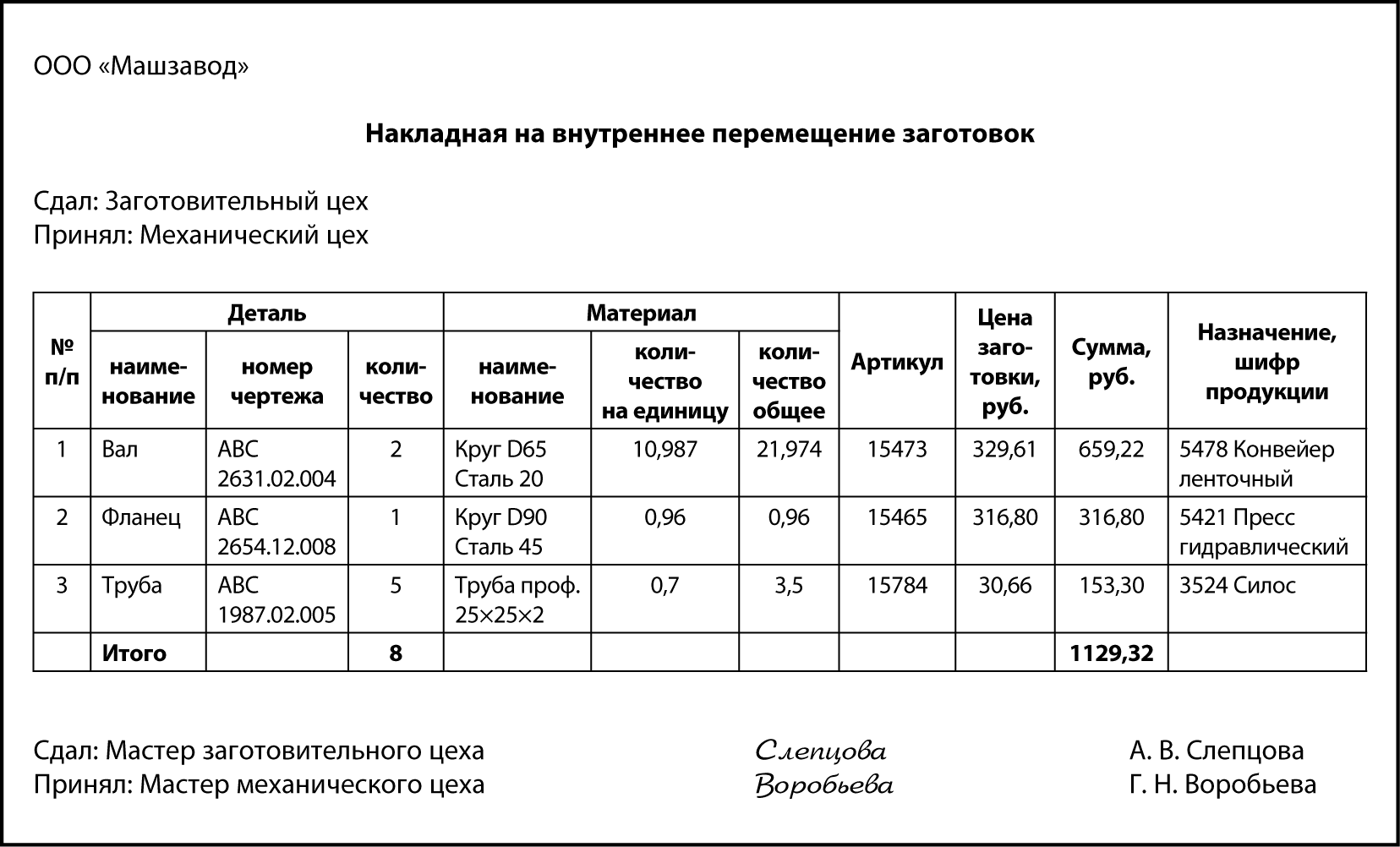
Заготовки заготовительный цех передает в обрабатывающие цеха по накладным поштучно, но с сохранением аналитики исходного материала.
Эффективность расхода
Отдельно взятая карта карта-заявка на получение заготовок не дает представления о том, насколько полно был использован, например, лист металла, каковы суммарные потери по одной номенклатурной позиции металла (артикулу, одному приходу, одному листу), поскольку в карте представлена аналитика расхода только на одну заготовку детали или партию одинаковых заготовок. В связи с этим целесообразно составлять сводный документ — «Контрольную аналитику расхода металла по артикулу», в котором отражается весь перечень вырезанных из данного листа заготовок, полученный деловой отход и металлолом. При необходимости экономист может поднять каждую отдельную карту-заявку, на которую есть ссылка.
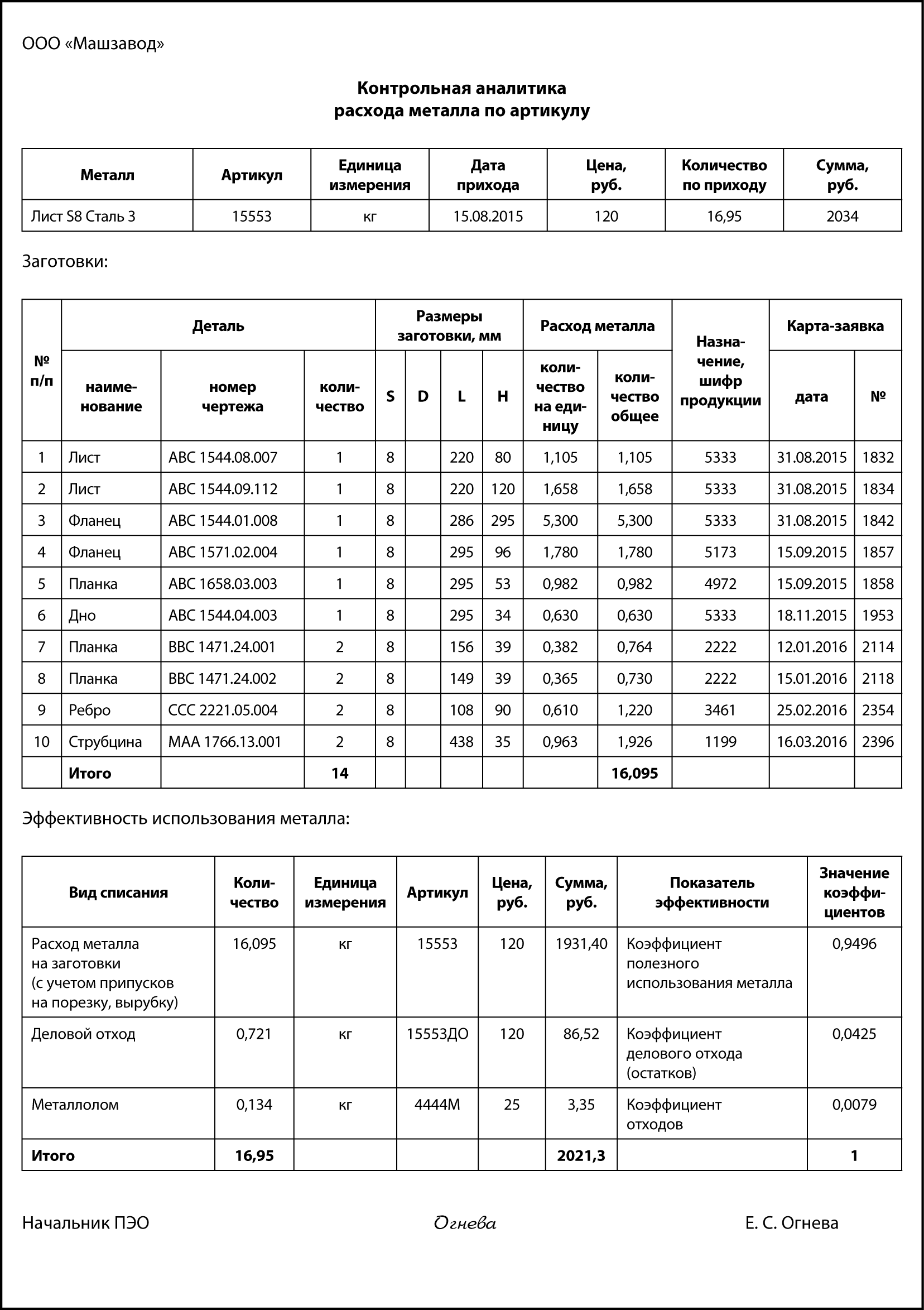
В этом документе по одному артикулу выведены следующие коэффициенты эффективности:
1. Коэффициент полезного использования металла – определяется делением количества металла, израсходованного на заготовки (с учетом припусков на порезку, вырубку), на общий исходный вес этого металла:
16,095 / 16,95 = 0,9496.
Каждое предприятие должно стремиться максимально увеличить этот коэффициент, ведь чем он больше, тем эффективнее раскрой, тем экономичней расход металла, как следствие — экономия на закупке материалов.
2. Коэффициент делового отхода (остатков) — определяется делением веса кусков полученного делового отхода на общий исходный вес:
0,721 / 16,95 = 0,0425.
3. Коэффициент отходов (металлолом) — вес полученного металлолома делится на общий вес:
0,134 / 16,95 = 0,0079.
В зависимости от учетной политики, отношения руководства к нормам могут быть следующие манипуляции со стороны персонала заготовительного цеха:
- либо больше металла списывается на вес заготовки, и тогда наблюдается перерасход норм по отдельным деталям;
- либо больше списывается на деловой отход и металлом — отсюда высокие и неэффективные значения коэффициентов полезного использования металла, делового отхода и металлолома.
Экономисту не следует отказываться от работы с такими коэффициентами. Важно организовать получение подобной аналитики, накопить статистику по этим коэффициентам, проанализировать ее с учетом номенклатуры изготавливаемой продукции, применяемого для порезки/вырубки заготовок оборудования, мастеров, кладовщиков, рабочих заготовительного цеха.
Статистика и анализ должны выполняться отдельно по каждому типоразмеру, например отдельно по листам S8 и S20. По итогам анализа следует утвердить у руководства нормативные значения для каждого коэффициента. Тогда, если в текущем отчетном периоде коэффициент полезного использования металла будет ниже утвержденного уровня, экономист будет иметь право затребовать с цехового руководства объяснения.
Еще одно направление анализа эффективности раскроя — определение коэффициента использования металла на деталь. Рассчитывается по формуле:
где Км — коэффициент использования металла на деталь (мера плотности размещения заготовок);
Мд — масса детали, кг;
Мн — норма расхода материала на одну деталь, кг.
Коэффициент показывает уровень эффективности использования металла, соблюдения норм расходования, а также степень точности изготовленных заготовок:
Рассчитаем коэффициент использования металла на деталь «Фланец АВС 1544.01.008» (результат представлен в табл. 1).
Таблица 1
Расчет коэффициента использования металла на деталь «Фланец АВС 1544.01.008»
Показатель
Расчет
Значения коэффициентов
Коэффициент использования металла фактический
Коэффициент использования металла плановый
Разница коэффициентов незначительная:
0,647 – 0,653 = –0,006.
Оба коэффициента попадают в группу заготовок пониженной точности. Можно утверждать, что 0,353 части заготовки ушло в металлолом, стружку, угар. Конечно, эффективность использования металла определяется формой детали. И если по предыдущим трем коэффициентам экономисту необходимо работать с сотрудниками заготовительного цеха, то в данном случае — с технологами, ведь именно они расписывают технологию изготовления, закладывают исходные материалы и нормы расхода.
Чтобы повысить коэффициент использования металла на деталь, следует:
- по наиболее материалоемким, наиболее часто изготавливаемым деталям — выполнить обозначенный выше расчет;
- по заготовкам грубой и пониженной точности — составить отдельный список и передать его главному технологу;
- потребовать у главного технолога пересмотреть технологию изготовления деталей в списке, возможно, есть возможность изготовить деталь по другой технологии или с привлечением сторонней кооперации;
- одновременно передать список главному конструктору, чтобы он пересмотрел конструкцию изготавливаемой продукции и по возможности заменил приведенные в перечне детали на приближенные к Км >0,95;
- если отдельная продукция содержит слишком много грубых деталей, предложить руководству отказаться от ее изготовления, а конструкторам вместо нее разработать более эффективную с точки зрения расхода металла конструкцию.
Рассмотрим на примере. Так, первоначально стоимость материалов по Фланцу АВС 1544.01.008 составляет 5,3 × 120 = 636 руб., из них только 0,647 × 636 = 411,49 руб. стоит деталь, а 224,51 руб. «ушли» в отходы.
Если удастся повысить Км до 0,95, то стоимость материалов в заготовке составит 411,49 / 0,95 = 433,15 руб.
Экономия на одной детали составит 636 – 433,15 = 202,85 руб.
Если таких деталей выпускается в год 1000 шт., экономия составит 202 850 руб. в год только на одной детали. А таких в перечне может быть не одна.
Вообще это довольно интересное направление работы с технологами. Но нужно помнить, что если по материалам планируется экономия в 202,85 тыс. руб., то предприятие не должно получить значительное увеличение трудозатрат (со всеми начислениями и связанными с трудом накладными расходами), — такая экономия бессмысленна, да и экономией это не назовешь.
Разрешение на замену
Пониженные значения коэффициента использования металла на деталь (фактического к плановому) часто наблюдается, когда на предприятии одна номенклатура заменяется на другую, например вместо листа S8 взяли лист S12. Такая замена металла обычно выполняется после оформления разрешительного документа — акта-разрешения на замену.
При замене в лимитно-заборной карте указывают: «Замена согласно акту № _», при этом обязательно уменьшают остаток. Действие такого акта принято ограничивать — временем, видом продукции или одной-единственной деталью. Обычно оформляют на срок не более 3 месяцев.
В акте заполняются все реквизиты: количество, объем партии, срок действия документа и т. д. Срок его действия может корректировать руководитель, утверждающий разрешение.
В случаях когда требуемого по технологии металла на данный момент нет, на основании акта можно использовать другой разрешенный, но не предусмотренный нормами металл с идентичными свойствами.
Акт-разрешение обязательно визируют руководители отдела материально-технического снабжения (ОМТС), производственно-диспетчерского отдела (ПДО), ПЭО, отделов главного конструктора и главного технолога, утверждает директор по производству.
Определение баланса металла, величины отходов по операциям технологического процесса. Расчет технологической карты
Известны коэффициенты потерь металла на каждой операции в процентах от запуска (табл. 11).
Коэффициенты потерь металла
| Операции | Коэффициент потерь металла в % от запуска |
| Прессование | 7.71 |
| Разбраковка | 1 |
| Правка | 0.50 |
| Резка, вырезка образцов | 10.25 |
Тогда суммарный коэффициент потерь металла будет kS = 19.46%.. Отсюда запуск металла равен
где Q – выпуск металла, тонн/год.
З = 35000тонн/год×100%/(100% – 19.46%) = 4345.667 тонн/год.
Теперь легко определить потери металла и коэффициенты выхода годного для каждой операции. Результаты расчета приведены в табл. 12.
Потери металла и коэффициенты выхода годного
| Операция | Потери металла, тонн/год | Коэффициент выхода годного в процентах |
| Прессование | 335.051 | 92.3 |
| Разбраковка | 43.457 | 98.9 |
| Правка | 21.728 | 99.5 |
| Резка, вырезка образцов | 445.431 | 88.7 |
| Итого | 845.667 | 80.5 |
Баланс металла равен
где KS – суммарный коэффициент выхода годного, %.
Б = 3500тонн/год×100%/80.5% = 4347.826 тонн/год.
Температурно-скоростные условия деформации (прессования)
Характер течения алюминия и его сплавов имеет свои особенности, обусловленные природой и физическими свойствами этих сплавов.
Высокая адгезия прессуемых сплавов к материалу инструмент обусловливает значительные напряжения контактного трения, приближающиеся к величине максимального сдвигающего напряжения. Это вызывает большие различия между величинами сдвиговые деформаций в периферийных и центральных слоях заготовки и приводит к повышению неравномерности деформации.
Относительно невысокие температуры деформации алюминиевых сплавов позволяют обеспечить небольшие перепады температур нагрева заготовки и инструмента. Это в сочетании с высокими теплоемкостью и теплопроводностью прессуемых сплавов позволяет уменьшить градиент температурного поля по сечению и длине заготовки и таким образом снизить неравномерность деформации.
Прессование с рубашкой алюминия и его сплавов не удается, так как приварка металла к стенкам контейнера затрудняет удаление рубашки из контейнера.
Алюминиевые сплавы прессуют большей частью методом прямого истечения без смазки контейнера. Для того чтобы повысить выход годного и обеспечить равномерность свойств пресс-изделий, в некоторых случаях применяют метод обратного истечения, например, при прессовании прутков большого диаметра из круглых слитков.
Налипание металла на иглу и большие напряжения, возникающие в игле при полной прошивке прочных алюминиевых сплавов, а также образование, на внутренней поверхности прошитого слитка межкристаллических разрушений обусловливают необходимость образования полости в слитке предварительным сверлением.
Пластичность АМг6 очень высока. Температурный интервал горячего прессования сплава лежит в широких пределах от 250 до 500 °С. Повышение температуры способствует прилипанию сплава к инструменту и вызывает развитие дефектов поверхности пресс-изделий. Прессование сплавов на основе Al-Mg можно вести с очень большими скоростями (до 25 м/с). Скорость прессования для этой группы сплавов определяется не столько свойствами сплава, сколько техникой прессования и имеющимся оборудованием. Для проведения дальнейших расчетов были приняты скорость истечения, равная 0.047 м/с, и температура заготовки, равная 500°C.
| Операции | Коэффициент потерь металла в % от запуска |
| Прессование | 7.71 |
| Разбраковка | 1 |
| Правка | 0.50 |
| Резка, вырезка образцов | 10.25 |
| Операция | Потери металла, тонн/год | Коэффициент выхода годного в процентах |
| Прессование | 335.051 | 92.3 |
| Разбраковка | 43.457 | 98.9 |
| Правка | 21.728 | 99.5 |
| Резка, вырезка образцов | 445.431 | 88.7 |
| Итого | 845.667 | 80.5 |
3.3. Температурно-скоростные условия деформации (прессования)
3.4. Определение мощности технологического оборудования, его выбор, описание
Мощность технологического оборудования зависит от энергосиловых параметров процесса.
Наиболее универсальной методикой расчета энергосиловых параметров прессования является методика И.Л. Перлина, которая использует принцип суперпозиции: сила прессования Р является суммой составляющих, каждая из которых учитывает расход мощности на преодоление реактивных сил в определенном месте очага деформации :
где Rм – составляющая усилия на преодоление мощности внутренних сил (на собственно деформацию), Н;
Tкр – составляющая усилия на преодоление напряжений трения на стенках контейнера, Н;
Tм – составляющая усилия на преодоление напряжений трения на поверхности матрицы или напряжений среза мертвой зоны, Н;
Tп – составляющая усилия на преодоление напряжений трения на калибрующем пояске матрицы, Н.
В формулу могут быть включены и другие слагаемые, учитывающие иные энергозатраты, например на преодоление противодавления, напряжений трения на поверхности пресс-шайбы и др. Следует отметить, что формулы были получены при использовании условия текучести Треска, при использовании условия текучести Мизеса коэффициенты в формулах могут оказаться несколько иными. Слагаемые формулы И.Л. Перлина находятся в зависимости от конфигурации очага деформации.
При прессовании круглого прутка из круглой заготовки эти слагаемые определяются следующим образом:
где i = lnl - логарифмическая степень деформации;
L = Lср – 0.5×(Dк – d)/tga – длина распрессованного слитка за вычетом жесткой (мертвой) зоны, мм;
Lср = D 2 ×Lc/ Dк 2 – длина распрессованного слитка, мм;
Dк , D и Lc – диаметр контейнера, диаметр и длина слитка, мм;
a - угол обжимающей части пластической зоны, °.
Последний угол равен углу естественного истечения металла (60…65°) при полуугле образующей матрицы больше 60…65°, в том числе при плоской матрице, и равен полууглу наклона образующей матрицы к оси прессования, если последний полуугол меньше угла естественного истечения. Примем α = 60°.
Коэффициенты трения yк , yм , yп соответственно на контейнере, матрице и калибрующем пояске являются справочными данными. В случае прессования со смазкой yк = yм = yп = 0.25.
Особую трудность вызывает определение величины сопротивления деформации, поскольку кривые упрочнения при сверхвысоких значениях пенсии деформации, характерных для прессования, до сих пор не построены из-за отсутствия соответствующих методик. В связи с этим пользуются имеющимися зависимостями величины сопротивления деформации ss = ¦(e, x, q), где x – скорость деформации, q – температура, экстраполируя данные в область высоких степеней деформации.
Температурно-скоростные параметры процесса назначают, применяя результаты расчета энергосиловых параметров и тепловых полей с учетом прочности и пластичности металла, а большей частью используя рекомендации, полученные в практике прессования, то есть учитывая, что максимальная скорость истечения АМг6 при прессовании 25 м/с. Указанная скорость не приводит к перегреву металла из-за выделения тепла деформации и в то же время к захолаживанию слитка промышленных размеров и массы.
Из условия постоянства секундных объемов скорости истечения uuможно пересчитать на скорости прессования un по формуле
Степень деформации определяется по формуле
e = (24.096 – 1)/24.096 = 0.958.
Теперь по кривым упрочнения [4] при заданных x, q и e = 0 определяем ss0 = 20МПа. При рассчитанном значении степени деформации определяем ssk = 50МПа.
Значение среднего сопротивления деформации sср оценим, исходя из кривой упрочнения . Так как процесс деформирования осуществляется при больших степенях деформации, принимаем sср = ss0 .
После расчета усилия деформации рассчитываем напряжение прессования p по формуле
Это напряжение действует на пресс-шайбу, поэтому произведем проверку условия p < k×sв , где k > 1 – коэффициент запаса, sв – предел прочности инструментального материала с учетом температуры нагрева этого инструмента.
СОСТАВЛЕНИЕ БАЛАНСА МЕТАЛЛА ПО ЦЕХУ
После выбора прокатного стана определяют его производительность. Для расчёта режима обжатий необходимо определить массу и размеры исходного материала – слитка.
3.1 Определение массы исходной заготовки
Масса и форма заготовок, предназначенных к прокатке, зависят от марки выплавляемой стали, характеристики прокатного стана и вида получаемого полупродукта. Масса заготовок зависит главным образом от диаметра валков и мощности двигателя стана. Масса заготовки должна быть такой, чтобы обеспечить максимальную производительность, надлежащее качество полупродукта и максимальный выход годного. Длину заготовки определяют расстоянием между последней клетью первой группы и первой клетью второй группы. Определим массу и размеров исходной заготовки [3, c. 126]:
где lзаг – номинальная длина заготовки, lзаг = 10 м,
ρст – плотность стали, ρст = 7,8 т/м 3 ,
hзаг – исходная толщина слитка, hзаг = 0,37 м,
bзаг - исходная ширина слитка, bзаг = 0,37 м.
Отсюда из формулы (3.1):
3.2 Определение массы заготовки с учётом выхода годного
Масса заготовки с учётом выхода годного рассчитывается по массе готового проката, получающегося из одной заготовки, с учётом так называемого коэффициента выхода годного [4, с. 24]:
где mзаг – масса исходной заготовки, mзаг = 10,68 т,
Кг – коэффициент выхода годного, Кг = 0,97.
Отсюда из формулы (3.2.1):
4. ВЫБОР ТИПА АГРЕГАТОВ И ИХ ПРОИЗВОДИТЕЛЬНОСТИ С УЧЁТОМ ТЕХНИКО-ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ
Производительность прокатного стана определяется количеством металла, прокатанного на стане в единицу времени (час, смену, сутки, месяц, год). Обычно производительность исчисляют по массе годного металла, полученного после отделки. Основным показателем использования прокатного стана является производительность его в фактический час работы. Вычислим часовую производительность стана [3, с. 130]:
где Пг – годовая производительность стана Пг = 2 млн. т,
Тр – число рабочих часов в году, Тр = 6000 часов,
Откуда из формулы (4.1):
4.1 Определение времени цикла, пауз и машинного времени прокатки заготовки
Темп прокатки – это время между одинаковыми моментами обработки предыдущей и последующей заготовки.
Все станы можно подразделить на две группы:
1. Станы, прокатывающие последовательно одну полосу за другой;
2. Станы, на которых прокатывается одновременно несколько полос.
К первой группе станов относятся одноклетьевые реверсивные и нереверсивные, листовые с трёхвалковыми рабочими клетями «трио» Лаута, листовые с рабочей клетью «кварто».
Во втором случаи прокатку полос ведут с перекрытием по времени, т.е. прокатка последующей полосы начинается до окончания прокатки предыдущей. Ко второй группе относятся линейные станы с рабочими клетями «трио», станы с последовательным расположением клетей, полунепрерывные и непрерывные [4, с. 23].
Определим время цикла прокатки заготовки [3, с. 131]:
где 3600 – количество секунд в одном часе,
- масса заготовки с учётом годного = 11 т,
Пч – часовая производительность стана Пч = 323 т/ч.
Отсюда из формулы (4.2):
Определим машинное время прокатки [3, с. 25]:
гдегде - масса заготовки с учётом годного = 11 т,
g – ускорение свободного падения, g = 9,81 м/с 2 ,
Исходя из формулы (4.4):
bзаг - исходная ширина слитка, bзаг = 0,37 м,
vбл – скорость прокатки в последней клети, vбл = 7 м/с [1, c. 25],
ρст – плотность стали, ρст = 7,8 т/м 3 .
Значит из формулы (4.3):
Определим время пауз [3, с. 131]
где tц – время цикла прокатки заготовки, tц = 123 с,
tм – машинное время прокатки, tм = 14,45 с.
Из формулы (4.5) получим:
В нашем случае одновременно производят прокатку нескольких заготовок, т.е. прокатку ведут с перекрытием.
5. ВЫБОР ОСНОВНОГО И ВСПОМОГАТЕЛЬНОГО ОБОРУДОВАНИЯ С УЧЁТОМ ИХ ПРОПУСКНОЙ СПОСОБНОСТИ
Прокатный стан в узком смысле – это совокупность машин и механизмов, обеспечивающих пластическую деформацию в валках (собственно прокатка). Весь комплекс этого оборудования во взаимосвязи образует рабочую линию прокатного стана, и его относят к группе основного оборудования прокатных цехов.
Рассматривая прокатный стан в широком смысле, в него включают основное оборудование (оборудование рабочих линий) и дополнительно машины и агрегаты, с использованием которых выполняют различные технологические операции по перемещению, транспортированию и обработке заготовок и прокатанных полос. Весь комплекс дополнительных машин и агрегатов относят к группе вспомогательного оборудования прокатных цехов.
Раздел: Промышленность, производство
Количество знаков с пробелами: 45586
Количество таблиц: 18
Количество изображений: 7
Читайте также: