Что называется разметкой металла
Обновлено: 30.06.2024
Пространственная разметка — это нанесение рисок на поверхностях заготовки, связанных между собой взаимным расположением. В зависимости от способа нанесения контура на поверхность заготовки применяют различные инструменты, многие из которых используются и для пространственной, и для плоскостной разметки. Некоторые различия существуют лишь в наборе разметочных приспособлений, который значительно шире при пространственной разметке.
Рубкой называется операция по снятию с заготовки слоя материала, а также разрубание металла (листового, полосового, профильного) на части режущими инструментами (зубилом, крейцмейселем или канавочником при помощи молотка). Точность обработки при рубке не превышает 0,7 мм. В современном машиностроении к процессу рубки металла прибегают лишь в тех случаях, когда заготовка по тем или иным причинам не может быть обработана на металлорежущих станках.
Производится рубка в тисках на плите или на наковальне. Заготовки больших размеров при рубке закрепляют в стуловых тисках. Обрубка литья, сварных швов и приливов в крупных деталях осуществляется на месте. Ручная рубка весьма тяжелая и трудоемкая операция, поэтому необходимо стремиться максимально ее механизировать. Рубкой выполняют следующие работы: удаление лишних слоев материала с поверхностей заготовок (обрубка литья, сварных швов, прорубание кромок под сварку и пр.); обрубку кромок и заусенцев на кованых и литых заготовках; разрубание на части листового материала; вырубку отверстий в листовом материале; прорубание смазочных канавок и др.
Рубка металла
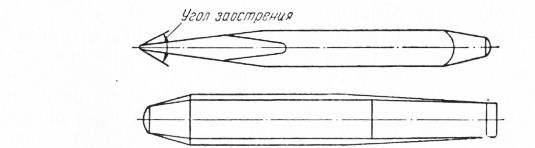
Основными инструментами при рубке являются зубило и молоток. Рабочая часть зубила имеет клиновидную форму. Грань рабочей части, на которой сходит стружка, называется передней, а грань, обращаемая к обрабатываемой поверхности, называется задней. Угол, называется углом заострен, тем больше должен образуемый гранями зубила. Чём тверже обрабатываемый металл, быть угол заострения. Так, при рубке стали угол заострения принимают 60°, а при рубке меди и латуни 45°. Ударная часть зубила имеет вид усеченного конуса с полукруглым верхним основанием. Разновидностью зубила является крейцмейсель, имеющий более узкое лезвие, чем зубило. Применяется крейцмейсель для прорубания узких канавок. Зубила и крейцмейсели изготовляют из стали марки У7А.
Молотки в слесарном деле применяются двух типов, с круглым и квадратным бойком; конец, противоположный бойку, называется носком. Носок имеет клиновидную форму и несколько скруглен на конце. Носок и боек молотка закаливают. Изготовляют молотки из стали У7 и У8. Ручки молотков изготовляют из твердых пород дерева (бук, береза, клен, рябина). Молоток, насаженный на ручку, расклинивают металлическим или деревянным клином.
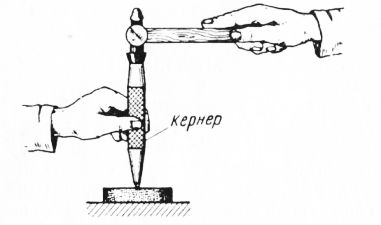
Рис. 4. Пользование кернером
Рубка металла может производиться в тисках, на плите и на наковальне.
Для рубки в тисках металл зажимают в тиски, устанавливают зубило под углом примерно 30° к горизонтальной плоскости губок и производят рубку, ударяя бойком молотка по ударной части зубила. В процессе рубки нужно смотреть не на ударную, а на рабочую часть зубила.
Толщина срубаемого металла за один проход составляет для зубила 1—1,5 мм, а при прорубании канавок крейцмейселем—1,5—2 мм.
При рубке на плите или на наковальне листового металла сначала мелом обозначают контур, по которому будет производиться рубка, а затем надрубают лист с одной стороны, потом, перевернув лист, надрубают его с другой стороны на нужную глубину и отламывают. При вырубании заготовок из листового материала рубят не по риске, а отступя от нее на 2—3 мм.
Резка металла
Резка металла применяется в том случае, когда необходимо разделить металл на части. Резка металла производится ножовкой, ножницами (ручными и механическими), резка труб — труборезом.
Ручная ножовка для резки металла состоит из ножовочного полотна и рамки (державки), в которую вставляется ножовочное полотно.
Рамки бывают нераздвижные и раздвижные, последние дают возможность вставлять в них ножовочные полотна различных размеров. С одного конца рамки укреплена рукоятка, а на другом имеется винт с гайкой, позволяющие производить натяжку полотна.
Ножовочные полотна изготовляют из цементируемой и инструментальной стали марки У12. Реже применяют для этой цели легированные стали. Закалка ножовочных полотен производится на высокую твердость.
Зубки ножовочного полотна всегда разведены в стороны. Это необходимо для того, чтобы при резке разрезаемый металл не зажимал полотна ножовки. Установка ножовочного полотна в рамку производится так, чтобы наклон зубьев был направлен от рукоятки к натяжному болту.
При резке ножовку нужно двигать со скоростью от 30 до 60 ходов в минуту (считая двойные ходы — вперед и назад). Для уменьшения трения ножовочного полотна о распиливаемый металл полотно смазывают смазкой, состоящей из графита и сала.
При поломке одного или нескольких зубьев на наждаке стачивают 2—3 соседних зуба, чтобы образовался плавный переход от выкрошившегося зуба к целым.
Разрезать металл нужно так, чтобы в работе одновременно участвовало не менее двух зубьев, иначе зубья будут выкрашиваться.
При определении силы нажатия на ножовку нужно исходить из расчета, что эта сила не должна превышать 1 кг на 0,1 мм толщины ножовки. При поломке во время реза старого износившегося полотна новым полотном нужно начинать рез с другой стороны, так как новое полотно не войдет в рез, проделанный износившимся полотнам.
Тонкую листовую сталь обычно разрезают при помощи ножниц. Ручными ножницами разрезают сталь толщиной до 1 мм.
Ножницы, у которых одна половина закреплена в деревянной доске или брусе, а другая имеет рукоятку, называют стуловыми ножницами. На этих ножницах разрезают стальные листы толщиной до 3 мм. Ножи ножниц изготовляют из стали марки У7.
Опиливание металла
Опиливанием принято называть обработку поверхности металла напильниками.
Напильники представляют собой стальные бруски, на поверхности которых имеется насечка. При работе напильниками насечка срезает небольшие слои металла в виде опилок. Насечка напильников бывает одинарная и двойная. Напильники с одинарной насечкой применяют для опиливания мягких металлов (медь, бронза, алюминий), для твердых металлов (сталь) применяют напильники с двойной насечкой.
По форме бруска, на котором сделана насечка, напильники делятся на обыкновенные и специальные. К обыкновенным напильникам относятся плоские, квадратные, полукруглые и круглые напильники. Специальными являются ромбические, плоские с овальными ребрами и овальные напильники.
Мелкие напильники разных форм называются надфилями.
По числу насечек, приходящихся на 1 см длины, напильники делятся на шесть классов.
Первый класс — драчевые напильники, имеющие крупную насечку и применяемые для крупного, чернового опиливания.
Второй класс —личные нашильники, имеющие мелкую насечку и применяемые для чистовой обработки металла.
Третий, четвертый, пятый я шестой классы — это так называемые бархатные напильники, имеющие очень мелкую насечку и применяемые для окончательной доводки и шлифования поверхностей.
Для грубого опиливания мягких металлов: баббита, свинца, цинка, олова — Применяют специальные напильники, называемые рашпилями. Эти напильники имеют специальную (рашпильную) насечку. Рашпили бывают двух классов; второй класс имеет по сравнению с первым классом более мелкую насечку.
Драчевые напильники с очень крупной насечкой, применяемые для очень грубого опиливания металла, называют брусовками. Брусовки изготовляются квадратного сечения.
Надфили подразделяются на шесть номеров. Первый номер надфиля имеет 22 насечки, а шестой — 80 насечек на 1 см длины. Надфили применяют при опиливании изделий в местах, не доступных для обычных напильников.
При работе напильником нужно соблюдать следующие основные правила, удлиняющие срок службы напильников:
1. Не употреблять новый напильник для опиливания твердого чугуна и стали, следует новым напильником поработать на бронзе, латуни и мягкой стали. Объясняется это тем, что насечка новых напильников имеет заусеницы, которые при работе на твердой стали обламываются, приводя напильник в негодность. Необходимо снять заусеницы, работая сначала на мягких металлах.
2. Нельзя новыми напильниками опиливать поверхности с окалиной или твердой коркой. Окалину и корку нужно снимать наждаком, зубилом или старым напильником.
3. Хранить напильники нужно отдельно друг от друга или перекладывать мягкими материалами.
4. Не употреблять личных напильников при опиливании мягких металлов (олово, свинец). От этого насечка личных напильников быстро засоряется.
5. Работать одной стороной напильника, вторую сторону пускать в дело лишь после затупления первой.
6. Стараться беречь напильники от попадания на них наждачной пыли и других абразивных материалов.
При опиливании напильник двигают обеими руками вперед (от себя) и назад (на себя).
При движении назад на него не нажимают. При движении вперед на напильник нажимают, но не одинаково: по мере продвижения напильника вперед усиливают нажим правой руки и ослабляют нажим левой руки. Нормальным считается такой темп опиливания, когда производится от 40 до 60 двойных (вперед и назад) движений напильника в минуту.
Сверление
Сверление производится, как правило, спиральным сверлом, вращаемым сверлильным станком или дрелью. Дрели в свою очередь бывают с ручным, электрическим или механическим приводом. v
Производительность работы сверла и точность сверления в значительной степени зависят от того, насколько соответствует заточка сверла тому материалу, который нужно сверлить. Основное значение в этом случае имеет угол между режущими кромками сверла; так, например, при сверлении стали этот угол должен быть равен 118°, в то время как при сверлении латуни, алюминия и бронзы он должен быть увеличен до 140°.
При сверлении необходимо обеспечить подачу к сверлу охлаждающей жидкости, эта же жидкость является и смазкой, уменьшающей вредное в данном случае влияние сил трения.
Наиболее распространенной охлаждающей жидкостью является эмульсия; она применяется при сверлении стали, ковкого чугуна, латуни, бронзы, алюминия и других металлов. Но есть и исключения, например, при сверлении дюралюминия в качестве охлаждающей жидкости лучше применять керосин.
Нарезание резьбы
Резьбу характеризуют следующие основные параметры.
Шаг резьбы — расстояние, на которое передвигается винт в гайке при совершении им одного полного оборота.
Профиль резьбы — очертание впадины и выступа, которые можно было бы увидеть, разрезав резьбу вдоль оси винта.
Число заходов — число параллельно нарезанных резьб на одном винте. Определение числа заходов как у винта, так и у гайки производится путем подсчета числа концов витков на торцовой части винта или гайки.
Направление резьбы — различают правую и левую резьбу. При правой резьбе при завинчивании винт или гайку нужно вращать по часовой стрелке, а при левой резьбе — против часовой стрелки.
Наружный диаметр резьбы — наибольший диаметр резьбы, измеряемый по ее вертикали.
Внутренний диаметр резьбы — наименьший диаметр, замеряемый по впадинам.
Средний диаметр резьбы — расстояние между двумя линиями, параллельными оси винта, из которых каждая находится на равных расстояниях от вершины винта и дна его впадины.
Система резьбы. Наиболее распространенными в настоящее время являются метрическая, дюймовая и трубная резьба.
Профиль метрической резьбы представляет собой равносторонний треугольник с углом при вершине в 60°. Существует шесть видов метрических резьб, основная и мелкие (1, 2, 3, 4 и 5). Характеризуется метрическая резьба шагом и диаметром винта в миллиметрах. Обозначается эта резьба так: вначале стоит буква М (метрическая), а затем наружный диаметр резьбы в миллиметрах.
Профилем дюймовой резьбы является тоже равнобедренный треугольник, но с углом при вершине в 55°. Дюймовая резьба характеризуется числом ниток резьбы на 1 дюйм длины. Наружный диаметр нарезки также выражен в дюймах.
Трубная резьба имеет тот же профиль, что и дюймовая резьба, различие состоит лишь в том, что трубная резьба мельче дюймовой. Характеризуется трубная резьба так же, как и дюймовая резьба. Вершины выступов метрической, дюймовой и трубной резьбы во избежание заеданий несколько срезаны.
Кроме перечисленных, встречаются специальные виды резьбы, например, прямоугольная и трапецеидальная. Эти виды резьбы применяют для передачи движения или больших усилий.
Упорная резьба применяется для передачи больших усилий в одном направлении.
Коническую резьбу можно встретить в тех случаях, когда необходимо обеспечить плотность соединения (пробки, пресс-масленки). При работе в загрязненной среде применяют круглую резьбу.
Инструментом для нарезания внутренней резьбы (например, в гайке) служит метчик. Метчик представляет собой винт, имеющий несколько продольных прямых или винтовых канавок.
У метчика различают хвостовик, служащий для закрепления метчика во вращающей его детали, и рабочую часть. Рабочая часть в свою очередь разделяется на заборную и калибрующую части.
Заборной или режущей частью называется передняя конусная часть, первая входящая в нарезаемое отверстие и выполняющая основную работу резания. Калибрующая часть зачищает и калибрует отверстие.
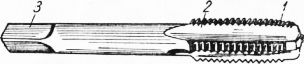
Рис. 6. Метчик:
1 — заборная часть; 2 — калибрующая часть; 3 — хвостовик
У метчиков, служащих для ручной нарезки резьбы, хвостовик имеет квадратную форму, соответствующую вырезу в воротке, которым вращают метчик. Изготовляются метчики из инструментальной стали и закаляются на большую твердость.
Отверстие, просверленное для нарезания резьбы, должно строго соответствовать диаметру нарезаемой резьбы, в противном случае резьба будет не полностью выполнена (если отверстие будет велико) или же возможна поломка метчика или срыв резьбы (если отверстие будет мало). Рекомендуемые диаметры сверл для сверления отверстий под резьбу приведены в табл. 18.
При нарезании резьбы следует на каждые полтора прямых (по ходу резьбы) метчика делать четверть или полуоборота в обратную сторону. Такой метод нарезания резьбы ломает стружку и облегчает резание.
В качестве смазки при нарезании резьбы следует применять разведенную эмульсию: 1 часть эмульсии на 160 частей воды, но ни в коем случае не применять машинное или минеральное масло. Эти масла утяжелят процесс нарезания и ухудшат качество нарезки.
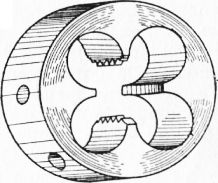
Инструментом для нарезания наружной резьбы являются плашки.
Существует много видов плашек: круглые, шестигранные, разрезные, раздвижные к слесарным клуппам.
Наибольшее распространение получили круглые плашки, или лерки. Лерки представляют собой круглую гайку с несколькими канавками для образования режущих кромок и вывода стружки при нарезании резьбы. Изготовляются лерки из инструментальной стали.
При нарезании резьбы лерками нужно следить, чтобы диаметр нарезаемого стержня соответствовал диаметру резьбы.
Стержень, подготовленный под нарезание резьбы, должен быть очищен от окалины и ржавчины. С конца стержня должна быть снята фаска.
Тиски, укрепляемые на верстаки, бывают двух типов: стуловые и параллельные. Стуловые тиски изготовляют из мягкой стали. Для повышения прочности на рабочие части губок тисков наваривают слой инструментальной стали или на губках на винтах ставят закаленные стальные пластины с крестообразной насечкой.
Достоинством этого типа тисков является их прочность, что дает возможность проводить в них правку металла и срубать толстые слои металла.
Недостатком их является то, что поверхности губок тисков не остаются параллельными, угол между поверхностями губок изменяется по мере их раздвижения.
Параллельными тиски называют потому, что их подвижная губка при раскрытии тисков все время остается параллельной (неподвижной) губке.
Параллельные тиски бывают поворотные и неповоротные. Поворотные тиски удобней в работе.
На рис. 1 изображены поворотные параллельные тиски; у этих тисков подвижная часть перемещается при вращении зажимного винта, ввинчивающегося в зажимную гайку, укрепленную в неподвижную часть тисков. Движение подвижной части направляется призмой. Зажимной винт закреплен при помощи стопорной планки.
Неподвижная часть этих тисков соединена с основанием посредством центрового болта 8, вокруг которого и происходит при необходимости поворот тисков. Закрепление тисков в требуемом положении производится болтом. У неповоротных тисков неподвижная часть составляет одно целое с основанием.
Изготовляются параллельные тиски из серого чугуна. Для увеличения прочности к рабочим частям губок тисков прикрепляются на винтах пластинки из инструментальной стали, имеющие крестообразную насечку.
Для обеспечения производительной качественной работы слесаря необходимо, чтобы высота расположения рабочих губок тисков соответствовала росту работающего.
Параллельные тиски должны быть расположены так, чтобы работающий на них рабочий, стоя прямо, поставив локоть руки на губки тисков, мог вытянутыми пальцами этой руки коснуться своего подбородка. Высоту расположения стуловых тисков устанавливают аналогичным образом, но в этом случае подбородка должны коснуться не вытянутые пальцы, а пальцы, сжатые в кулак. При высоком росте работающего, когда тиски расположены ниже необходимой высоты, под верстак подкладывают подкладки.
Если же работающий мал ростом и тиски расположены слишком высоко, то под ноги работающему подставляется подножная решетка, убираемая каждый раз по окончании работы под верстак. Иногда индивидуальные верстаки имеют специальные винты для регулирования высоты их расположения.
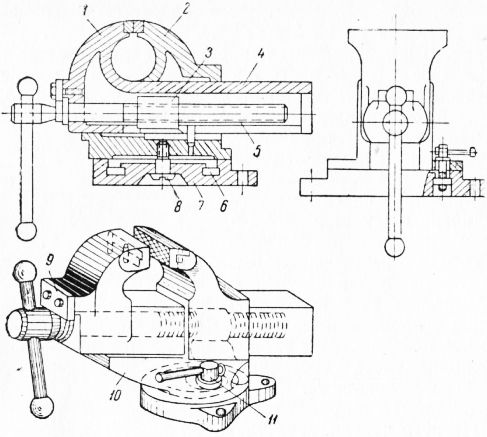
Рис. 1. Поворотные параллельные тиски:
1 — подвижная губка; 2 — неподвижная губка; 3 — зажимная гайка, 4 — направляющая призма; 5 — зажимной винт; 6 — выточка для гайки; 7 — основание тисков; 8 — центровой болт; 9 — стопорная планка; 10 — поворотная часть тисков; 11 — болт для крепления тисков к верстаку
Крупное производство, ювелирные, ремонтные, «гаражные» столярные и слесарные ремесла состоят из процессов обработки заготовок деталей будущего изделия. Любое неосторожное движение может испортить желаемый результат, поэтому, кроме золотых рук мастера, важна правильная фиксация материала, и слесарные тиски отлично с этим справляются.
Плоскостная разметка в слесарном деле
Ответственным подготовительным этапом, который применяется при обработке металла в слесарном деле, на предприятиях машино- и станкостроения, является разметка поверхностей.
Плоскостная разметка — это слесарная операция, состоящая в построении на ровных поверхностях заготовок внутренних и контурных линий изготавливаемых деталей.

Качество ее выполнения оказывает влияние на:
- свойства готовых изделий;
- расход металла;
- образование брака и отходов;
- последующие операции металлообработки.
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
Кроме плоскостной разметки используется пространственная разметка. Она отличается тем, что все линии вычерчиваются на нескольких поверхностях, располагающихся в разных плоскостях друг относительно друга.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной».
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
Инструменты для плоскостной разметки
Работы следует выполнять на ровной и удобной поверхности. С этой целью используют разметочные столы:
Основные требования к качеству и конструкции столов:

- Прочность и устойчивость.
Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется устанавливать на домкратах. - Достаточная площадь рабочей поверхности.
Стандартные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Площадь поверхности стола должна соответствовать размерам листов, лент, полос материала. - Удобство.
Столы оборудуются различными приспособлениями:
- грузами для фиксации листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления металлических листов;
- прямоугольными и клиновидными прокладками для установки профилей и других деталей.
Рабочее место должно быть обеспечено всеми необходимыми для плоскостной разметки инструментами. В таблице приведен перечень необходимых инструментов и некоторые рекомендации по работе с ними.
· один конец затачивается под 45 градусов, второй – согнут в кольцо;
· конец затачивается под 60 градусов;
Приемы плоскостной разметки
Обязательное условие правильного нанесения разметки на плоские поверхности – качественная их подготовка. Порядок подготовки:
- С помощью стальных щеток удалить с поверхности заготовки загрязнения, окалину, следы коррозии.
- Проверить заготовочный материал на наличие дефектов: раковин, трещин, вздутий.
- При выявлении дефектов следует их измерить и предпринять меры по их удалению.
- Если удалить дефекты не возможно, то следует составить план разметки так, чтобы они были удалены с поверхности в ходе обработки.

Перед выполнением плоскостной разметки, рекомендуется:
- Проанализировать чертеж детали, ее назначение, характеристики и размеры.
- Разработать план разметки.
- По справочникам определить припуски на обработку.
- Окрасить поверхность.
Целью окрашивания является обеспечение отчетливости наносимых рисок. При окрашивании небольшой детали, ее держат под наклоном в левой руке. Малярной кистью тонко, перекрестными движениями, наносят краску. Большие заготовки окрашиваются с помощью валика или пульверизатора.
Рекомендации по окрашиванию приведены в таблице.
Применяемая техника нанесения плоскостной разметки зависит от ее назначения, материала, на который наносятся линии, формы размечаемых деталей.
Разметочные работы могут выполняться:
- по чертежу – все элементы детали переносятся с чертежа на материал;
- по шаблону – контуры детали очерчиваются на материале по контурам заранее изготовленного лекала, шаблона или трафарета;
- по образцу – применяется, когда отсутствует чертеж и шаблон, размеры снимаются с образца заменяемой детали;
- по месту – осуществляется при сборке или подгонке по размеру сборочных единиц габаритных деталей.
Если при работе используется чертеж, то порядок выполнения разметки следующий:
- Тщательно изучить чертеж, выяснить материал детали и процесс ее изготовления.
- Установить методы и порядок нанесения на материал линий и кернов.
- Размеры, приведенные на чертеже, следует откладывать с помощью специальных инструментов для разметки и измерительных приборов. Не рекомендуется с чертежа переносить размеры циркулем, даже если чертеж выполнен в масштабе 1:1. Это обусловлено тем, что размеры бумаги, на которую нанесен чертеж, при высыхании могут измениться.
- Установить базу, от которой будет вестись разметка. В качестве базы могут быть:
- кромки размечаемого материала;
- ранее нанесенные линии, например, осевые, центровые.
- Порядок вычерчивания линий:
- в горизонтальном направлении;
- в вертикальном направлении;
- дуги, скругления, окружности;
- наклонные линии.
- Накернить линии.
- Проверить наличие всех линий с чертежа на размечаемой поверхности.



Приемы качественного нанесения разметки:
- Отметки на заготовках из стали наносятся чертилкой. На листах из сплавов на основе алюминия все внутренние линии, для избежания повреждения покрытия, прочерчиваются карандашом, линии контура — чертилкой. Для чистоты линия проводится один раз. Если риска проведена плохо, то это место следует закрасить, дать высохнуть и прочертить линию снова.
- При работе с кернером, левой рукой его устанавливают заостренным концом точно в необходимое место, наклонив от себя и прижав к намечаемому месту. После кернер следует быстрым движением привести в вертикальную позицию и слегка ударить слесарным молотком.
Нанося кернение, следует учитывать нюансы:
- центры кернеров должны располагаться четко на линиях, так чтобы после операций обработки на заготовках осталась половина лунки;
- обязательно следует накернивать места пересечения рисок и скруглений;
- на коротких рисках лунки делают через каждые 5-10 мм, а на длинных – 20-100 мм;
- окружность накернивают в месте пересечения осей;
- на обработанной поверхности лунки проставляются на концах рисок;
- на чистообработанных поверхностях линии не накернивают, они продлеваются до боковых граней, где и ставятся лунки.
- установить заготовку на плите рядом с деталью, при этом необходимо учитывать равномерность распределения на заготовке припусков;
- постепенно перенести все размеры с детали на заготовку;
- синхронно меняя положения заготовки и детали, рейсмусом переносить все размеры;
- контролировать с помощью угольника по линиям, нанесенным в предыдущем положении, соответствие установки детали и заготовки;
- закончить разметку следует накерниванием рисок.
Брак при разметке
Дефекты при нанесении плоскостной разметки оказывают негативное влияние на дальнейшие операции обработки заготовки и качество получаемых деталей. Если ошибки выявлены на ранних стадиях, то их можно устранить. В противном случае вся заготовка отбраковывается и является отходом производства.
Часто встречающиеся виды брака и причины их возникновения приведены в таблице.
· несоблюдение последовательности операций;
· неправильное использование инструментов;

Таким образом, плоскостная разметка – важная стадия производства металлических изделий. От ее точности зависит качество получаемой продукции.
Разметка изделий из металла
При производстве изделий из металла исходный материал — отливки, листовой и профильный прокат — не соответствует по размерам и форме чертежу конструктора. Чтобы отрезать лишний металл, высверлить, отштамповать, сварить или другим образом обработать заготовку, на нее наносят ключевые точки чертежа. Применяясь к этим точкам и линиям, и проводят обработку.

Разметка изделий из металла
Основное понятие и типы разметки
Как правило, размечают уникальные детали и изделия, производимые малыми и сверхмалыми сериями. Для крупносерийного и массового производства заготовки не размечают, вместо этого используют специальную оснастку и управляющие программы.
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Разметку производят точками, которые называют кернами и линиями, которые называют рисками.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
Определение разметки Инструменты для разметки
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.

Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Требования к разметке
Слесарная разметка должна отвечать следующим требованиям:
- точно передавать ключевые размеры чертежа;
- быть ясно видимой;
- не стираться и не смазываться в ходе операций механической и термической обработки;
- не ухудшать внешний вид готового изделия.
Разметка деталей должна проводиться качественным инвентарным инструментом и приспособлениями, подлежащими периодической поверке.
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Нанесение взаимно перпендикулярных и параллельных рисок Нанесение рисок под углом друг к другу
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Накернивание разметочных линий
Для того чтобы точнее провести риску, в ее начале и в конце ставят керны. Это позволяет визуально контролировать положение линейки во время прочерчивания.
На рисках большой протяженности вспомогательные керны ставятся также и через каждые 5-15 см.
Линии окружностей накернивают в четырех точках — концах перпендикулярных диаметров.
Если размечают уже обработанные поверхности, то кернение применяют только в начале и конце рисок.

Накернивание разметочных линий
После чистовой обработки риски продлевают на боковые поверхности и ставят керны уже на них.
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и разметочные инструменты особой точности.

Приемы выполнения разметки металлических деталей
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.

Брак при разметке
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Человеческий фактор, к сожалению, является наиболее распространенной причиной разметочного брака.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ
Разметка металла – операция нанесения на заготовку линий (рисок), определяющих согласно чертежу контуры детали и места, подлежащие обработке.
Разметочные линии могут быть контурными, контрольными или вспомогательными.
Контурные риски определяют контур будущей детали и показывают границы обработки.
Контрольные риски проводят параллельно контурным «в тело» детали. Они служат для проверки правильности обработки.
Вспомогательными рисками намечают оси симметрии, центры радиусов закруглений и т. д.
Разметка заготовок создает условия для удаления с заготовок припуска металла до заданных границ, получения детали определенной формы, требуемых размеров и для максимальной экономии материалов.
Разметку подразделяют на линейную (одномерную), плоскостную (двумерную) и пространственную, или объемную (трехмерную).
Линейная разметка применяется при раскрое фасонного проката, подготовке заготовок для изделий из проволоки, прутка, полосовой стали и т. д., т. е. тогда, когда границы, например, разрезания или изгиба, указывают только одним размером — длиной.
Плоскостная разметка – это нанесение на поверхности плоских заготовок на листовом и полосовом металле, а также на поверхностях литых и кованых деталей различных линий.
Плоскостная разметка используется обычно при обработке деталей, изготавливаемых из листового металла. К плоскостной разметке относят и разметку отдельных плоскостей деталей сложной формы, если при этом не учитывается взаимное расположение размечаемых плоскостей.
При пространственной разметке разметочные линии наносят в нескольких плоскостях или на нескольких поверхностях.
Пространственная разметка наиболее сложная из всех видов разметки. Ее особенность заключается в том, что размечаются не только отдельные поверхности заготовки, расположенные в различных плоскостях и под различными углами друг к другу, но и производится взаимная увязка расположения этих поверхностей между собой.
Применяют различные способы разметки: по чертежу, шаблону, образцу и по месту. Выбор способа разметки определяется формой заготовки, требуемой точностью и количеством изделий. При многократном повторении разметки какой-либо детали применяют шаблон. При использовании станков с ЧПУ надобность в разметке отпадает.
При разметке по чертежу сначала наносят осевые линии, затем – горизонтальные и вертикальные, а в последнюю очередь – наклонные линии, окружности и дуги. После этого контуры детали накернивают.
Кроме рассмотренной разметки по чертежу, применяют разметку по шаблону.
Шаблон используют при изготовлении деталей или проверке их после обработки. Разметку по шаблону производят при изготовлении больших партий одинаковых деталей. Она целесообразна потому, что позволяет избежать повторения трудоемкой и требующей много времени разметки по чертежу, если выполнить ее один раз при изготовлении шаблона. Все последующие операции разметки заготовок заключаются в копировании очертаний шаблона. Кроме того, шаблоны могут использоваться для контроля детали после обработки заготовки.
Шаблоны изготовляются из листового материала толщиной 1,5-3 мм.
Разметкапо меступроизводится в тех случаях, когда детали являются сопрягаемыми, и одна из них соединяется с другой в определенном положении. В этом случае одна из деталей выполняет роль шаблона.
Процесс перенесения контура детали, линий ее перегибов, вырезов и других разметок с шаблона на металл называется наметкой.
В зависимости от формы размечаемых заготовок и деталей разметка бывает плоскостная и пространственная (объемная).
При пространственной разметке очень важно правильно выдержать взаимное расположение плоскостей, на которых ведут разметку.
При разметке учитывают припуски на последующую обработку и сборку. Если детали соединяются внахлестку, то необходимо размеры деталей увеличить на величину этой нахлестки. Припуск на обработку кромок после обрезки их на ножницах принимают 2 – 3 мм, а при газовой резке – 4 мм. Цилиндрические и конусные детали размечают с учетом толщины металла. Разметка должна обеспечить раскрой металла с наименьшими отходами.
Точность выполнения разметки в значительной мере влияет на качество обработки. Степень точности разметки колеблется в пределах 0,25 – 0,5 мм.
Ошибки, допущенные при разметке, приводят к браку.
Технические требования
К техническим требованиям разметки относится, прежде всего, качество ее выполнения, от которого во многом зависит точность изготовления деталей.
Разметка должна отвечать следующим основным требованиям:
1) точно соответствовать размерам, указанным на чертеже;
2) разметочные линии (риски) должны быть хорошо видны и не стираться в процессе обработки детали;
3) не портить внешний вид и качество детали, т. е. глубина рисок и керновых углублений должна соответствовать техническим требованиям, предъявляемымк детали.
Слесарные работы. Разметка.

Разметкой называется операция нанесения на обрабатываемую деталь или заготовку рисок (контурных линий), определяющих границы, до которых разрешается снимать излишние слои металла. Разность между размерами заготовки до и после обработки есть припуск на обработку. Припуски, последовательно удаляемые при определенных операциях обработки, называются операционными.
Плоскостная разметка выполняется на поверхностях плоских деталей, на полосовом и листовом материале, на поверхностях кованых и литых заготовок.
Пространственная разметка — это разметка поверхностей заготовки, расположенных в разных плоскостях под разными углами друг к другу.
Разметка выполняется с помощью различных инструментов и приспособлений, к которым относятся чертилка, циркуль, рейсмус, штангенрейсмус, масштабный высотомер, угольники, угольники-центроискатели, корнеры, колокол, молоток, разметочная плита.
Чертилка употребляется для прочерчивания линий (рисок) на размечаемой поверхности по линейке, угольнику или шаблону. Риску проводят только один раз, она тогда получается чистой и правильной. Изготовляется из углеродистой инструментальной стали У10-У12. Концы ее на длине около 20мм закаливаются.
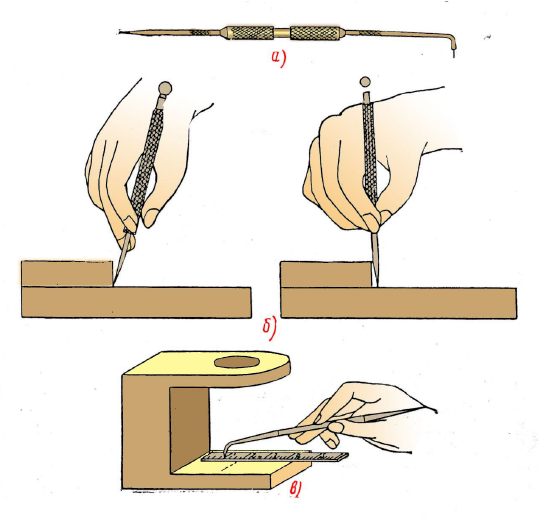
Рис. 1. Чертилка и ее применение.
а — чертилка, б — два положения чертилки при проведении риски: правильное (слева) и неправильное (справа), в — нанесение риски загнутым концом чертилки
Циркуль служит для переноса линейных размеров с масштабной линейки на обрабатываемую деталь, деления линий на равные части, построения углов, разметки окружностей и кривых, для измерения расстояний между двумя точками с последующим определением размера по масштабной линейке. Существуют разметочные циркули простые (рис. 2а) и пружинные (рис. 2б). Простой циркуль состоит из двух соединенных шарнирно ножек 1, цельных или со вставными иглами. Для закрепления раскрытых ножек в требуемом положении на одной из них прикреплена дуга 3 с прорезью, а на другой — стопорный винт 2.
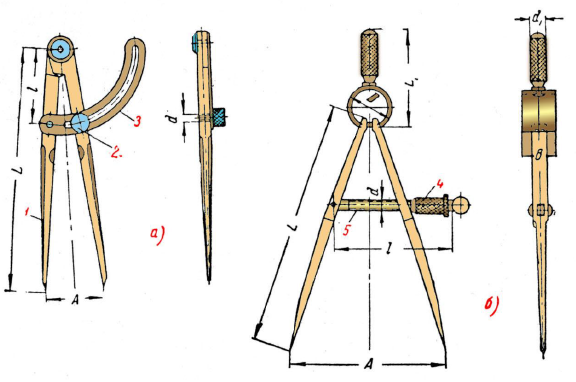
Рис. 2. Циркули.
а — простои, б — пружинный
У пружинного циркуля ножки соединены пружинным кольцом. Разведение и сближение ножек производят вращением в ту или иную сторону разъемной гайки 4 по установочному винту 5. Ножки циркуля изготовляют из стали марок 45 и 50. Концы рабочих частей ножек на длине около 20 мм закаливают.
Рейсмус служит для проведения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмус (рис. 3) состоит из чугунного основания 1, стойки 2 и чертилки 3. Чертилку можно закреплять на любом месте стойки, повертывать вокруг оси и наклонять под любым углом.
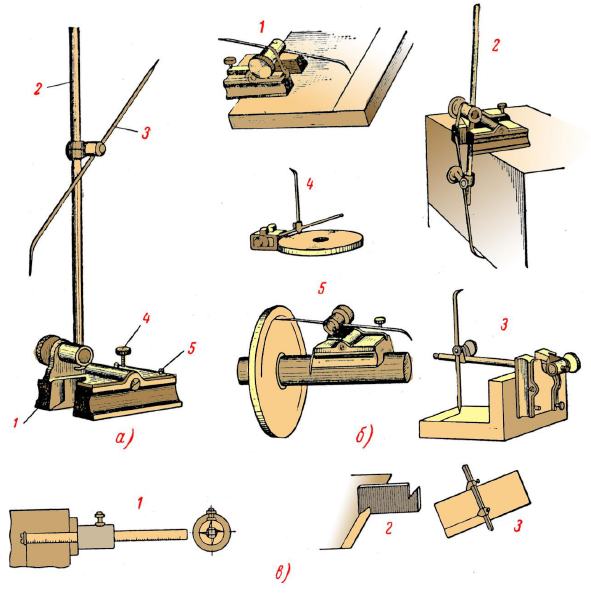
Рис. 3. Общий вид рейсмуса.
1-основание; 2-стойка; 3-игла-чертилка; 4-установочный винт для подводки иглы на точную установку размера; 5-упорные штифты
Угольники-центроискатели применяются для нанесения рисок, проходящих через центр, на торцы круглых изделий. Угольник-центроискатель (рис. 4) состоит из двух планок, соединенных под углом, через середину угла проходит рабочее ребро линейки. Соединительная планка служит для жесткости прибора.
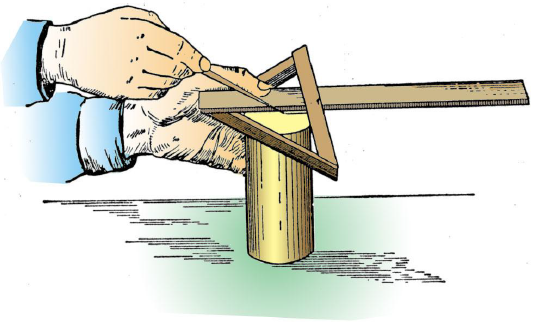
Рис. 4. Угольник-центроискатель.
При разметке центров, размечаемую деталь ставят на торец. На верхний торец накладывают угольник так, чтобы планки, соединенные под углом, касались детали. По линейке чертилкой проводят риску. Затем поворачивают деталь или угольник примерно на 90 0 и проводят вторую риску. Пересечение рисок определяет центр торца детали.
Кернер (рис. 5) служит для нанесения небольших углублений на рисках. Этот инструмент представляет собой круглый с накаткой в средней части стержень, на одном конце которого имеется коническое острие с углом при вершине 45-60 0 ; другой конец кернера оттянут на конус; по этому концу при кернении наносят удары молотком.
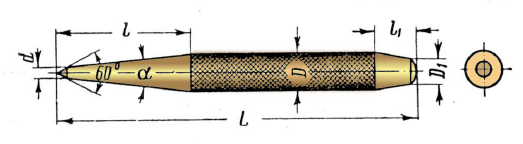
Рис. 5. Кернер.
Кернеры изготовляют из углеродистой инструментальной стали У7А. Их рабочую часть (острие) закаливают на длине около 20 мм, а ударную часть на длине около 15 мм.
Разметочная плита (рис. 6) — основное приспособление для разметки. Она представляет собой чугунную плиту с точно обработанными верхней поверхностью и боковыми сторонами.

Рис. 6. Разметочная плита на столе.
На плоскости плиты устанавливают размечаемое изделие и производят разметку. При разметке употребляют различные приспособления в виде подкладок, призм, кубиков.
Основные этапы разметки.
Перед разметкой заготовку осматривают, проверяя, нет ли у нее пороков — раковин, пузырей, трещин, перекосов, правильны ли ее размеры, достаточны ли припуски. После этого намеченную к разметке поверхность очищают от окалины и остатков формовочной земли и удаляют с нее неровности (бугорки, заусенцы), затем приступают к окрашиванию поверхности, чтобы разметочные линии были отчетливо видны при обработке. Черные, т.е. необработанные окрашивают мелом, свежесохнущими красками или лаками. Чисто обработанные поверхности — медным купоросом.
Перед нанесением на окрашенную поверхность разметочных рисок определяют базу, от которой будут наноситься риски. При плоскостной разметке базами могут служить наружные кромки плоских деталей, полосового и листового материала, а также различные линии, нанесенные на поверхность, например, центровые, средние, горизонтальные, вертикальные или наклонные. Если базой является наружная кромка (нижняя, верхняя или боковая), то ее нужно предварительно выровнять.
Риски обычно наносятся в следующем порядке: сначала проводят все горизонтальные риски, затем вертикальные, после этого наклонные и, наконец, окружности, дуги и закругления. Так как риски во время работы легко затереть руками, по линиям рисок набивают кернером небольшие углубления — керны. На обработанных поверхностях точных изделий разметочные линии не кернятся.
Разметка по шаблонам и по изделию шаблоном (рис. 7) называется простейшее приспособление, по которому изготовляют или проверяют однородные детали или изделия при серийном и массовом производстве. Разметочные шаблоны делают из листовой стали толщиной от 1,5 до 3 мм. Разметка по шаблону значительно упрощает и ускоряет работу.

Рис. 7. Шаблоны.
1 — для разметки контура плоской детали, 2 — для разметки шпоночного паза, 3 — для разметки отверстий.
Разметка линий от кромки детали. Наглядно этот способ показан на рис. 8

Рис. 8. Разметка линий от кромки детали.
а — засечка чертилкой метки по масштабной линейке, б — прочерчивание линии по угольнику
Брак при разметке и меры его предупреждения.
Брак может возникать как по причинам, не зависящим от разметчика, так и по его вине. Причины, не зависящие от разметчика — это работа по неверным чертежам, разметка на неправильной разметочной плите и неточных приспособлениях, пользование неточным или изношенным контрольно-измерительным инструментом.
Ошибка в размерах. Такая ошибка является результатом невнимательного чтения чертежа разметчиком, не разобравшемся в проставленных на чертеже размерах.
Неточность установки размеров по масштабной линейке. Здесь виной может быть либо небрежность разметчика, либо отсутствие у него достаточных навыков в пользовании разметочными и измерительными инструментами.
Неверное откладывание размеров, т.е. использование в качестве баз не тех поверхностей, от которых следовало вести разметку.
Небрежная установка детали на разметочной плите, т.е. неточная выверка ее при новых установках. Все эти ошибки разметки объясняются невнимательностью разметчика. После окончания разметки необходимо тщательно проверять правильность выполненной работы.
Читайте также: