Что такое хонингование металла
Обновлено: 17.05.2024

Не так давно искал в Яндексе (не сочтите за рекламу) картинки и наткнулся на давно забытый "дрынохон". Решил заглянуть на сайт, где была размещена фотка. Вот, что там было изложено:
…Перед сборкой двигателя в обязательном порядке проводится хонингование зеркал цилиндров с целью достижения правильной посадки на них поршневых колец, обеспечивающей должную герметичность камер сгорания…
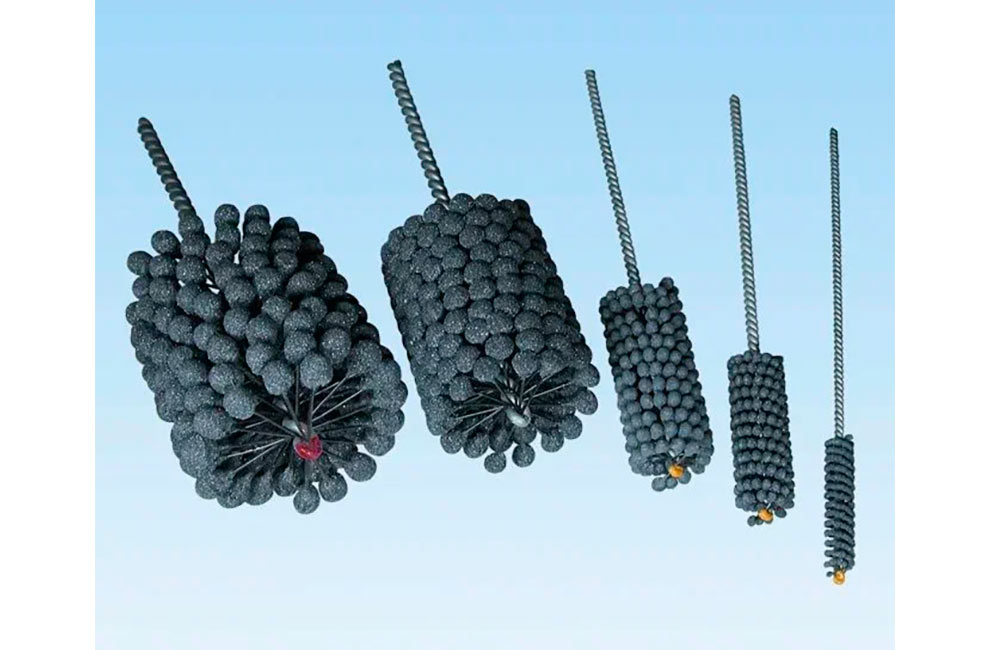
…Выпускаются два типа хонов для обработки зеркал цилиндров: хон типа "бутылочный ершик" и, более традиционный, поверхностный хон в виде насадки с подпружиненными точильными камнями. Оба инструмента обеспечивают необходимое качество обработки зеркал цилиндров, хотя использование первого для неопытного механика предпочтительнее. Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок. Действуйте в следующем порядке…

Далее описана процедура гаражного хонингования. Неужели и сейчас кто-то производит восстановление цилиндров подобными методами. Я полагал, что к подобным текстам уже давно приписали что-то типа "устаревший метод, сейчас так никто не делает". Текст как водится размножен на многих сайтах (эдакий сетевой бэкап коллективного разума) и кто-то сочтёт, что этот метод вполне современен. Однако ж, технологии давно ушли вперёд и теперь дороже будет найти дрынохон, чем сделать хон на соответствующем станке. Преимущество "дрынохона" только в том, что поцарапать цилиндр можно не снимая блок с автомобиля. Фактически так можно только "освежить", но не сделать нормальный хон в изношенном цилиндре. Уж поверьте.
Пару слов о теории:
Хонингование — (от англ. honing, от hone — хонинговать, буквально — точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хонингование применительно к ДВС:
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности — отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
Если считать, что цилиндры — это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения — это кардиология.
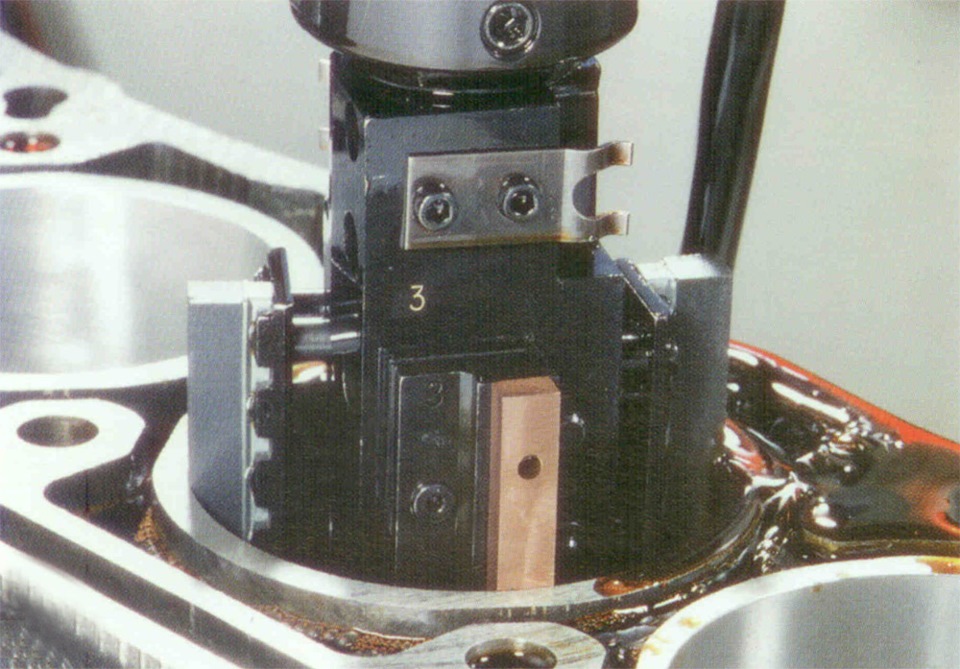
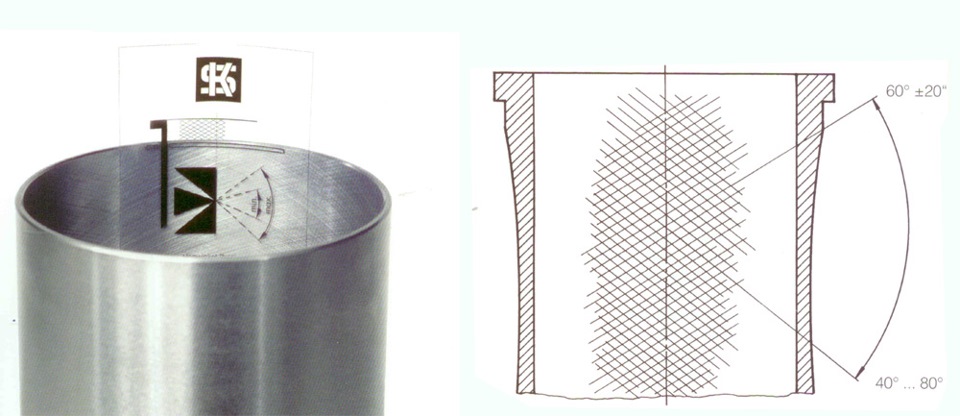
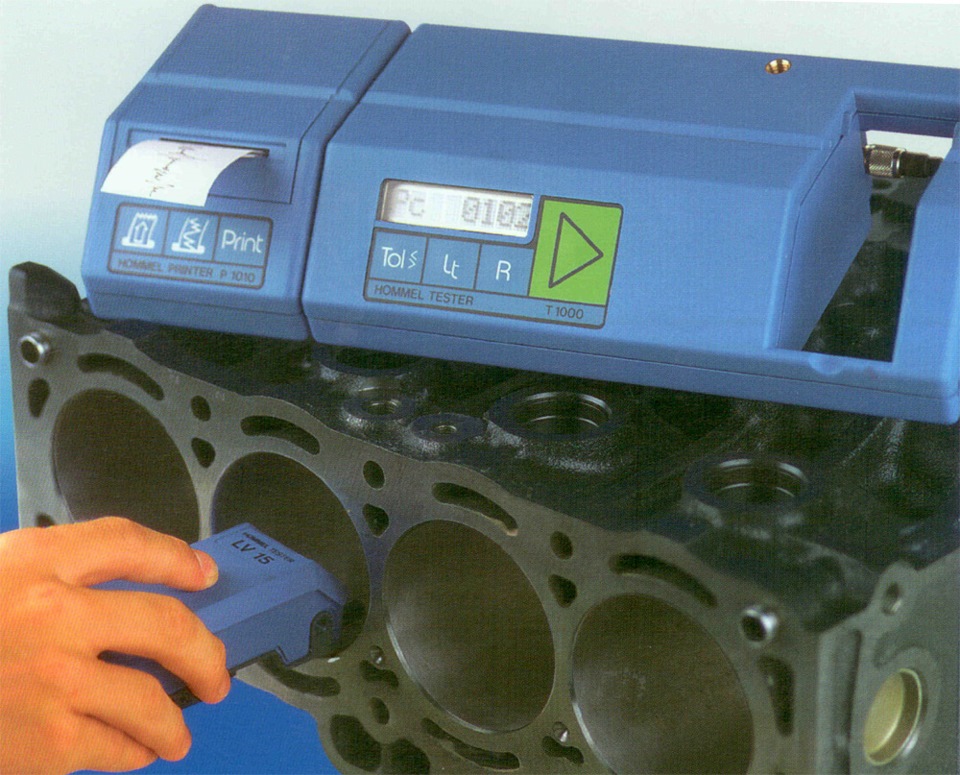
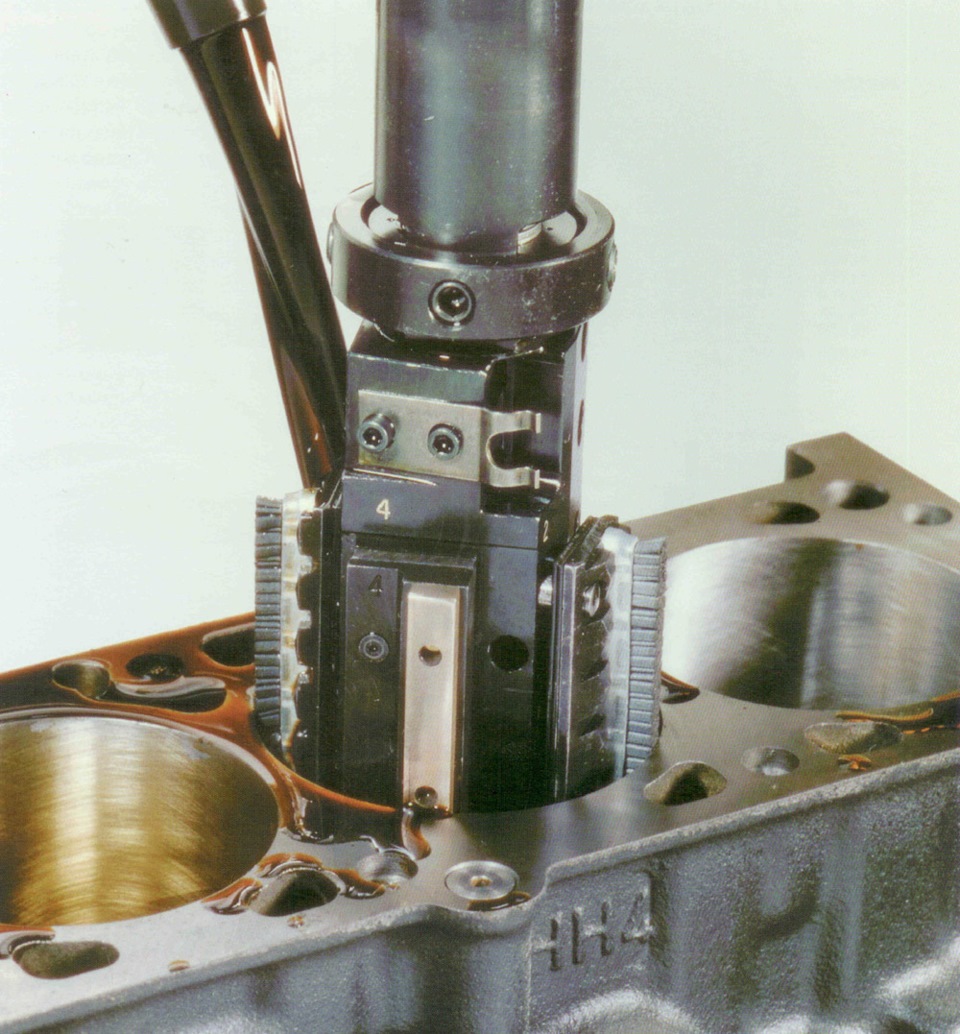
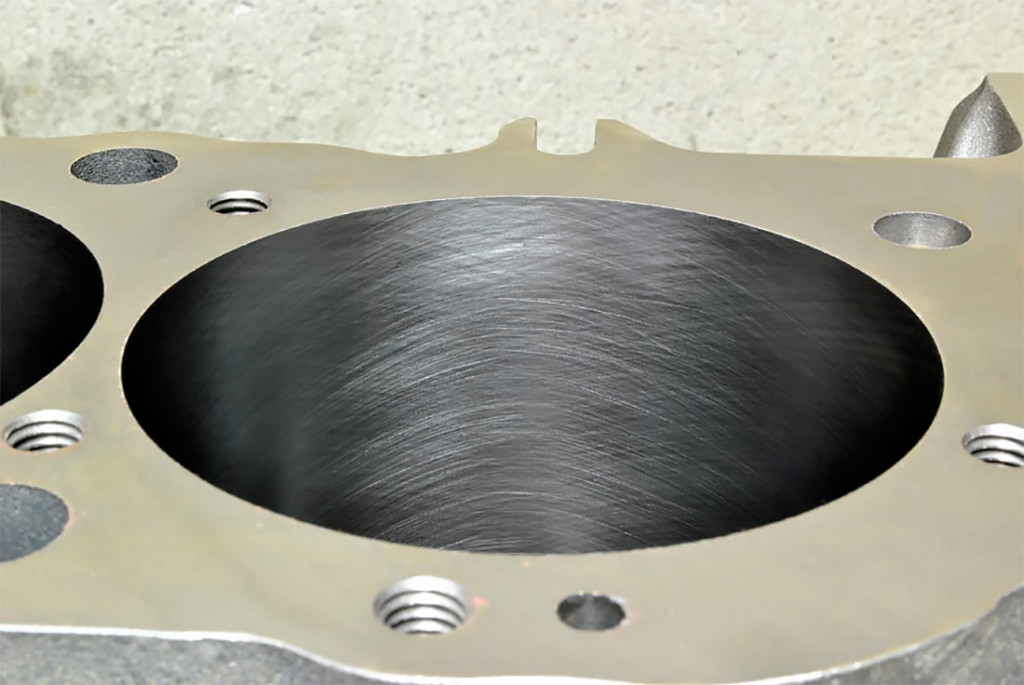
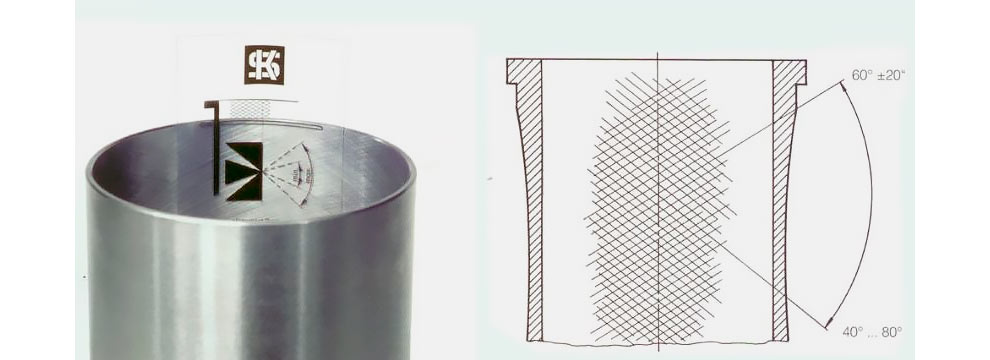
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности — совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра — угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. "Законодатель моды" в данном вопросе — фирма KOLBENSCHMIDT (KS) — дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное — методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования — применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
О практическом влиянии параметров хонингования или разрушение мифа, о "зеркальной", абсолютно гладкой поверхности цилиндра:
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная "возня"), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски — высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 — 1/500 мм, до достижения окончательного размера цилиндра.
Финишная операция при хонинговании — хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ. При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
ТЕХНОЛОГИЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ

Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?

ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.

ЦЕЛЬ НАНЕСЕНИЯ
Причины хонингования цилиндров:
— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.

ТЕХНОЛОГИЯ ОБРАБОТКИ
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
ТОНКОСТИ ПРОЦЕССА
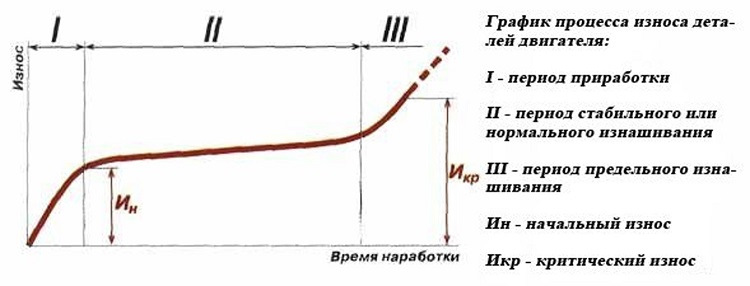
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок;
— отсутствуют деформированные участки;
— глубина, ширина должны быть однородными.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
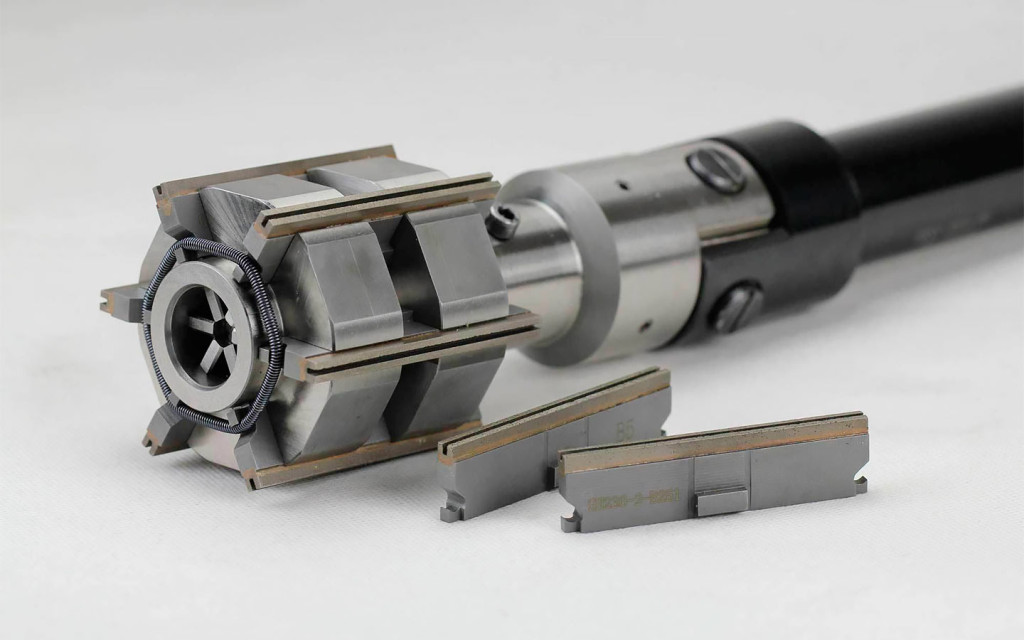
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
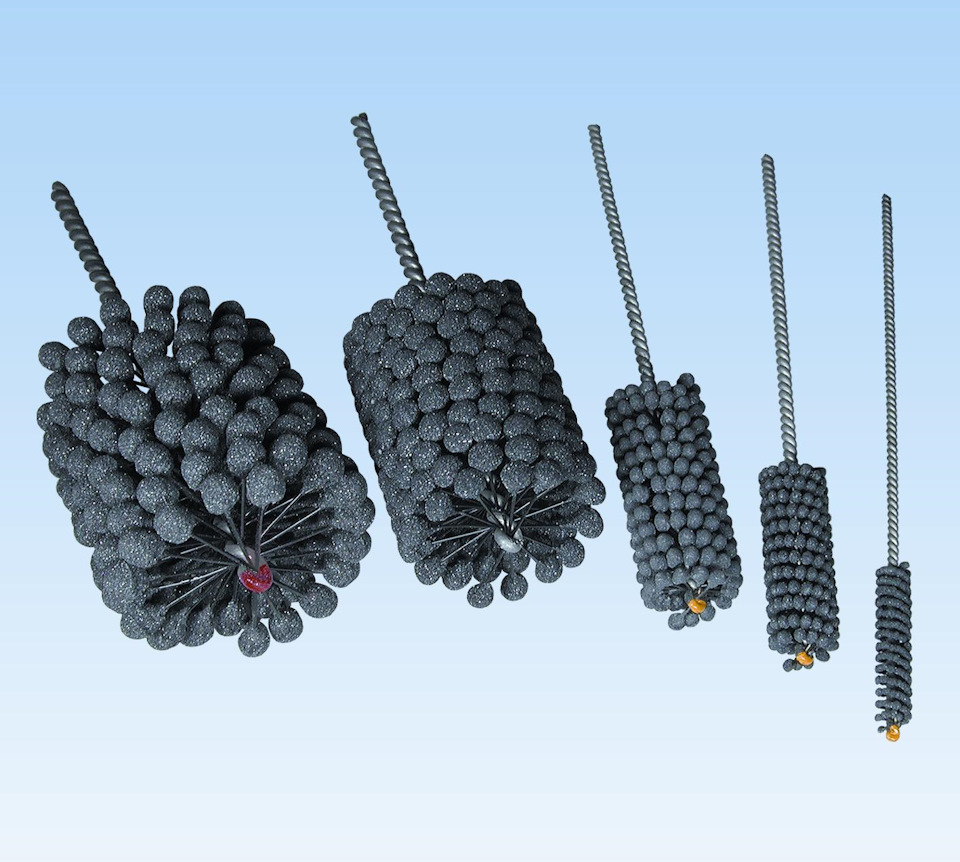
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
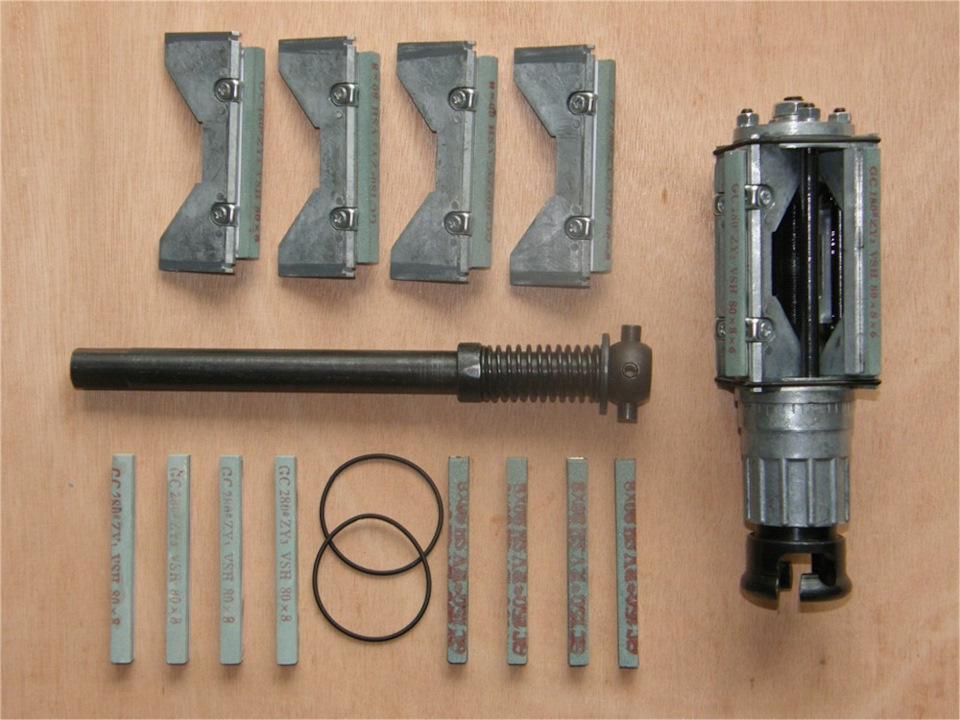
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.

ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Хонингование: что это, процесс и оборудование
Качественно выполненное хонингование — залог активного долголетия современных ДВС. Их ресурс, отдача, расход топлива и масла напрямую связаны с этой процедурой.
Что такое хонингование
Хонингование (от англ. hone — точить) — технология абразивной обработки конических и цилиндрических деталей с помощью особых насадок, хонов, обеспечивающая необходимую степень шероховатости поверхностей и максимальную точность их геометрических параметров.
Как правило, хонингуются полости тех или иных компонентов конструкции, но проводится и наружная обработка габаритных деталей, для чего требуются специализированные или модифицированные шлифовальные и горизонтально-расточные станки. Технология применима как к изделиям из черных (сталь, чугун), так и цветных (алюминиевые, магниевые, цинковые сплавы, бронза, латунь) металлов.
Собственно, в ДВС автомобилей хонингуют прежде всего цилиндры, их гильзы, но также постели коленчатого вала, отверстия в нижней головке шатуна, втулки его верхней головки, а также коромысел привода клапанного механизма.

Для чего нужно хонингование
1. Точность обработки хоном рабочей поверхности цилиндров ДВС существенно выше, чем при использовании обычного расточного и шлифовального инструмента. У этого факта множество следствий:
- Значительно сокращается период обкатки ДВС, особенно при установке специальных компрессионных колец, которые максимально быстро и точно прирабатываются к стенкам цилиндров. В выигрыше ресурс двигателя.
- Достигается оптимальная компрессия в цилиндрах, и как следствие ДВС работает с максимальной отдачей, повышается экономичность, уменьшается расход масла на угар.
- Сокращается прорыв газов в картер ДВС, что позволяет моторному маслу дольше сохранять свои свойства.
- Максимально устраняется эффект конусности и эллипсности цилиндров у ДВС, требующих капитального ремонта. Это увеличивает ресурс двигателя и позволяет получить вышеперечисленные положительные эффекты.
2. Хонингование придает рабочей поверхности цилиндров микропрофиль, в углублениях которого задерживаются частицы моторного масла. Это свойство особенно ценно для высокооборотных ДВС, у которых вследствие больших скоростей движения поршней масляный туман, поднимающийся из картера, не успевает должным образом осаждаться на стенках цилиндров. В этой ситуации созданный хонингованием «аккумулятор масла» помогает предотвратить ускоренный износ деталей цилиндропоршневой группы из-за трения на сухую.
Когда выполняется хонингование
Большинство ДВС современных автомобилей проходят хонингование еще на заводе-изготовителе для получения в цилиндрах эффекта «аккумулятора масла», а повторно — при капитальном ремонте, когда хонингование в большинстве случаев следует за классической расточкой блока, которая выполняется на других станках.
Точную периодичность повторного хонингования указать невозможно, поскольку многое определяется условиями эксплуатации, манерой вождения, качеством топлива и моторного масла. Однако, как правило, при пробеге более 150 тыс. км могут появиться признаки, указывающие на то, что помимо других операций по ремонту двигателя, возможно, возникла необходимость обновить созданный хонингованием микропрофиль стенок цилиндров. К числу таких индикаторов относятся:
- Снижение мощности ДВС.
- Плавающие обороты холостого хода.
- Увеличение расхода топлива и масла.
- Сизый цвет выхлопа, сигнализирующий о сгорании масла вместе с бензином.
Процесс хонингования цилиндров ДВС и его особенности
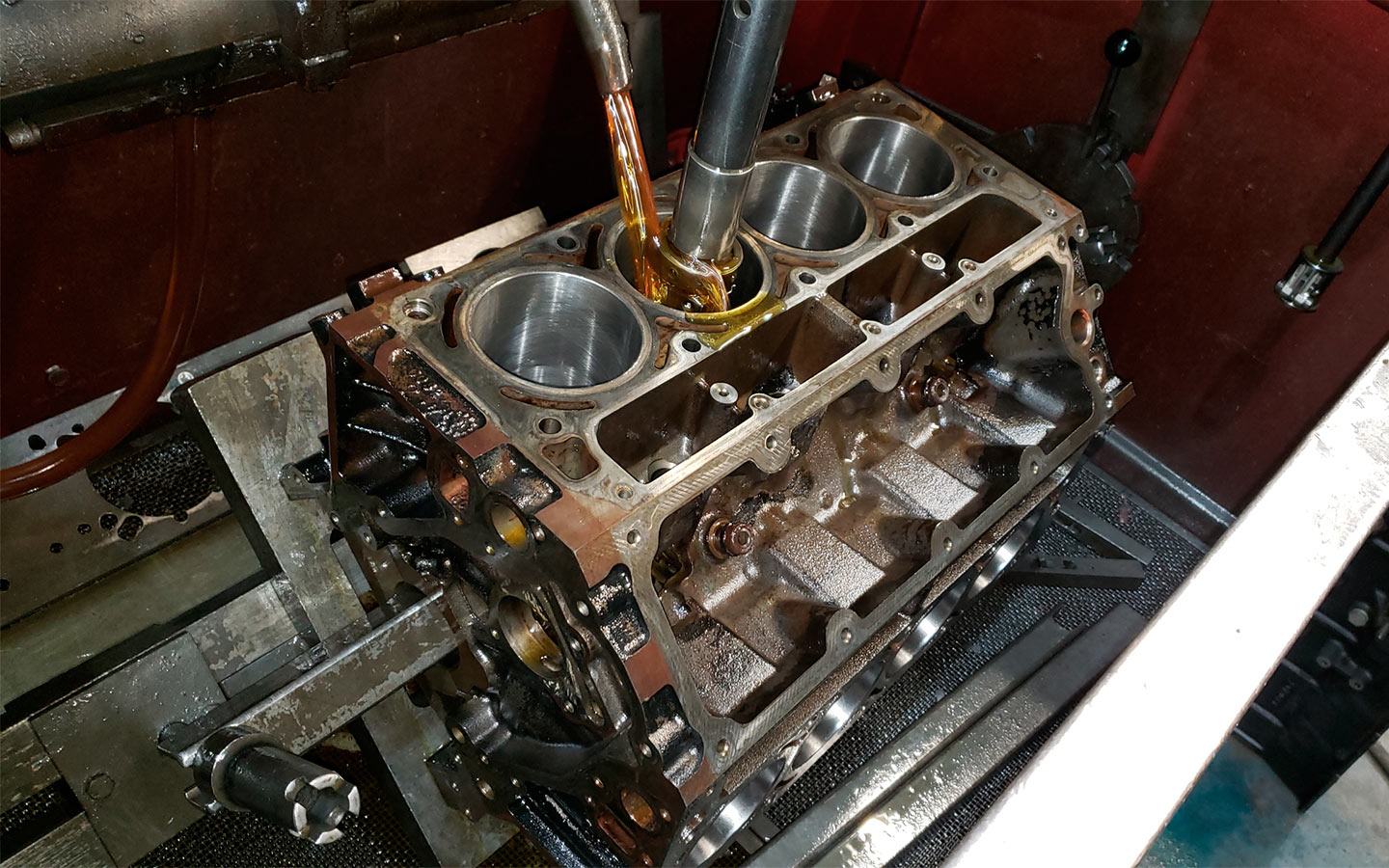
Процесс хонингования выглядит так: смонтированные на металлической оправке хона абразивные бруски прижимаются к стенкам цилиндра, а сама насадка, чей шток закреплен в патроне станка, совершает вращательные и возвратно-поступательные движения. При этом на обрабатываемую поверхность обильно подается смазочно-охлаждающая жидкость в виде керосина, его смеси с веретенным маслом или водно-масляных эмульсий. В зависимости от материала блока или гильз цилиндров меняется методика выполнения операции:
- ДВС с чугунными блоками/гильзами, как правило, проходят два этапа хонингования. Черновое выполняется с помощью крупнозернистого абразива, а чистовое — мелкозернистого, позволяющего срезать «вершины» образовавшегося микропрофиля без углубления рисок-«долин». Завершающим этапом операции является крацевание. С помощью нейлоновых щеток с вкраплением кристаллов кремния хонинговальные риски очищаются от частиц металла и абразива. При этом в чугунном блоке открываются зерна графита, входящие в структуру металла. Обладающий смазывающим эффектом графит позволяет еще сильнее уменьшить износ деталей.
- ДВС с блоками на основе алюминиевых сплавов Alusil, Locasil и Silitec при капремонте проходят после расточки три стадии хонингования. На финишной выполняется шлифовка без изменения ремонтного размера.
- Устранить при капремонте конусность и эллипсоидность алюминиевых цилиндров, на стенки которых нанесено покрытие Nicasil из никеля и сверхпрочного карбида кремния, можно только с помощью хонингования, поскольку для классической расточки блока нет соответствующих резцов.
Условием качественного выполнения операции является:
- Обеспечение равномерного давления шлифующей кромки на внутреннюю поверхность цилиндра. Блоки из алюминиевых сплавов (особенно это касается двигателей, стенки цилиндров которых имеют покрытие Nicasil) требуют более умеренного давления. Для той же категории ДВС критичным является точное соответствие диаметров абразивного бруска и поршня, а также степень фильтрации охлаждающе-смазочной жидкости. Несоблюдение этих требований ведет к перегреву обрабатываемой поверхности, вырыванию абразивных зерен из бруска и образованию задиров.
- Подбор абразива (алмаз, белый электрокорунд, зеленый карбид кремния, нитрид бора) хонинговальных брусков в соответствии с материалом, из которого выполнен блок/гильзы цилиндров ДВС. Для двигателей из Alusil требуются специальные бруски с «антизасаливающейся» поверхностью. Такие бруски не вбирают в себя частички алюминия, которые при нагреве схватываются с поверхностью цилиндра, что неизбежно ведет к образованию задиров.
- Использование хонинговальных брусков на бакелитовой основе. По сравнению с керамической она более прочная и эластичная, что предотвращает отколы от бруска мелких частиц, способных повредить обрабатываемую поверхность.
С помощью хонингования оптимальная для удержания моторного масла степень шероховатости стенок цилиндров у ДВС с блоками/гильзами из чугуна и алюминиевых сплавов Alusil, Locasil, Silitec также достигается по-разному:
- У ДВС с чугунными блоками/гильзами требуемый микрорельеф стенок цилиндров задается хонинговальной сеткой. Ширина ее рисок в верхней части должна быть ровно такой, чтобы силы поверхностного натяжения моторного масла вызывали образование «купола» для оптимального смазывающего эффекта. Здесь важен и угол пересечения рисок в горизонтальной плоскости. При отклонении этой величины в ту или иную сторону более чем на 20° от оптимальных 60° либо уменьшает смазывающий эффект, либо возрастает расход масла на угар.
- Мощные дизельные двигатели с чугунными блоками проходят лазерное хонингование. Лазер испаряет часть металла, и на стенках цилиндров появляются маслоудерживающие углубления.
- У ДВС с блоками/гильзами из Alusil, Locasil и Silitec степень шероховатости стенок цилиндров в значительно бОльшей степени определяется размерами зерна первичных кристаллов кремния, имеющихся в сплаве, и глубиной их раскрытия. При хонинговании важно не допускать вырывания таких кристаллов и добиваться оптимальной глубины их раскрытия. Все это требует соответствующего оборудования и квалификации.

Можно ли делать хонингование своими руками
- Стоит ли при проведении капитального ремонта ДВС самому браться за хонингование? Проведем несложные расчеты:
- Чаще всего автосервисы приводят суммарные расценки на операции расточки блока и хонингование, что логично. В Москве такой «тандем» в среднем обойдется в 1200 руб. (для моделей российских марок несколько дешевле) за цилиндр в случае ДВС с чугунным блоком/гильзами, а с алюминиевыми ценовая вилка расширяется примерно до 2400-6500 руб. за цилиндр.
- Та же ситуация с услугой по восстановлению только хонинговальной сетки. Здесь разброс цен от 600 до 2000 руб. за цилиндр.
- Соответственно, за расточку и хонингование 4-цилиндрового блока придется выложить минимум 4000, а максимум более 25 000 руб., и от 2400 до 8000 руб., если ограничиться только хонингованием.
Бюджет для выполнения хонингования своими силами выглядит так:
- Упругая хон-насадка (так называемый «бутылочный ершик»), использование которой не требует особой квалификации, стоит примерно 4500 руб., тогда как хон с раздвижными тремя лапами, на которых закреплены точильные камни, — где-то от 1300 до более чем 7000 руб.
- Также понадобится большое количество смазочно-охлаждающей жидкости. Даже если исключить из расчетов стоимость дрели или шуруповерта для привода хона и сменных абразивных камней (600-1700 руб.), экономия в большинстве случаев будет стремиться к нулю.
К тому же эксперты напоминают: такие параметры, как глубина рисок хонинговальной сетки, угол их пересечения и степень шероховатости стенок цилиндров, у каждой серии моторов свои, и они не разглашаются компаниями-производителями. В автосервисах помогает накопленная статистика и опыт. Есть ли доступ к такой информации у стороннего механика?
Гаражным специалистам почти невозможно учесть и массу других нюансов. Так, требующие ремонта гильзы (особенно «мокрые») из-за недостаточной жесткости и различий в толщине стенок в верхней и нижней частях легко деформировать при хонинговании. Да и выполненная на глазок хонинговальная сетка может в лучшем случае не дать желаемого эффекта, а в худшем обернется повышенным расходом масла или масляным голоданием, что негативно отразится на ресурсе двигателя.
Вывод очевиден — хонигование блока ДВС лучше доверить профессионалам, тем более что при капремонте эта операция, как правило, следует за расточкой цилиндров, которую не выполнить с помощью насадок на дрель.
Хонингование цилиндров – как повысить производительность двигателя?
Хонингование цилиндров – это абразивная обработка внутренней поверхности цилиндра с помощью специальных материалов (хонов). Этот процесс позволяет обеспечить необходимый микропрофиль стенок цилиндра, который нужен для эксплуатации двигателя.
1 Хонингование цилиндров – повышение ресурсов двигателя
Блок цилиндров на двигателе внутреннего сгорания представляет собой основной связующий элемент между коробкой передач, поршневой группой и ГБЦ. В процессе эксплуатации цилиндры испытывают огромную нагрузку, что со временем приводит к деформации их внутренней поверхности, на которой могут образовываться различные повреждения и царапины. От этого страдают такие эксплуатационные характеристики, как расход масла, расход топлива, компрессия, мощность, ресурс двигателя.

Чтобы восстановить микропрофиль внутренней поверхности цилиндра, выполняют хонингование этой детали и других цилиндрических отверстий в двигателе (отверстия нижней и верхней головки шатуна, втулки клапанного механизма, гильз). С его помощью устраняются царапины и другие виды деформации, и придается необходимая шероховатость поверхности. Шероховатость и количество рисок на стенках цилиндра зависят от типа применяемого абразивного материала (брусков). Хонингование обязательно проводится как при сборке двигателя, так и при капитальном ремонте.
В первом случае процедура позволяет правильно посадить поршневые кольца и обеспечить герметичность камеры сгорания. При капитальном ремонте расточка, полировка и хонингование позволяют вернуть цилиндрам форму, максимально приближенную к заводским показателям и создать точное число штрихов на поверхности для удержания масла, которое необходимо для постоянной смазки поршневых колец. В отличие от полировки или притирки, хонингование – более эффективный и глубокий процесс. Можно повысить устойчивость детали, ресурс двигателя и эффективность его работы.
2 Основные этапы и инструменты для обработки поверхности
Как правило, хонингование блока цилиндров подручными инструментами или автоматизированным способом проходит в два этапа. Первый этап представляет собой черновую обработку, используется крупнозернистый абразив на основе алмазной крошки и меди. При работе понадобится большое количество смазывающей и охлаждающей жидкости. При черновой обработке получаем ровную поверхность с глубокими рисками, и механизм приобретает первоначальную форму.
Процесс чернового хонингования во многом аналогичен процессу силовой расточки цилиндров, однако хонинговка позволяет добиться большей производительности детали.
Далее приступаем к чистовой обработке поверхности для достижения окончательных и оптимальных показателей. Она проводится мелкозернистым абразивным материалом, чаще всего рабочим элементом выступает алмазный брус, который закрепляется на специальной хонинговальной головке. Размер абразивных зерен не должен превышать 1/150 мм.

На этом этапе формируется новый профиль детали и исправляется шероховатость. После начинается финишный этап обработки и полировки поверхности, который называется суперфиниширование. Он заключается в удалении остатков металла и абразивной крошки с помощью мыльного раствора и специальной нейлоновой щетки с мелкими кремниевыми кристаллами, которая одновременно полирует стенки.
3 Как выполнить хонингование своими руками, и что вам в этом поможет?
При наличии определенного набора инструментов и знании технологии обработки хонингование можно выполнить и в домашних (гаражных) условиях. Для работы вам потребуется специальный инструмент, который называется хон. Хоны могут быть двух типов, первый из них представляет собой гибкий элемент, который по конструкции схож с ершиком для мытья бутылок. Второй тип – поверхностный, это специальная насадка с закрепленными на ней точильными камнями. Для обработки цилиндров лучше пользоваться первым типом хона, так как насадки нужны при более глубокой обработке на расточных станках и другом оборудовании.
Помимо хона, вам потребуется большое количество машинного масла, ветошь и электрический инструмент под насадки. Отточка и хонингование цилиндров своими руками осуществляется плавными поступательными движениями снизу-вверх, при этом важно следить за тем, чтобы рисунок (сетка), который образуется на стенках металла, имел равномерный узор. Получаемые риски должны быть иметь равный угол относительно друг друга, в противном случае работу следует прекратить, чтобы окончательно не испортить деталь. Если все прошло успешно, угол хонингования подходящий, а сетка получилась равномерной, очистите деталь от стружки и остатков абразива с помощью мыльного раствора, а после высыхания обработайте стенки специальным маслом с антикоррозийным эффектом.

Ручное хонингование можно проводить, не снимая блок цилиндров с двигателя, и в этом главное преимущество подобной работы. Важно также понимать, что вручную добиться оптимальных показателей цилиндра не получится. При сильном износе такая процедура лишь "освежит" стенки цилиндра, но не исправит проблему, и вскоре она появится снова. Капитально отточить и расточить цилиндры можно только на специальном оборудовании.
Читайте также: