Что такое осадка металла
Обновлено: 04.05.2024
Осадкой в целях увеличения уковки, уменьшения анизотропии механических свойств следует пользоваться с учетом того, что уковка положительно влияет до известного предела и что улучшение механических свойств в поперечных направлениях приводит к снижению их в осевом направлении.
Неравномерность нагрева способствует в процессе осадки искривлению продольной оси и смещению ликвационных зон.
Слитки с подкорковыми дефектами надо предварительно обжимать для заварки последних, чтобы предотвратить их вскрытие в процессе осадки.
Степень деформации при осадке выражается в процентах:
где Н 0 и Н 1 - исходная и конечная высоты заготовки.
В обычных условиях осадки в результате неравномерности деформации заготовка приобретает бочкообразную форму. Повышению равномерности осадки способствуют:
- уменьшение трения на поверхности контакта металла с инструментом путем повышения чистоты его обработки и применения (при осадке на прессе) смазок;
- использование нагретых прокладок толщиной 15-20 мм между инструментом и торцами заготовки из низкоуглеродистой стали; применение плоских выточек для удержания смазки на торцах заготовки глубиной 1-3 мм при ширине 1-2 мм.
В качестве смазок используют сухие древесные опилки, стеклосмазки, графит с машинным маслом, водный раствор коллоидного графита (5-10%) и жидкого стекла (15-20%) и др. Определение величины бочкообразное поковки приведено в литературе.
Во избежание продольного изгиба (искривления) не рекомендуется осадка заготовок с отношением высоты к диаметру или к меньшей стороне сечения больше 2,5.
Исправление возникшего искривления в поковке необходимо проводить немедленно ( рис. 7 ). По мере ликвидации искривления по способу рис. 7, а контактную поверхность увеличивают до полного перекрытия всего торца заготовки. При применении способа рис. 7, б окончательное исправление проводят способом рис. 7, а . В малопластичных сталях при ковке по способу ( рис. 7, б ) могут образоваться глубокие поперечные трещины на вогнутой части.
Рис. 7. Исправление изгиба при осадке
- Осадка заготовок или слитков без хвостовика для получения поковок типа дисков или под последующую прошивку.
- Осадка заготовок или слитков с хвостовиком (выступом) для получения поковок с местным утолщением (высадка) или как предварительная операция перед последующей вытяжкой. В качестве инструмента применяют плоские или вогнутые плиты, причем в нижней плите есть отверстие для хвостовика.
- Осадка (высадка) в подкладных кольцах для получения поковок типа фланцев и дисков с одним или двумя выступами.
Отверстия в кольцах выполняют обычно с уклоном до 7° к высаживаемой части в зависимости от сложности извлечения поковки из колец. При рысадке средней части заготовки с применением двух колец уклон по внутреннему отверстию одного кольца обязателен.
Выбор молота . Вес падающих частей молота, необходимый для осадки заготовки круглого или квадратного сечения, можно определить по формуле
где D 1 и Н 1 - диаметр и высота заготовки после осадки в мм; σ s - напряжение текучести металла при температуре осадки, приближенно равное пределу прочности при той же температуре в кГ1мм2; ε к - степень деформации за последний удар, принимается ε к = 0,025 - для крупных и ε к = 0,060 - для мелких поковок; V - объем заготовки в см3.
На рис. 8 приведена диаграмма для выбора веса падающих частей молота при ковке с осадкой поковок шестерен (без помощи манипулятора).
Рис. 8. Диаграмма для выбора веса падающих частей молота для ковки поковок типа шестерен. (Поковки с размерами D
Выбор пресса . Усилие пресса, необходимое для осадки заготовки круглого и квадратного сечения, можно определить по формуле
где ψ - масштабный коэффициент (гл. I, табл. 18); F - площадь поперечного сечения поковки после осадки в мм2.
Остальные обозначения те же, что и в предыдущей формуле.
Пример . Определить усилие пресса, необходимое для осадки заготовки из стали с σ в = 60 кГ/мм2 с исходными размерами D 0 = 740 мм, Н0 = 1200 мм до высоты Н 1 = 600 мм. Предел прочности стали при температуре осадки σ s ≈σ в = 2,2 кГ/мм2, ψ≈0,75.
Кузнечная осадка металла
Осадка - это кузнечная операция, в результате которой увеличивается площадь поперечного сечения всей или части заготовки за счет уменьшения ее длины.
Назначение
Осадка является одной из наиболее распространенных операций ковки, которую применяют:
- для увеличения диаметра или площади поперечного сечения исходной заготовки (при отсутствии заготовки нужного сечения) круглой, прямоугольной либо фасонной формы;
- для увеличения диаметра или площади поперечного сечения концевой либо серединной части заготовки, например при изготовлении детали типа болта с фасонной головкой;
- для подготовки заготовки к последующей прошивке в ней отверстий;
- для получения поковок с требуемой микроструктурой и с определенным направлением волокон;
- для ликвидации анизотропии механических свойств и получения равномерной по всему объему заготовки структуры металла.
Осаживаемые заготовки перед обработкой следует нагреть до максимально допустимой для обрабатываемого металла температуры. Это значительно снижает трудоемкость изготовления поковки, сокращает число нагревов и время обработки.
Виды осадки
Различают два вида осадки - полную и неполную. К последней, в свою очередь, относят осадку концевую и серединную, которую называют также высадкой. Для выполнения осадки применяют наковальню, кувалды, клещи, ручники, гвоздильни; правку и отделку осаженной поковки осуществляют с помощью гладилок, обжимок и др.
Полная осадка
Полная осадка выполняется для увеличения сечения заготовки по всей ее длине.
Равномерно нагретую заготовку устанавливают вертикально на наковальню и, поддерживая клещами за середину, наносят по ее торцу несколько слабых ударов кувалдой. Затем силу ударов увеличивают, а для обеспечения равномерной осадки заготовку периодически поворачивают вокруг вертикальной оси. (Напомним, что в соответствии с законом наименьшего сопротивления при осадке квадратная форма заготовки будет стремиться к круглой.) С каждым ударом высота заготовки уменьшается, а ее сечение увеличивается - заготовка приобретает бочкообразную форму. Если бочкообразность не допускается, то в конце осадки поковку правят.
В процессе ковки следят за тем, чтобы заготовка не изгибалась и не было перекоса. Для успешного выполнения осадки необходимо, чтобы высота исходной заготовки составляла не более 2,5 ее диаметра или стороны (если заготовка в сечении имеет форму квадрата). При высоте заготовки более 2,5 ее диаметра выполнить правильную полную осадку трудно. В этом случае под ударами кувалды заготовка теряет продольную устойчивость и изгибается. Если заготовка начала искривляться, ее тут же правят. В противном случае на боковой поверхности образуются складки, а затем - зажим (закованная складка). Складки могут образовываться также при неравномерном нагреве заготовки перед осадкой.
При обработке сплавов, обладающих низкой пластичностью, высота заготовки при осадке не должна превышать двух ее диаметров, а степень деформации - допустимую величину, ограниченную пластичностью сплава. При больших степенях деформации возможно расслоение металла по волокнам и образование трещин.
Осадка металла при машинной ковке
Осадка при машинной ковке производится на молотах или прессах по той же схеме, тем же правилам и с теми же целями, что и при ручной ковке. На молотах осадку выполняют с помощью плоских бойков ударами верхнего из них по торцу заготовки, которую после каждого удара поворачивают на некоторый угол вокруг вертикальной оси. На прессах небольшие заготовки осаживают также плоскими бойками за один ход ползуна и без поворотов заготовки вокруг оси. Слитки с подкорковыми дефектами надо предварительно подвергать обжиму (биллетировке), чтобы предотвратить вскрытие дефектов в процессе осадки.
Продольный изгиб
Во избежание продольного изгиба в процессе осадки исходная высота заготовки не должна превышать 2 . 2,5 ее диаметра. Изгиб высоких заготовок при осадке объясняется отклонением от параллельности торцовых поверхностей заготовки и рабочих поверхностей бойков, а также возможным неравномерным нагревом по сечению и высоте заготовки. Эти факторы способствуют потере устойчивости высоких заготовок.
Появившееся после начала осадки искривление заготовки немедленно ликвидируют, так как продолжение операции приведет к образованию глубокой поперечной складки. Начавшийся изгиб устраняют осадкой части заготовки со стороны выпуклости с последующей осадкой по всему торцу.
Бочкообразность
Для уменьшения бочкообразности поковки при осадке снижают трение на поверхности контакта металла с бойками путем повышения качества обработки поверхности бойков (шлифование, полирование) и применения смазок при осадке на прессах. В качестве смазочных материалов применяют графит с машинным маслом, водный раствор коллоидного графита (5 . 10 %) и жидкого стекла (15 . . . 20 %), сухие древесные опилки и др. Дня лучшего удерживания смазки в процессе осадки на торцах заготовки выполняют круговые выточки глубиной 1 . 8 мм при ширине 1 . 2 мм. Проверяют также подогрев бойков или осадочных плит, позволяющий уменьшить подстывание торцов заготовок, которое затрудняет боковое течение металла в при- контактных слоях заготовки и способствует бочкообразованию. Хорошие результаты дает применение нагретых прокладок толщиной 12 . . . 20 мм из более пластичного материала, чем материал заготовки; устанавливают их на торцы заготовки.
Увод оси
Для предотвращения увода в сторону осевой части слитка при осадке, искривления оси заготовки и уменьшения неоднородности деформации заготовку необходимо нагревать равномерно и до максимально допустимой для данного материала температуры (в целях снижения усилия деформирования). Чтобы торцы заготовки были гладкими и перпендикулярными ее оси, перед выполнением осадки их выравнивают легкими ударами молота или нажатиями пресса.
При осадке под молотом высоту заготовки выбирают, исходя из следующего условия: ход бабы к началу деформирования должен быть более 0,25 номинального хода. В противном случае из-за недостаточного разгона бабы значительно уменьшается энергия удара молота, что недопустимо, так как осадка является самой энергоемкой из всех кузнечных операций.
Интенсифицировать осадку можно разгонкой металла полукруглыми или овальными раскатками аналогично разгонке при протяжке. Раскатка при ударе бойком внедряется в заготовку и раздает ее в сторону увеличения диаметра. Рассмотренный способ целесообразно применять при небольшой высоте заготовки или при недостатке мощности оборудования. После осадки с использованием раскаток торцовые поверхности поковки выравнивают плоскими бойками. Разгонку выполняют также узкими бойками.
Осадка
Различают два вида осадки — полную и неполную. К последней, в свою очередь, относят осадку концевую и серединную, которую называют также высадкой. Для выполнения осадки применяют наковальню, кувалды, клещи, ручники, гвоздильни; правку и отделку осаженной поковки осуществляют с помощью гладилок, обжимок и др.
Равномерно нагретую заготовку устанавливают вертикально на наковальню (рис. 6.3, а) и, поддерживая клещами за середину, наносят по ее торцу несколько слабых ударов кувалдой. Затем силу ударов увеличивают, а для обеспечения равномерной осадки заготовку периодически поворачивают вокруг вертикальной оси. (Напомним, что в соответствии с законом наименьшего сопротивления при осадке квадратная форма заготовки будет стремиться к круглой.) С каждым ударом высота заготовки уменьшается, а ее сечение увеличивается — заготовка приобретает бочкообразную форму. Если бочкообразность не допускается, то в конце осадки поковку правят.

Рис. 6.3. Полная осадка: а - прием выполнения, б, в - направления волокон в заготовке-прокате до и после осадки
В процессе ковки следят за тем, чтобы заготовка не изгибалась и не было перекоса. Для успешного выполнения осадки необходимо, чтобы высота исходной заготовки составляла не более 2,5 ее диаметра или стороны (если заготовка в сечении имеет форму квадрата). При высоте заготовки более 2,5 ее диаметра выполнить правильную полную осадку трудно. В этом случае под ударами кувалды заготовка теряет продольную устойчивость и изгибается. Если заготовка начала искривляться, ее тут же правят. В противном случае на боковой поверхности образуются складки, а затем — зажим (закованная складка). Складки могут образовываться также при неравномерном нагреве заготовки перед осадкой.
При обработке сплавов, обладающих низкой пластичностью, высота заготовки при осадке не должна превышать двух ее диаметров, а степень деформации — допустимую величину, ограниченную пластичностью сплава. При больших степенях деформации возможно расслоение металла по волокнам и образование трещин.
Если осадке подвергается заготовка из проката, то волокна, имеющие продольное направление (рис. 6.3, б), искривляются и принимают радиальное направление (рис. 6.3, в). Такая микроструктура повышает прочность деталей типа зубчатых колес.
Осадку заканчивают правкой, которую выполняют с помощью гладилки.
Высадка конца заготовки. Для изготовления детали типа стержня, например болта, требуется утолщенная на одном конце поковка, которую получают высадкой. Осаживаемый конец заготовки нужной длины нагревают в горне или щелевой печи до ковочной температуры. Кузнец устанавливает заготовку на наковальню нагретым концом вверх (рис. 6.4, а) и ручником показывает молотобойцу места ударов и их силу. Если требуется высадить небольшой участок заготовки, а нагрелась большая ее часть, то участок, не подвергаемый высадке,охлаждают, окуная его в воду. Под ударами кувалды нагретая часть заготовки деформируется, увеличиваясь по диаметру и уменьшаясь по длине. Холодная часть заготовки, имеющая в десятки раз большее сопротивление деформированию, сохраняет свою первоначальную форму. Так как течение металла нагретой части заготовки по периметру ничем не ограничено, под действием ударов конец заготовки принимает бочкообразную форму, плавно переходящую в нижнюю цилиндрическую недеформированную часть.

Рис. 6.4. Высадка конца заготовки: а - обычным способом, б, в - с применением гвоздильни, г - направление волокон в заготовке после высадки; 1 - заготовка, 2 - гвоздильня, 3 - наковальня
Если заготовку поставить нагретым концом на наковальню и наносить удары по холодному концу, то высаженная часть будет выше, а диаметр меньше, чем в первом случае. Очевидно, что рассмотренным способом высадку конца у длинной стержневой заготовки осуществить не удастся, так как заготовка под действием ударов потеряет устойчивость и согнется. Поэтому концевую высадку на относительно длинных заготовках выполняют с помощью плоской гвоздильни. Гвоздильню 2 устанавливают над отверстием в хвостовой части наковальни 3 (рис. 6.4, б), а заготовку 1 пропускают через отверстие гвоздильни. Под действием ударов кувалды выступающая часть заготовки подвергается осадке. При изготовлении, например, болтов с квадратными головками применяют гвоздильню, имеющую соответствующее углубление (рис. 6.4, в). При осадке заготовки сечение ее торцовой части увеличивается, а металл заполняет полость гвоздильни. Очевидно, что волокнистое строение недеформированной части заготовки остается после высадки без изменения, тогда как волокна высаженной части будут как бы повторять форму головки (рис. 6.4, г) .
Высадка середины заготовки также является разновидностью осадки. Среднюю осаживаемую часть заготовки нагревают до ковочной температуры в горне, ставят заготовку вертикально на наковальню и, поддерживая ее клещами в этом положении, наносят по торцу удары кувалдой (рис. 6.5) . Эти удары через холодную часть заготовки передаются ее средней части и она, как наиболее нагретая, деформируется, приобретая бочкообразную форму. Если при нагревании нагрелись и концы заготовки, то перед высадкой их охлаждают водой на требуемой длине.

Рис. 6.5. Прием выполнения высадки середины заготовки
Дефекты при осадке и высадке. Нарушение технологических режимов обработки и приемов деформирования ведет к появлению следующих дефектов: изгиб заготовки; косогранность; двойная бочкообразность формы; рюмкообразность; складки; зажимы; трещины.
Дефект в виде продольного изгиба (рис. 6.6, а) появляется чаще всего в том случае,если длина осаживаемой части заготовки превышала 2,5 ее диаметра и при осадке заготовку не поворачивали вокруг продольной оси. Заготовка может изгибаться также в том случае, когда она неравномерно прогрета по сечению и когда ее не правят при появлении изгиба, а продолжают осаживать.

Рис. 6.6. Виды дефектов при осадке: а - продольный изгиб, б - косогранность, в - зажим, г - рюмкообразность
Косогранность (рис. 6.6, б) является результатом интенсивной осадки чрезмерно высокой заготовки (высота более 2,5 диаметра), когда удары кувалдой наносились не по центру торца, а заготовка в процессе осадки не поворачивалась вокруг продольной оси и не правилась при появлении изгиба.
При невнимательной работе на поковке могут появиться такие дефекты, как зажимы, представляющие собой складки на боковой стороне поковки (рис. 6.6, в). Зажимы образуются при продольном изгибе заготовки, если запаздывают с правкой ее изогнутой части. Образовавшийся зажим ликвидировать очень трудно, а в некоторых случаях это сделать вообще не удается.
Дефект в виде рюмкообразности (рис. 6.6, г) появляется при неравномерном нагреве по длине и сечению осаживаемой заготовки, а также при слабых ударах по торцу последней.
Продольные трещины возникают из-за расслоения волокон, которое происходит при недостаточном нагреве заготовки и неравномерном распределении температуры по ее объему. Трещины являются наиболее опасным дефектом, поскольку они не во всех случаях могут быть обнаружены на поковке. Поэтому (особенно при ковке легированных сталей) необходимо строго следить за правильностью нагрева заготовки, т. е. за температурой и равномерностью ее распределения по объему заготовки.
Безопасность труда. При выполнении операции осадки следует быть особенно осторожным при первых ударах кувалдой по заготовке, так как исходная заготовка, имеющая большую высоту, а иногда и неровные торцы, может вылететь из-под кувалды и нанести травму работающим (особенно это возможно при осадке недогретой заготовки). Кроме того, во время осадки по заготовке наносят наиболее сильные удары кувалдой и при недостаточно устойчивой заготовке инструмент, как ударный, так и подкладной, может вылететь в произвольном направлении. Это следует иметь в виду и быть осторожным.
Осадка — уменьшение высоты заготовки при увеличении площади ее поперечного сечения. Осадку применяют: в качестве предварительной операции при изготовлении широких круглых поковок типа барабанов, колес и колец; в качестве предварительной операции для удаления окалины и получения более однородных механических свойств в продольном и поперечном направлениях; для улучшения качества поковок с большими поперечными сечениями, повышения их механических свойств (поковки шестерен, дисков и т. п.).
В результате действия сил трения на контактных поверхностях бойка и заготовки форма боковой поверхности поковки при осадке получается бочкообразной. Этому же способствует подхолаживание торцов заготовки из-за контакта с более холодными бойками. В объеме осаженной поковки можно выделить три зоны.
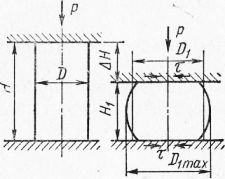
Рис. 1. Схема осадки:
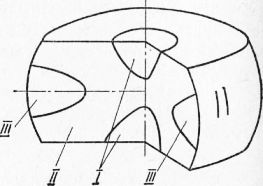
Рис. 2. Зоны деформации в объеме осаженной цилиндрической заготовки
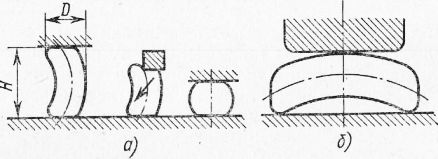
Рис. 3. Исправление продольного изгиба:
а — незначительного, 6 — большого
Для успешного выполнения осадки и снижения необходимого усилия заготовку равномерно нагревают до ковочной температуры. Осадить успешно можно такую заготовку, высота которой не превышает трех диаметров. Обычно высоту выбирают равной 2,5D. Большие отношения могут привести к продольному изгибу заготовки и необходимости ее выравнивания по одному из способов, указанных на рис. 66, а, б. Торцы осаживаемой заготовки должны быть по возможности гладкими, параллельны друг другу и перпендикулярны ее оси.
Для уменьшения бочкообразное поковки подогревают бойки или осадочные плиты, а в отдельных случаях используют по торцам прокладки из более пластичной стали или цветных металлов.
Характерными видами брака при осадке являются зажимы — невыправленные, закованные складки, получившиеся от продольного изгиба заготовки, и трещины, которые могут образоваться из-за неравномерного нагрева заготовки и пониженной пластичности металла.
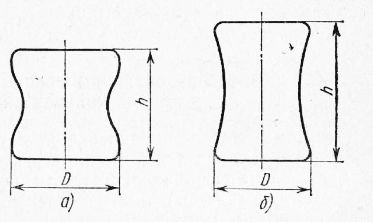
Рис. 4. Формы бочки при осадке:
а — двойная бочкообразная, б — рюмкообраз-
Операция осадки требует значительно большего усилия по сравнению с другими операциями ковки. Осадка может осуществляться различными способами. На рис. 64 показана осадка без хвостовика на плоских бойках или плитах. Такую осадку применяют для получения поковок дисков и заготовок, из которых последующими операциями изготовляют кольца.
При изготовлении крупных поковок осаживают слиток с хвостовиком. При этом используют верхнюю глухую и нижнюю с отверстием для хвостовика осадочные плиты со сферическими рабочими поверхностями, выполненными с радиусом. Такая форма плит обеспечивает лучшее центрирование слитка при осадке, а полученная после осадки выпуклость торцов исключает возможность появления брака по зажиму («голенищу») со стороны торцов.
Читайте также: