Что такое волочение металла
Обновлено: 18.05.2024
Волочение проволоки представляет собой относительно несложный технологический процесс, который включает в себя несколько различных процедур.
1 Волочение проволоки – суть и технология выполнения операции
Под волочением понимают процесс, который состоит в том, что заготовку протягивают на специальном оборудовании через сужающееся отверстие. Исходная заготовка может быть медной, стальной, алюминиевой. Инструмент, в котором сделано отверстие, носит название волоки, а само отверстие, от конфигурации коего зависит форма изготавливаемого профиля, называют фильерой.
Методика волочения по сравнению с прокаткой обеспечивает в разы большую чистоту и точность поверхности проволоки, а также различных профилей, прутков, труб. Кроме того, протягиваемый металл характеризуется изменением (в лучшую сторону) механическим параметров, что обусловлено укреплением (снятие наклепа) готовых изделий. Волочение активно применяется при изготовлении фасонных очень точных профилей, разных по диаметру труб, проволоки сечением от 1–2 микрон до 10 (а иногда и больше) миллиметров.

Стоит отметить и тот факт, что современная технология волочения гарантирует отличную производительность оборудования, используемого для производства проволоки. Волоки сейчас функционируют без каких-либо сбоев на огромных скоростях выполнения операции (до 60 метров в секунду) при больших величинах обжатия исходного материала (например, медной заготовки, стальной и так далее).
Процесс волочения включает в себя несколько этапов, которые приводятся далее:
- травление исходного сырья в сернокислом растворе, доведенном до температуры порядка 50 градусов (операция необходима для того, чтобы увеличить срок службы матрицы за счет снятия с заготовок окалины);
- отжиг металла (предварительный), выполняемый для увеличения пластичных характеристик металла и обеспечения его мелкозернистой структуры;
- нейтрализация агрессивного раствора для травления и промывка заготовок;
- использование молота либо ковочных валков для заострения концов исходного металлического сырья (алюминиевой, медной, стальной заготовки);
- непосредственно процесс волочения;
- выполнение отжига.

Дополнительно готовая проволока подвергается различным обрабатывающим операциям (резка изделий на требуемые по длине отрезки, правка, снятие концов и пр.).
2 Некоторые важные особенности процедуры
Технология волочения по мнению специалистов имеет лишь один существенный недостаток. Он заключается в небольшом показателе деформации проволоки. Это обусловлено тем, что степень деформации ограничивается величиной прочности выходящего конца заготовки, к коему прилагается соответствующая сила деформирования.
Исходным материалом для описываемого технологического процесса служат непрерывно литые, прессованные и катаные заготовки из цветных металлов, легированных и углеродистых сталей. Качественное волочение обеспечивается тогда, когда начальное сырье имеет определенную микроструктуру (например, сорбитную, если речь идет катанке из стального материала).

Раньше проволоку из стали обычно подвергали патентированию. Эта операция подразумевала сначала нагрев металла до температуры аустенизации, а затем экспозицию его в соляном либо свинцовом расплаве (указанная выдержка выполнялась при температуре около 500 градусов Цельсия).

Технология изготовления стальной и медной продукции в наши дни не предполагает осуществления столь сложных действий. Нужная структура гарантированно получается при выходе с прокатного оборудования. Если посмотреть видео того, как функционирует современный скоростной непрерывный станок для волочения проволоки, можно увидеть, что он оснащен комплексом комбинированного (воздух плюс вода) охлаждения изделий. Именно эта система и обеспечивает возможность получения необходимой микроструктуры катанки.
3 Оборудование для волочения проволоки и видео его работы
Все волочильные технологические операции производятся на специальных станах, оборудованных волокой – "глазком", через который тянут проволоку. Диаметр последней всегда больше диаметра волоки. В зависимости от конструкции тянущего механизма интересующие нас станы делят на два вида:
- агрегаты, в которых металл наматывается на барабан;
- машины с движением металла по прямой линии.

Вторые станы предназначены для изготовления изделий, которые не нужно комплектовать в бухты (трубы, прутки). А вот на барабанных агрегатах выпускают именно проволоку и малые по сечению металлические и медные трубы. При этом такие станы с барабанами бывают разных типов:
- многократные (одни функционируют без скольжения, другие – со скольжением);
- однократные;
- многократные, использующие принцип противонатяжения заготовок.
Простейший однократный станок для волочения проволоки предполагает выполнение технологической операции за один проход. А вот многократные станы используют 2–3 прохода, само же волочение в них осуществляется по непрерывной схеме. Калибровочные цеха современных крупных предприятий, как правило, имеют полтора-два десятка агрегатов и станов разной мощности для изгтовления медной и другой проволочной продукции.

Фильеры для волочения проволоки описываемых станов обычно изготавливают по металлокерамической технологии из карбидов бора, термокорунда, молибдена, титана, микролита, тантала, ванадия, вольфрама. Эти сплавы характеризуются превосходной стойкостью к истиранию и повышенной твердостью, а, кроме того, еще и малой вязкостью.
Высокая надежность волоки обеспечивается и тем, что ее укладывают в очень прочную и вязкую стальную обойму, которая не сжимает фильеру, а также снижает в момент выполнения операции волочения растягивающие напряжения. Стоит отдельно сказать о том, что в тех случаях, когда изготавливается очень тонкая катанка из стали (до 0,2 миллиметров), волоки делают из технических алмазов.

В последнее время отмечается тенденция использования волок сборной конструкции. Они дают возможность изготавливать проволоку в условиях высокого трения (гидродинамического). Причем сборная волока гарантирует уменьшение расхода электрической энергии на выполнение технологических операции, увеличивая при этом производительность станов для волочения на 20–30 процентов.
4 Удаление окалины – разновидности и тонкости операции
Чем лучше будет подготовлена поверхность заготовки к волочению, тем эффективнее и качественнее будет проходить процесс. На данный момент окалину удаляют с металла следующими методами:
- химическим;
- механическим;
- электрохимическим.
Чаще всего для заготовок из углеродистой стали применяется методика механической очистки. Она целесообразна с экономической точки зрения. Выполняется такая процедура достаточно просто. Сначала проволоку между роликами спецконструкции перегибают периодически в разных плоскостях. А затем очищают металл щетками из стали.
Более затратными являются химические варианты удаления окалины. Они требуют использования соляной либо серной кислоты. Кроме того, работа с данными соединениями связана с повышенной опасностью для специалистов. Поэтому предприятия стараются применять такой процесс лишь по необходимости, допуская к выполнению операций людей, прошедших специальное обучение (уроки на видео, специальная литература, экзамены по технике безопасности и т. д.). Химическое удаление окалины незаменимо тогда, когда в качестве сырья для проволоки используются нержавеющие и кислотостойкие высоколегированные марки стали.
Электрохимическая очистка – это травление электролитического типа. Оно бывает катодным и анодным, причем второй способ признается более эффективным и безопасным. При нем анодом выступает очищаемая заготовка, а катодом является медь, железо или свинец. Катодное травление более опасное, так как при нем фиксируется активное выделение водорода и плохо контролируемый отрыв окалины, что приводит к формированию так называемой "травильной хрупкости".

После удаления окалины с использованием химических реагентов заготовку следует тщательно промыть. Это позволяет избавиться от солей железа, грязи, шламов, остатков травильных элементов и раствора кислоты. Если промывание не будет произведено сразу после химобработки, все указанные компоненты засохнут. Добавим – промывание делается сначала в горячей воде, а затем под давлением около 700 Па в холодной.
5 Видео и краткое описание волочения медной продукции
Волочильный процесс при производстве медной проволоки базируется на использовании литых заготовок. Их сначала сплавляют, после чего в горячем состоянии прокатывают. Такой процесс обуславливает появление на катанке пленки из оксидов. Чтобы удалить ее, заготовку обрабатывают разбавленной кислотой, и только после этого выполняют волочение.


Также получение медной проволоки осуществляется по технологии погружного формования. В этом случае поверхность катанки получается чистой. Подобным образом изготавливают максимально тонкие изделия (около 10 микрометров). Но при формовании погружного типа необходимо правильно подобрать смазочные составы, которые обладают высоким качеством и особыми свойствами. К таковым относят следующие смазки:
Что такое волочение, его виды и сущность процесса
Волочение металла: суть, назначение, области применения. Виды и методы. Этапы процесса волочения. Применяемое оборудование и его разновидности. Видео процесса волочения проволоки.
Холодное или горячее волочение металла является разновидностью обработки металла давлением. Такими способами получают продаваемый в торговой сети сортамент проволоки круглого и фасонного сечения, прутки, трубы и другую продукцию из черных, цветных металлов и сплавов. Для этого используют волочильное оборудование, которое по кинематическому принципу позволяет получать продукцию необходимого диаметра способами одно- и многократного волочения. Арматура витого типа, проволока, металлические канаты, сетки и крепеж получаются из продукции, выполненной волочением, где задействованы волочильная машина или станок. Продукция, полученная методом волочения, используется в разных отраслях промышленности, сельского хозяйства и домашними умельцами.

Суть и назначение операции волочения
Сущность процесса волочения заключается в протягивании металлической заготовки большего диаметра через отверстие необходимой формы и получении изделия меньшего диаметра. Изготовленная продукция характеризуется качеством наружной поверхности, плотностью и точностью размеров поперечного сечения. Операции выполняют на специальных машинах, которые называются волочильными станами. Они повышают производительность труда: трудоемкость изготовления становится гораздо ниже, чем при выполнении таких изделий другими способами.

Волочильные станы выпускаются производителями с прямолинейным движением заготовки и с наматыванием на барабаны. В последнем случае они могут быть с одним или несколькими ведущими барабанами, что позволяет протягивать одну или одновременно несколько заготовок.
Виды и методы волочения
Волочение выполняют на волочильном стане. Конструктивно устройство состоит из таких основных частей: волока (фильера), оправок разной конструкции, протяжного и вспомогательных устройств для автоматизации и механизации процесса. При этом волочильный стан прямолинейной конструкции различают по принципу действия главного двигателя непрерывного действия (траковые), гидравлические, цепные и канатные.
Процесс классифицируют по таким параметрам:
- по типу (мокрое, сухое);
- нагреву заготовки (холодное, горячее);
- количеству протягиваемых заготовок (1, 2, 4, 8);
- степени чистоты получаемого изделия (черновое, чистовое);
- подвижности волока (неподвижный, подвижный);
- количеству переходов (одно- и многократный);
- способу осуществления тяги (гидравлические, барабанные, цепные).
Разнообразие параметров породило огромное количество выпускаемых установок, различающихся техническими характеристиками, технологией выполнения работ и производительностью.
Волочение используют для изготовления труб диаметром 0,3÷500 мм с толщиной стен 0,05÷6 мм. При этом методы изготовления могут быть следующими:
- осадкой;
- профилировочным способом;
- гидродинамическим трением;
- на специальной оправке (закрепленной короткой, длинной подвижной, плавающей);
- на деформирующемся сердечнике;
- с раздачей заготовки трубной формы.
Метод, а следовательно, и оборудование к нему, выбирают в зависимости от требований, предъявляемых к готовому изделию и марки применяемой заготовки. Трубы изготавливают, применяя волочильный стан цепной и барабанной конструкции. В последнем случае волочение называют бухтовым.
Основные этапы процесса
К конечному продукту, получаемому волочением, предъявляются определенные требования, которые указываются в технологических характеристиках. Заготовка проходит определенные этапы, которые влияют на конечный результат. Они следующие:
- отжиг заготовки для получения мелкозернистой структуры и повышения пластичных свойств;
- удаление с поверхности заготовки окалины;
- промывка заготовки после травления в растворе серной кислоты;
- нанесение специального слоя, состав которого зависит от материала заготовки;
- волочение на стане;
- устранение наклепа;
- доработка полученной продукции (обрезка на необходимую длину, отделка концов).
Как правило, они влияют на плотность, твердость, текучесть, электрическое сопротивление материала (увеличиваются), пластические, антикоррозионные свойства (уменьшаются). Такое проявление, называемое наклепом, устраняют с помощью термообработки – нормализацией, патентированием, отпуском, отжигом. Выбор метода зависит от марки металла или сплава, условий проведения процесса волочения.
Оборудование и станки для волочения
Волочильный станок с приводом постоянного или переменного тока может быть для одно-и многократного волочения. В последнем случае металлическая заготовка проходит через несколько волок, изменяя свой профиль или диаметр в сторону уменьшения последовательно. Однократная волочильная машина используется для заготовок диаметром от 8 до 20 мм. Со специального устройства размоточного типа заготовка после прохождения через волоку наматывается на барабан, диаметр которого не превышает 750 мм. Все операции на таком устройстве автоматизированы: барабан обслуживается подъемником, укладка заготовок – тельфером. Такие волочильные станки применяются для производства проволоки фасонных профилей из обычных и труднодеформируемых марок заготовок при выполнении операции калибровки проволоки.
Станы барабанного типа и цепные различаются способом намотки. У барабанных устройств намотка изготовленной продукции осуществляется на специальную вертушку, у цепных она не подлежит смотке.
На видео можно наглядно увидеть процесс изготовления проволоки:
Просим тех, кто работал на станах цепных и барабанных, поделиться опытом работы в комментариях к тексту, а также рассказать о нюансах технологического процесса.
Волочение металла
Сущность процесса волочения заключается в протаскивании обрабатываемой заготовки через отверстие, размеры которого меньше размеров сечения исходной заготовки ( рис. 123, а ). При волочении площадь поперечного сечения заготовки уменьшается, приобретая постоянное сечение по всей длине, а длина увеличивается. Отношение полученной длины l к первоначальной l 0 называется вытяжкой.
Рис. 123. Схема волочения: а — прутка; б — трубы на длинной оправке; в — трубы на несмещающейся оправке; г — трубы на плавающей оправке; д — трубы без оправки
Коэффициент вытяжки μ = l / l 0 = F 0 / F, величина которого в первых и последних проходах составляет 1,15 ÷ 1,25, при промежуточном волочении допускают 1,30 ÷ 1,45, а обжатие (обжатие определяется формулой φ = F 0 — F / F0ּ100%, где F 0 — исходное сечение, F — полученное сечение. При калибровке оно бывает 8—12%.) до 30—35%. При волочении труб на длинной оправке ( рис. 123, б ) коэффициент вытяжки можно довести до 1,8.
Усилие Р , потребное при волочении, называется усилием волочения. Отношение Р к площади поперечного сечения, получаемого после волочения, называется напряжением волочения, которое должно быть меньше предела текучести обрабатываемого металла, иначе выходящий из отверстия волоки пруток будет утрачивать форму и размеры, полученные в отверстии волоки.
Волочение осуществляется в холодном состоянии, поэтому оно вызывает физическое упрочнение (наклеп) металла. Для восстановления первоначальных свойств применяют термообработку (отжиг), которая необходима при волочении в несколько переходов, а также в окончательной продукции.
Волочильный инструмент изготовляют из инструментальной стали, твердых сплавов, а для получения проволоки размером меньше 0,5 мм иногда применяют волоки из естественного алмаза.
Основная часть волоки называется волочильным глазком, или матрицей, и представляет собой рабочее отверстие постепенно уменьшающегося сечения, через которое протягивается металл . Волока с одним отверстием называется фильером, с несколькими — волочильной доской.
Для уменьшения трения при волочении применяют обильную смазку, различные предварительные покрытия, например, омеднение, которое снижает коэффициент трения, а следовательно, и усилие волочения, а также предохраняет поверхность от задира волочильным инструментом; для снижения усилия волочения применяют также роликовую матрицу ( рис. 124, а ).
Рис. 124. Роликовая матрица и фасонные профили.
Передний конец исходной заготовки перед волочением вытягивается (заостряется) с тем, чтобы он прошел через отверстие полоки и его можно было захватить тянущим устройством. Для волочения применяют декапированный металл — отожженный и протравленный.
Обычно волочение применяют при изготовлении проволоки размером меньше 5 мм; при получении тонкостенных труб ( рис. 123, б — д ), при калибровке и получении высокого качества поверхностей горячекатанных прутков размером до 150 мм (круг, квадрат); при производстве сложных фасонных профилей ( рис. 124, б ) для изготовления деталей, которые раньше обрабатывались резанием на станках.
Волочильное оборудование
Оборудование , на котором осуществляют волочение , называют волочильными станами. Волочильные станы по принципу работы тянущих устройств подразделяются на две группы: с прямолинейным движением тянущих устройств — цепные, реечным винтовые и с наматыванием обрабатываемого металла на барабан барабанные.
Волочение металлов
Волочение – один из древнейших способов ОМД. Сущность его заключается в протягивании нахолодно прутка через отверстие (очко, волоку), выходные размеры которого меньше размеров исходного сечения заготовки (см. рис.1.4). Способ широко используется в металлургии и металлообработке. Сортамент получаемых изделий включает профили диаметром от нескольких микрон до 100 мм не только круглого, но и самых экзотических форм сплошного или полого сечения из благородных, цветных и черных металлов и сплавов.
Если преследуют только цель повышения точности и улучшения качества поверхности изделия, то такой вид волочения называют калибровкой.
Степень деформации при волочении ограничивается силой волочения, которая не должна вызывать появление напряжений в переднем конце, превышающих 0,5…0,7 предела текучести данного металла. Поэтому единичные вытяжки при волочении составляют всего 1,2…1,3 и редко достигают 1,5.
Сила волочения в большой мере зависит от коэффициента трения. Для его снижения используют смазки (например, мыльная стружка с различными наполнителями).
Большой эффект дает использование роликовых волок вместо монолитных, но из-за сложности их применяют редко, хотя коэффициент вытяжки в таких волоках может достигать 4…5.
Обычно волока состоит из двух деталей – обоймы и собственно волоки (рис. 13.1). Обойму изготовляют из прочной вязкой стали, а волоку – из твердосплавных материалов. Для волочения тончайшей проволоки волоки изготовляют из технических алмазов, а для волочения прутков и труб больших сечений – из инструментальных сталей.
Волока состоит из нескольких участков (рис. 13.1). Средний участок – рабочая или деформирующая зона. Имеет коническую форму. Со стороны входа к ней примыкает смазочная зона тоже конической формы, а с другой стороны – калибрующий поясок, который придает окончательную форму профилю. К смазочной зоне примыкает входная зона, а к калибрующему пояску – выходная зона конической или сферической формы.
Угол рабочего конуса (2a) принимают равным 8…24 о , смазочной зоны – 20…60 о , а входной и выходной зон - 60…90 о . Длина рабочего конуса составляет 0,5…0,7, а длина калибрующего пояска – 0,3…1,0 от диаметра получаемого профиля.
Полые изделия волочат несколькими способами (рис.13.2): на короткой неподвижной оправке, на длинной подвижной оправке, на короткой «плавающей» оправке и без оправки.
Усилия волочения определяют или опытным путем с помощью силоизмерительных приборов (например, динамометров), или аналитически.
Волочильные станы. Основные элементы – волочильный инструмент и тянущее устройство. Используют два основных типа станов: с прямолинейным движением протягиваемого металла (цепные, реечные, гидравлические) и с наматыванием на барабан (барабанные станы).
Первые используют для профилей, которые невозможно смотать из-за их размеров или формы.
Цепной стан состоит (рис. 13.3.) из станины 3, бесконечной цепи 2, тележки с захватом 4, стойки для крепления волок 5, двигателя с передаточными устройствами 1.
На современных станах можно одновременно протягивать до 10 прутков со скоростью до 2 м/сек., тянущее усилие до 1,5 МН. Длина изделий ограничивается размерами станины и обычно составляет до 15 м (максимум до 50 м).
Барабанные станы в зависимости от количества волок, через которые последовательно протягивают металл, подразделяют на однократные и многократные.
Однократные используют для волочения прутков, фасонных профилей и труб. Ось барабана - вертикальная или горизонтальная. Барабан является и тянущим, и намоточным устройством. Во избежание искажения формы профиля при намотке диаметр барабана должен в 30…40 раз превышать диаметр сматываемого изделия (до 3 м). Сила волочения до 100 КН, скорость волочения – до 4,5 м/сек.
Принцип работы станов многократного волочения (рис. 13.4) заключается в одновременном протягивании заготовки через несколько последовательно расположенных волок. При выходе из одной волоки конец металла наматывается на барабан, а затем – сматывается с него и через систему направляющих роликов поступает в следующую волоку и т.д. Применяют главным образом для волочения проволоки. Кратность волочения определяют по числу волок (6…9 и более). Скорость волочения до 20 м/сек.
Основные технологические операции при волочении.
Поступающая на волочение заготовка может иметь разную структуру и механические свойства по длине, что негативно сказывается на условия волочения. Поэтому подготовка металла к волочению начинается с термической обработки.
1. Термическая обработка заготовки предназначена для гомогенизации структуры и повышения пластических свойств. В зависимости от материала применяют отжиг, нормализацию, закалку с отпуском и патентирование.
Наиболее широко применяют патентирование при подготовке катанки из углеродистых сталей. Обеспечивает получение мелкозернистой сорбитной структуры металла. Состоит в нагреве заготовки до температуры аустенизации и охлаждении в свинцовой (соляной) ванне при температуре 450…500 о С. Процесс осуществляется в непрерывном режиме.
2. Удаление окалины с поверхности заготовки осуществляют химическим или механическим путем. Травление производят в непрерывных травильных агрегатах в растворах серной или соляной кислот. При механическом способе окалину чаще удаляют путем многократного изгиба в двух плоскостях с последующей обработкой металлическими щетками.
3. После травления поверхность заготовки тщательно промывают в горячей и холодной воде под давлением примерно 1 МПа.
4. Нанесение подсмазочного слоя. Для лучшего удержания смазки на поверхность заготовки наносят тонкий слой различных материалов: гидрата окиси железа (операция желтения), меди (меднение), извести (известкование), фосфатов Fe, Mn и др. (фосфатирование).
5. Сушка бунтов в камерах при температуре 300-750 о .
6. Волочение. Обжатие за проход 10…30%, суммарное 75…85% для стали и до 95% для цветных металлов.
Если при достижении предельного обжатия не получен заданный размер проволоки, проводят повторное волочение с выполнением всех подготовительных операций.
7. Отделочные операции: термическая обработка, правка, шлифовка, полировка, нанесение защитных покрытий (цинкование, лужение, алитирование, эмалирование, лакировка и пр.) в зависимости от назначения изделий.
Лекция №6. Волочильное производство. Виды волочения. Сортамент продукции. Волочение труб, прутков, проволоки. Оборудование и инструмент. Технология волочения проволоки
Волочением называют пластическую деформацию при протягивании проволоки, прутка, профиля, трубы через сужающийся канал инструмента (волоки). Усилие растяжения, приложенное к выходящему из волоки концу изделия, расходуется на формоизменение заготовки и преодоление сил трения о канал волоки. Обжатие за проход ограничено прочностью выходящего конца изделия и, как следствие, обрывом металла. Характеристикой процесса служит вытяжка λ.
Волочение относится к холодной пластической обработке. Кроме формоизменения и вытяжки достигается упрочнение (наклеп) материала, улучшается качество поверхности и точность размеров.
Различают волочение на цепных станах (для получения труб, прутков и профилей ограниченной длины) и волочение на станах барабанного типа (для получения длинномерной продукции, например, проволоки).
Заготовки для волочения – это сплошные (катаные, прессованные) круглые и фасонные профили в бухтах или отрезках, бесшовные или сварные трубы. Готовые изделия волочильных цехов – это проволока диаметром от 0,01 до 6 мм, трубы диаметром до 400 мм, калиброванные прутки и профили, профильные (овальные, прямоугольные и т. п.) трубы.
Производительность процесса волочения определяется скоростью на выходе из волоки (скоростью волочения), вытяжкой за проход, затратами времени на начало процесса и замену инструмента.
Скорость волочения составляет 1–10 м/с для прутков, профилей и труб и до 50 м/с для тонкой проволоки. При таких скоростях скольжения неизбежны проблемы износостойкости волок, обеспечения качества поверхности изделий. Первостепенная роль при волочении принадлежит технологической смазке и управлению процессом трения. Радикальным средством уменьшения износа, повышения скорости и производительности является волочение в режиме гидро- или пластогидродинамического трения.
Перед волочением заготовку термически обрабатывают, удаляют с нее окалину и подготавливают ее поверхность для закрепления смазки. Термическая обработка снимает наклеп и обеспечивает получение оптимальной структуры. Смягчающий отжиг повторяют после 70–85 %-го обжатия для стали и 99 %-го для цветных металлов (меди, латуни). Окалину после термической обработки удаляют механическим, химическим, электрохимическим способами, а также одновременно несколькими способами. Механическая очистка состоит в периодическом изгибании полосы между роликами, обдуве дробью или песком. Такой способ малоэффективен для удаления прочной окалины, поэтому чаще применяют химический способ.
После травления заготовку промывают, на ее поверхность наносят подсмазочный слой путем желтения, омеднения, фосфатирования, известкования. При желтении на заготовку наносят тонкий слой гидроксида железа Fе(ОН)3, который вместе с нанесенной затем на него известью играет роль наполнителя для смазки. Фосфатирование состоит в нанесении пленки фосфатов марганца, железа и цинка. К пленке фосфатов хорошо прилипает смазка и коэффициент трения снижается до 0,04 – 0,06. Известкование в растворе нейтрализует остатки кислот и образует пленку наполнителя для смазки. Для волочения с большими обжатиями и давлениями рекомендуется омеднение заготовки в растворе купороса; коэффициент трения при этом равен 0,08 – 0,12. После нанесения покрытия заготовку сушат в камере при 300–350 о С.
Для увеличения производительности концы бухт сваривают электроконтактной сваркой. Это снижает потери времени на заправку заготовки в волоки до минимума.
Проволоку изготовляют на машинах многократного волочения с числом волок 5–22. За каждой волокой скорость проволоки увеличивается пропорционально вытяжке λ, достигая на выходе 40–50 м/с (на наиболее современных машинах). Автоматизированный электропривод позволил объединить в один непрерывный агрегат волочильную проволочную машину и установку для отжига проволоки «на проход». При производстве труб и прутков также стремятся объединить в один агрегат волочильную машину, механизмы для правки, резки, острения концов, установки оправок и т. д.
К волочильному инструменту относятся волоки и оправки. Канал волоки (рисунок 6.1) имеет следующие зоны: входную для облегчения ввода заготовки, смазочную и рабочую для ввода смазки и обжатия заготовки, калибрующий поясок, обратный конус и выходную зону для предохранения изделия от образования рисок и царапин. Основные характеристики волоки – это материал, угол a и ширина калибрующего пояска. Длина пояска составляет 0,4 – 1,0 длины рабочей зоны. Угол α обычно равен 6–15°.
1 – входная зона; 2 – смазочная зона; 3 – калибрующая зона; 4 – обратный конус; 5 – выходная зона
Рисунок 6.1 – Схема канала волоки
По диаметру изделий, мм, волочение подразделяется на толстое (3,5 – 1,5), среднее (1,6 – 0,25), тонкое (0,4 – 0,1) и тончайшее (0,02 – 0,008). Наибольшей износостойкостью обладают волоки из природных (до 2,4 мм) и синтетических (поликристаллических до 4,6 мм) алмазов, однако они нуждаются в интенсивном охлаждении. Размеры и форма канала стандартизованы. Алмазные волоки вставляют в оправы из латуни или бронзы и заливают легкоплавким сплавом. Для изделий диаметром 1 – 50 мм применяют в основном сборные волоки из обоймы с запрессованной в нее твердосплавной вставкой. Размеры и материалы вставок на основе карбидов вольфрама и кобальта стандартизованы.
Для мелкосерийного производства и производства труб диаметром до 300 мм применяют волоки из сталей У8 – У12, Х12М, ШХ15 и др.
В цепном волочильном стане (рисунок 6.2) передний конец прутка или трубы 1 проталкивается через волоку 2 и захватывается клещами каретки 3. Каретка сцепляется с пластинчатой цепью 4, перематываемой с помощью привода 5. На входной стороне стана имеется приспособление для подачи и удержания стержня оправки.
Рисунок 6.2 – Схема цепного волочильного стана
Скорости волочения на современных станах достигают 3–5 м/с, усилие волочения составляет 30–1500 кН, причем одновременно протягивается до трех заготовок. Недостатки цепных станов таковы: ограниченная длина изделий, большие затраты времени на подготовку к волочению очередной заготовки. Разработаны автоматизированные линии волочения прутков, в которых специальные захваты попеременно тянут заготовку через волоку без остановки процесса.
Технологическая схема применительно к получению проволоки показана на рисунке 6.3.
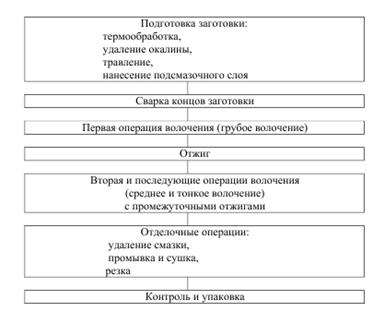
Рисунок 6.3 – Типовая технологическая схема волочения
1. Какие существуют виды волочения?
2. На каком волочильном оборудовании получают проволоку?
3. С какой целью при волочении применяют смазку?
4. Какие подготовительные операции проводят для реализации процесса волочения?
Читайте также: