Чистовая отделочная обработка изделий из металла осуществляется с помощью
Обновлено: 18.05.2024
Притиркой называют обработку поверхностей детали притиром — инструментом из мягких материалов с нанесенным на его поверхность мелкозернистым абразивным порошком или пастой, с помощью которых с обрабатываемой поверхности удаляют слой металла или пленки его окислов. Для этих операций на поверхности деталей оставляют припуски до 0,01–0,02 мм. Толщина слоя металла, снимаемого притиром за один проход, не превышает 0,002 мм. Притирку применяют для получения соединений точных геометрических форм с высокой чистотой поверхности (зубчатые колеса, клапаны, сальники, втулки, краны и др.). В качестве притирочных материалов используют пасты ГОИ, в состав которых входят окись хрома (74–81%), кремнезем, стеарин и др. К инструментам для притирки относятся диски, цилиндры, конусы, плиты, бруски, кольца, изготовленные по форме притираемых деталей. Притиры изготовляют из стекла, мягкого чугуна, мягкой стали, меди, латуни, свинца, древесины.
Притирка и доводка являются чистовыми отделочными операциями при обработке поверхностей. Точность, достигаемая при этих видах обработки, составляет 0,001–0,002 мм.
Притиркой получают соединения, непроницаемые для жидкостей и газов (краны, клапаны с гнездами, плунжеры с гильзами), доводкой чаще всего исправляют незначительные деформации, происшедшие при термической обработке.
1. Притирочные материалы
В качестве режущего материала для притирки используют абразивные порошки:
- шлифзерно с зернистостью от № 200 до № 16;
- шлифпорошки с зернистостью от № 12 до № 16;
- микропорошки или минутники с зернистостью от М40 до М5.
К порошкообразным абразивам, применяемым для притирки, относят электрокорунд, крокус (окись железа), венскую известь, окись хрома, наждак (окись алюминия), карборунд, алмазную пыль.
Наиболее твердым притирочным абразивом является алмазный порошок, им притирают твердые закаленные изделия. Следующий по твердости идет карборунд, далее корунд, наждак и крокус. Чаще всего для притирки применяют наждак. Толченым стеклом притирают детали из чугуна и бронзы.
Для обычных слесарных работ употребляют порошки № 12, 10, 8, 6, 5, 4, 3. Для притирки лекал, шаблонов, мерительных плиток применяют микропорошки. Их обозначают буквой М (микро) и цифрой, показывающей размер зерна в микронах.
Обработку абразивно-доводочными материалами начинают с крупных порошков, а для получения более гладкой поверхности ее заканчивают микропорошками.
Процесс притирки сухими порошками малопроизводителен, так как окисная пленка на притираемой поверхности образуется довольно медленно. Поэтому притирать следует абразивными порошками, смоченными какой-либо жидкостью, окисляющей поверхность металла. Небольшая добавка олеиновой кислоты или сульфофрезола увеличивает доводочный эффект в 1,5–2 раза.
Абразивный порошок, смешанный с окисляющей жидкостью и связывающим материалом, представляет собой притирочную пасту. Лучшими притирочными пастами являются пасты ГОИ (Государственный оптический институт), которые делят на грубые, средние и тонкие (табл. 6). Они выпускаются в виде кусков цилиндрической формы или пластин.
Таблица 6. Состав паст ГОИ, %
Грубую пасту применяют для снятия слоя металла, измеряемого десятыми долями миллиметра (удаление следов обработки строганием, шлифованием, опиливанием, грубым шабрением); среднюю пасту — для снятия слоя, измеряемого сотыми и тысячными долями миллиметра (получение полузеркальной блестящей поверхности после ее обработки грубой пастой), тонкую пасту — для придания поверхности зеркального блеска (декоративное полирование).
2. Притиры
Притиры, используемые для притирки поверхностей деталей, должны иметь форму, соответствующую конфигурации притираемой поверхности. Материал притиров должен быть мягче материала обрабатываемого изделия. Изготовляют их из чугуна, мягкой стали, красной меди, латуни, свинца, твердого дерева. Наиболее часто пользуются притирами из чугуна, красной меди и латуни. Свинец и дерево употребляют лишь для наведения блеска после того, как притиркой изделию приданы окончательные размеры.
Перед притиркой поверхности притиров покрывают абразивным порошком, зерна которого вдавливаются в поверхность притиров. Этот процесс называют шаржированием притира.
Шаржируют притиры двумя способами: до начала процесса притирки или непосредственно в процессе притирки. Шаржирование до начала притирки состоит в том, что на плоский притир насыпают очень тонкий и ровный слой абразивного порошка или пасты, а затем сильно вдавливают их стальным бруском или прикатающим роликом.
Для шаржирования цилиндрических притиров берут твердую стальную плиту, насыпают на нее тонкий ровный слой абразивного порошка (или наносят слой пасты) и по ней катают цилиндрический притир, прижимая его так, чтобы абразивный материал вдавливался в его поверхность. При этом следует обращать внимание на то, чтобы поверхность притира была равномерно покрыта абразивным материалом и последний был с одинаковой силой вдавлен в притир.
Для шаржирования притира в процессе притирки сначала притираемую поверхность изделия покрывают равномерным слоем абразивного порошка или пасты и затем начинают притирку. Во время притирки абразив вдавливается в притир. Этот способ дает меньшую точность по сравнению с предыдущим. Чем тверже абразивный порошок, тем тверже берут материал для притира. При выборе материала для притира необходимо иметь в виду следующее. Притиры, изготовленные из мягкого материала (медь, свинец), лучше всего удерживают крупные зерна абразива, а из твердого материала (чугун) — мелкие зерна. Поэтому для мягких притиров в качестве абразивов применяют наждак, корунд, карборунд, а для твердых притиров — крокус, окись хрома, пасты ГОИ.
Для притирки твердых материалов следует применять более твердые притиры, так как мягкие при этом быстро изнашиваются.
В качестве притиров, используемых с пастами ГОИ, могут служить оптическое стекло или зеркальное стекло толщиной 30–40 мм.
При предварительной притирке, когда снимают относительно большой слой металла, необходимо применять более твердые притиры.
Вновь шаржированным притиром работают до полного его затупления. Во время притирки добавлять на него абразивный материал не рекомендуется потому, что абразив, который не вдавлен в притир и находится в свободном состоянии между притиром и притираемой поверхностью, снижает точность операции.
В процессе работы необходимо следить за тем, чтобы поверхности притира не забивались, не покрывались грязью и имели правильную форму (рис. 1). Для равномерного износа притира работать надо всей его поверхностью. Восстанавливают изношенные притиры точным строганием, шабрением, обтачиванием и шлифованием.
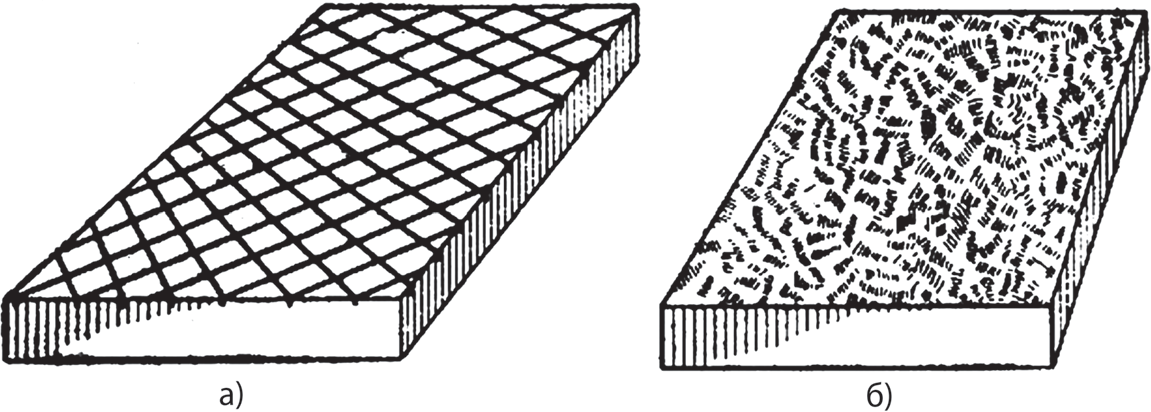
Рис. 1. Притиры для обработки плоскостей: а — плита с канавками для грубой притирки; б — плита для чистовой притирки
Разрезной притир для глубоких цилиндрических отверстий (рис. 2, а) состоит из чугунной разрезной гильзы 6 с отверстием в центре. Это отверстие выполнено конусным, с расширением от середины к концам гильзы. В отверстие вставлены оправки 1 и 5, соединенные шпилькой 4.
В процессе притирания диаметр гильзы постепенно увеличивают за счет дальнейшего сближения оправок. Для этого отпускают гайки 2 и 3 и поворачивают оправку 1 относительно оправки 2 на угол, увеличивающий диаметр разрезной оправки на 0,05 мм.
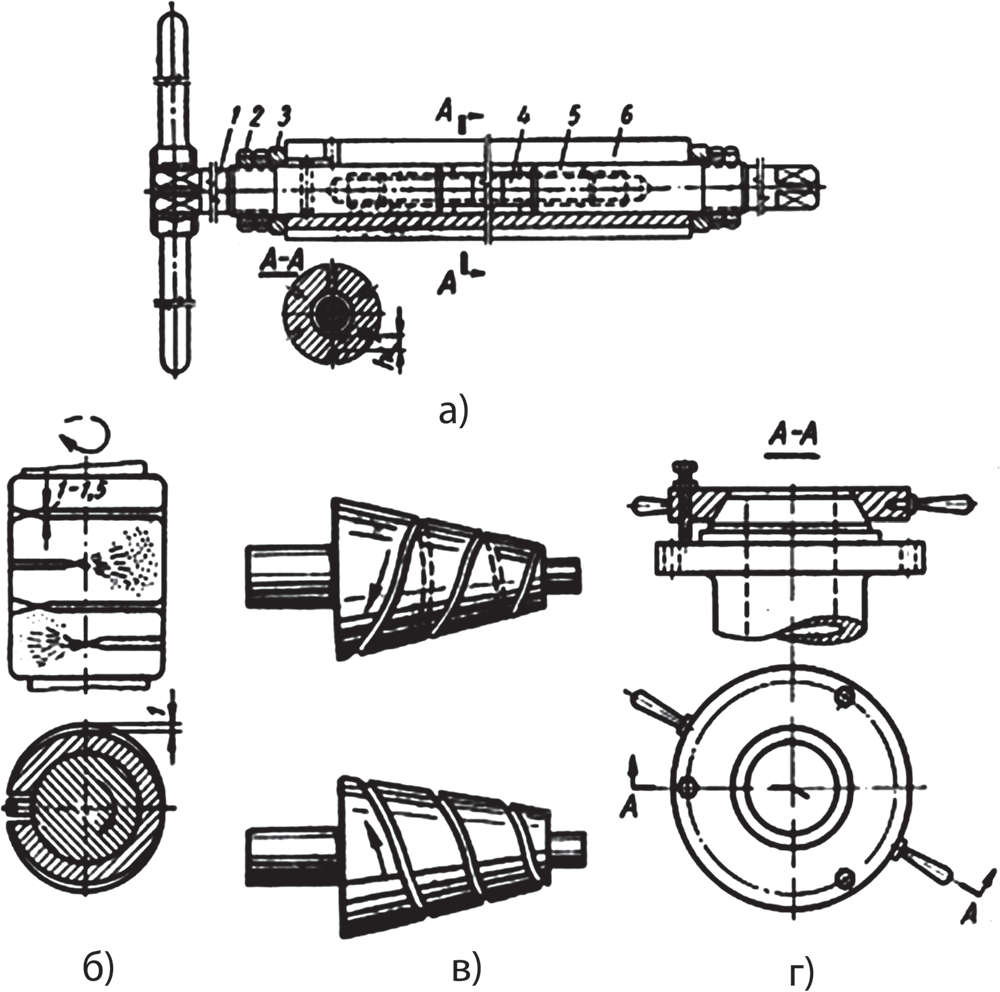
Рис. 2. Притиры для обработки отверстий: а — разрезной для глубоких цилиндрических отверстий; б — цилиндрический с канавками для равномерного распределения притирочной пасты по длине; в — для конических отверстий; г — для конических поверхностей фланцев
Притир можно устанавливать на вертикально-сверлильном или радиально-сверлильном станке. В этом случае оправку 1 шарнирно соединяют со шпинделем станка. Длину гильзы делают на 20–30% больше глубины притираемого отверстия, а толщину перемычки h выполняют различной, в зависимости от диаметра притираемого отверстия (табл. 2).
Таблица 2. Толщина перемычки h в зависимости от диаметра притираемого отверстия
На рабочей поверхности цилиндрических притиров часто делают спиральные канавки. Особенно удобны притиры с эксцентричными канавками (рис. 2, б). Выходы этих канавок распределены равномерно, поэтому паста, выжимаясь при работе из канавок, равномерно распределяется по всей длине обрабатываемого отверстия.
Конические отверстия притирают притирами, приведенными на рис. 2, в.
Притир для конических поверхностей фланцев (рис. 2, г) имеет три упорно-регулировочных болта. Эти болты устанавливают при помощи щупа с зазором между торцом болта и поверхностью фланца = 0,1 мм. Притирают деталь поворотом притира за рукоятки вправо-влево. Болты не позволяют притиру перекашиваться. Когда болты начнут касаться фланца, их вывинчивают и снова устанавливают по щупу с зазором 0,1 мм и т.д. до окончания притирки.
3. Способы и приемы притирки
Притирка (доводка) плоских поверхностей. Эту операцию обычно выполняют с применением минерального масла, технического сала, керосина, бензина. Притирать или доводить всухую не рекомендуется, так как абразивный порошок при этом распределяется неравномерно и, кроме того, детали нагреваются и может произойти их коробление.
Различные притиры требуют различной смазки. Для притиров из чугуна в качестве смазки берут керосин или бензин, из мягкой стали — машинное масло, из меди — машинное масло, спирт и содовую воду. Стальные детали притирают с применением машинного масла и технического сала, бронзовыесала, чугунные-керосина. При особо высоких требованиях к качеству стальной поверхности применяют венскую известь, разведенную в спирте, или крокус в вазелине. Алюминий притирают трепелом, разведенным в толуоле со стеариновой кислотой или в деревянном масле.
Плоские несопрягаемые поверхности чаще всего притирают вручную на неподвижных притирочных плитах.
Притирочные плиты для предварительной притирки снабжают продольными и поперечными канавками (рис. 1, а). Эти канавки выполняют шириной и глубиной 1–2 мм на расстоянии 15–20 мм друг друга. Канавки предназначены для сбора снимаемой стружки металла и выпадающих из поверхности плиты зерен абразива. Плиты для окончательной притирки канавок не имеют. Притирка на плитах дает очень точные результаты, поэтому на них притирают детали, требующие особо высокой точности, в частности, лекальные линейки, шаблоны, калибры, плитки.
Для притирки деталей плиту шаржируют абразивом или наносят на нее тонким равномерным слоем смешанный с маслом абразивный порошок.
Поверхность под притирку тщательно готовят. Лучшие результаты дает предварительное шлифование. Припуск на притирку оставляют не более 0,02 мм (большие припуски увеличивают трудоемкость).
Обрабатываемое изделие кладут притираемой поверхностью на плиту и с легким нажимом перемещают его круговыми в сочетаниями с прямолинейными движениями по всей поверхности плиты. При этом выступающие острые ребра частиц абразива, находящиеся на притире, срезают с изделия очень тонкий слой металла. Нажим на изделие должен быть равномерным и несильным. Необходимо следить, чтобы не было сильного нагрева детали. Если деталь нагрелась, то притирку приостанавливают и дают изделию остыть.
Узкие поверхности и тонкие изделия (шаблоны, угольники, линейки) притирают при помощи металлического бруска, который прижимают к детали сбоку и вместе с ней перемещают по притиру. Такие бруски служат направляющими, без них трудно удержать изделие в вертикальном положении.
Притирку со сменой слоя абразивной массы повторяют несколько раз, пока обрабатываемая поверхность не достигнет необходимого качества.
Окончательную притирку для придания поверхности блеска производят на одном масле с прибавлением остатков абразивного порошка от предварительной притирки.
Для притирки плоских поверхностей, кроме плит, применяют различные приспособления.
Например, ряд плоских изделий притирают при помощи медных и чугунных вращающихся дисков. На плоскости диска имеются радиальные канавки, расположенные на расстоянии 30– 50 мм одна от другой. Для притирки на вращающихся дисках существуют специальные станки. Иногда диск закрепляют на
шпинделе шлифовального станка. Притирка при помощи вращающегося диска менее точна, чем притирка на плите. Поэтому чаще применяют ее лишь для предварительной обработки. Весьма высокую точность дает притирка на стеклянных плитах, которые применяют для окончательной доводки калибров, плиток и т.п. В этом случае часто притирку ведут на одном масле, а порошком служат остатки порошковой пыли на плоскостях изделия от предварительной притирки или паста ГОИ. Механизированную притирку с успехом применяют при ремонте направляющих станины вместо окончательного шабрения (чаще всего при ремонте продольно-строгальных станков). На предварительно пришабренные направляющие наносят слой пасты ГОИ (грубой), накладывают стол станка, являющийся в данном случае притиром, и приводят его в движение от редуктора станка. Через 8–10 двойных ходов изношенную пасту удаляют и направляющие промывают керосином. По мере притирки на направляющих появляются матовые пятна, характеризующие снятие металла в этих местах. К концу притирки (через 5–7 ч) поверхность направляющих станины получает на 90% матовый оттенок с проблесками редких светящихся пятен. На этом притирку заканчивают, тщательно промывают и разбивают пятна шабером, что предохраняет направляющие от задиров при работе станка.
Притирка конических и цилиндрических поверхностей. Внутренние конические поверхности притирают притирамипробками (рис. 2, б), наружные — коническими кольцами (рис. 3), детали кранов и клапанов — сопрягающимися поверхностями без применения специального притира.
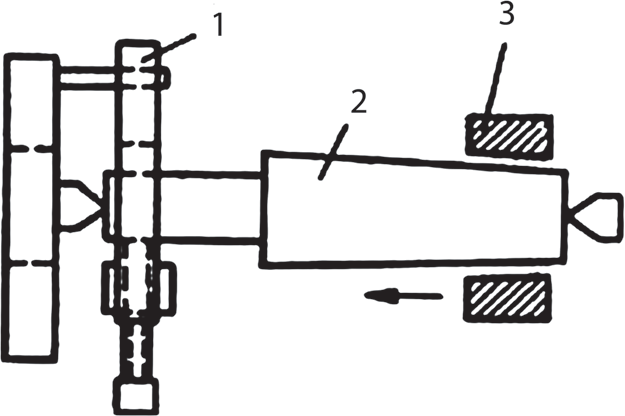
Рис. 3. Притирка кольца к конусу на токарном станке: 1 — хомутик; 2 — пробка; 3 — кольцо
Притираемые поверхности предварительно протачивают на станке с возможно большей точностью: следы резца должны быть почти незаметными. Перед притиркой проверяют, равен ли конус гнезда конусу пробки. Для этого мелом на пробке делают три долевые черты, вставляют пробку в гнездо до отказа и поворачивают ее 2–3 раза. Если конус пробки соответствует кольцу, то с соприкасающихся поверхностей полоски мела стираются начисто. Если для притирки используют притиры, то каждую из сопрягающихся деталей проверяют также по притиру.
Коническую поверхность при помощи притира притирают следующим образом. На притир (рис. 2, б) наносят ровным слоем смазку с разведенным в ней абразивным порошком (или пасту ГОИ), вводят притир в отверстие и сообщают ему вращение вокруг оси вручную воротком или коловоротом. После 10-12 движений вынимают (снимают) притир, насухо вытирают его и притираемую поверхность, после чего повторяют операцию притирки до тех пор, пока вся обрабатываемая поверхность будет иметь матовый или глянцевый цвет.
Для притирки кольца к пробке на токарном станке (рис. 3) пробку 2 ставят в центр и на нее надевают кольцо 3 (пробка при вращении не должна иметь биения). Затем на вращающуюся пробку, смазанную маслом и посыпанную абразивным порошком, надвигают кольцо, не давая последнему вращаться. Периодически кольцо отводят назад и снова надвигают на пробку до отказа. Нажимать очень сильно при этом нельзя, нужно только придерживать кольцо на вращающейся пробке так, чтобы она сидела плотно. Через 2–3 мин на поверхности пробки становится видна матовая полоска, которая постепенно увеличивается. Когда ее ширина становится равной толщине кольца, притирку заканчивают.
Для притирки пробки крана к коническому гнезду первую смазывают маслом и посыпают толченым стеклом или смазывают средней пастой ГОИ. Затем пробку вставляют в гнездо и вращают ее то в одну, то в другую сторону, следя за тем, чтобы притирание происходило по всей поверхности пробки и всей поверхности отверстия. При повертывании вправо на пробку слегка давят, а при повороте влево ее приподнимают кверху. Чтобы притиралась вся поверхность одинаково, повороты вправо делают несколько большими, чем повороты влево, при этом пробка постепенно поворачивается в гнезде. В процессе работы поверхность пробки посыпают толченым стеклом или смазывают пастой ГОИ. Стекло толкут в ступке до получения стеклянного порошка
в виде муки, после чего просеивают через мелкое сито. Годным порошок считают тогда, когда в нем нет твердых частиц. При попадании в процессе работы между притирающимися плоскостями твердых частиц во избежание задира работу немедленно приостанавливают, вынимают пробку и очищают ее от порошка.
Чистовая отделочная обработка изделий из металла осуществляется с помощью
1.В рамках предмета «Технология» изучаются:
а. технологии производства автомобилей
б.технологии создания медицинских инструментов
в. технологии создания самолетов и космических аппаратов
г.технологии преобразования материалов, энергии, информации
2. К технологическим машинам относятся:
а.экскаватор б.автомобиль в.конвейер г.токарный станок
3. Сведения о процессе изготовления изделия приведены:
а. в технологической карте б. на техническом рисунке в. на чертеже детали
г. на сборочном чертеже
4. В токарном станке по дереву для передачи движения от электромотора к шпинделю используется передача:
а. ременная б. реечная в. цепная г. фрикционная
5. Разъемными соединениями деталей являются:
а. соединения с помощью пайки б.заклепочные в.соединения с помощью склеивания
6. Чистовая отделочная обработка изделий из металла осуществляется с помощью
а. термообработки б.травления в.волочения г.шлифования
7. К механическим свойствам древесины относится
а. плотность б.влажность в.прочность г.электропроводность
8. Твердой лиственной породой является
а. ольха б.береза в.осина
9. Мягкой лиственной породой является
а. дуб б.осина г.береза
10. Для чернового строгания древесины используют
а. рубанок б. фуганок в. шерхебель
11. Шипом называют
а. выступ на торце деревянной детали б. паз на торце детали
в. углубление на торце детали г. разрез на торце детали
а. мелко нарезанная солома б. древесная стружка в. тонкий слой древесины
13. Отверстие в металле толщиной 5 мм можно изготовить
а. пробойником б. долотом в. сверлом
14. Ровные и гладкие поверхности детали из древесины получают с помощью
а. лучковой пилы б. ножовки в. рашпиля г. рубанка
15. Резьбу на стержне нарезают
а. метчиком б. воротком в. плашкодержателем г. плашкой
16. Перекос углового соединения оконной рамы можно устранить с помощью
а. нагелей б. гвоздей в. шурупов
17. Видом художественной обработки металла является:
а. фрезерование б. рубка в.пиление г.чеканка
18. Влажность свыше 100% имеет древесина
а.свежесрубленная б.мокрая в.воздушно-сухая г.комнатно-сухая
19. Какая часть ствола дерева защищает его от неблагоприятных воздействий внешней среды
а. ядро б. камбий в. кора г. древесина
20. Самоотвинчивание гайки можно предотвратить
а склеиванием гайки с болтом б.установкой контргайки в. расклепыванием выступающей части болта
21. Центром художественной обработки металла является
а. Гжель б. Хохлома в. Кубачи г. Дымково
22. Безопасным является напряжение
а. 380 В б.220 В в.127 В г.36 В
23. Тепловое действие электрического тока используется в
а. генераторах б. электродвигателях в. трансформаторах г. электроутюгах
Тестовые задания 8.9.10 кл
тест по технологии (8 класс) на тему
За лето ребенок растерял знания и нахватал плохих оценок? Не беда! Опытные педагоги помогут вспомнить забытое и лучше понять школьную программу. Переходите на сайт и записывайтесь на бесплатный вводный урок с репетитором.
Вводный урок бесплатно, онлайн, 30 минут
Предварительный просмотр:
Школьный этап олимпиады по технологии
Техника и техническое творчество
а. технологии производства автомобилей
а. ременная б. реечная в. цепная г. фрикционная
а. соединения с помощью пайки б.заклепочные в.соединения с помощью склеивания
а. термообработки б.травления в.волочения г.шлифования
а. плотность б.влажность в.прочность г.электропроводность
а. дуб б.осина г.береза
а . выступ на торце деревянной детали б. паз на торце детали
19. Какая часть ствола дерева защищает его от неблагоприятных воздействий внешней среды
а. ядро б. камбий в. кора г. древесина
20. Самоотвинчивание гайки можно предотвратить
21. Центром художественной обработки металла является
22. Безопасным является напряжение
23. Тепловое действие электрического тока используется в
24. Установите соответствие (выберите правильное)
А) 1 – Б, 2 – А, 3 – В Б) 1 – А, 2 – Б, 3 – В В) 1 – В, 2 – А, 3 – Б
25. Какая деталь больше?
а) больше а б) больше б в) они одинаковы
По теме: методические разработки, презентации и конспекты

Тестовые задания по русскому языку для 7, 8 класса. Тестовые материалы по литературе 6 класс по учебнику "Год после детства" авторов Р.Н Бунеева и Е.В Бунеевой. Набор предложений для синтаксического разбора 5 класс.
Тестовые задания по русскому языку для 7, 8 класса. Тестовые материалы по литературе 6 класс по учебнику "Год после детства" авторов Р.Н Бунеева и Е.В Бунеевой. Набор предложений для синтаксического р.

Практические работы, творческие задания, викторины, контрольные задания, тестовые задания для занятий в объединении "КОМП"
Практические работы, творческие задания, викторины, контрольные задания, тестовые задания для проверки навыков работы в старндартных прогаммах.

Подготовка к ОГЭ по русскому языку. Часть 2. Задание 5 с ответами по тексту Куприна А.И., тестовые задания по теме "Деепричастие"
Тестовые задания на тему "Правописание суффиксов" призваны отработать умение находить слова с орфограммами на правописание суффиксов разных частей речи. В пособиях представлены задания на отработку пр.

тренировочные задания для подготовки в ОГЭ по химии 15 тестовых заданий
тестовые задания направлены повторение материала и проверку знаний части А в ОГЭ по химии.

Тестовые задания для подготовки к ЕГЭ. Задание 6. Морфологические нормы.
Файл содержит тест в двух вариантах по теме "Морфологические нормы" ( задание 6 ЕГЭ) с ответами и блок заданий для работы на уроке.
Разработка тестовых заданий для диагностики качества образования на основе тестовых оболочек
Для любой образовательной системы оценка знаний учащихся является одной из основных задач. Сегодня тестирование, как метод оценки знаний учащихся, приобретает всё большую популярность. Составлени.
Отделочная обработка
Развитие современной авиационной и автомобильной техники направлено на увеличение скоростей движения, уменьшение удельной массы (отношение массы машины к ее мощности), повышение надежности и производительности. Возрастают требования к точности обработки деталей машин, что связано с применением отделочных (финишных) операций. Для отделочных методов обработки характерны небольшие толщины срезаемого слоя, незначительные силы резания и тепловыделение. Отделочная обработка позволяет повысить точность обработанной поверхности, нанести на нее необходимый микрогеометрический рисунок, повысить эксплуатационные свойства детали.
К отделочным видам обработки относятся: тонкое шлифование; алмазное точение и фрезерование; хонингование; суперфиниширование; доводка-притирка; полирование; ленточное шлифование; абразивно-жидкостная обработка; виброабразивная обработка; магнитно-абразивная обработка.
1. Тонкое шлифование
Тонкое шлифование производят мягкими мелкозернистыми шлифо вальными кругами на больших скоростях резания (от 35 м/с) с обильной подачей СОТС. Процесс характеризуется снятием малых припусков (0,04– 0,08 мм на сторону), малыми подачами (0,005–0,1 мм/об), частой правкой круга. Перед окончанием обработки шлифовальный круг работает без подачи (выхаживание). При этом съем металла происходит за счет упругих сил в технологической системе СПИД с постепенным уменьшением силы резания. Тонкое шлифование требует хорошей фильтрации СОТС, чтобы исключить попадание абразива и стружки в зону шлифования.
2. Прецизионная обработка
Прецизионная обработка (тонкое точение и растачивание, алмазное точение, тонкое фрезерование) характеризуется высокими скоростями резания (100–1 000 м/мин), малыми подачами (0,01–0,15 мм/об), малой глубиной резания (0,05–0,3 мм) при высокой виброустойчивости технологической системы СПИД. Стальные заготовки с прерывистой обрабатываемой поверхностью (наличие пазов, шлицов, отверстий), детали из высокопрочных сталей и чугуна обрабатывают при скоростях резания до 50 м/мин (при применении инструментов с режущей частью из сверхтвердых материалов скорость резания можно повысить до 150 м/мин). Прецизионная обработка позволяет получить шероховатость поверхности Ra 0,02–0,63 мкм, точность по 5–9-му квалитетам.
3. Хонингование
Хонингование – отделочный метод обработки внутренних поверхностей абразивными брусками.
Хонингование применяется в условиях серийного и массового производства после операций растачивания, развертывания, протягивания и шлифования для повышения точности формы, размера и снижения шероховатости поверхности отверстий, создания специфического микропрофиля обработанной поверхности. Обработку производят с помощью абразивных или алмазных брусков, закрепленных в хонинговальной головке (хоне).
В зависимости от вида крепления хона различают несколько схем хонингования. Схему, когда хон жестко связан со шпинделем станка, а заготовке сообщают две степени свободы (рис. 36, а), применяют для обработки заготовок параллельными нижней и верхней плоскостями и перпендикулярной к ним осью отверстия. При обработке мелких и среднегабаритных заготовок используют схему с жесткой связью хона и шпинделя станка, но заготовке сообщают до четырех степеней свободы (рис. 36, б).
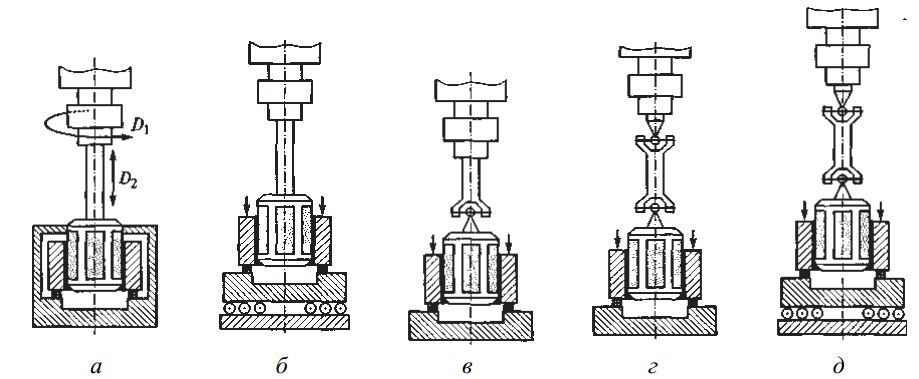
Рис. 36. Схемы хонингования: а – с двумя степенями свободы заготовки: б – с четырьмя степенями свободы заготовки; в – с одношарнирным креплением хона; г – с двухшарнирным креплением хона; д – с двухшарнирным креплением хона и четырьмя степенями свободы заготовки; D1 – главное движение; D2 – возвратно-поступательное движение
Если несоосность шпинделя и обрабатываемого отверстия менее 0,05 мм, применяют одношарнирное крепление хона (рис. 36, в); если же несоосность более 0,05 мм – двухшарнирное (рис. 36, г). При обработке тонкостенных заготовок или в случаях, когда трудно обеспечить соосность отверстия и шпинделя, используют двухшарнирное крепление, а заготовке сообщают четыре степени свободы (рис. 36, д).
Хону, как правило, сообщают три движения: вращение, возвратнопоступательное перемещение и радиальное движение подачи. При вибрационном хонинговании хону или заготовке придают дополнительное круговое или возвратно-поступательное движение с малой амплитудой (1–4 мкм) и частотой до 20 двойных ходов в минуту.
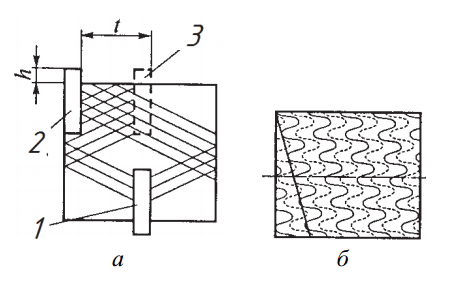
Рис. 37. Развертка обработанной поверхности: а – обычное хонингование: 1, 2 – нижнее и верхнее положение брусков соответственно; 3 – смещение бруска на один шаг; h – перебег; t – шаг смещения брусков; б – вибрационное хонингование
На рис. 37, а показана развертка обработанной поверхности и схема образования сетки. Крайние нижнее 1 и верхнее 2 положения абразивных брусков устанавливают с перебегом h, который необходим для точной обработки отверстия. Минимальные отклонения формы получаются при пе ребеге h, равном 0,33 длины бруска, и длине бруска, равной 0,5–0,75 длины обрабатываемого отверстия. При каждом двойном ходе бруски оказываются в положении 3, т. е. смещаются на шаг t. Можно менять угол наклона сетки. При вибрационном хонинговании вид сетки изменится (рис. 37, б).
По характеру крепления брусков в хоне различают хоны с подпружиненными брусками (при обработке отверстий не исправляются такие погрешности формы, как непрямолинейность оси отверстия) и хоны с жестким креплением брусков (при обработке происходит исправление всех погрешностей формы, но точность обработки ниже).
Хонинговальные бруски изготавливают из электрокорунда, карбида кремния или синтетических алмазов. Для обеспечения базирования хона по обработанной поверхности число брусков в головке должно быть кратно трем.
4. Суперфиниширование
Суперфиниширование – отделочный метод обработки наружных поверхностей мелкозернистыми абразивными брусками, совершающими колебательные движения с амплитудой 2–5 мм и частотой до 2 000 двойных ходов в минуту.
Суперфиниширование применяют для отделочной обработки трущихся поверхностей, когда необходимо повысить их эксплуатационные свойства. Суперфинишированием обеспечивается малая шероховатость (Ra 0,05–0,6 мкм), уменьшение погрешностей формы до 0,3 мкм, нанесение на поверхность оптимального микрогеометрического рисунка, сглаживание верхушек микронеровностей (увеличение площади фактической опорной поверхности).
К преимуществам суперфиниширования можно отнести простоту применяемого оборудования, возможность использования универсальных токарных или шлифовальных станков, головок-вибраторов, высокую производительность и простую автоматизацию процесса.
Сущность процесса суперфиниширования состоит в микрорезании обрабатываемой поверхности одновременно большим количеством мельчайших абразивных зерен (до 10 000 зерен/мм 2 ). При этом снимаются тончайшие стружки (до 0,01 мм), а скорость съема металла достигает 1–1,5 мкм/с. Большинство зерен не режет, а пластически деформирует металл – микронеровности сглаживаются, и поверхность получает зеркальный блеск.
Развитием суперфиниширования является микрофиниширование, характеризуемое большими давлениями на брусок и жесткой фиксацией брусков, что значительно уменьшает погрешности предшествующей обработки.
5. Доводка
Доводка (притирка) – отделочная операция, при которой съем металла с обрабатываемой поверхности производится абразивными зернами, свободно распределенными в пасте или суспензии, нанесенной на поверхность притира. Эта наиболее трудоемкая отделочная операция выполняется на малых скоростях при переменном направлении рабочего движения притира и позволяет получить шероховатость обработанной поверхности Rz 0,01–0,05 мкм, отклонения формы – 0,05–0,3 мкм.
Различают доводку ручную, полумеханическую и механическую. Ручная доводка применяется в единичном и мелкосерийном производстве, а также при обработке деталей сложной формы. Точность и качество обработки зависят от квалификации рабочего. Высококвалифицированный специалист обеспечивает точность формы в пределах 0,5–2 мкм. Полумеханическую доводку выполняют при помощи электрических или пневматических доводочных приспособлений. Главное движение выполняется приспособлением, а движение подачи – от руки. Механическая притирка применяется в крупносерийном и массовом производстве на специальных притирочных станках.
Сущность доводки-притирки заключается в сочетании химического воздействия кислой среды пасты с механическим воздействием абразива.
6. Полирование
Полирование – это заключительная операция механической обработки заготовки, выполняемая с целью уменьшения шероховатости поверхности и придания ей зеркального блеска. Полирование обеспечивает шероховатость поверхности Ra 0,02–0,16 мкм, Rz 0,05–0,1 мкм.
Операция осуществляется механическими, химическими, электромеханическими и другими методами. Различают полирование кругами, лентами, абразивно-жидкостную, виброабразивную и магнитно-абразивную обработку.
Полирование мягкими абразивными кругами применяется при декоративной окончательной отделке деталей или при подготовке поверхности под гальванические покрытия. В процессе полирования обрабатываемая поверхность заготовки под давлением прижимается к рабочей поверхности вращающегося абразивного круга, на которой закреплен слой абразива или нанесена полировальная паста. Обработка ведется на простых по конструкции или универсальных станках, а также с помощью ручных полировальных машин.
Промышленностью выпускаются полировальные круги: лепестковые, эластичные, войлочные, тканевые, бумажные, фетровые, хлопчатобумажные, гибкие и др.
Лепестковые шлифовальные круги имеют диаметр 200 и 300 мм, ширину 40, 50 и 100 мм, посадочный диаметр 44,5 мм. Они различаются по способу крепления абразивных лепестков в ступице круга. Армированные неразборные круги с клеевым креплением лепестков (рис. 38, а) предназначены для декоративно-полировальных работ. Круги состоят из двух штампованных фланцев 1 и приклеенных к ним (и между собой) лепестков 2. В качестве клея применяется композиция на основе эпоксидной смолы. Армированные разборные круги с клеевым соединением лепестков и механическим креплением блока с арматурой (рис. 38, б) применяются на универсальных плоскошлифовальных и круглошлифовальных станках. Круги состоят из алюминиевой ступицы 4, двух фланцев 1, стягивающих болтов 3 и набора лепестков 2. Предварительную установку и крепление лепестков осуществляют при помощи кольцевых выступов фланцев, входящих в радиусные пазы лепестков. Лепестки связаны в единый блок при помощи композиции на основе эпоксидной смолы. Торцевые лепестковые круги (рис. 38, в) состоят из сборной планшайбы 5 и набора лепестков 2, закрепленных в планшайбе при помощи композиции на основе эпоксидной смолы. Торцевой круг имеет угол поднутрения торца лепестков 8–10°. При установке круга лепестки разворачиваются в радиальном направлении в сторону вращения круга на этот угол. Лепестковые круги диаметром до 500 мм можно изготавливать безарматурными (рис. 38, г).
Войлочные круги обладают большой эластичностью, хорошо поддаются правке, достаточно прочно удерживают нанесенные на них абразивные порошки и пасты. Войлочные круги подразделяются на тонкие, полугрубошерстные и грубошерстные. Первые применяются при обработке ответственных деталей машин и приборов, вторые – для полирования хирургических инструментов, деталей точных измерительных приборов, стекла. В остальных случаях применяются грубошерстные круги.
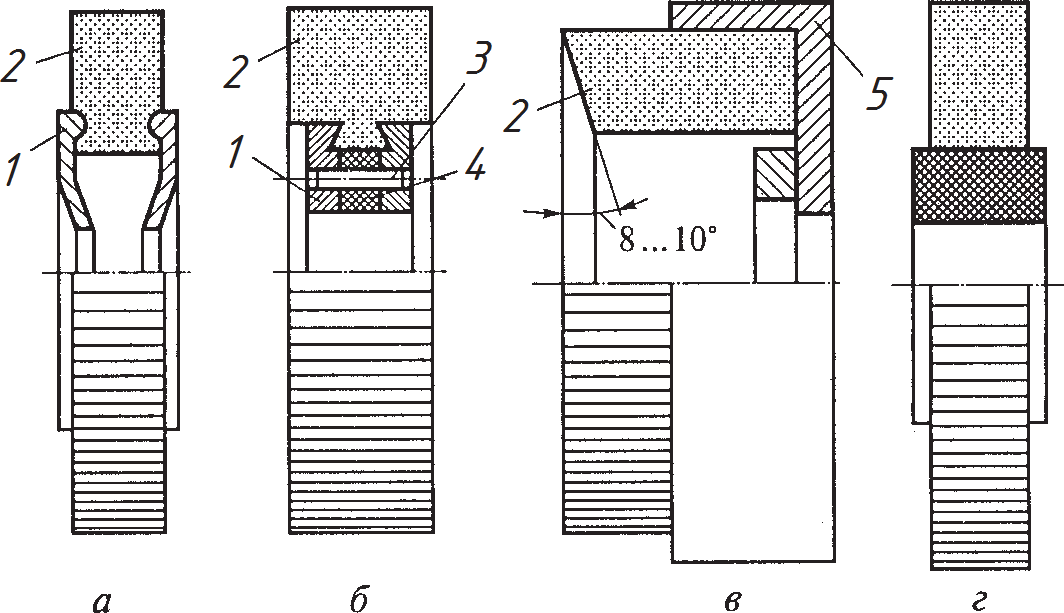
Рис. 38. Лепестковые полировальные круги: а – армированные неразборные; б – армированные разборные; в – торцевые; г – безарматурные; 1 – фланец; 2 – лепесток; 3 – болт; 4 – ступица; 5 – планшайба
Наиболее распространены тканевые полировальные круги. Их изготавливают диаметром 150–500 мм. Скорость резания равна 80–85 м/с.
Прогрессивным полировальным инструментом являются гибкие полировальные круги, отличающиеся от обычных абразивных кругов большой эластичностью, высокой термостойкостью и механической прочностью. Они изготавливаются прессованием и вулканизацией смеси каучукосодержащих (вулканитовой (В5), бакелитовой с графитовым наполнителем (Б4), глифталевой (ГФ) и поливинилформалевой (ПФ)) связок с абразивными зернами. Круги на вулканитовой связке изготавливают из нормального и белого электрокорунда, черного или зеленого карбида кремния. Зернистость – 40; 32; 35; 20; 16. Бакелитовые круги изготавливаются из тех же абразивных материалов зернистостью М28. Глифталевые круги – из карбида кремния зернистостью 5; М40; М28; М20; М14 и т.п.
При полировании применяются абразивные пасты и суспензии, изготавливаемые в основном по техническим условиям потребителей. Полировочные пасты содержат мягкие абразивы: оксиды железа, хрома, алюминия, венскую известь, маршаллит; зернистость составляет менее 1 мкм.
В состав паст также входят плавкие связки, смазывающие вещества и поверхностно-активные вещества (ПАВ). В качестве связки используются стеарин, парафин, воск, олеиновая кислота, вазелин, свиной жир (лярд). Смазывающим материалом служат керосин, бензин, вода, трансформаторное или иные масла. В качестве ПАВ обычно используются олеиновая или стеариновая кислота.
Наибольшее применение в промышленности получили пасты ГОИ (Государственного оптического института), воздействие которых на обрабатываемую поверхность одновременно и механическое, и химическое. Номер пасты соответствует ее абразивной способности.
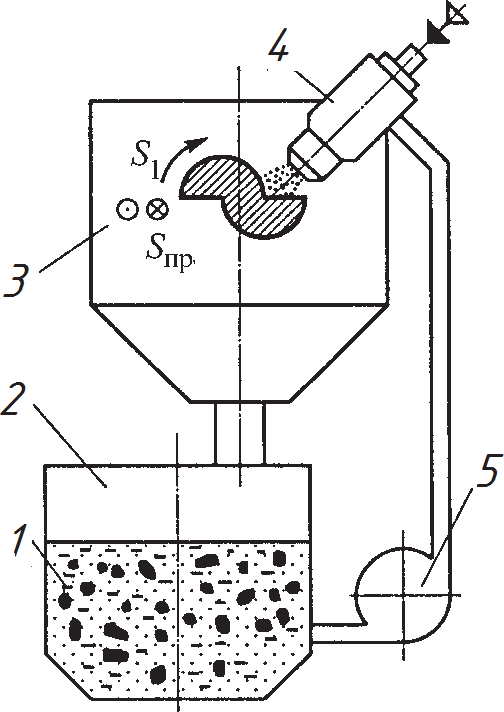
Рис. 39. Установка для абразивно-жидкостной обработки: 1 – суспензия; 2 – бак; 3 – рабочая камера; 4 – сопло; 5 – насос
Суспензии состоят из микропорошка и жидкости. В зависимости от условий обработки концентрация микропорошка от 1:5 до 1:1. Приготовление суспензий достаточно просто: вначале смешивают жидкие компоненты (керосин, веретенное масло, стеарин), затем при непрерывном помешивании добавляют абразивный порошок.
Абразивно-жидкостная обработка, применяемая для полирования сложных фасонных поверхностей, заключается в подаче на обрабатываемую поверхность суспензии под давлением и с большой скоростью. Абразивные зерна, срезая выступы микронеровностей, создают эффект полирования. При подаче суспензии с воздухом повышается производительность обработки, но увеличивается шероховатость поверхности. Установка для абразивно-жидкостной обработки (рис. 39) состоит из рабочей камеры 3 с обрабатываемой заготовкой, твердосплавного сопла 4 для подачи абразивной суспензии 1 из бака 2 и насоса 5. Наибольший съем металла получается при угле наклона сопла 45°.
Для повышения производительности и качества отделочных операций часто используется вибрационная обработка в абразивной среде. Главное движение резания осуществляют абразивные зерна, совершающие колебания под воздействием внешней возмущающей силы (вибраций). Рабочая среда и заготовки при этом перемещаются, совершая колебания в двух плоскостях и медленное вращение всей массы. В рабочей среде детали расположены хаотично и занимают случайное положение, это обеспечивает равномерную обработку всех поверхностей. Большое количество микроударов поддерживает заготовки во взвешенном состоянии, что исключает образование грубых забоин и повреждений. Обработку можно производить всухую или с подачей жидкого раствора, который обеспечивает удаление продуктов изнашивания, равномерное распределение заготовок по объему контейнера и химико-механический процесс съема металла.
Читайте также: