Что понимают под ликвацией в слитке металла
Обновлено: 07.05.2024
Жидкая сталь представляет собой однородный раствор углерода, кремния, марганца, фосфора, серы, кислорода и газов в жидком железе, но содержание этих примесей в различных точках стального слитка неодинаково. Химическая неоднородность, или ликвация, возникает при затвердевании слитка.
Причиной возникновения ликвации является то, что растворимость ряда примесей в твердом железе ниже, чем в жидком. Вследствие этого растущие при затвердевании оси кристаллов содержат меньшее количество примесей, чем исходная сталь (процесс «избирательной кристаллизации»), а остающийся жидкий металл обогащается примесями.
Склонность к ликвации различных элементов, содержащихся в стали, неодинакова. Степень ликвации обычно характеризуют следующим выражением:
где С — максимальное, минимальное и среднее содержание элемента в той или иной части слитка.
Различают ликвацию двух видов: дендритную и зональную.
Дендритная ликвация — это неоднородность стали в пределах одного кристалла (дендрита): содержание примеси в осях дендритов ниже, чем в межосных объемах. Наибольшей склонностью к дендритной ликвации обладают сера, фосфор и углерод. В меньшей степени: кремний, марганец, вольфрам, хром, молибден и ряд других элементов. Величина дендритной ликвации, т. е. различие между содержанием отдельных элементов в осях и межосных пространствах дендритов достигает существенных значений, например для 3-т слитка, %: сера около 200, фосфор 150, углерод 60, кремния 20, марганца 15.
Отрицательное влияние дендритной ликвации проявляется в том, что она вызывает появление в готовой стали полосчатой структуры, которая вызывает анизотропию механических свойств металла в продольном и поперечном относительно оси прокатки направлениях.
Зональная ликвация — это неоднородность состава стали в различных частях слитка. Она достигает больших значений, чем дендритная ликвация и представляет существенно большую опасность. К образованию зональной ликвации склонны сера, фосфор, углерод и кислород. Зональной же ликвации марганца, кремния, хрома, никеля, вольфрама, ванадия и титана практически не наблюдается.
Зональная ликвация вызывает неоднородность свойств в различных частях стальных изделий и может вызывать отбраковку металла вследствие отклонения состава металла от заданного.
В возникновении зональной неоднородности наряду с избиратель ной кристаллизацией важную роль играют процессы, приводящие к перемещению ликвирующих элементов из одной части слитка в другую. Такими процессами являются: диффузия примесей из двухфазной области в объем оставшегося жидкого металла; конвективные потоки металла в изложнице, приводящие к выносу ликватов в верхнюю и среднюю части слитка; всплывание объемов загрязненного примесями металла вследствие того, что их плотность меньше плотности остального металла. По этим причинам верхняя и осевая части слитка, кристаллизующиеся в последнюю очередь, обычно обогащаются примесями.
Проявление зональной ликвации зависит кроме всего прочего от степени раскисленности металла.
Зональная ликвация в слитке спокойной стали. В наружной корковой зоне слитка ликвация отсутствует и состав металла здесь не отличается от состава жидкой стали, поскольку из-за быстрой кристаллизации поверхностных слоев слитка ликвационные процессы здесь не успевают развиться.
В остальном объеме слитка ликвация серы, фосфора и углерода подчиняется следующей закономерности: в верхней части слитка содержание элементов возрастает в направлении к оси; в средней по высоте части слитка ликвация незначительна; в нижней части наблюдается обратная ликвация — содержание серы, фосфора и углерода убывает в направлении к оси слитка. Отрицательную ликвацию в нижней части слитка объясняют всплыванием и перемещением примесей в верхнюю часть слитка.
Наряду с отмеченной общей закономерностью распределения ликвирующих примесей в слитке спокойной стали наблюдаются специфические виды ликвации: V-образная ликвация под усадочной раковиной и скопление примесей в виде нитей или полос — Λ - образная ликвация или «зона усов» (см. рисунок 24).
Образование V-образной ликвации объясняют опусканием в усадочные пустоты осевой части слитка загрязненного примесями металла из прибыли. В процессе кристаллизации последние объемы металла, находящегося в двухфазном состоянии, опускаются вследствие усадки по осевой части слитка. При перемещении увлекается и загрязненная ликватами жидкость из примыкающей двухфазной области, которая заполняет возникающие при усадке разрывы, располагаясь в форме воронки. Повышенная вязкость металла в конце кристаллизации слитка и наличие мостов препятствуют всплыванию ликватов, и в этой зоне сохраняется повышенное содержание серы, фосфора и углерода.
Причина образования Λ-образной ликвации окончательно не выяснена. Одни металлурги считают «усы» следами выделявшихся при кристаллизации пузырьков водорода, которые увлекали за собой примеси; другие видят причину образования «усов» в опускании загрязненного примесями металла в усадочные полости низа слитка по узким каналам между осями дендритов.
Развитие зональной ликвации зависит от ряда факторов. Зональная ликвация развивается тем сильнее, чем больше масса и поперечное сечение слитка и чем больше длительность его затвердевания. В связи с этим высококачественные и легированные стали, используемые для изготовления деталей ответственного назначения разливают в слитки небольшой массы (
Все мероприятия, направленные на борьбу с развитием усадочных дефектов, будут способствовать также и уменьшению V-образной ликвации. В свою очередь факторы, вызывающие повышение скорости охлаждения и кристаллизации слитка, будут уменьшать развитие Λ-образной ликвации.
Зональная ликвация в слитке кипящей стали. В механически закупоренном слитке наружный слой здоровой корки вследствие очень быстрого затвердевания по составу не отличается от жидкой стали. В остальном объеме до вторичных пузырей наблюдается отрицательная ликвация серы, фосфора и углерода. Это объясняется тем, что при активном кипении ликваты выносятся в верхнюю часть слитка.
Центральная часть слитка (внутри вторичных пузырей), затвердевающая после закупоривания, загрязнена ликватами. При этом содержание серы, фосфора и углерода возрастает в направлении от поверхности к оси и от низа к верху слитка. Максимальное скопление примесей — «ликвационный центр» — находится в середине верхней части слитка на расстоянии 10—20 % высоты от его верха.
Зональная ликвация в слитках кипящей стали в связи с интенсивной циркуляцией металла выражена значительно сильнее, чем в слитках спокойной стали. В центре скопления примесей крупных механически закупоренных слитков степень ликвации серы может достигать 800 %, фосфора 500 %, углерода 300 %. В связи с этим при производстве качественных кипящих сталей для удаления скопления вредных примесей головную обрезь приходится увеличивать до 10— 13 % от массы слитка (вместо 5—9 % для рядовой стали).
В связи с сильным развитием ликвации при механическом закупоривании его активно заменяют химическим. В этом случае зональная неоднородность выражена значительно слабее из-за раннего прекращения кипения, поскольку химическое закупоривание производят через 1—1,5 мин поле окончания наполнения изложницы, а механическое — через 7—15 мин.
В химически закупоренном слитке быстро затвердевающая корковая зона и зона слабо развитых сотовых пузырей не имеют заметной ликвации. В остальном объеме слитка отмечается слабо заметное повышение содержания примесей в направлении от низа к верху и от поверхности к оси слитка. На оси слитка па расстоянии 25—35 % высоты от верха сходится ликвационный центр — локальное скопление примесей.
В слитке полуспокойной стали характер ликвации примерно такой же, как в химически закупоренном слитке кипящей стали.
Ликвация (в металлургии)
Ликвация (в металлургии) Ликвация (от лат. liquatio — разжижение, плавление), сегрегация (от позднелат. segregatio — отделение) в металлургии, неоднородность химического состава сплавов, возникающая при их кристаллизации. Особое значение имеет Л. в стали, впервые обнаруженная русскими металлургами Н. В. Калакуцким и А. С. Лавровым в 1866.
Л. возникает в результате того, что сплавы, в отличие от чистых металлов, кристаллизуются не при одной температуре, а в интервале температур. При этом состав кристаллов, образующихся в начале затвердевания, может существенно отличаться от состава последних порций кристаллизующегося маточного раствора. Чем шире температурный интервал кристаллизации сплава, тем большее развитие получает Л., причём наибольшую склонность к ней проявляют те компоненты сплава, которые наиболее сильно влияют на ширину интервала кристаллизации (для стали, например, сера, кислород, фосфор, углерод). Л. оказывает, как правило, вредное влияние на качество металла, т. к. приводит к неравномерности его свойств.
Различают дендритную Л., которая проявляется в микрообъёмах сплава, близких к размеру зёрен, и зональную Л., наблюдаемую во всём объёме слитка. Дендритная Л. выражается в том, что оси дендритных кристаллов отличаются по химическому составу от межосных пространств. Этот вид Л. может быть в значительной степени устранён при длительном отжиге металла (так называемая гомогенизация ) в результате диффузии примесей. Зональная Л. выражается в наличии в слитке нескольких зон с различным химическим составом, которые в зависимости от характера отклонений от среднего состава сплава называются зонами положительной или отрицательной Л. Различают осевую и внеосевую Л. Для уменьшения зональной Л. ограничивают размеры слитков, а также применяют специальные металлургические процессы: непрерывную разливку, переплав в водоохлаждаемом кристаллизаторе (электрошлаковый или вакуумный) и т. п.
Лит.: Голиков И. Н., Дендритная ликвация в стали, М., 1958; Штейнберг С. С., Металловедение, Свердловск, 1961; Вайнгард У., Введение в физику кристаллизации металлов, пер. с англ., М., 1967.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Полезное
Смотреть что такое "Ликвация (в металлургии)" в других словарях:
ЛИКВАЦИЯ — Свойство некогор. сплавов при охлаждении распадаться на составным части. Словарь иностранных слов, вошедших в состав русского языка. Чудинов А.Н., 1910. ликвация (лат. liquatio плавление, плавка) 1) геол. разделение жидкого, первонач. однородного … Словарь иностранных слов русского языка
ЛИКВАЦИЯ — (от лат. liquatio разжижение плавление) в металлургии, сегрегация, неоднородность химического состава сплава, возникающая при его кристаллизации … Большой Энциклопедический словарь
Ликвация — Ликвация: в геологических науках процесс распада однородной магмы при понижении температуры на две или более разные по составу несмешивающиеся магмы. (от лат. liquatio разжижение, плавление) в металлургии, сегрегация,… … Википедия
ликвация — (от лат. liquatio разжижение, плавление) в металлургии, сегрегация, неоднородность химического состава сплава, возникающая при его кристаллизации. * * * ЛИКВАЦИЯ ЛИКВАЦИЯ (от лат. liquatio разжижение, плавление) в металлургии, сегрегация,… … Энциклопедический словарь
Ликвация — I Ликвация (от лат. liquatio разжижение, плавление) (геол.), процесс разделения первоначально однородного магматического расплава при понижении температуры на две разные по составу несмешивающиеся жидкости. В результате кристаллизации… … Большая советская энциклопедия
ЛИКВАЦИЯ — (от лат. liquatio разжижение, плавление), сегрегация (от позднелат. segregatio отделение), в металлургии 1) неоднородность хим. состава сплавов, возникающая при их кристаллизации. Л. обусловлена тем, что сплавы, в отличие от чистых металлов,… … Большой энциклопедический политехнический словарь
СЕГРЕГАЦИЯ (в металлургии) — СЕГРЕГАЦИЯ, в металлургии 1) то же, что ликвация (см. ЛИКВАЦИЯ). 2) Обжиг труднообогатимых окисленных руд некоторых цветных металлов в присутствии небольшого количества хлора или хлорсодержащей соли с целью перевода металлов, содержащихся в руде … Энциклопедический словарь
Сегрегация (в металлургии) — Сегрегация в металлургии, 1) неоднородность химического состава сплавов; то же, что ликвация. 2) С. в цветной металлургии, комбинированный процесс обжига окисленной руды с последующим обогащением; цель С. ‒ перевод ценных металлов, содержащихся в … Большая советская энциклопедия
Литая сталь — (L acier fondu, Flussstahl, cast steel) Всякий ковкий железный продукт, получаемый путем отливки, принято на заводах назыв. вообще Л. сталью. Такого определения мы будем здесь придерживаться, хотя многие делят Л. металл по способности его… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
СПЛАВЫ — макроскопические однородные системы, состоящие из двух или более металлов (реже металлов и неметаллов) с характерными металлич. св вами. В более широком смысле С. любые однородные системы, полученные сплавлением металлов, неметаллов, неорг. соед … Химическая энциклопедия
Ликвация
(La liquation, Saigerung) — представляет собой свойство сплавов распадаться при переходе из жидкого в твердое состояние на составные части или отдельные соединения, которые имеют различные точки плавления. Металлы вообще сплавляются, т. е. растворяются одни в других. Одни из них, например золото и медь, сплавляются в различных пропорциях и на вид представляют однородное тело; другие же, например свинец и цинк, разделяются при медленном охлаждении. В случае Л. при застывании жидкого металла выделяются и затвердевают сперва самые тугоплавкие тела, затем менее тугоплавкие и, наконец, самые легкоплавкие. Однако выделяемые при этом тела представляют чаще всего не вполне чистые металлы, например сплавы свинца с цинком содержат внизу слитка свинец с 1,6% цинка, а вверху цинк с 1,2% свинца. Иногда еще до начала остывания происходит распадение легко ликвирующих сплавов на части различного состава, которые размещаются соответственно их удельному весу. Если такая неоднородность существует уже в жидком состоянии, то она сохраняется как при быстром, так и при медленном затвердевании. При появлении же неоднородности во время застывания быстрота охлаждения имеет большое значение. Вообще быстрое охлаждение препятствует такому распадению. Если металлы различаются по цвету, то после Л. неоднородность замечается простым глазом в виде отдельных пятен, называемых ликвационными пятнами. Так, наприм., при сплаве меди с оловом видны беловатого цвета крапинки и пятна на красноватой поверхности излома, состав которых богат оловом. К более сильно ликвирующим сплавам принадлежит сплав свинца с медью, так что из них едва возможно получать однородное литье; затем идут сплавы цинка с оловом, серебра с медью и свинца с оловом. К слабо ликвирующим принадлежат сплавы меди с цинком (латунь), золота с серебром и т. п. Чугун, представляя собой смесь различных соединений железа с углеродом, кремнием, марганцем, фосфором и т. п., при переходе из жидкого состояния в твердое также подвергается Л. Вследствие различных точек плавления одни из этих соединений выделяются из смеси и застывают раньше, другие позже, и часто поэтому получается неоднородный химический состав в различных частях чугуна. Эта неоднородность замечается даже на глаз в виде выделившихся листочков графита или же в виде более или менее светлых пятен, которых состав разнится от окружающей массы. При застывающих медленно отливках в центральных частях содержание графита и кремния повышается, между тем общее содержание углерода понижается. Очень часто на верхней поверхности отливки встречаются отдельные шарики в виде застывших капель, которые достигают иногда величины горошины. Эти капли, которые состоят из легкоплавкого сплава, остаются долго жидкими и вытесняются сжатием затвердевающей массы на поверхность металла. Иногда эти выделения состоят из мельчайших шариков, покрывающих всю поверхность отливки, и тогда их наз. нагаром. По Ледебуру, состав одной из таких капель и основной массы чугуна был:
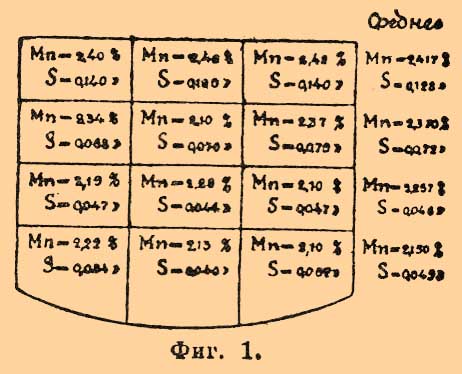
Состав нагара часто показывает большое содержание серы. Сера в чугуне вообще располагается очень неравномерно, что и показывает нижеследующая фиг. 1, на которой обозначены содержание серы и марганца в различных местах поперечного сечения свинки чугуна.
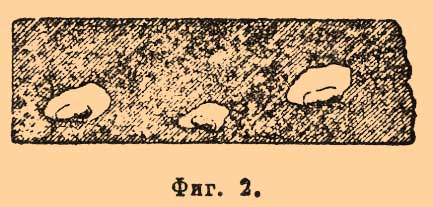
Из опытов найдено, что Л. совершается иногда в разливочном чане до отливки чугуна; из жидкой массы металла выделяются застывшие частицы, богатые марганцем и фосфором, которые всплывают на поверхность и окисляются. При заливке форм они запутываются внутри тела отливки и образуют шарообразные капли, которые окружены пустым пространством (газовым пузырем), как это показывает фиг. 2.
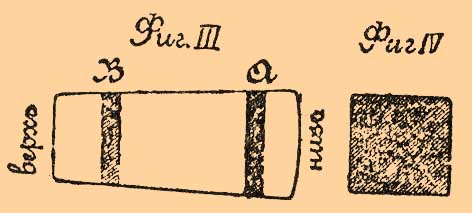
Подобного рода неоднородность химического состава встречается и в литой стали. В начале 80-х гг. Парри Стубс показал, что углерод, фосфор и сера неодинаково размещаются во всей массе стальной литой болванки. Вслед за тем исследования Снелюса показали то же самое явление. Из отлитой болванки на некотором расстоянии от верхнего и нижнего ее конца вырезаны два диска А и В.
Для более точного исследования неоднородности литой болванки директор вульвичского арсенала Майтланд разрезал ее вдоль оси и на поверхности разреза взял 84 пробы, содержание углерода которых представляет следующая таблица в сотых долях процента. Чтобы убедиться в каких местах болванки происходит Л., Martens вытравил кислотой отшлифованную поверхность продольного разреза болванки. Места более неоднородного состава ясно обнаружились в виде пятен, как показано на фиг. 6.
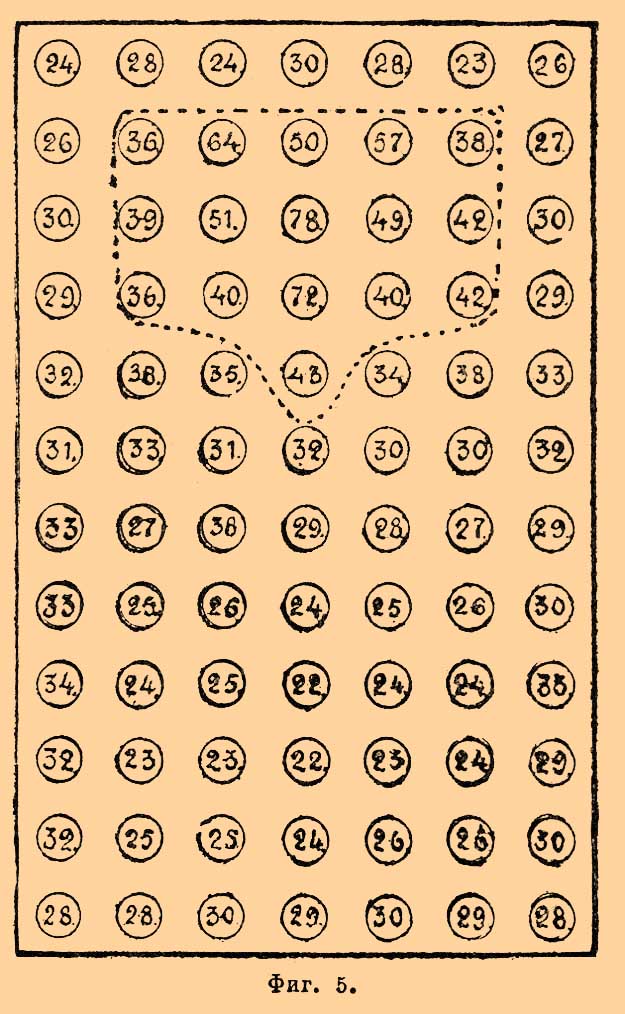
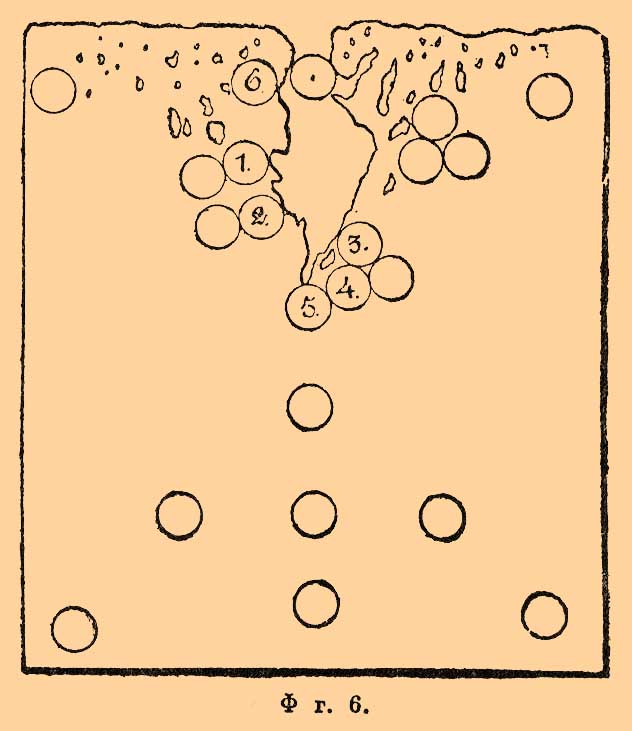
Между тем пробы из других мест, даже соседних с пятнами, дали углерода от 0,58 до 0,60, фосфора от 0,042 до 0,047 и серы от 0,030 до 0,036. Из вышеуказанных и из многих других, здесь не приведенных опытов оказывается: 1) что углерод, фосфор и сера главным образом концентрируются в тех местах болванки, которые застывают последними, т. е. около усадочной раковины (см. Литая сталь); 2) что в верхних поперечных сечениях болванки содержание этих элементов увеличивается по направлению от наружной корки к центру, в нижних же — наоборот; 3) чем тверже сталь, чем больше размеры болванки и чем медленнее она застывала, тем рельефнее выступает эта неоднородность; 4) что марганец, кремний и никель размщаются более равномерно. Причину явления Л. и ее местоположение в болванке легко обяснить, если принять во внимание, что сталь представляет собою тоже сплав разных соединений железа с другими примесями. Однако, в жидком состоянии, например, в разливочном ковше, сталь представляет довольно однородную смесь. На Обуховском заводе при отливке бессемеровской стали было взято в разное время отливки 10 проб, состав которых по углероду отличался в пределах 0,04% углерода. Поэтому Л. происходит только во время застывания болванки. По Осмонду, при застывании жидкой стали выделяются сперва частицы железа, которые и застывают в растворе остальной массы. Затем следуют соединения, заключающие фосфор и кремний. Потом соединения разных тел, а главным образом карбид, который частью застывает между частицами железа, частью вместе с другими телами, увеличивающими его легкоплавкость, и таким образом образует ликвационные пятна, которые отличаются по составу от остальной массы. По Косману, главную роль при Л. играет удельная теплота, освобождающаяся при затвердевании разных соединений. Она каждый раз способствует разжижению остальной массы и переходит в химическую энергию, которая обусловливает появление новых, более легкоплавких соединений. Этот взгляд подтверждается при наблюдении за ходом температуры остывающей стали посредством термоэлектрического пирометра системы Лешателье (см. Пирометры). Выделяющаяся при затвердевании разных соединений теплота вызывает каждый раз остановку падения пирометра. Такого рода наблюдения показывают, что Л. совершается во всей массе болванки, соответственно выделению и остыванию разных соединений. Микроскопические исследования шлифов литой стали лучше всего показывают нам эту неоднородность. На отполированной и вытравленной кислотой поверхности ясно виден сложный узор, который изменяется в зависимости от состава и условий остывания отливки; он указывает на неоднородное сложение стали (см. Микроструктура стали). Посредством этого метода исследований можно убедиться в неравномерном распределении в стали не только углерода и фосфора, но также и марганца, кремния, хрома, никеля и т. п. Кроме того, микроскоп указывает, что узоры наблюдаемых шлифов изменяются в зависимости от быстрого или медленного охлаждения нагреваемой стали. Так, например, углерод в виде карбида, окружающий кристаллы железа как бы звеньями сетки, после накаливания и быстрого охлаждения размещается в массе стали совсем равномерно. И наоборот, продолжительное сильное накаливание и медленное охлаждение стали образуют карбиды железа, марганца и т. п. Этим и объясняют порчу стали при перегреве. Оказывается, что никель, который довольно равномерно распределяется в массе стали при остывании болванки, легко подвергается Л. при продолжительном накаливании и способствует перегреву болванки. Таким образом, Л. образуется не только при отвердевании стали, но также и в твердом металле, сообщая ему другие качества. Иногда в верхних частях болванки, чаще всего в усадочной раковине, встречаются целые куски чугунистого сложения, с большим содержанием углерода и марганца. Такие явления нельзя считать Л., потому что они всегда вызваны случайными обстоятельствами. Если для обуглероживания металла (см. Литая сталь) в конце операции добавляют куски зеркального чугуна, то они иногда запутываются в шлаке, попадают в разливочный ковш и, не успев в нем раствориться, стекают в виде тестообразной массы в изложницу, в которой всплывают на верх металла и застывают. Неоднородности от Л. группируются в верхней, так называемой прибыльной части болванки. Они не имеют большого значения в тех случаях, если прибыльная часть отрубается под молотом (см. Ковка) или если внутренняя часть болванки высверливается, как, например, при изготовлении орудийных принадлежностей. Во всех же случаях, где вся болванка идет в дело, ликвационные пятна сильно ухудшают качество изделий и вызывают в них внутренние натяжения. Вследствие этих обстоятельств часто встречаются поломки рельсов, локомотивных осей, растрескивание стальных листов и т. п. Л. вызывает также трещины внутри болванки. Чтобы уменьшить Л. в болванке, надо стараться получить однородный жидкий металл; добавлять к нему зеркальный чугун в расплавленном состоянии, особенно при больших отливках; довольно скоро отливать сталь; избегать горячей отливки и не очень замедлять остывание болванки. В последнее время для устранения Л. в болванках начали применять центробежное вращение изложниц, наполненных жидким металлом (см. Литая сталь).
Литература. G. Snelus, "Горный Журнал" (1882, № 2); Maitland, "Proceeding of the Institution of Civ. Ing." (1887); Ledebur, "Handbuch der Eisenhüttenkunde"; Kosmann, "Stahl und Eisen" (1893, № 12); Martens, "Stahl und Eisen" (1894, № 18); "Kerpely's Bericht über die Fortschritte des Eisenhütten Fabrik" (1888, 1889 и 1890-91); Howe, "La Métallurgie de l'acier" (перев. Hock); Knab, "L'acier"; Pourcel, "Горный Журнал" (1894, № 12).
Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона. — С.-Пб.: Брокгауз-Ефрон . 1890—1907 .
Смотреть что такое "Ликвация" в других словарях:
Ликвация — [liquatio разжижение] в петрологии процесс разделения магмы при понижении температуры на два несмешивающихся расплава, подобно тому как это наблюдается в металлургических процессах. Одни исследователи (Левинсон Лессинг, Дени и др.) считали Л.… … Геологическая энциклопедия
ликвация — сегрегация, зейгерование; разделение, неоднородность Словарь русских синонимов. ликвация сущ., кол во синонимов: 3 • неоднородность (18) • … Словарь синонимов
ЛИКВАЦИЯ — сегрегация, неравномерное распределение составных частей жидкого сплава металла при его застывании, что ведет к ухудшению качества слитка вследствие его неоднородности. При застывании расплавленной стали прежде всего застывает более чистый и… … Технический железнодорожный словарь
ликвация — и, ж. liquation f. <лат. liquatio плавление, плавка. 1. геол. Разделение жидкого магматического расплава при его остывании на два несмешиваемых компонента. Крысин 1998. 2. техн. Неоднородность химического состава сплавов, возникающая при их… … Исторический словарь галлицизмов русского языка
ликвация — Дефект в виде местных скоплений химических элементов или соединений в теле отливки, возникших в результате избирательной кристаллизации при затвердевании. [ГОСТ 19200 80] Тематики отливки из чугуна и стали Обобщающие термины несоответствие по… … Справочник технического переводчика
ЛИКВАЦИЯ — дефект стали и сплавов, возникающий при их кристаллизации в виде неоднородности отдельных участков по хим. составу, структуре, неметаллическим и газовым включениям … Большая политехническая энциклопедия
Ликвация — [segregation; liquation] (от лат. liquatio разжижение, плавление) неоднородность сплава по химическому составу, структуре и неметаллическим включениям, образованными при кристаллизации слитка, непрерывнолитой заготовки и отливки. Ликвация… … Энциклопедический словарь по металлургии
ЛИКВАЦИЯ — (от латинское liquato разжижение, плавление), сегрегация (от латинского segregatio отделение) 1) неоднородность химического состава сплавов, возникающая при их кристаллизации. Ликвация обусловлена тем, что сплавы, в отличие от чистых металлов,… … Металлургический словарь
ЛИКВАЦИЯ [liquatio — разжижение] — в петрологии процесс разделения магмы при понижении температуры на два несмешивающихся расплава, подобно тому как это наблюдается в металлургических процессах. Одни исследователи (Левинсон-Лессинг, Дени и др.) считали Л. одним из основных способов докристаллизационной дифференциации магмы, др. (Белянкин, Грейг, Фогт и др.), основываясь на экспериментальных данных, допускают, что Л. имеет место только при разделении сульфидно-силикатных расплавов, ведущем к образованию ликвационных сульфидных м-ний. Большинство петрологов сейчас не придает Л. большой петрогенетической роли, полагая, что в однородных силикатных расплавах Л. вообще не происходит. Изучение возможности Л. в силикатных расплавах продолжается.
Геологический словарь: в 2-х томах. — М.: Недра . Под редакцией К. Н. Паффенгольца и др. . 1978 .
(от позднелат. liquatio, букв. - разжижение, плавление * a. liquation; н. Liquation, Seigerung; ф. liquation; и. licuacion, liquefaccion ) - геол. процесс магматич. дифференциации, заключающийся в разделении магмы на две или более жидкие фазы. Эти жидкие фазы могут или застывать (консолидироваться) совместно, давая начало таким породам, как вариолиты, сферолитовые липариты, шаровые граниты, шаровые габбро, или отделяться друг от друга под влиянием силы тяжести или тектонич. процессов и кристаллизоваться затем автономно, приводя к образованию магматич. г. п. ликвационного происхождения.
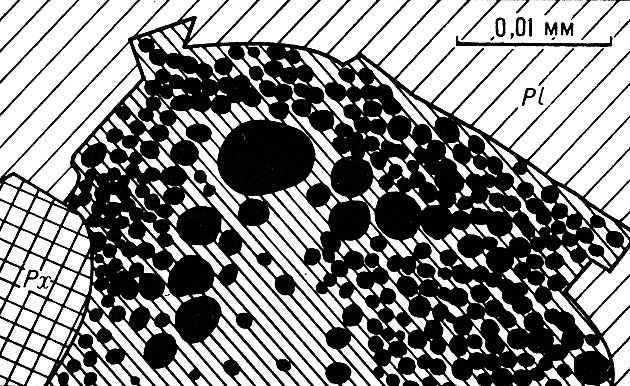
Типичная ликвационная текстура вулканич. пород, характеризующая проявление несмесимости, показана на рис.
Ликвационная текстура вулканических горных пород (схематическая зарисовка по фотографии): несмесимость остаточной магмы в интерстициях между зёрнами плагиоклаза (PI) и пироксена (Px) в базальте. Видны капли богатого железом бурого стекла (чёрные) в матрице светлого стекла.
B зарубежной литературе термин "Л." часто используется в ином смысле: для обозначения процесса отделения расплава от кристаллов в ходе кристаллизац. дифференциации или парциального плавления пород.
A. A. Маракушев.
Горная энциклопедия. — М.: Советская энциклопедия . Под редакцией Е. А. Козловского . 1984—1991 .
Дайте определение ударной вязкости (KCV). Опишите методику измерения этой характеристики механических свойств металла
Ликвация (от лат. liquatio – разжижение, плавление) – неоднородность химического состава сплавов, возникающая при их кристаллизации. Особое значение имеет ликвация в стали, впервые обнаруженная русскими металлургами Н. В. Калакуцким и А. С. Лавровым в 1866 году.
Ликвация возникает в результате того, что сплавы, в отличие от чистых металлов, кристаллизуются не при одной температуре, а в интервале температур. При этом состав кристаллов, образующихся в начале затвердевания, может существенно отличаться от состава последних порций кристаллизующегося маточного раствора. Чем шире температурный интервал кристаллизации сплава, тем большее развитие получает ликвация, причём наибольшую склонность к ней проявляют те компоненты сплава, которые наиболее сильно влияют на ширину интервала кристаллизации (для стали, например, сера, кислород, фосфор, углерод). Ликвация оказывает, как правило, вредное влияние на качество металла, т. к. приводит к неравномерности его свойств.
Различают дендритную ликвацию, которая проявляется в микрообъёмах сплава, близких к размеру зёрен, и зональную ликвацию, наблюдаемую во всём объёме слитка. Дендритная ликвация выражается в том, что оси дендритных кристаллов отличаются по химическому составу от межосных пространств. Этот вид ликвации может быть в значительной степени устранён при длительном отжиге металла (так называемая гомогенизация) в результате диффузии примесей. Зональная ликвация выражается в наличии в слитке не-скольких зон с различным химическим составом, которые в зависимости от характера отклонений от среднего состава сплава называются зонами положительной или отрицательной ликвации. Различают осевую и внеосевую ликвацию. Для уменьшения зональной ликвации ограничивают размеры слитков, а также применяют специальные металлургические процессы: непрерывную разливку, переплав в водоохлаждаемом кристаллизаторе (электрошлаковый или вакуумный) и т. п.
Дайте определение ударной вязкости (KCV). Опишите методику измерения этой характеристики механических свойств металла.
Способность металла сопротивляться ударному воздействию нагрузки оценивают величиной ударной вязкости, под которой понимают работу удара, отнесенную к начальной площади поперечного сечения образца в месте концентратора напряжений. Методы определения ударной вязкости при комнатной, пониженной и повышенной температурах регламентированы ГОСТ 9454–78 и соответствуют СТ СЭВ 472–77 и СТ СЭВ 473–77. В соответствии с этими стандартами образец квадратного или прямоугольного сечения с концентраторами вида U, V и Т (рисунок 1) устанавливают на две опоры маятникового копра с максимальной энергией удара 0,5; 1,0; 5,0; 10; 15 или 30 кгс•м (ГОСТ 10708–76).
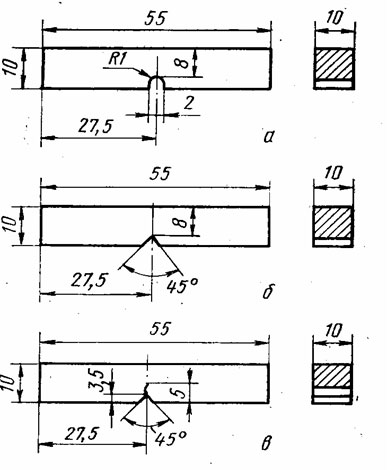
Рисунок 1 – Образцы для испытаний на ударную вязкость:
а-в – соответственно с концентраторами вида U, V и T (усталостная трещина)
Удар наносят посередине образца со стороны, противоположной надрезу. За окончательный результат испытания принимают работу удара или ударную вязкость для образцов с концентраторами видов U и V и ударную вязкость для образцов с концентратором вида Т (усталостная трещина, получаемая в вершине начального надреза при циклическом изгибе образца в одной плоскости). Работу (KU, KV или КТ) разрушения образца определяют обычно по специальной шкале маятникового копра. После определения работы разрушения образца вычисляют ударную вязкость KCU (KCV, КСТ): КС= = K/S0, где S0 – площадь поперечного сечения образца в месте надреза, см 2 .
Работу удара обозначают двумя буквами (KU, KV или КТ) и цифрами. Первая буква (К) – символ работы удара, вторая буква (U, V или Т) – вид концентратора. Последующие цифры обозначают максимальную энергию удара маятника, глубину концентратора и ширину образца. Цифры не указывают при определении работы удара на копре с максимальной энергией удара маятника 30 кгс•м, при глубине концентратора 2 мм для концентраторов видов U и V и 3 мм для концентратора типа Т и ширине образца 10 мм.
Ударную вязкость также обозначают сочетанием букв и цифр. Первые две буквы КС обозначают символ ударной вязкости, третья буква – вид концентратора; первая цифра – максимальную энергию удара маятника, вторая – глубину концентратора и третья – ширину образца. Цифры не указывают в тех же случаях, что и для работы удара. Применяют 10 типов образцов с надрезом вида U, А – с надрезом вида V и 6 – с надрезом вида Т.
Для определения ударной вязкости хрупких материалов (чугунов, сталей с твердостью HRC 55 и выше) допускается применение призматических образцов с размерами 10х10х55 мм без надреза. Ударную вязкость, полученную при испытании таких образцов, обозначают символом КС без индекса.
Для более точной оценки вязкости материалов иногда ударную вязкость как интегральную характеристику делят на две составляющие – удельную рабоду зарождения а3 и удельную работу развития ар трещины: aH = a3 + aр. При хрупком разрушении работа распространения трещины близка к нулю, а при полухрупком она снижается пропорционально проценту вязкой составляющей в изломе, поэтому целесообразно определять ар только при полностью вязком изломе. Существует несколько методов определения а3 и ар. Наиболее распространены метод Б.А. Дроздовского (предварительное нанесение на образец усталостной трещины) и метод А. П. Гуляева (испытание образцов с разными надрезами и построение зависимости ударной вязкости от радиуса надреза); экстраполяция прямой до нулевого значения радиуса надреза дает возможность получить величину ар.
3.Вычертите диаграмму состояния железо-карбид железа, укажите структурные составляющие во всех областях диаграммы, опишите превращения и постройте кривую охлаждения (с применением правила фаз) для сплава, содержащего 0,8% С. Какова структура этого сплава при комнатной температуре и как такой сплав называется?
Первичная кристаллизация сплавов системы железо-углерод начинается по достижении температур, соответствующих линии ABCD (линии ликвидус), и заканчивается при температурах, образующих линию AHJECF (линию солидус).
При кристаллизации сплавов по линии АВ из жидкого раствора выделяются кристаллы твердого раствора углерода в α-железе (δ-раствор). Процесс кристаллизации сплавов с содержанием углерода до 0,1 % заканчивается по линии АН с образованием α (δ)-твердого раствора. На линии HJB протекает перитектическое превращение, в результате которого образуется твердый раствор углерода в γ-железе, т. е. аустенит. Процесс первичной кристаллизации сталей заканчивается по линии AHJE.
При температурах, соответствующих линии ВС, из жидкого раствора кристаллизуется аустенит. В сплавах, содержащих от 4,3 % до 6,67 % углерода, при температурах, соответствующих линии CD, начинают выделяться кристаллы цементита первичного. Цементит, кристаллизующийся из жидкой фазы, называется первичным. B точке С при температуре 1147°С и концентрации углерода в жидком растворе 4,3 % образуется эвтектика, которая называется ледебуритом. Эвтектическое превращение с образованием ледебурита можно записать формулой ЖР4,3-> Л[А2,14+Ц6,67]. Процесс первичной кристаллизации чугунов заканчивается по линии ECF образованием ледебурита.
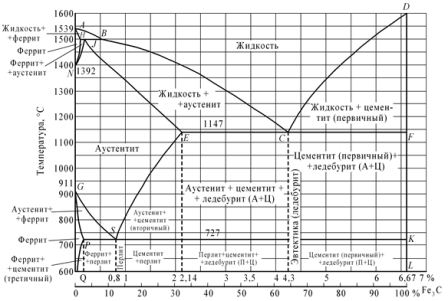
Рисунок 2 – Диаграмма железо-цементит
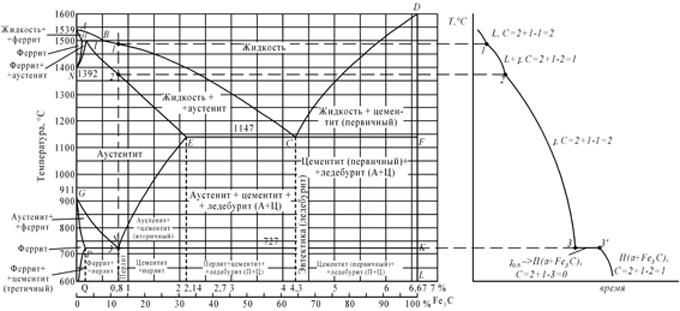
Таким образом, структура чугунов ниже 1147°С будет: доэвтектических — аустенит+ледебурит, эвтектических — ледебурит и заэвтектических — цементит (первичный)+ледебурит.
Превращения, происходящие в твердом состоянии, называются вторичной кристаллизацией. Они связаны с переходом при охлаждении Υ-железа в α-железо и аустенита.Линия GS соответствует температурам начала превращения аустенита в феррит. Ниже линии GS сплавы состоят из феррита и аустенита.
Линия ЕS показывает температуры начала выделения цементита из аустенита вследствие уменьшения растворимости углерода в аустените с понижением температуры. Цементит, выделяющийся из аустенита, называется вторичным цементитом.
В точке S при температуре 727°С и концентрации углерода в аустените 0,8 % образуется эвтектоидная смесь состоящая из феррита и цементита, которая называется перлитом. Перлит получается в результате одновременного выпадения из аустенита частиц феррита и цементита. Процесс превращения аустенита в перлит можно записать формулой А0,8 -> П[Ф0,03+Ц6,67].
Линия PQ показывает на уменьшение растворимости углерода в феррите при охлаждении и выделении цементита, который называется третичным цементитом.
Следовательно, сплавы, содержащие менее 0,008% углерода (точкаQ), являются однофазными и имеют структуру чистого феррита, а сплавы, содержащие углерод от 0,008 до 0,03% – структуру феррит+цементит третичный и называются техническим железом.
Доэвтектоидные стали при температуре ниже 727°С имеют структуру феррит+перлит и заэвтектоидные – перлит+цементит вторичный в виде сетки по границам зерен.
В доэвтектических чугунах в интервале температур 1147–727°С при охлаждении из аустенита выделяется цементит вторичный, вследствие уменьшения растворимости углерода (линия ES). По достижении температуры 727°С (линия PSK) аустенит, обедненный углеродом до 0,8% (точка S), превращается в перлит. Таким образом, после окончательного охлаждения структура доэвтектических чугунов состоит из перлита, цементита вторичного и ледебурита превращенного (перлит+цементит).
Структура эвтектических чугунов при температурах ниже 727°С состоит из ледебурита превращенного. Заэвтектический чугун при температурах ниже 727°С состоит из ледебурита превращенного и цементита первичного.
а) б)
Рисунок 3: а)-Диаграмма железо-цементит, б)-Кривая охлаждения для сплава, содержащего 0,8% углерода
Правило фаз устанавливает зависимость между числом степеней свободы, числом компонентов и числом фаз и выражается уравнением:
C = K + 1 – Ф,
где С – число степеней свободы системы;
К – число компонентов, образующих систему;
1 – число внешних факторов (внешним фактором считаем только температуру, так как давление за исключением очень высокого мало влияет на фазовое равновесие сплавов в твердом и жидком состояниях);
Ф – число фаз, находящихся в равновесии.
Сплав железа с углеродом, содержащий 0,8%С, называется эвтектоидной сталью. Его структура при комнатной температуре перлит.
4.Вычертите диаграмму изотермического превращения аустенита для стали У8, нанесите кривую режима изотермической обработки, обеспечивающей получение твердости 45…50 HRC. Укажите, как этот режим называется, опишите сущность превращения и какая структура получается в данном случае.
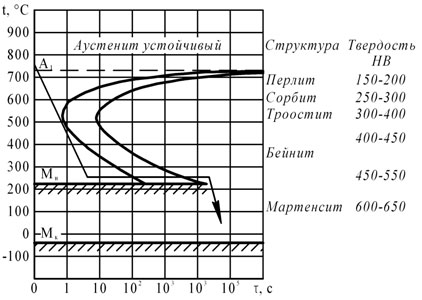
Рисунок 4. – Диаграмма изотермического превращения аустенита стали У8
Изотермической обработкой, необходимой для получения твердости 45…50 HRC, является изотермическая закалка. При изотермической закалке сталь У8 нагревают до температуры на 30-50°С выше точки Ас1 (Ас1 = 730°С) и после выдержки охлаждают до температуры 250-350°С, что несколько превышает температуру начала мартенситного превращения. Выдержка деталей в закалочной среде должна быть достаточной для полного превращения аустенита в нижний бейнит, имеющий твердость 45…50 HRC. Нижний бейнит представляет собой структуру, состоящая из α-твердого раствора, претерпевшего мартенситное превращение и несколько пересыщенного углеродом, и частиц карбидов. В качестве охлаждающей среды при изотермической закалке применяют расплавленные соли или расплавленные щелочи.
5.Как изменяется структура и свойства стали 40 и У12 в результате закалки от температуры 750 и 850˚С. Объясните с применением диаграммы состояния железо-цементит. Выберите оптимальный режим нагрева под закалку каждой стали.
Исходная структура среднеуглеродистой конструкционной стали 40 до нагрева под закалку – перлит + феррит.
Критические точки для стали 40: АС1=730ºС, АС3=790ºС.
При нагреве до 700ºС в стали 40 не происходят аллотропические превращения и мы имеем ту же структуру – перлит + феррит, быстро охлаждая (т.к. закалка), имеем также после охлаждения перлит + феррит с теми же механическими свойствами (примерно), что и в исходном состоянии до нагрева под закалку. Например, после нормализации: σТ=36 кгс/мм 2 , σВ=61 кгс/мм 2 , δ=16%, ψ=40%, НВ≈180.
Если доэвтектоидную сталь нагреть выше Ас1, но ниже Ас3, то в ее структуре после закалки наряду с мартенситом будут участки феррита. Присутствие феррита как мягкой составляющей снижает твердость стали после закалки. При нагреве до температуры 750°С (ниже точки Ас3) структура стали 40 – аустенит + феррит, после охлаждения со скоростью выше критической структура стали – мартенсит + феррит.
Доэвтектоидные стали для закалки следует нагревать до температуры на 30-50°С выше Ас3. Температура нагрева стали под закалку, таким образом, составляет 820-840°С. Структура стали 40 при температуре нагрева под закалку – аустенит, после охлаждения со скоростью выше критической – мартенсит.
Нагрев и выдержка стали 40 при температуре выше 850ºС приводит к росту зерна и ухудшению механических свойств стали после термической обработки. Крупнозернистая структура вызывает повышенную хрупкость стали.
Исходная структура высокоуглеродистой инструментальной стали У12 до нагрева под закалку – перлит + карбиды.
Критические точки для стали У12: АС1=730ºС, АС3=820ºС.
При нагреве до 700ºС в стали У12 не происходят аллотропические превращения и мы имеем ту же структуру – перлит + карбиды, быстро охлаждая (т.к. закалка), имеем также после охлаждения перлит + карбиды с теми же механическими свойствами (примерно), что и в исходном состоянии до нагрева под закалку.
Оптимальный режим нагрева под закалку для заэвтектоидных сталей (%С>0,8%) составляет АС1+(30÷50º), т.е. для У12 – 760–780ºС. При этом после закалки имеем мелкое зерно, обеспечивающее наилучшие механические свойства стали У12.
Нагрев и выдержка стали У12 при температуре 850ºС перед закалкой приводит к росту зерна и ухудшению механических свойств стали после термической обработки.
Читайте также: