Что такое правка и гибка металла
Обновлено: 20.09.2024
Назначение, применение, оборудование, инструменты. Правкой металла называют исправление вмятин, коробления, кривизны и других недостатков в листовом, прутковом материале. Это подготовительная операция, предшествующая основным операциям по обработке металлов. Правке металл подвергается как в холодном, так и нагретом состоянии. Выбор способа зависит от прогиба, размеров и материала изделия. Правка может выполняться ручным способом на стальной, чугунной плитах или наковальне, а также машинным — на гибочных вальцах, прессах и специальных приспособлениях.
Правильная плита изготовляется из стали, серого чугуна, может быть монолитной или иметь ребра жесткости. Плита имеет большую массу (в 80-150 раз большую, чем масса молотка). Рабочая поверхность плиты должна быть ровной и чистой. Устанавливают плиты на металлические или деревянные подставки, обеспечивающие ее горизонтальное устойчивое положение. Плиты выпускаются следующих размеров: 400x400; 750x1000; 1000x1500; 1500x2000; 2000x2000; 1500x3000 мм.
Молотки для правки имеют круглый гладкий полированный боек; применение молотков с квадратным бойком приводит к некачественной правке. Для правки закаленных деталей используют молотки с радиусным бойком из стали У10. Молотки со вставными бойками из мягких металлов (медными, свинцовыми, деревянными) применяются при правке деталей с окончательно обработанной поверхностью, а также деталей из цветных металлов и сплавов.
Гладилки применяют при правке тонкого листового и полосного металла.
Гибочные вальцы бывают ручными и приводными и представляют собой ручные и приводные трехвалки, которые правят заготовки прямые и изогнутые по радиусу, имеющие на поверхности выпуклости и вмятины.
Винтовые прессы предназначены для правки круглых изделий и деталей из угловой стали. При правке заготовок на этом приспособлении один рабочий устанавливает, удерживает и контролирует процесс выравнивания изделия, а второй вращает маховик.
Последовательность правки заготовок в холодном и нагретом состоянии. Правку в холодном состоянии Производят следующим образом. Сначала кривизну деталей проверяют путем визуального осмотра или по зазору между плитой и уложенной на нее деталью. Изогнутые места отмечают мелом. При правке важно правильно выбирать места, по которым следует наносить удары. Сила ударов должна быть соразмерна с кривизной и постепенно уменьшаться по мере перехода от наибольшего изгиба к наименьшему. Правка считается законченной, когда все неровности исчезнут и деталь станет прямой, что определяют путем наложения линейки на выправленную поверхность. При правке в горячем состоянии лист нагревают в печи или на горне до 600-700 °С. Правку выполняют на плите или подкладках, исключающих возможность соскальзывания детали при ударе ее молотком.
Для предохранения рук от ушибов при правке металла необходимо надевать рукавицы и пользоваться исправным инструментом.
Дефекты при гибке труб: виды и способы устранения. При производстве заготовительных работ, в частности при гибке труб из различных материалов, возможно возникновение дефектов.
Основные причины возникновения дефектов и способы их устранения представлены в таблице ниже.
Причины возникновения и способы устранения дефектов при гибке труб
Складки на внутренней стороне изгиба
Мал радиус изгиба
Мал диаметр оправки
Ролик гибочного сектора сильно разработан или не соответствует наружному диаметру трубы
Заменить гибочный ролик
Заменить ролик или наплавить канавку ролика и вновь ее обточить по требуемому диаметру
Недопустимо большая овальность трубы в месте изгаба
Оправка отодвинута назад
Большой износ ручья гибочного сектора
Правильно установить оправку
Правка полосовой и угловой стали, труб, круглых прутков. Правке подвергаются изделия из листовой, полосовой, угловой, круглой стали. Для правки изделия из листовой стали его укладывают на плиту выпуклостью кверху и наносят частые несильные удары металлическим или деревянным молотком, начиная от края листа в направлении к центру выпуклости. По мере приближения к центру силу удара следует увеличивать. Удары нужно равномерно распределять по всему выпрямляемому участку. Полосовую и прутковую сталь правят на плите или наковальне, ударяя молотком по выпуклым местам и поворачивая полосу или пруток.
Механизировать правку можно путем применения правильных валков и прессов, специальных станков и правильных пневматических молотов. Заготовки из листа толщиной до 3 мм правят на трехвалках с ручным приводом, заготовки толщиной до 4 мм правят на приводных трехвалках. Ручная трехвалка имеет два валка, расположенных один над другим, которые могут в зависимости от толщины заготовки удаляться друг от друга или сближаться, расположенный сзади третий валок может быть опущен или поднят. Заготовку устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают деталь между валками несколько раз для полного устранения выпуклостей и вмятин.
Трубу или круглый пруток располагают на призмах винтового пресса так, чтобы изогнутая часть была обращена вверх, а сам вал плотно находился в угловых выемках призмы. При этом призматический наконечник пресса должен находиться на месте наибольшей кривизны. Для предупреждения вмятин между наконечником и валом помещают прокладки. Вращением маховика наконечник винта плавно подводят и нажимают на вал до тех пор, пока не выправят кривизну, что определяют по просвету на поверочной плите. При правке изделий из угловой стали деформированную деталь устанавливают в призме на столе пресса, а между полками уголка укладывают закаленный стальной валик. При нажиме винтом пресса валик придает уголку нужную форму.
Большие листы, полосы и ленты с выпучинами и волнистостью правят на лйстоправильных станках, горизонтальных правильно-растяжных машинах и пневматических молотах.
Виды изогнутых деталей. Изогнутым называют отрезок трубопровода, имеющий согнутые отводы. Изогнутые детали применяются на поворотах трубопроводов, при обходе балок, присоединении нагревательных приборов к системе теплоснабжения. Изогнутые детали бывают следующих видов:
- отвод а (рисунок ниже) - деталь с одним изогнутым углом, как правило, 90° или 135°; применяется при поворотах трубопровода;
- отступ (утка) б (рисунок ниже) - деталь с двумя изогнутыми под углом 135° частями. Размер отступа - расстояние между центрами отогнутых концов трубы (вылета). Отступы применяются, когда присоединяемая к трубопроводу деталь лежит не в одной плоскости с трубой;
- скоба в (рисунок ниже) - деталь с тремя изогнутыми углами: центральный угол равен 90°, а боковые - по 135°. Скоба используется для обхода другой трубы;
- калач г (рисунок ниже) - деталь в форме полуокружности, заменяющая два отвода и применяемая для соединения двух нагревательных приборов, расположенных один над другим, на подводках к приборам;
- компенсатор - деталь П-образной формы, устанавливаемая для уменьшения температурных деформаций трубопровода.
Виды гнутых деталей

а - отвод; б - утка; в — скоба; г - калач; R - радиус кривизны изгибаемой части; А - длина изгибаемой части; L, L1 и L2 - длина участков, составляющих общую длину детали; h - расстояние, определяющее величину изгиба
Расчет заготовок из труб для гибки. Прямые и изогнутые детали трубопроводов характеризуются заготовительной, строительной и монтажной длинами. При гибке заготовок из труб на первом этапе работ определяют заготовительную длину отрезка трубы Lзаг, чтобы после гибки получить заготовку, параметры которой соответствуют размерам, указанным в технической документации. Заготовительная длина - длина отрезка трубы в выпрямленном виде, из которой изготовляют изогнутую деталь. В зависимости от вида детали длину заготовки изогнутой детали определяют по таблицам, приведенным в специальной литературе. Заготовительная длина прямой трубной детали равна монтажной длине.
В монтажных чертежах указывают строительные длины трубных деталей, представляющие собой расстояние от оси трубы до центра фасонной части или арматуры, расположенных на концах трубных деталей. Монтажная длина представляет собой длину детали трубопровода без навернутых на нее фасонных частей или арматуры. Она меньше строительной длины на отрезок, равный расстоянию от центра фасонной части или арматуры до торца трубы, называемый скидом. При определении заготовительных длин изгибаемых труб скиды принимают по специальным таблицам.
Монтажные и заготовительные длины трубных деталей определяют на основе строительных длин в зависимости от скидов устанавливаемой арматуры и соединительных частей, а также радиуса изгиба труб.
Гибка труб. При выборе способа производства гибочных работ необходимо учитывать, что толщина выгнутой стенки уменьшается, а вогнутой - увеличивается. При этом овальность выгнутой части не должна превышать 10 % диаметра гибки, а волнистость вогнутой - 3 % диаметра гибки.
Гибку труб осуществляют в холодном или горячем состоянии на ручных и приводных станках различных конструкций.
Гибку труб в холодном состоянии осуществляют на ручном станке Вольнова, который позволяет гнуть трубы диаметром до 20 мм при радиусе гиба более 50 мм. При гибке трубу вставляют между роликами так, чтобы конец ее вошел в хомут. Поворачивая рукоятку с подвижным роликом, трубу изгибают вокруг неподвижного ролика на заданный угол. После этого рукоятку возвращают в первоначальное положение и вынимают трубу. Зажимать в хомут рекомендуется длинный конец трубы, а загибать короткий. Применяют также комбинированные станки Вольнова с тройными роликами для гибки на одном станке труб диаметром 15, 20 и 25 мм. Для более точной гибки целесообразно оборудовать станок кругом с делениями по 5°.
Трубогибочные станки с винтовым и гидравлическим приводами позволяют снизить мускульное усилие, необходимое для гибки. Для гибки труб различных диаметров (до 40 мм) они снабжаются сменными секторами.
Трубогибочный станок СТД-439 предназначен для гнутья стальных водогазопроводных труб диаметром 15-32 мм. В верхней части корпуса станка расположен рабочий механизм, на котором пирамидально установлены подвижные и неподвижные ролики. Каждая пара неподвижных и подвижных роликов служит для гибки труб определенного диаметра. Трубу, предназначенную для гибки, заводят в хомут, который соответствует ее диаметру. При включении станка подвижный ролик движется вокруг неподвижного и изгибает трубу.
Многопозиционный быстроходный механизм ВМС-26А служит для гибки отводов, уток, скоб из водогазопроводных труб диаметром 15 и 20 мм, а механизм СТД-102 - для гибки отводов и полуотводов из водогазопроводных труб диаметром 25- 50 мм.
В целях повышения качества и сокращения трудовых затрат стандартные детали санитарно-технических систем изготовляют методом штамповки. Для этого предварительно отрезают трубу необходимой длины и на ней нарезают резьбу. Затем подготовленные трубы (до 15 шт.) укладывают на матрицу гидравлического пресса. Пресс включают в работу и путем обжатия пуансоном трубам придают требуемую форму. Штампованные детали имеют одинаковые размеры отдельных частей и лучший вид, чем однотипные детали, обработанные на трубогибочных станках. Методом штамповки из стальных бесшовных труб изготовляют крутоизогнутые отводы с радиусом кривизны, равным 1,5-2 диаметрам трубы. После изготовления отводов концы их обрабатывают под сварку.
Гибка труб в горячем состоянии производится путем нагрева места изгиба и последующего поворота конца трубы вокруг оправки. При этом изгибаемую трубу набивают песком и закрепляют одним концом в прижиме или тисках. Радиус изгиба должен быть не менее диаметра трубы, а длина нагреваемой части при изгибе 90° не менее 6 диаметров; при изгибе 60° - 4 диаметра; при изгибе 45° - 3 диаметра. При гибке трубопроводов большого диаметра (более 50 мм) в некоторых случаях применяют складчатые отводы, которые изготовляют на строительной площадке. Для этого на трубе намечают места нагрева и образования складок. Затем оба конца трубы закрывают деревянными пробками, трубу укладывают на стенд, нагревают место первой складки, после чего изгибают трубу до образования первой складки. Полученную складку охлаждают и приступают к формированию следующей складки; так продолжают до получения требуемого отвода.
Гибка пластмассовых труб производится в нагретом (размягченном) состоянии на трубогибочных станках или шаблонах, закрепляемых в приспособлениях. При гибке труб на трубогибочных станках зазор между обжимным роликом и трубой должен быть не более 10% наружного диаметра трубы. Трубы нагревают воздухом в электропечах или ваннах, заполненных глицерином. Режим нагрева устанавливается в зависимости от материала труб и толщины стенки. Чтобы при гибке стенки пластмассовых труб не смялись, в трубу до нагрева помещают наполнитель, например резиновый жгут, гибкий металлический или резиновый шланг, набитый песком. Наружный диаметр жгута или шланга должен быть на 1-2 мм меньше внутреннего диаметра изгибаемой трубы. Резиновый шланг, набитый песком, рекомендуется применять при гибке труб диаметром более 50 мм. Не следует наполнять трубы песком, так как в дальнейшем потребуется очистка внутренней поверхности труб от прилипшего песка. Гибка труб без наполнителя допускается, если отношение толщины стенки трубы к ее наружному диаметру составляет не менее 0,06, а также если радиус гибки более 3,5-4 наружных диаметров трубы. При изготовлении отводов угол изгиба принимают на 9-10° больше, чем требуется, так как труба несколько разгибается после снятия ее с шаблона или приспособления. Пластмассовые трубы, подвергнутые гибке, охлаждают до температуры 28 °С сжатым воздухом или водой в фиксированном положении.
Правка и гибка металла
Правка (выпрямление) - представляет собой слесарную операцию, при которой деформированным, покоробленным металлическим заготовкам или деталям придают правильную плоскую форму. Правку применяют после резки листового материала ножницами, рубки зубилом и других операций. При помощи правки выпрямляют также полосовой и прутковый материал, трубы и проволоку. Чугунные детали правке не подвергают, так как чугун слишком хрупок и при правке может расколоться.
В слесарном и особенно в инструментальном деле исправление изогнутых и покоробленных изделий с большой точностью (до десятых долей миллиметра), после механической или термической обработки, нередко называют рихтовкой изделия.
Правка бывает ручная и машинная.
При ручной правке листовых заготовок и деталей применяют стальные или чугунные правильные плиты или наковальни, стальные молотки весом 400 - 600 г, молотки медные, свинцовые, латунные, деревянные, бакелитовые.
Машинная правка производится на ручных и приводных трехвалках, на приводных пневматических молотах и на прессах. В настоящем пособии рассматривается только ручная правка, применяемая в учебных мастерских.
Правка производится путем нанесения ударов стальными молотками или молотками из мягкого материала по определенным местам, соразмеряя силу ударов с величиной выпуклости и с толщиной выправляемого изделия. Поверхность правильной плиты, а также бойки молотков должны быть ровными, гладкими и хорошо прошлифованными При ручной правке удобнее пользоваться молотками с. круглым, а не с квадратным бойком, так как при неправильных ударах или при перекосах молотка с квадратным бойком на поверхности листа могут остаться засечки или даже пробоины. Боек молотка должен ложиться на лист ровно, без перекоса. Молоток следует держать за конец ручки и для удара пользоваться только кистью руки.
Приемы правки листового материала заключаются в следующем. Уложив деформированный лист на плиту по возможности выпуклостями вверх, обводят выпуклости графитовым карандашом или мелом. После этого по прямым краям листа по направлению к выпуклости наносят частые, но не сильные удары. Материал под действием ударов будет вытягиваться, освобождать стянутую середину и постепенно выравнивать выпуклость. По мере приближения к выпуклости удары должны наноситься слабее, но чаще.
После каждого удара нужно проверять, какое действие он оказывает на лист
Следует помнить, что неправильные удары могут привести лист в негодное состояние. Ни в коем случае нельзя наносить удары непосредственно по выпуклостям, так как выпуклости будут не уменьшаться, а увеличиваться.
Таким образом, сущность процесса правки листовых деталей заключается в постепенном растягивании прямых участков листа за счет некоторого утонения материала в этих местах.
Гибка - это способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма.
Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм - плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
Гибка деталей - одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).

Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом. На заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения. Если эти напряжения не превышают предела упругости материала, деформация, получаемая заготовкой, является упругой и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
Гибка труб в горячем состоянии.
При горячей гибке с наполнителем трубу отжигают, размечают, а затем один конец закрывают деревянной пробкой. Для предупреждения смятия и появления трещин при гибке трубу наполняют мелким сухим песком. После заполнения песком второй конец трубы забивают пробкой, у которой должны быть отверстия для выхода газов, образующихся при нагреве мест изгиба трубы. Радиус закругления при гибке труб берется не меньше трех диаметров трубы, а длина нагреваемой части зависит от угла изгиба и диаметра трубы. Тонкостенные трубы диаметром больше 30 мм гнут только в нагретом состоянии с наполнителями. После окончания гибки пробки выколачивают и высыпают песок. Плохое, неплотное заполнение трубы песком, недостаточный или неравномерный прогрев перед гибкой приводят к образованию складок или разрывов.
Гибка труб в холодном состоянии выполняется при помощи различных приспособлений.
Простейшим приспособлением для гибки труб диаметром до 10—15 мм в свободном состоянии является плита с отверстиями, в которой в соответствующих местах устанавливаются штыри, служащие упорами при гибке.
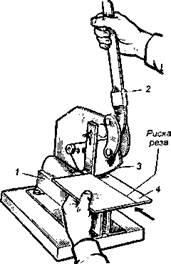
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны гнут в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 87). Гибочная оправка крепится к верстаку с двух сторон скобами. Трубу для гибки вставляют между гибочной оправкой и хомутиком, зажимают и руками гнут по желобообразному углублению гибочной оправки.
Рис. 87. Приспособления для гибки труб в холодном состоянии: 1 — плита, 2 — подвижный ролик, 3 — рукоятка, 4 — скоба,
5 — труба, 6 — ролик-шаблон, 7 — хомутик
Гибка медных и латунных труб.Подлежащие гибке в холодном состоянии медные или латунные трубы заполняют расплавленной канифолью. Канифоль после гибки выплавляют начиная с концов трубы во избежание разрыва.
Медные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают в воде. Наполнитель при гибке медных труб в холодном состоянии — канифоль, а в нагретом — песок.
Латунные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают на воздухе. Наполнители те же, что и при гибке медных труб.
Дюралюминиевые трубы перед гибкой отжигают при 350—400 °С и охлаждают на воздухе.
Гибка труб в кольцо производится на трехроликовом гибочном станке без наполнителя.
Правильно изогнутыми считаются трубы, не имеющие вмятин, вы- пучин и складок.
При гибке труб необходимо соблюдать следующие условия:
- — тщательно следить за равномерностью вытягивания внешней стенки и посадки внутренней стенки трубы;
- — учитывать, что внешняя стенка трубы легче вытягивается, чем происходит посадка внутренней стенки;
- — трубу гнуть плавно, без рывков: появившиеся складки правят молотком.
Развальцовка (вальцевание) трубзаключается в расширении (раскатывании) концов труб изнутри специальным инструментом (вальцовкой). Для этого вальцовочное приспособление зажимают в слесарных тисках. Трубу вставляют в соответствующее по диаметру отверстие, а затем ударами молотка по оправке развальцовывают конец трубы до необходимых размеров.
Тема: Правка, гибка, разметка металла. Инструктаж по ТБ.
Правка (выпрямление) - представляет собой слесарную операцию, при которой деформированным, покоробленным металлическим заготовкам или деталям придают правильную плоскую форму. Правку применяют после резки листового материала ножницами, рубки зубилом и других операций. При помощи правки выпрямляют также полосовой и прутковый материал, трубы и проволоку. Чугунные детали правке не подвергают, так как чугун слишком хрупок и при правке может расколоться. В слесарном и особенно в инструментальном деле исправление изогнутых и покоробленных изделий с большой точностью (до десятых долей миллиметра), после механической или термической обработки, нередко называют рихтовкой изделия.
Правка производится путем нанесения ударов стальными молотками или молотками из мягкого материала по определенным местам, соразмеряя силу ударов с величиной выпуклости и с толщиной выправляемого изделия. Поверхность правильной плиты, а также бойки молотков должны быть ровными, гладкими и хорошо прошлифованными
При ручной правке удобнее пользоваться молотками с. круглым, а не с квадратным бойком, так как при неправильных ударах или при перекосах молотка с квадратным бойком на поверхности листа могут остаться засечки или даже пробоины. Боек молотка должен ложиться на лист ровно, без перекоса. Молоток следует держать за конец ручки и для удара пользоваться только кистью руки.

Разметка
Следующий этап подготовки деталей для сварки проводится вручную или с помощью специальных устройств. Самые простые приспособления – керн, металлическая линейка и штангенциркуль. Поверхность металла предварительно грунтуют, чтобы хорошо были видны риски. При поточном производстве делают шаблоны, их накладывают, обводят.
Различают понятия «наметка» и разметка. Первая – создание предварительного контура, вторая подразумевает кернение по всему периметру, маркировку. Наметка нужна при использовании шаблонов. Его сначала обводят чертилкой, а затем контур проходят керном. При ручной разметке сразу проводят кернение.
Размечать заготовки вручную сложно и долго. Подготовка и сборка заготовок с использованием оптической или мерной резки предпочтительнее. Для разметки металла созданы разметно-маркировочные автоматы, они работают на основе оптики по заданной программе. Керн движется быстро, размеченный листовой прокат выезжает из автомата со скоростью до 10 метров в минуту.
Правка металла
В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.

Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
А также некоторые другие.
Виды правки металла
Операция подразделяется на два подвида:
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.

Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.

Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.

Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.

Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.

Правка полосового металла, изогнутого в плоскости
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.

Правка закаленного металла (рихтовка)
Правка круглого металла
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.

Правка круглого металла
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Правка металла, скрученного по спирали
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.

Правка металла, скрученного по спирали
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Основные способы правки металла
На выбор способа влияет характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
В зависимости от метода приложения напряжений в металлических заготовках, различают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- местный нагрев.

Правка металла вытягиванием
Нагрев осуществляется газовыми горелками или индукционным способом.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.

Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс. Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали. В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.

Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца. Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины. Масса плиты должна относиться к массе молотка примерно как 100:1.
Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.

В домашней мастерской используют наковальню или массивную металлическую плиту.
На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
Правка- это слесарная операция, по выправке заготовок и деталей, имеющих вмятины, искривления, коробления.
Металл подвергается правке в холодном и горячем состоянии. Выбор способа правки определяется величиной прогиба, размерами детали и материалом.
Правке подвергаются только пластичные материалы - сталь, медь, алюминий и их деформируемые сплавы. Сила удара на краю изогнутости больше, на краю листа меньше.
Рихтовка- это правка закалённых деталей, а также деталей, изогнутых через ребро жесткости.
При рихтовке деталей удары рихтовальным молотком наносят по вогнутым ( укороченным ) сторонам заготовки. При этом металл в местах ударов пластически деформируется, укороченные слои металла удлиняются и деталь разгибается.
Правку полосового и пруткового металла выполняют на плитах и наковальнях. Удары молотком наносят по выпуклой части. Качество правки проверяют на глаз, линейками или на плитах.
Правильные плиты изготавливаются из стали или серого чугуна. Масса плиты должна быть в 80-150 раз больше массы молотка.
Молотки для правки применяют с круглыми полированными бойками. Молотки с квадратными бойками оставляют забоины на металле.
Деревянные молотки- киянки применяют для правки тонколистовых металлов.
Правку валов с небольшими искривлениями производят, нанося лёгкие удары молотком по вогнутой стороне вала, что приводит к её удлинению и исправлению вала. если усилие от молотка недостаточно, применяют винтовые или гидравлические прессы.
Выправленные таким способом валы, могут иметь внутренние остаточные напряжения, которые приводят к их искривлению при работе. Для устранения напряжений валы нагревают до температуры 400-500 градусов.
Правка методом подогрева применяется для исправления профильного металла ( уголков, швеллеров) .
Правка ведётся безударным способом. Нагревают изогнутую часть паяльной лампой или газовой горелкой до тёмно-вишнёвого цвета 800-850 градусов, окружающие выпуклость части детали охлаждают мокрым асбестом или мокрой ветошью. При этом нагретые слои быстро уменьшают свою длину и разгибают деталь.
Гибка- способ обработки давлением, при котором заготовке или ёе части придаётся изогнутая форма.
Гибке подвергаются только пластичные материалы. Сущность гибки состоит в том, что под действием сил, превышающих внутренние силы упругости металла, заготовка пластически деформируется и одна её часть перегибается по отношению к другой на заданный угол.
Для гибки труб применяют наполнители которые предотвращают дефекты. Наполнитель оказывает давление на внутреннюю поверхность стенки трубы и препятствует изменению формы поперечного сечения. В качестве наполнителей при гибке труб используются жидкости и сыпучие материалы.
При гибке заготовки различные слои её в поперечном сечении ведут себя по разному. Слои на выпуклой части заготовки растягиваются, на вогнутой- сжимаются, а в средней не изменяют своей длины, и длина его до и после гибки остаётся постоянной. Поэтому средний слой- нейтральная линия может быть использован для определения длины заготовки изогнутой детали.
Развальцовка труб заключается в увеличении диаметра конца трубы или придания ему конической формы. Применяется при подготовке труб к образованию разъёмных и неразъёмных соединений
Конспект лекции по теме:
Резка металла
Резка сортового, листового и других металлов выполняется: без снятия стружки ( ручными или механическими ножницами, труборезами, кусачками) и со снятием стружки ( ручной ножовкой газовой электрической резкой)
Сущность резки ножницами в том. что под давлением пары встречных ножей, металл пластически деформируется и разделяется на части в плоскости движения ножей.
Чем тверже разрезаемый металл, тем больше угол заострения лезвия ножа, для мягких металлов он составляет 65 гр., для металлов средней твёрдости 70-75, для твёрдых металлов 80-85.
Для уменьшения трения ножей о разрезаемый металл лезвиям придают небольшой задний угол, равный 1,5-3 гр.
Ручные ножницы применяются для резки стальных листов толщиной до 0,5-1,0 мм, а для цветных металлов толщиной до 1,5мм.
По расположению режущих кромок ножницы делятся на правые ( со скосом режущей части с правой стороны) и левые ( со скосом режущей части с левой стороны)
Правыми ножницами удобно резать по прямой линии и по кривой без закруглений, т.к. постоянно видна разметочная риска. Левые ножницы применяются для резки по правой кромке листа против часовой стрелки.
Стуловы ножницы в отличии от ручных имеют большие размеры и применяются для резки листового металла толщиной до 3 мм
Силовые малогабаритные ножницы (рис. 1).
Они применяются для резки листовой стали толщиной до 2,5 мм
Ножницы имеют систему рычагов, которые позволяют увеличить усилие на лезвиях в два раза по сравнению с ручными ножницами. При работе рукоятка ножниц закрепляется в тисках.
Ручные рычажные ножницы (рис. 2). Применяются для резки листовой стали толщиной до 4 мм, алюминия и латуни — до 6 мм. Ножи имеют повышенную твердость закалки. Обеспечивают получение реза без вмятин и достаточную точность.
 |
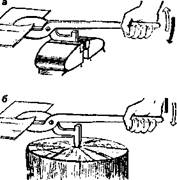 |
рис 1 Стуловые ножницы
Скорость резки должна составлять 30-60 рабочих ходов в минуту. Высокий темп резки приводит к перегреву и быстрому затуплению полотна.
Латунь и бронзу режут только новым ножовочным полотном . даже малоизношенные зубья не снимают стружку из-за низкого коэффициента трения этих сплавов
Конспект лекции по теме:
Читайте также: