Дефектоскопия металла на трещины
Обновлено: 22.05.2024

О СВАРКЕ
Ультразвуковая дефектоскопия – экономичный метод. Отличается оперативностью, безопасностью применения и наглядностью результатов. Использование сложного компьютеризированного оборудования не требует много времени и большого количества персонала.
.jpg)
Суть ультразвукового метода
Впервые принцип дефектоскопии УЗ был предложен в 1928 г.: советский ученый Сергей Соколов показал, как обнаружить повреждения металла и других материалов через вариации энергии ультразвука. Соколов изобрел первый дефектоскоп, в котором применил ультразвуковые колебания для определения внутренних дефектов, трещин, посторонних включений и структуры материалов. В дальнейшем этот опыт подхватили ученые других стран, и метод получил распространение, став обязательным для многих отраслей промышленности.
Ультразвуковой метод контроля металла основан на физическом законе о неизменности траектории перемещения звуковых волн при условии однородности среды. Суть заключается в выявлении повреждений материала через излучение и принятие колебаний УЗ при отражении от дефекта, анализе амплитуды колебаний, времени возвращений, формы и других параметров.
Для анализа в материале при помощи дефектоскопа и преобразователей с пьезоэлементом создают высокочастотные колебания (свыше 20 кГц). Если изъянов нет – колебания не встречают препятствий и не имеют отражения. Если же присутствуют неоднородности (например, трещины, пустоты или другие включения), приемник зарегистрирует сигналы отражения от них.
Время распространения волны указывает на глубину расположения дефекта, а амплитуда отражения импульса – на размер неоднородности.
Свойства ультразвука и важность состояния диагностируемой поверхности
Ультразвук проверяет материал, не разрушая его структуры.

При дефектоскопии учитывается длина колебаний – она прямо пропорциональна разрешающей способности и чувствительности и обратно пропорциональна энергии колебаний. Оптимальный показатель – 0,5-10 МГц.
Корректность результатов измерения зависит от состояния диагностируемой поверхности. Необходим свободный доступ ко всем измеряемым участкам для свободного прохождения волн ультразвука через объект. На поверхности не должно быть инородных тел (масла, смазки, грязи, ворсинок, брызг металла, сварочного флюса и т.д.)
Для подготовки поверхности необходимо:
- Зачистить лакокрасочное покрытие и ржавчину на расстоянии 5-7 см.
- Обработать материал трансформаторным, турбинным или машинным маслом.
- Устранить воздушные зазоры нанесением контактной жидкости (можно использовать воду, масло или глицерин)
- Создать шероховатость поверхности выше или равную классу 5 (при использовании пьезоэлектрического преобразователя).
Если на поверхности есть постороннее покрытие, которое невозможно удалить, нужно обеспечить полное прилипание к материалу.
Источники ультразвуковых волн
Во время анализа УЗ-колебания в объекте создают несколькими способами. Чаще с использованием пьезоэлектрического эффекта. Преобразователь создает ультразвуковое излучение, которое далее переводит электрические колебания в акустические. При переходе через измеряемую среду эти колебания оказываются на приемной пьезопластине преобразователя, а после снова становятся электрическими. Это фиксируют измерительные цепи. При этом пьезопластины могут выступать в роли только приемника или только излучателя, а также совмещать в себе функции того и другого.

Критические углы
При выполнении ультразвукового контроля оператору нужно выбрать тип преобразователя, выполнить калибровку и настройку прибора на предполагаемые дефекты объекта. Критические углы падения (продольные и поперечные) необходимо учитывать в том случае, когда ультразвук проходит через твердые поверхности материалов.
Первый критический угол – это наименьший угол падения продольной волны, при котором преломленный луч не пересекает границу второй твердой среды. Например, для границы оргстекло-сталь он равен 27,5º.
Вторым критическим углом считают наименьший угол падения продольного луча, при котором преломление не проникает через границу во вторую твердую среду и при этом не обнаруживаются внутренние повреждения. Для оргстекла-стали он составляет 57,5º.
Третий критический угол – наименьший угол падения поперечного луча, при котором отсутствует отраженная продольная волна. Луч идет по поверхности объекта, не распознавая дефектов внутри него. Для пересечения границы сталь-воздух угол равен 33,3º.
Методы дефектоскопии ультразвуком
Выделяет 4 основных метода:
- Теневой. Используют 2 преобразователя: первый (излучатель) создает на границе двух сред акустические колебания, второй (приемник) их фиксирует. Обязательное условие при этом – расположение второго преобразователя точно в направлении волны, создаваемой излучателем. При столкновении с повреждением колебания пропадают. Выявленная глухая область обозначает расположение повреждений на материале.
- Зеркально-теневой. Близок по принципу к теневому, но предполагает расположение преобразователей на одной поверхности сварочного соединения. При этом фиксируется поток, отраженный от второй поверхности. Повреждение в материале определяется пропаданием отраженных колебаний.
- Эхо-зеркальный. 2 преобразователя находятся на одной стороне соединения. Созданные УЗ-колебания регистрируются в момент отражения от препятствия.
- Эхо-импульсный. Предполагает наличие одного преобразователя, выступающего в роли и источника, и приемника. Акустическая волна направляется на сварное соединение, фиксируя отражение от инородного тела.
Сравнение и выбор лучшего
Выбор метода зависит от характеристик тестируемого материала, условий проведения (стационарные тесты или анализ в процессе работы) и выбирается индивидуально.
Возможности ультразвуковой диагностики
Метод УЗ позволяет:
- Фиксировать дефекты внутри (под поверхностью) материала, не нарушая при этом его целостности.
- Находить очаги поражения коррозией.
- Выявлять посторонние вкрапления и неоднородности в структуре.
- Определять расположение и размеры изъянов.
- Оценивать состояние соединений в материале.
Анализ применяется в промышленности:
- Проверка стержней (из пластика и металла), труб на наличие пористости, трещин и пустот.
- УЗК сварных швов высокочастотным датчиком.
- Обнаружение пустот в элементах, измерение толщины стенок деталей.
- При работе с композитами и стекловолокном обнаружение их повреждения или отслоения при ударе.
- Проверка адгезивных соединений после пайки (если есть доступ к поверхности).
Повышение точности результатов
Добиться точности, качества и достоверности результатов можно, влияя на:
- Состояние поверхности: чистота, шероховатость, профиль.
- Геометрию: не параллельность, кривизна.
- Выбор контрольного, настроечного образца.
- Выбор метода и оборудования.
- Настройку УЗ-преобразователей и дефектоскопа.
- Установку технических параметров (скорость распространения звука).
Для каких объектов применимо
Метод УЗК используют на производствах нефти и газа, в отраслях крупной промышленности, в атомной энергетике и т.д. В металлургии, например, ультразвуковую дефектоскопию применяют при обработке литья и поковок. В авиастроении – для диагностики полимеров и композитов на наличие трещин, непроклеев и т.д.

В металлургии контролю подвергают листовую сталь, которую широко используют при строительстве автодорожных и железнодорожных мостов, в гражданском и промышленном строительстве зданий и сооружений, требующих повышенной прочности и надежности.
В литейном производстве метод позволяет видеть в структуре черных и цветных металлов пустоты, пористость, включения и трещины. Также возможно измерить толщину изделия, например пустотелых отливок сложной формы, без нарушения его целостности в производстве автомобильных двигателей.
В строительстве для оценки состояния бетонных конструкций важно проверить фактическую прочность на соответствие проектным требованиям. Ведется проверка факторов, влияющих на эксплуатационные свойства бетона и арматуры. Метод УЗ дает возможность работы не только в лабораторных условиях, но и на строительной площадке.
При контроле сварных соединений и наплавок оборудования и трубопроводов атомных энергетических установок УЗ метод является единственным решением.
Это объясняется использованием нержавеющих, аустенитных крупнозернистых сталей в конструкциях атомных реакторов и резервуаров.
Для труб
Дефектоскопия применяется на магистральных и технологических трубопроводах. Благодаря этой процедуре небольшие дефекты и трещины на трубах, появляющиеся со временем естественным путем, не перерастают в проблемы, угрожающие безопасности и требующие вывода магистральных систем из рабочего состояния.

Применение УЗ-дефектоскопии позволяет обнаружить такие повреждения труб:
- низкий уровень герметичности (или ее отсутствие);
- потерю контроля состояния напряженности;
- деформацию и разгерметизацию сварных стыков.
Для свайных конструкций и рельсов
Диагностика сварных соединений незаменима для выявления трещин в подошве или головке рельс, для обнаружения дефектов стыка. Метод может применяться стационарно (на рельсосварочном предприятии) либо в полевых условиях. Для УЗК свай и сварочных швов используют дефектоскопы со специальными характеристиками – высокой устойчивостью к влажности, рабочей температурой до +35ºС (без образования влаги). При этом измерительные приборы нуждаются в постоянной защите от воздействий пыли.

Диагностика свай – необходимый этап в строительстве, на котором проверяют и фиксируют прочность бетонного основания и плотность заливки буронабивных свай. Во время проверки приемник с излучателем устанавливают на нижней точке сваи, фиксируют полученные сигналы, потом датчик перемещают на следующую точку.
Ультразвуковой метод контроля сварных швов показывает изъяны с высокой точностью и при этом не нарушает целостность несущих конструкций.
Для прочих деталей
Дефектоскопии подвергают материал во время технических освидетельствований и обследований, металл проверяют на входе и выходе. Метод применяют для проверки промышленной безопасности сосудов под давлением, корпусов насосов, арматуры, теплообменников, печей и т.д.
Плюсы и минусы диагностики ультразвуком
Главным достоинством метода является то, что он относится к неразрушающему контролю. Исследуемый объект не выводится из эксплуатации, не подвергается разборке, взятию образцов, не требует других дорогостоящих действий.
Дефектоскопия позволяет предотвратить и своевременно устранить возможные разрушения сложных агрегатов и конструкций.
Другие преимущества УЗД:
- Метод доступен для работы с металлическими материалами и неметаллами.
- Точность в определении положения дефекта и оценке его размера и формы.
- Высокая скорость исследования.
- Низкая цена работ.
- Безопасность для здоровья (меньший вред в сравнении с работой рентгена).
- Мобильность, т.е. работа в полевых условиях.
Недостатки диагностики ультразвуком:
- Нужна предварительная подготовка поверхности.
- Не поддаются проверке грубые материалы, детали неправильной формы, слишком маленькие или тонкие.
- Невозможна работа с чугуном и крупнозернистыми материалами (из-за высокого уровня шума и низкого уровня звука).
- УЗД может не определить повреждения, ориентированные параллельно звуковому лучу.
Необходимое оборудование для проведения дефектоскопии
Для ультразвуковой диагностики применяют дефектоскоп, преобразователь со встроенным пьезоэлементом (рассчитанным на излучение и/или прием ультразвуковых колебаний) и дополнительные приспособления.
УЗ-преобразователи бывают 3 типов:
- Прямые: излучение продольных волн под прямым углом к проверяемой поверхности. Могут иметь керамический пьезоэлемент (из титаната бария или цирконат-титаната свинца). В моделях зарубежных брендов используется кварц – он имеет сравнительно невысокую чувствительность, что обеспечивает равномерное излучение и стабильную работу.
- Наклонные (или призматические): излучение поперечных волн в металл под углом к поверхности ввода. Осуществляют вертикальное сканирование деталей, используются в случаях, когда установить преобразователь непосредственно на поверхности материала не представляется возможным (например, в угловых соединениях, в конструкциях со сложным профилем).
- Раздельно-совмещенные: поступление продольных волн в металл под углом 80-85º к поверхности ввода. Имеют 2 пьезоклапана, один из которых является генератором, а второй – приемником. Подходят для работы с грубыми материалами, деформированными поверхностями.
Главная составляющая преобразователя – пьезоэлемент в форме прямоугольной пластины или диска. Толщина пьезоэлемента составляет половину длины излучаемых волн. В прямых и наклонных преобразователях пьезоэлемент выступает в качестве излучателя и приемника УЗ-колебаний одновременно.
Схема устройства дефектоскопа
Дефектоскоп – это электронный блок для преобразования и усиления эхо-сигналов при отражении от дефекта, создания зондирующих импульсов высокого напряжения и наглядного отображения амплитудно-временных характеристик эхо-сигналов.
Встроенный переключатель предусмотрен для непосредственного подключения усилителя к генератору радиоимпульсов или отключения от него (в зависимости от схемы работы). Автоматический сигнализатор фиксирует дефект звуковым или световым сигналом.
.jpg)
Аппарат может иметь дополнительные блоки, расширяющие функции устройства и упрощающие работу оператора. К ним относится блок временной регулировки чувствительности, создающий одинаковую амплитуду сигналов при обнаружении деформаций разных размеров. Это повышает точность измерений.
Примерная стоимость дефектоскопа и других инструментов
Диапазон цен на дефектоскопы широк – от 90 000 до 2 500 000 руб. Стоимость зависит от рабочих характеристик, марки и страны производителя, года выпуска. Различается цена стационарных (для исследований в лабораториях) и портативных (для полевых условий) моделей. Возможность подключения к ПК, объем встроенной памяти и совместимость с несколькими типами преобразователей также влияют на конечную стоимость. При выборе отталкиваться следует от планируемых задач и предположительной области применения.
По каким параметрам оценивается результат
Обнаруженный дефект оценивают по его условной протяженности, амплитуде звуковой волны, форме, длине и ширине.

Минимально возможный (доступный для выявления) размер повреждения на материале определяет чувствительность УЗ-контроля.
Как обучают специалистов по ультразвуковой дефектоскопии
В соответствии с действующим законодательством, специалисты, работающие в сфере ультразвуковой дефектоскопии, проходят обязательное повышение квалификации с последующей аттестацией.
Она проводится с целью определения достаточной теоретической и практической подготовки сотрудников для выполнения одного и нескольких видов НК, умения на основании полученных результатов делать заключения об исследуемом объекте повышенной опасности в промышленности и строительстве.
Подготовкой и аттестацией специалистов занимаются специализированные научно-исследовательские центры. Они составляют учебные программы длительностью от 40 до 120 академических часов.
За это время изучают:
- Виды и методы ультразвуковой диагностики.
- Теоретические основы колебаний.
- Типы и свойства волн.
- Правила критических углов ввода.
- Источники УЗ-колебаний.
- Методы дефектоскопии сварочных швов и свай.
- Правила акустической дефектоскопии.
- Принцип работы приборов ультразвуковой проверки.
По окончании обучения сотрудники сдают экзамены, по итогам которых получают удостоверение утвержденного образца, где указывается квалификационный уровень – I, II или III. Специалисты I уровня обслуживают технику для неразрушающего контроля и составляют отчеты по итогам работ, II – занимаются работами на опасных объектах и дают заключения. Эксперты III уровня руководят процессом на всех стадиях его выполнения, им требуется дополнительное обучение по специально разработанным методикам.
Полученную квалификацию необходимо подтверждать каждые 3 года, сдавая при этом соответствующие экзамены.
Кратко о других методах дефектоскопии
Капиллярный (жидкостный) метод предполагает выявление дефектов на поверхности металлов. Перед диагностикой детали очищаются, чтобы краситель попадал беспрепятственно. На материал наносят пенетрант, удаляют избытки и вводят проявитель, который при специальном освещении обнаруживает разрушения поверхности. Жидкостный метод прост в исполнении, но требует предварительной тщательной очистки поверхности. Автоматизировать это невозможно.
Вихретоковый контроль показывает повреждения внутри металла и на его поверхности с помощью электромагнитного поля. Вихревые токи текут по-разному в материалах с дефектами и без них. Диагностика вихревым током проводится за секунды, но применима только к металлам. Такие испытания требуют высокой квалификации операторов. Метод используют в авиационной и ядерной промышленности.
Контроль магнитными частицами обнаруживает повреждения на поверхности либо чуть ниже (работа на глубине материала невозможна). На материал наносят сухие или влажные магнитные частицы – они притягиваются к инородному телу, обозначая его форму и размер. После завершения диагностики деталь размагничивается. Этот метод подходит только для работы с ферромагнитными материалами. Для исследования требуется полное размагничивание детали, что затрудняет автоматизацию процесса.
Дефектоскопия сварных швов
Некачественные соединения могут стать причиной аварий. Трубопроводы, детали, испытывающие динамическую нагрузку, швы, работающие на излом, не должны содержать шлака, раковин, непроваров. Методы дефектоскопии сварных швов относятся к неразрушающей диагностике. Они используются для выявления внутренних, невидимых дефектов в металле – несплошностей, снижающих прочность соединения.
Разработано 10 методов диагностики, все они имеют достоинства и недостатки, ограничения. Дефектоскопией сварных швов проверяют качество работы сварщиков, выявляют нарушения технологии. Используют методы диагностики металла для входного, промежуточного и сдаточного контроля.

Принцип дефектоскопии
Диагностика сварных соединений включает разные методы исследований, основанных на физических свойствах металлов, структурных превращениях на границе фазового перехода. На исследуемые участки воздействуют радиоволнами, ультразвуком, магнитным электростатическим полем, красителями. Разнородные структуры по-разному воспринимают воздействие. Принципы выявления дефектов подбирают под металл. К примеру, немагнитящиеся легированные стали, цветные металлы нельзя проверить в магнитном поле. Эхолокация неэффективна для крупнозернистых структур.
Дефектоскопией сварных соединений называют комплекс методов контроля качества визуально или с использованием специальной аппаратуры для выявления дефекта. Принцип дефектоскопов, методика диагностики утверждаются стандартами. По результатам дефектоскопии определяется прочность (эксплуатационная надежность) сварных швов после завершения работы.
Важно!
Каждый сварщик несет ответственность за соблюдение технологии.
Преимущества и недостатки
- низкая трудоемкость исследований, контролирует соединения один человек в течение нескольких минут;
- безопасность проведения контроля, только радиационная диагностика предполагает влияние вредных факторов;
- разнообразие контролирующих приборов, для основных методов дефектоскопии выпускают мобильные дефектоскопы;
- разнообразие контролируемых объектов: проверяют плоские, объемные детали, трубы;
- контроль швов, произведенных любым видом сварочного аппарата.
- у каждого из методов существуют определенные ограничения по применению, ввиду выявляемых изъянов;
- необходимость использования специальных реагентов, расходных материалов;
- приходится специально подготавливать исследуемые поверхности;
- контролируемые фрагменты после диагностики необходимо дополнительно обрабатывать антикоррозионными средствами, при снятии окалины, оксидной пленки защитные свойства металла ухудшаются.
Основные методы дефектоскопии
Дефекты соединений бывают двух типов:
- видимые выявляют при визуализации;
- скрытые (внутренние) определяют дефектоскопией сварных швов.
Существуют разрушающие методы контроля, они необходимы при разработке технологии сварного соединения. Зону фазового перехода рассекают, рассматривают структуру металла под микроскопом.
Неразрушающую дефектоскопию сварных швов создали для определения качества сварки. Металл проверяют на проницаемость, однородность, пользуясь современными методами и приборами.
Визуальный осмотр
Проверка сварных швов производится на месте. Это самый часто применяемый способ контроля. Анализируя состояние шовного валика, дефектоскопией выявляют непровары. Они проявляются неравномерностью наплавочного слоя, трещинами, пористостью. Для точности результата до осмотра со шва снимают окалину, протирают поверхность валика растворителем (техническим метанолом). Затем производят травление металла 10% азотной кислотой, она растворяет оксидную пленку. Остатки кислоты снимают спиртом.
На матовой поверхности хорошо видны внешние дефекты, сопутствующие структурным изменениям в зоне термовлияния. Для визуального исследования используют лупу, микроскоп.
Магнитная
Этот метод дефектоскопии подходит только для углеродистых и низколегированных сталей, способных намагничиваться. На контролируемые участки воздействуют циркулярным или продольным полем. Используют электрические или постоянные магниты. В местах дефектов происходит искажение электромагнитных линий.
Существует два метода фиксации рассеяния поля:
- Порошковая дефектоскопия основана на свойствах частиц скапливаться над местами структурных повреждений. Порошок рассыпают в сухом или влажном виде, для снижения трения, увеличения подвижности порошка используют масло или керосин. Допустимо применение магнитогуммированной пасты и суспензий. Вид магнитящего состава выбирают под тип стали. Снизу контролируемого участка сварного шва устанавливают магнит. Над трещинами, пустотами опилки металла под воздействием искаженного поля собираются в валики, комкуются.
- Вместо порошка используют ферромагнитную ленту, ее накладывают на шов, плотно фиксируют. Во время дефектоскопии на информационном носителе записываются электроволновые изменения. Прибор их считывает подобно магнитофону. Магнитно-порошковые дефектоскопы улавливают значительные несплошности, снижающие прочность соединений.
Ультразвуковая
Процедура ультразвуковой дефектоскопии регламентирована ГОСТ Р 55724-2013. Метод основан на способности звуковых волн отражаться от границы раздела сред различной плотности. Применяется для мелкозернистых металлов. Фиксирует крупные зерна, разрастающиеся в местах фазового перехода при любом способе сварки.
Приборы контроля трубопроводов и объемных деталей со стыковыми, тавровыми, нахлесточными и угловыми сварными швами бывают разных типов:
- импульсные дефектоскопы фиксируют интенсивность и время прохождения отраженных волн;
- теневые определяют снижение энергии или смещение фазы ультразвуковых волн, огибающих дефект;
- зеркально-теневые менее чувствительные, предназначены для обнаружения структурных уплотнений и несплошностей;
- импедансные необходимы для исследования сварных тонкостенных деталей, труб.
Ультразвук генерирует наклонный преобразователь. Его перемещают вдоль шва вращательными движениями. Стационарные установки контроля используют в лаборатории. Для работы на местах используют мобильные дефектоскопы. Они определяют место расположения и характер дефекта. Ультразвуковой метод контроля не отличается высокой точностью. Чувствительность дефектоскопов определяется минимальными размерами эталонов (отражателей). Для расшифровки результатов необходима специальная подготовка.
Радиационная
Такая дефектоскопия основана на способности металлов поглощать рентгеновские лучи. По сути, это рентген. Изображение, зафиксированное на пленке, расшифровывают негатоскопом. Метод характеризуется высокой точностью. Выявляет непровары, трещины, шлаковые включения и другие дефекты, не обнаруженные дефектоскопами другого типа. Дает представление о виде, характере и расположении несплошностей. Используется только в лабораторных условиях. Установки необходимо экранировать, так как контролеры подвергаются воздействию излучения.
Метод утвержден ГОСТ 23055-78. Дефектограмма не определяет:
- несплошности, размером меньше двойной чувствительности, расположенные по направлению лучей;
- дефекты: менее 0,1 мм при толщине заготовок 40 м, (0,2 – от 40 до 100; 0,3 – от 100 до 150);
- непровары и трещины, совпадающие с острыми углами, посторонними деталями.
Капиллярная
Метод капиллярной дефектоскопии применяется для любых плотных материалов (цветных и черных металлов, пластика, керамики, стекла). Пенетранты (цветовые индикаторы) обладают хорошей проницаемостью, заполняют даже самые мелкие пустоты. Они производятся на водной или органической основе (масло, керосин).
Капиллярные дефектоскопы для проверки сварных швов разделяют по способу информации:
- цветные (хроматические), используются жидкости с устойчивой контрастной окраской, чаще красные;
- яркостные (ахроматические), определяют интенсивность цвета, характеризующие глубину дефекта;
- люминесцентные, используемые жидкости содержат вещества, видимые в ультрафиолетовом излучении;
- люминесцентно-цветные, пенетранты видимы по всему спектру.
Чувствительность контролирующих устройств:
- I класс – выявляются дефекты швов от 0,1 мм до микрона;
- II класс – до 0,5 мкм.
Пенетранты выпускают жидкостные и в аэрозолях. В комплекте с ними идут очистители, проявители, атлас дефектов (эталонные фотографии, по которым анализируют получившийся рисунок).
Цветная дефектоскопия проводится в соответствии с ГОСТ 18442-80. Процесс состоит из пяти стадий:
- предварительная очистка исследуемой поверхности химическим способом или паром с последующей сушкой;
- нанесение индикаторного пенетранта любым возможным способом;
- удаление излишек красителя через определенный временной интервал, указанный в инструкции (от 5 до 20 минут в зависимости от проницаемости жидкости);
- обработка поверхности проявителем, меняющим или усиливающим цвет пенетранта;
- анализ полученного рисунка.
Выбор метода
Учитывают основные параметры исследуемых швов:
- физические характеристики;
- толщину и габариты заготовок;
- состояние поверхности: для ультразвука необходима зачистка с контактной смазкой, для магнитно-резонансного метода – проводят осадку шва (снимают поверхностные напряжения), для капиллярного исследования требуется идеально ровная и очищенная поверхность.
При выборе метода дефектоскопии необходимо учитывать:
- размеры допустимых дефектов, по техническим условиям подбирают чувствительность приборов;
- условия проведения исследований.
Если важно выявить объемные дефекты, пустоты – надежнее провести радиационный контроль. Трещины и непровары определяют ультразвуком, магнитным полем. Дефекты, выходящие на поверхность, выявляют капиллярным методом.
Что такое цветная дефектоскопия
Первичный контроль качества сварных соединений выполняется методом визуального осмотра. На ответственных конструкциях для выявления изъянов невидимых невооруженным глазом дополнительно проводится цветная дефектоскопия. Этим способом выявляют местоположение и размеры трещин, пор, непроваров, раковин на поверхности сварного шва. Метод универсален, проводится без применения сложной аппаратуры работниками с низкой квалификацией.
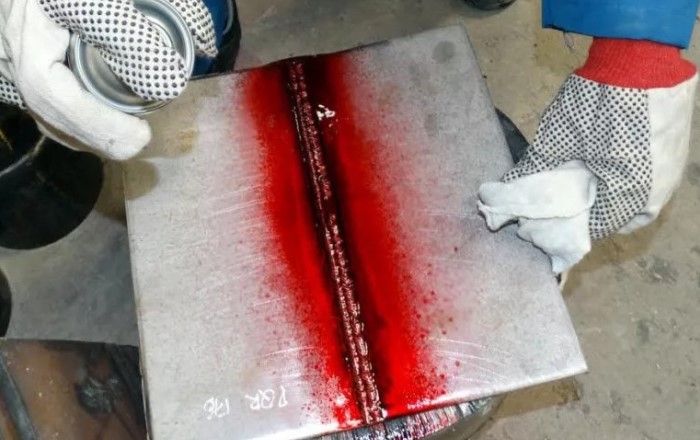
Суть метода цветной дефектоскопии
Способ основан на капиллярном проникновении, сорбции, диффузии жидкостей. В сущности, цветная дефектоскопия ― это усовершенствованный визуальный контроль. Для обнаружения изъянов размером от 1 микрона применяют индикаторные жидкости и растворы с большой текучестью. При нанесении на поверхность они заполняют мельчайшие капилляры. После обработки проявителем дефекты становятся контрастными, что облегчает визуальное выявление. Методом цветной дефектоскопии проверяют качество и герметичность сварных швов на конструкциях любой сложности.
Необходимые материалы
Основной материал ― это индикаторная жидкость с добавкой красителя, которая называется пенетрант (от английского слова проникать). Для приготовления простого состава смешивают керосин, трансформаторное масло, скипидар, анилиновый краситель. Пропорции нормируются ГОСТом. Цвет раствора должен быть хорошо виден при нормальном освещении. Обычно его делают темно-красного оттенка. Порошкообразные индикаторы широкого распространения не получили, так как для проведения проверки требуется нагрев или смешивание со специальными жидкостями.
В полном объеме цветная дефектоскопия проводится с применением дополнительных материалов:
- Проявители необходимы для создания фона, на котором образуется индикаторный рисунок. Их делают из водных растворов мела или каолина, водорастворимой краски белого цвета.
- Очистителями удаляют пенетрант после проведения контроля. Для очистки возможно применение моющих средств, ПВА (поверхностно-активных веществ), этилового спирта, 50% раствора кальцинированной соды.
- Гасителем пенетранта смывают проявитель с проверяемой поверхности.
Технология проведения
При проведении цветной дефектоскопии сварных швов руководствуются требованиями ГОСТ 18442-80. Проверку выполняют при температуре 5 — 50°C в следующем порядке:
- С поверхности сварных соединений и зоны возле шва металлической щеткой удаляют грязь и шлак. Мелкие шероховатости обрабатывают мелкозернистым абразивом. Очищенную поверхность обезжиривают бензином или ацетоном. Их наносят тряпкой или распыляют. Детали небольшого размера целиком опускают в сосуд с обезжиривающим средством. Если помещение не оборудовано вытяжной вентиляцией процедуру выполняют водным раствором порошковых синтетических составов.
- После просушки кистью или распылителем наносят 3 — 5 слоев пенетранта и оставляют на 5 — 30 минут. Длительность ожидания зависит от конфигурации соединения и материала заготовок (чугун, нержавеющая или углеродистая сталь, алюминий, пластик). Слои наносят так, чтобы нижние не успевали засохнуть. Каждый новый слой должен быть по площади больше предыдущего. Это позволит избежать ошибок, так как резкий переход или наплыв может быть принят за трещину.
- Лишний пенетрант удаляют мягкой тряпочкой смоченной очистителем. Поверхность протирают до тех пор, пока на ней не будет следов индикатора.
- Проявитель равномерным слоем наносят на шов и поверхность рядом с ним. Ждут высыхания или просушивают феном.
- Для обнаружения изъянов соединение осматривают через лупу с увеличением не меньше 5-кратного. Сначала через 3 — 5 минут и повторно спустя полчаса.
Проверку швов емкостей и трубопроводов цветной дефектоскопией на герметичность проводят по упрощенной методике. На наружную сторону наносят водный раствор мела, после просушки внутреннюю часть соединения обрабатывают керосином. Появление темных пятен на лицевой поверхности означает, что на шве есть сквозные дефекты.
Важно!
Проверку выполняют при температуре 5 — 50°C.
Меры безопасности
Поскольку контроль качества сварных соединений методом цветной дефектоскопии проводится легковоспламеняющимися материалами, персонал обеспечивают спецодеждой из негорючей ткани. Вблизи от места проведения проверки не должно быть источника открытого огня или искр. В помещении для постоянной работы устанавливают таблички с запретом курения и правилами пожарной безопасности. Отработанный обтирочный материал должен складываться в емкость из негорючего материала.
Цветной дефектоскопией невозможно выявить внутренние дефекты. Поэтому при проверке конструкций с высокими требованиями по прочности ее дополняют магнитным, радиационным или ультразвуковым контролем. После получения полной картины о состоянии соединения выбирают способ устранения обнаруженных изъянов.
Виды дефектов сварных швов и причины их образования
Начинающие сварщики, самостоятельно ремонтирующие металлоконструкции и детали, нередко допускают дефекты сварки, снижающие прочность швов. Они растрескиваются, пропускают воду, разрушаются под нагрузкой. Существуют способы выявления и устранения дефектов сварных швов и соединений, снижающих прочность смонтированных конструкций, заваренных деталей.
В обзоре представлены все виды последствий нарушения технологии, способы восстановления поврежденных участков.

Причины образования дефектов
Изъяны при сварке возникают по объективным и субъективным причинам. Каждый вид металлопроката характеризуется свариваемостью. Этот показатель зависит от компонентного состава сплава, способа производства проката. Для плохо свариваемых деталей в технологические карты сразу закладывается большой процент брака.
Основные виды дефектов сварных соединений:
- нарушение целостности металла;
- деформация конструкций или деталей из-за возникновения внутренних напряжений;
- нарушение формы сварного шовного валика;
- несоблюдение геометрических параметров наплавочного валика;
- структурные изменения металла (размера зерна в области фазового перехода сварного соединения).
Внешние дефекты не так опасны, как внутренние, невидимые. Они выявляются неразрушающими методами контроля. Самостоятельно делать ответственные сварные швы рискованно. Лучше обратиться к профессионалам.
Основные причины нарушения целостности сварных шовных валиков и зоны термовлияния:
- некачественная обработка стыков: плохо зачищенная окалина, ржавчина, остатки оксидной пленки, жирные пятна, загрязнения;
- применение наплавочной проволоки или электродов, не соответствующих основному металлу;
- неисправность сварочного аппарата;
- неправильная установка рабочих параметров: силы тока, напряжения на регуляторах сварочника;
- неправильная укладка деталей, не учитывается коэффициент линейного расширения;
- несоблюдение интервала между электродом и деталью, не поддерживается определенная длина дуги.
Виды дефектов сварных швов
Полная классификация возможных нарушений наружной и внутренней структуры сварных швов представлена в ГОСТ 30242-97. Возникновение наружных дефектов сварных швов нередко сопровождается глубинными нарушениями структуры сплава. Они возможны при любом способе сварки, делятся на наружные, внутренние и сквозные. О каждом виде изъянов сварных соединений стоит рассказать подробнее.
Наружные
Выявляются при визуальном осмотре. Большинство наружных дефектов сварных швов устраняются в процессе работы.
Причина трещин – несоблюдение температурного режима. Горячие формируются при высоких температурах свыше 1100°С. Холодные при недостаточном разогреве поверхности (до 200°С). При трещинах металл становится менее пластичным, разрушается под нагрузкой.

Подрезы – наиболее встречающиеся дефектные нарушения сварных шовных валиков: между наплавкой и деталью видны углубления. Причины:
- слишком высокое напряжение электродуги, сварные заготовки истончаются;
- одна деталь проваривается сильнее, ванна расплава смещается от центра зазора.
При подрезе прочность соединения снижается, сварной шов приходится проходить еще раз.

Прожоги характерны для сварки тонкостенных изделий. Их удается избегать опытным сварщикам. К прожогу нередко приводит неуверенное управление электродом. Слишком высокий ток – еще одна причина.
Свищи – крупные раковины, похожие внешне на воронку. Они ухудшают внешний вид сварного шва, видны сразу. Их устраняют вторичной проходкой.

Кратер характеризуется рыхлостью металла, его усадкой. От них нередко идут трещины по поверхности. Возникают в области непровара при отключении или отрыве электродуги от поверхности заготовки.

Наплыв – вылившийся избыточный металл: наплавка расползается без образования надежного сварного шва, нет прочного диффузного слоя. Электродуга не успевает проплавить заготовку из-за недостаточного напряжения. Другая причина – плохо зачищенные кромки, остатки окалины не расплавляются.

Внутренние
Внешне невидимые, но нарушающие структуру металла изъяны самые коварные. Внутренние дефекты вне зависимости от причин возникновения недопустимы на сосудах высокого давления, трубопроводах, деталях, работающих на излом.
Отпотина или трещина бывает:
- холодная – появляются после остывания наплавки и диффузного слоя вследствие остаточных напряжений в области разогрева;
- горячая – продольные или поперечные растрескивания, возникающие в металле на границе формирующегося зерна.
Горячие трещины на фазе формирования кристаллической решетки в легированных сплавах:
- из-за нарушения технологического процесса (не те электроды, рабочий ток);
- при непредвиденном отключении сварочного аппарата во время замыкания по падающей капле.
Природу трещин установить несложно. Горячие появляются сразу, характерны для массива шва, области термовлияния, если допущен перегрев или температура ниже точки плавления. Холодные формируются постепенно, пока идут фазовые превращения жидкой массы в кристаллическую решетку. Возможные причины:
- не успевшие выделиться молекулы водорода (недостаточный разогрев);
- высокая влажность воздуха на рабочем месте;
- плохая экранизация расплава защитной атмосферой.
Поры классифицируются по размеру, месту расположения. Они возникают:
- из-за инородных тел, попадающих в сварочную ванну (окислы и шлаковые включения, чешуйчатость ржавчины, влага, вольфрамовые частички от неплавящегося электрода могут стать причиной образования газовых пузырей);
- если расплав недостаточно хорошо защищен (с обмазки выделяется мало шлака, тонкий слой флюса, сдувает защитное облако газа);
- когда нарушается технологический процесс (не выдержана температура предварительного нагрева заготовок, не подготовлены электроды, неправильно выставлен сварочный ток).
Шлак остается в порах, если нарушена технология. Вольфрам попадает при недостаточном экранировании ванны инертным газом. Оксидные пленки остаются при плохой зачистке свариваемых поверхностей.

Непровар – дефект, характерный для начинающих. Стык между деталями недостаточно заполнен, толщина диффузного слоя неравномерная. Чаще выявляется при многослойной проходке глубоких кромок, когда не производится промежуточная проковка и удаление окалины. Другие возможные причины:
- плохая подготовка заготовок;
- слишком плотная установка деталей, маленький зазор;
- высокая скорость сварки (наплавка не успевает заполнить пустоты);
- отклонение электрода (расплав образуется рядом со стыком, а не над ним);
- неправильно установленный рабочий ток (электроду для расплавления не хватает ампеража).

Пережог (его еще называют перегревом) характерен при несоблюдении технологии сварки: когда ток больше, чем нужен, а скорость низкая. Нарушается структурная решетка: зерна в шве формируются слишком крупные, металл становится хрупким из-за критической ударной вязкости. Дефект не устраняется термообработкой, влияющей на микроструктуру, необходимо делать глубокую зачистку, а затем заделку области пережога.

Сквозные
Просветы определяются визуально или при проверке герметичности. Главная причина сквозных дефектов – прожоги. Характерны для тонкостенных деталей, электрод насквозь прожигает металл рядом с наплавленным шовным валиком. Причина прожога – несоблюдение технологического процесса:
- большой зазор между свариваемыми заготовками;
- повышенный ток;
- низкая скорость перемещения электрода;
- прекращение подачи защитного газа.
При образовании отверстия ванна расплава не формируется, металл утекает за ее пределы.

Контроль качества сварных соединений
Сварщик несет индивидуальную ответственность за качество работы. Недопустимые дефекты – такие, при которых изделие или конструкцию нельзя эксплуатировать. Поврежденный сварочный шов может лопнуть под воздействием окружающей среды, силовой нагрузки. Контролеру необходимо выявить тип дефекта, место его расположения, размер. В зависимости от предполагаемых условий эксплуатации выбирает методы контроля.
ВИК (визуально-измерительный) – самый простой и доступный. Соединение измеряют, осматривают. Для улучшения визуализации используют лупы, реже микроскопы (смотрят зернистость застывшего металла).
Цветная дефектоскопия используется для выявления трещин, несплошностей, наплывов в области сварных швов.
Диагностические методы с использованием приборов (радиационный, ультразвуковой, магнитно-резонансный) определяет внешне невидимые дефекты образованного металлического слоя, зон фазового перехода, где возникают внутренние напряжения. Место сварки покрывают тремя типами химических средств. Сначала очистителем (ацетоном или другими растворителями) подготавливают поверхность. После этого сварной шов из пульверизатора или кисточкой покрывают индикатором-пенетрантом, подходящими к данному виду стали или цветного металла. Затем проявителем. Через несколько секунд несплошности становятся видны. Индикаторную пленку после осмотра сварного соединения снимают сухой тканью и салфеткой, следов на деталях не остается.
Способы устранения дефектов сварных швов
Допускаются только незначительные по размеру изъяны, не влияющие на прочность соединений. Большинство дефектов сварочных швов, выявленных в ходе контроля, необходимо устранить. Они ухудшают эксплуатационные свойства металлоконструкций, могут стать причиной аварии, разгерметизации трубопроводов или сосудов.
Методика исправления недостатков сварки зависит от вида дефектных нарушений:
- Пористость, выявленную визуально или методом неразрушающего контроля, вырубают. Швы проваривают заново с соблюдением технологии, снижающей риск образования газовых полостей на поверхности и внутри металла.
- Свищи по природе схожи с глубокой пористостью, отличаются образованием воронок различной глубины. Неустранимые подваркой нарушения шва вырубают. Делают обрубку и зачистку дефектного участка, если массивный валик позволяет такую корректировку.
- Подрезы по линии диффузного слоя обычно бывают на сверхнормативно направленных валиках. Их убирают зачисткой или дополнительной наплавкой металла.
- Непровары случаются, когда кромки плохо разогреваются при образовании ванны расплава. Дефект, обнаруженный во время приемки изделия, корректируют новой проходкой. Участок шва с дефектом удаляют болгаркой или механически вырубают, после этого заполняют расплавом.
- Наплывы или подтеки снимают шкуркой, как регламентировано в стандарте. Объемные дефекты предварительно срубают, затем проводят зачистку шкуркой допустимого размера или напильником. После подготовки кромок снова наплавляют валик.
- Шлаковые вкрапления, снижающие прочность на разрыв, видимые или выявленные аппаратурой, удаляют механически, образовавшийся зазор тщательно проваривают, после этого доводят валик до нужных параметров.
- Отклонения валика от допустимых геометрических размеров:
в сторону увеличения устраняют зачисткой, срубанием излишков металла;
в меньшую – подваркой шва.
Качество соединения зависит не только от профессионализма сварщика. Скачки напряжения в сети гасят не все сварочники, некоторые начинают хуже работать. Появлению пор способствует окисление ванны расплава, насыщение стали водородом, азотом. Какой бы ни была причина прогаров, наплывов или других дефектов, их необходимо после обнаружения обязательно устранить, переварить металл или хорошо зачистить валик. Дефекты ухудшают не только внешний вид соединения, но и снижают сопротивляемость металла к механическим разрушениям под ударной, динамической крутящей или однонаправленной статической нагрузкой.
Читайте также: