Допуск металла по толщине
Обновлено: 05.07.2024
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Государственным предприятием "Украинский научно-технический центр металлургической промышленности "Энергосталь" (ГП "УкрНТЦ "Энергосталь"), Межгосударственным техническим комитетом по стандартизации МТК 327 "Прокат сортовой, фасонный и специальные профили"
2 ВНЕСЕН Министерством экономического развития и торговли Украины
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол от 27 августа 2015 г. )
За принятие проголосовали:
| Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
|---|---|---|
| Армения | AM | Минэкономики Республики Армения |
| Беларусь | BY | Госстандарт Республики Беларусь |
| Казахстан | KZ | Госстандарт Республики Казахстан |
| Киргизия | KG | Кыргызстандарт |
| Россия | RU | Росстандарт |
| Таджикистан | TJ | Таджикстандарт |
| Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 7 апреля 2016 г. N 246-ст межгосударственный стандарт ГОСТ 19903-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 сентября 2016 г.
5 ВЗАМЕН ГОСТ 19903-74
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на листовой горячекатаный прокат (далее - прокат) шириной 500 мм и более, изготовляемый в листах толщиной от 0,4 мм до 160,0 мм и рулонах толщиной от 1,2 мм до 25,0 мм.
2 Классификация. Основные параметры и размеры
2.1 Прокат подразделяют:
- по точности изготовления по толщине:
- повышенной - А;
- обычной - Б;
- особо высокой - ПО;
- высокой - ПВ;
- улучшенной - ПУ;
- нормальной - ПН;
- с необрезной кромкой - НО;
- с обрезной кромкой - О;
- с указанием размеров по толщине, ширине и длине в соответствии с размерами, указанными в таблице 1 и приложении А, - форма I;
- с указанием размеров по толщине в пределах, указанных в таблице 1, без указания размеров по ширине и длине - форма II;
- с указанием размеров, кратных по ширине и длине размерам, указанным в заказе, в пределах, установленных в таблице 1, - форма III;
- с указанием мерных размеров в пределах, указанных в таблице 1, с интервалами 10 мм по ширине и 50 мм по длине - форма IV.
По согласованию изготовителя с потребителем интервалы по ширине и длине могут быть уменьшены.
Изготовление листового проката мерных размеров, отличающихся от размеров, указанных в таблице 1 и приложении А, производится по согласованию изготовителя с потребителем;
Примечание - Листы изготовляют путем полистной прокатки или порезки проката по размерам.
2.2 Размеры проката, изготовляемого в листах, должны соответствовать указанным в таблице 1, в рулонах - в таблице 2. По согласованию изготовителя с потребителем допускается изготовление проката других размеров.
2.3 Предельные отклонения по толщине проката, изготовляемого в листах и рулонах, не должны превышать значений, указанных в таблицах 3 и 4.
По согласованию изготовителя с потребителем допускается уменьшение величины минусовых предельных отклонений по толщине проката или изготовление проката только с минусовыми или только с плюсовыми предельными отклонениями, при этом сумма предельных отклонений по толщине проката не должна превышать суммы их значений, указанных в таблицах 3 и 4.
Таблица 1 - Размеры проката, изготовляемого в листах
Наименование параметра Значения номинальных размеров Толщина 0,40; 0,45; 0,50; 0,55; 0,60; 0,63; 0,65; 0,70; 0,75; 0,80; 0,90; 1,00; 1,20; 1,30; 1,40; 1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0 9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 12,5; 13,0; 13,5; 14,0; 14,5; 15,0; 15,5; 16,0; 16,5; 17,0; 17,5; 18,0; 18,5; 19,0; 19,5; 20,0; 20,5; 21,0; 21,5; 22,0; 22,5; 23,0; 23,5; 24,0; 24,5; 25,0; 25,5; 26,0; 27,0; 28,0; 29,0; 30,0; 31,0; 32,0; 34,0; 36,0; 38,0; 40,0; 42,0; 45,0; 48,0; 50,0; 52,0; 55,0; 58,0; 60,0; 62,0; 65,0; 68,0; 70,0; 72,0; 75,0; 78,0; 80,0; 82,0; 85,0; 87,0; 90,0; 92,0; 95,0; 100,0; 105,0; 110,0; 115,0; 120,0; 125,0; 130,0; 135,0; 140,0; 145,0; 150,0; 155,0; 160,0 Ширина 500; 510; 600; 650; 670; 700; 710; 750; 800; 850; 900; 950, 1000; 1100; 1250; 1400; 1420; 1500; 1600; 1700; 1800; 1900; 2000; 2100; 2200; 2300; 2400; 2500; 2600; 2700; 2800; 2900; 3000; 3200; 3400; 3600; 3800; 4000; 4200; 4400 Длина 710; 1200; 1400; 1420; 1500; 1600; 1700; 1800; 1900; 2000; 2200; 2500; 2800; 3000; 3200; 3400, 3500; 3600, 4000; 4500; 5000; 5500; 6000; 6500; 7000; 7500; 8000; 8200; 8500, 9000; 10000; 11000; 12000 Таблица 2 - Размеры проката, изготовляемого в рулонах
Ширина проката Толщина проката, изготовляемого в рулонах 500; 530; 600; 630; 1000; 1100; 1250 1,2; 1,3; 1,4; 1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 12,7; 13,0; 13,5; 14,0; 14,5; 15,0; 15,5; 16,0; 16,5; 17,0; 17,5; 18,0; 18,5; 19,0; 19,5; 20,0; 20,5; 21,0; 21,5; 22,0; 22,5; 23,0; 23,5; 24,0; 24,5; 25,0 550 1,2; 1,3; 1,4; 1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,5; 12,0; 12,7 650; 670; 700; (710); 750; 800; 850; 900; 950; 1400; (1420); 1500 1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 12,7; 13,0; 13,5; 14,0; 14,5; 15,0; 15,5; 16,0; 16,5; 17,0; 17,5; 18,0; 18,5; 19,0; 19,5; 20,0; 20,5; 21,0; 21,5; 22,0; 22,5; 23,0; 23,5; 24,0; 24,5; 25,0 1600; 1700; 1800 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 12,7; 13,0; 13,5; 14,0; 14,5; 15,0; 15,5; 16,0; 16,5; 17,0; 17,5; 18,0; 18,5; 19,0; 19,5; 20,0; 20,5; 21,0; 21,5; 22,0; 22,5; 23,0; 23,5; 24,0; 24,5; 25,0 1900; 2000 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0 2100; 2200 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0 Таблица 3 - Предельные отклонения по толщине проката, изготовляемого в листах и рулонах
Допуск металла по толщине
ПРОКАТ ЛИСТОВОЙ ГОРЯЧЕКАТАНЫЙ
Hot-rolled steel sheets. Dimensions
____________________________________________________________________
Текст Сравнения ГОСТ 19903-74 с ГОСТ 19903-2015 см. по ссылке.
- Примечание изготовителя базы данных.
____________________________________________________________________МКС 77.140.50
ОКП 09 0200Дата введения 1976-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
И.Н.Голиков, Л.В.Меандров, И.С.Тришевский, И.С.Гринь, А.М.Мелешко, А.В.Дюбина, И.М.Козлова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 27.06.74 N 1573
3. ВЗАМЕН ГОСТ 8597-57 в части листов шириной 500 мм и более, ГОСТ 3680-57 и ГОСТ 8075-56 в части горячекатаных листов, ГОСТ 5681-57
4. Стандарт полностью соответствует СТ СЭВ 1969-79 в части конструкционного нелегированного проката и низколегированного толщиной от 1,00 до 2,80 мм в листах и рулонах и СТ СЭВ 3901-82 в части проката толщиной от 3,00 до 160 мм в листах
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
6. Ограничение срока действия снято Постановлением Госстандарта СССР от 30.10.91 N 1625
7. ИЗДАНИЕ (октябрь 2012 г.) с Изменениями N 1, 2, 3, 4, 5, 6, утвержденными в ноябре 1979 г., сентябре 1982 г., октябре 1983 г., июле 1985 г., июне 1986 г., сентябре 1988 г. (ИУС 12-79, 12-82, 2-84, 6-85, 9-86, 1-89), Поправкой (ИУС 7-2007)
1. Настоящий стандарт распространяется на листовой горячекатаный прокат шириной 500 мм и более, изготовляемый в листах толщиной от 0,40 до 160 мм и рулонах толщиной от 1,2 до 12 мм.
Стандарт полностью соответствует СТ СЭВ 1969-79 в части конструкционного нелегированного проката обыкновенного качества и низколегированного толщиной от 1,00 до 2,80 мм в листах и рулонах и СТ СЭВ 3901-82 в части проката толщиной от 3,00 до 160 мм в листах.
(Измененная редакция, Изм. N 1, 2, 3, 5).
2. Размеры проката, изготовляемого в листах, должны соответствовать указанным в табл.1, в рулонах - в табл.2.
(Измененная редакция, Изм. N 5, Поправка).
![]()
![]()
![]()
Примечание. По требованию потребителя листовой прокат может изготовляться других размеров, отличных от указанных в табл.1.
Толщина проката, поставляемого в рулонах
1,2; 1,3; 1,4; 1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8, 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0
1,2; 1,3; 1,4; 1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0
1,2; 1,3; 1,4; 1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,5; 12,0
1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0
3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0
6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0
7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0
Примечание. По требованию потребителя листовой прокат может изготовляться в рулонах других размеров по толщине и ширине по сравнению с указанной в табл.2.
3. Листовой прокат подразделяется:
а) по точности прокатки при толщине до 12 мм:
повышенной точности - А;
нормальной точности - Б;
б) по плоскостности:
особо высокой плоскостности - ПО;
высокой плоскостности - ПВ;
улучшенной плоскостности - ПУ;
нормальной плоскостности - ПН;
в) по характеру кромки:
с необрезной кромкой - НО;
с обрезной кромкой - О;
с указанием размеров по толщине, ширине и длине в соответствии с размерами, указанными в приложении, - форма I;
с указанием размеров по толщине в пределах, указанных в табл.1, без указания размеров по ширине и длине - форма II;
с указанием размеров, кратных по ширине и длине, размерам, указанным в заказе, в пределах, установленных в табл.1, - форма III;
с указанием мерных размеров, в пределах, указанных в табл.1, с интервалами 10 мм по ширине и 50 мм по длине - форма IV. По согласованию потребителя с изготовителем интервалы по ширине и длине могут быть менее указанных.
Изготовление листового проката мерных размеров, отличающихся от размеров, указанных в приложении, производится по требованию потребителя.
(Измененная редакция, Изм. N 1, 3).
4. Предельные отклонения по толщине проката, изготовляемого в листах и рулонах, в любой точке измерения не должны превышать норм, указанных в табл.3 и 4.
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
Почему в профильных трубах бывают отклонения по толщине стенок?
Профильные трубы — материал в строительстве далеко не новый. Они являются незаменимым материалом во многих строительных проектах. Чаще всего их изготавливают квадратными или прямоугольными, хотя встречаются овальные или круглые. Для удобства, в статье ниже речь пойдет о прямоугольных трубах, хотя все сказанное в равной степени касается и остальных разновидностей.
Когда речь заходит о линейных характеристиках профильной трубы имеются ввиду ее наружные размеры. В номенклатуре также проставляется и толщина стенки. Пример обозначения трубы:
Труба ПП - 350х350х9,0х10000-КП390-ГОСТ Р 54157-2010, где 9,0 мм как раз и будет толщина стенки заявленная производителем.
От нее зависит внутреннее сечение трубы, что иногда весьма важно. От толщины стенки трубы также будет зависеть и прочность самой конструкции, а также вес изделия.
![Фото - Почему в профильных трубах бывают отклонения по толщине стенок]()
Нормативы регламентирующие толщину стенок труб
В нем указано, что еще на стадии заявки на изготовление труб, должна быть прописана желаемая заказчиком толщина стенок готового изделия. Стандартные величины толщин для каждого размера труб указаны в таблице в конце ГОСТа. Однако, в нем же отмечено, что по желанию заказчика допускается расхождение со стандартом.
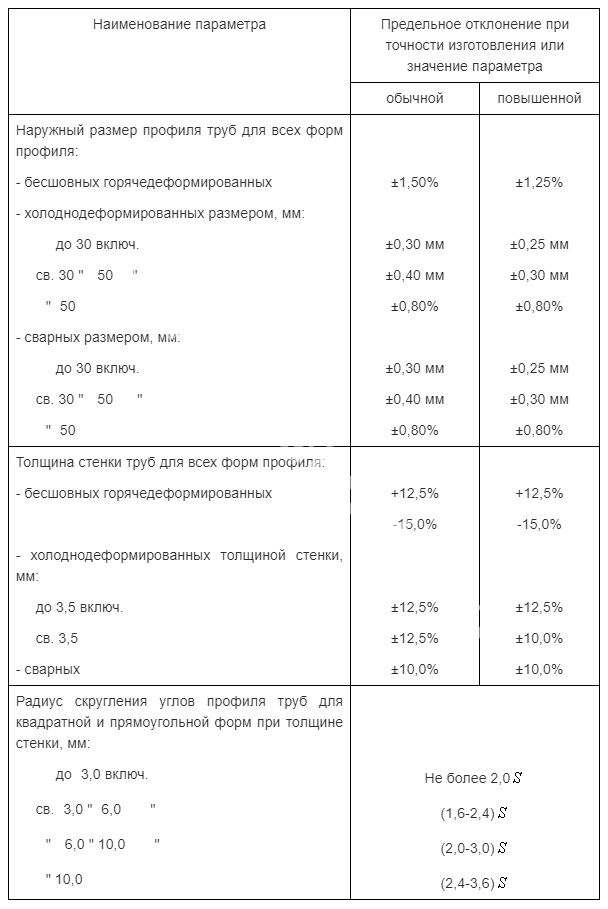
Пункт документа 6.4 нормирует какие отклонения размеров, формы профиля и длины труб являются браком, а какие допускаются. В том числе и в отношении толщины. В нем же содержится таблица 2, содержащая в себе допуски для таких отклонений.
Согласно данным таблицы разница с заявленными величинами толщины от +12,5% до -15% для горячекатаных труб, а также ±12,5% для холодногокатаных не является браком. Для самых «тонких» толстостенных труб толщиной 12 мм таким образом считается нормальным расхождение на 1,8 мм, что немало и заметно даже невооруженным глазом.
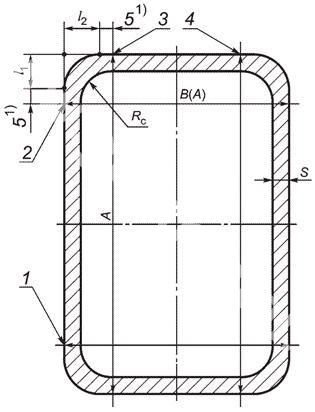
В ГОСТе также изображена схема, в каких именно участках изделия осуществлять промер:
Замеры осуществляются на участках между плоскостями 1 и 2, 3 и 4.
Как мы видим, ГОСТ весьма лояльно относится к расхождению по толщине стенок.
![Картинка - Причины отклонения толщины стенок в профильных трубах]()
![Фото таблица - Причины отклонения толщины стенок]()
Причины несоответствия толщины стенок металлопрофиля заявленным значениям
Для того, чтобы понять в чем причина столь значительных допусков, нужно разобраться с тем, как именно изготавливаются профильные трубы. Сразу стоит отметить, что холоднокатанные трубы по своей сути являются модернизированной версией горячекатанных изделий. Принципиальные отличия в свойствах материалов — большая устойчивость к нагрузкам, возможность получить более тонкие стенки для холднокатанного профиля. Разумеется это сильно влияет на цену изделий. В подавляющем большинстве отраслей коммунального хозяйства и даже при устройстве нефтепроводов используются именно горячекатанные трубы.
Что касается изготовления, то он заключается в том, что кованая или цельнолитная заготовка разогревается до 900-1200 градусов. Далее при помощи пресса из нее создается пустотелый цилиндр, который проходит процедуру вальцовки. То есть толщина стенок, диаметр и форма задаются при высокой температуре, когда металл обладает высокой пластичностью. Именно из-за этого возможны наплывы металла на определенные участки, которые в итоге и приводят к отклонению от заданных параметров толщины.
Что касается итогового влияния на характеристики трубы, то толщина стенок в данном случае является вторичным показателем. Основной параметр, на который стоит опираться — это класс прочности, которые получается по ряду испытаний. Однако, если в силу конструктивных особенностей проекта толщина профильной трубы имеет большое значение, то стоит учитывать возможную погрешность толщины стенок в пределах допускаемых ГОСТом.
Прокат листовой горячекатаный, ГОСТ 19903-74
Настоящий стандарт распространяется на листовой горячекатаный прокат шириной 500 мм и более, изготовляемый в листах толщиной от 0,4 до 160 мм и рулонах толщиной от 1,2 до 12 мм.
Стандарт полностью соответствует СТ СЭВ 1969-79 в части конструкционного нелегированного проката обыкновенного качества и низколегированного толщиной от 1,00 до 2,80 мм в листах и рулонах и СТ СЭВ 3901-82 в част проката толщиной от 3,00 до 160 мм в листах.
Листовой прокат подразделяется:
повышенной точности – А; нормальной точности – Б;
- особо высокой плоскостности – ПО;
- высокой плоскостности – ПВ;
- улучшенной плоскостности – ПУ;
- нормальной плоскостности – ПН;
- с необрезной кромкой – НО;
- с обрезной – О;
- с указанием размеров по толщине, ширине и длине;
- с указанием размеров по толщине;
- с указанием размеров, кратных по ширине и длине размерам, указанным в заказе;
- с указанием мерных размеров.
По требованию потребителя разнотолщинность проката, изготавливаемого в рулонах, в одном поперечном сечении не должна превышать половины суммы предельных отклонений по толщине.
Предельные отклонения по ширине проката с обрезной кромкой, изготавливаемого в рулонах, не должны превышать:
+ 5 мм – при ширине от 500 до 1000 мм включительно;
+ 10 мм – при ширине свыше 1000 мм.
Предельные отклонения по ширине проката с обрезной кромкой, изготавливаемого в листах, не должны превышать норм, указанных в табл. 1.
Для листов свыше 8 м. при толщине до 12 мм, предельные отклонения по ширине не должны превышать 0,2% длины.
По согласованию с потребителем предельные отклонения по ширине проката с обрезной кромкой, изготавляемого в листах, не должны превышать:
+ 5 мм – при ширине до 1000 мм включительно;
+ 10 мм – при ширине стали свыше 1000 мм.
Предельные отклонения по ширине листового проката, прокатанного полистно и изготовляемого с необрезной кромкой, не должны превышать более чем на 50 мм предельных отклонений по ширине, указанных в таблице 1.
По согласованию потребителя с изготовителем допускаются другие предельные отклонения, обеспечивающие получение потребителем листов с размерами, указанными в заказе.
Предельные отклонения по ширине проката, прокатанного на непрерывных станах и изготавляемого с необрезной кромкой, не должны превышать:
+ 20 мм – при ширине до 1000 мм;
+ 30 мм – при ширине свыше 1000 мм.
Предельные отклонения по длине проката, прокатанного полистно, не должны превышать норм, указанных в таблице 2.
Предельные отклонения по длине проката, прокатанного на непрерывных станах и порезанного на листы, не должны превышать норм, указанных в таблице 3.
Длина проката, мм Толщина проката, мм Предельное отклонение,мм До 1500 / Свыше 1500 до 3,9 +15/+20 До 4000 / Свыше 4000 3,9 +20/+25 Отклонения от плоскостности на 1 м длины проката, изготавливаемого в листах, не должны превышать следующих норм:
а) Особо высокая плоскостность
- Толщина листов 0,4-1,4 мм – 8 мм.
- Толщина листов 1,5-3,9 мм. – 8 мм.
- Толщина листов 4 мм и более – 5 мм.
б) Высокая плоскостность
- Толщина листов 0,4-1,4 мм – 10 мм.
- Толщина листов 1,5-3,9 мм. – 10 мм.
- Толщина листов 4 мм и более – 8 мм.
в) Улучшенная плоскостность
- Толщина листов 0,4-1,4 мм – 15 мм.
- Толщина листов 1,5-3,9 мм. – 12 мм.
- Толщина листов 4 мм и более – 10 мм.
г) Нормальная плоскостность
- Толщина листов 0,4-1,4 мм – 20 мм.
- Толщина листов 1,5-3,9 мм. – 15 мм.
- Толщина листов 4 мм и более – 12 мм.
Листовой прокат с особо высокой плоскостностью изготавляется по согласованию потребителя с изготовителем.
При изготовлении проката в листах и рулонах с необрезной кромкой надрывы и другие дефекты (если они имеются на кромках) не должны превышать половины предельных отклонений по ширине и выводить листы за номинальный размер по ширине, указанной в заказе.Прокат, изготавляемый в рулонах, не должен иметь скрученных и смятых концов. Допускается в отдельных местах загнутые кромки под углом не более 90 градусов.
Телескопичность проката, изготавляемого в рулонах не должна превышать следующих норм:
- для проката толщиной до 2,5 мм и шириной до 800 мм – 50 мм.
- для проката толщиной до 2,5 мм и шириной свыше 800 мм – 100 мм.
- для проката толщиной свыше 2,5 мм и шириной до 800 мм – 35 мм.
- для проката толщиной свыше 2,5 мм и шириной свыше 800 мм – 70 мм.
По сокласованию изготовителя с потребителем телескопичность проката в рулонах толщиной до 2,5 мм, шириной св. 800 мм не должна превышать 70 мм.Превышение одного внутреннего или одного наружного витка над поверхностью торца рулона не является телескопичностью. Допускается неплотное прилегание двух наружных витков рулона.
Измерение толщины проката проводят:
- на листах – на расстоянии не менее 100 мм от торцов и не менее 40 мм от кромок;
- на рулонах – на расстоянии не менее 40 мм от кромок и не менее 2 м от конца рулона.
Ширина проката, изготовляемого в рулонах, измеряется на расстоянии не менее 2 м от конца рулона. Концы неполной ширины по длине не должны превышать ширины рулона. По требованию потребителя концы неполной ширины должны быть обрезаны.
Прокат в рулонах может состоять не более чем из двух кусков (отдельных или соединенных сварным швом). Отношение длин в рулоне не должно быть менее 1:5. По согласованию с потребителем изготавливают рулоны с большим количеством кусков или сварных швов.
Внутренний диаметр рулона должен быть не менее 650 мм и не более 1000 мм. Максимальная масса каждого рулона не должна превышать 20 т. По согласованию потребителя с изготовителем допускаются рулоны другой массы.
Толщина металла -ГОСТ 19904-90
![Штакетник металлический]()
На вопросы касающиеся того, какие отклонения по толщине допустимы и какие ГОСТы регулируют толщину металла, относительно тех случаев, когда вы рассчитывали и оплачивали одну толщину металла а на деле получили другую, мы приводим для ознакомления ГОСТ 19904-90 от 01.01.1991г.
О преемственности государственных стандартов СССР на территории Украины после 1992 года, т.е. о силе этих стандартов на сегодняшний день можно ознакомиться здесь.
Кроме того, ГОСТ 19904-90 сам по себе не регулирует технические требования к профнастилам т.е. не указывает пряма какой металл и с какой толщиной можно применять при производстве профнастила. Об этом указывает другой ГОСТ — 24045-2010. Ознакомиться здесь.
ГОСТ 19904-90 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ПРОКАТ ЛИСТОВОЙ ХОЛОДНОКАТАНЫЙ СОРТАМЕНТ МОСКВА 01.01.1991
Настоящий стандарт распространяется на листовой холоднокатаный прокат шириной 500мм и более, изготовляемый в листах толщиной от 0,35 до 5,00мм, рулонах толщиной 0,35 до 3,50мм.
1.Ряд размеров проката приведен в табл.1.
Наименование размера,мм Ряд размеров,мм Толщина 0,35, 0,40, 0,45, 0,50, 0,55, 0,60; 0,65; 0.70; 0,75; 0,80; 0,90; 1,00, 1,10, 1 20, 1,30, 1,40; 1,50; 1,60; 1,70; 1,80; 2,00; 2,20; 2,50, 2,80, 3,00, 3,20, 3,50, 3,80, 3,90, 4,00; 4,20, 4,50; 4,80; 5,00 Ширина 500, 550, 600, 650, 700, 750, 800, 850, 900; 950; 1000, 1100; 1200, 1250, 1400, 1450, 1500, 1600, 1700, 1800, 1900; 2000; 2103, 2200, 2300, 2350 Длина* 1000, 1100, 1200, 1300, 1400, 1420, 1500, 2000; 2200; 2500; 2800, 3000, 3500; 4000, 4200, 4500; 4750, 5000; 5500; 6000 *Только для листов; развернутая длина рулонов не регламентируется.
1) по точности изготовления:
по толщине: ВТ-высокая, АТ-повышенная, БТ-нормальная;
по ширине: ВШ-высокая, АШ- повышенная, БШ- нормальная (листовой прокат);
по длине: (листовой прокат, кроме прокатного полистно): ПО- особо высокая, АД-повышенная, БД- нормальная;
2) по плоскостности (листовой прокат): ПО- особо высокая; ПВ- высокая, ПУ- улучшенная, ПН- нормальная;
3) по характеру кромки: О- обрезная, НО- необрезная.
3. Размеры изготовляемого проката: в листах- приложение 1; в рулонах- приложение 2.
Сортаментные характеристики и их сочетания не должны превышать приведенных в табл.2.
Толщина проката,мм Предельные отклонения по ширине при ширине проката, мм До 1000 включ. Свыше 1000 до 1500 включ. Свыше 1500 до 2000 включ. Свыше 2000 до 2350 включ. Высокая точность ± Повышенная точность ± Нормальная точность ± Выс. точ. ± Повышю точ. ± Норм. точ. ± Выс. точ. ± Повыш.точ. ± Норм. точ. ± Выс.точ. ± Повыш. точ. ± Норм. точ. ± От 0,35 до0,40 включ. 0,02 0,03 0,04 0,03 0,04 0,05 Св.0,40 » 0,50 » 0,03 0,04 0,05 0,04 0,05 0,06 »0,50 »0,65 0,04 0,05 0,06 0,05 0,06 0,07 0,06 0,07 0,09 »0,65 »0,90 0,04 0,06 0,08 0,05 0,06 0,08 0,07 0,09 0,11 »0,90 »1,20 0,05 0,08 0,10 0,06 0,09 0,11 0,07 0,10 0,13 »1,20 »1,40 0,06 0,09 0,10 0,07 0,10 0,12 0,08 0,12 0,13 »1,40 »1,50 0,07 0,10 0,12 0,08 0,11 0,13 0,09 0,13 0,16 »1,50 »1,80 0,08 0,12 0,14 0,09 0,12 0,15 0,10 0,14 0,17 0,14 0,17 0,21 »1,80 »2,00 0,08 0,12 0,15 0,09 0,13 0,16 0,10 0,15 0,18 0,15 0,18 0,22 »2,00 »2,50 0,10 0,14 0,17 0,11 0,15 0,18 0,12 0,18 0,20 0,18 0,20 0,23 »2,50 »3,00 0,12 0,16 0,18 0,13 0,16 0,19 0,14 0,19 0,22 0,19 0,21 0,25 »3,00 »3,20 0,13 0,17 0,19 0,14 0,18 0,21 0,18 0,20 0,23 0,20 0,22 0,27 »3,20 »4,00 0,14 0,18 0,20 0,16 0,19 0,22 0,19 0,21 0,24 0,21 0,23 0,28 »4,00 »5,00 0,16 0,19 0,20 0,18 0,20 0,23 0,20 0,22 0,25 0,23 0,25 0,30 Примечание. По требованию потребителя допускается изготовление проката с минусовыми допускаемыми предельными отклонениями, равными по величине сумме предельных отклонений.
4.1. По требованию потребителя предельные отклонения по толщине проката повышенной точности шириной свыше 1500 до 2000 мм не должны превышать значений, приведенных в табл.3
Толщина проката,мм Предельные отклонения,мм Св.0,65 до 0,90 включ. ±0,08 »1,20 »1,50 » ±0,11 »1,50 »2,00 » ±0,13 »2,00 »2,50 » ±0,15 »2,50 »3,00 » ±0,17 5. Разнотолщинность проката в одном поперечном сечении не должна превышать половины суммы предельных отклонений по толщине.
6. Предельные отклонения по толщине проката с необрезной кромкой должны быть не более +20мм.
7. Предельные отклонения по ширине проката с обрезной кромкой не должны превышать значений, приведенных в табл.4
7.1. По требования потребителя предельное отклонения по ширине проката с обрезной кромкой повышенной и нормальной точности шириной свыше 1000 мм не должны превышать значений, приведенных в табл.5
Ширина проката,мм Предельное отклонение по ширине проката при точности изготовления повышенной нормальной Св.1000 до 1500 включ. +4 +6 »1500 +4 +9 7.2. Предельное отклонение по ширине проката с обрезной кромкой, прокатанного полистно, не должны превышать, мм:
+6- при ширине до 1000мм; +10- при ширине св.1000 до 1500мм; +15- при ширине св.1500мм 8. Предельные отклонения по длине листов не должны превышать значений, приведенных в табл.6
Длина,мм Предельное отклонение по длине листов при точности изготовления высокой повышенной нормальной До 1500 включ. +2 +5 +15 Св.1500 до 3000 » +3 +10 +20 »3000 +3 +20 +25 Предельное отклонение по длине листового проката, прокатанного полистно, не должны превышать, мм:
+10- при длине листов до 1500мм; +15- при длине листов св.1500 мм.
8.1. По требованию потребителя предельные отклонения по длине листов не должны превышать, мм:
+6- при дилене св.1500 до 2000мм (повышенной точности изготовления);
+0,003 номинальной длины- при длине св.2000мм (повышенной точности изготовления);
+6- при длине до 1500мм (нормальной точности изготовления).
9. Предельные отклонения от плоскостности листов на 1м длины не должны превышать значений, приведенных в талб.7
Виды плоскостности Отклонение от плоскостности при ширине проката до 1000 св.1000 до 1500 св.15000 Особо высокая 4 5 6 Высокая 8 8 10 Улучшенная 10 12 15 Нормальная 12 15 18 Для проката нормальной плоскостности шириной свыше 1800мм отклонения от плоскостности не должны превышать 20мм. Отклонения от плоскостности, приведенные в табл.7, распространяются на листы с временным сопротивлением, не превышающим 690 Н/мм² (70 кгс/мм²). Для листов с временны сопротивлением, превышающим 690 Н/мм² (70 кгс/мм²), нормы отклонения нормы отклонения от плоскостности устанавливаются в нормативно-технической документации на конкретный вид проката.
10. По требования потребителя проводят контроль волнистости проката.
Нормы устанавливаются в нормативно-технической документации на конкретный вид продукции.
11. Серповидность проката не должна превышать 3мм на длине 1м. По требованию потребителя серповидность листового проката с обрезной кромкой не должна превышать 2мм на длине 1м.
12.Листовой прокат с обрезной кромкой должен быть обрезан под прямым углом. Серповидность, косина реза и (или) отклонения от угла не должны выводить листы за номинальный размер.
13. Телескопичность рулонного проката не должна превышать значений приведенный в табл..8
Толщина проката,мм Ширина,мм Телескопичность,мм До 2,5 До 1000 40 Св. 2,5 Св.1000 60 До 1000 30 Св.1000 50 По требованию потребителя для проката толщиной до 2,5мм телескопичность не должная превышать 30мм для рулонов шириной до 1000мм и 50 мм- шириной свыше 1000мм.
Превышение одного внутреннего или наружного витка рулона над остальными не является телескопичностью.
14. Каждый рулон должен состоять не более чем из двух кусков (отдельных или соединенных сварным швом).
Отношение длин кусков в рулоне должно быть не более 1:5.
По требованию потребителя рулонный прокат из корозионностойких, жаростойких и жаропрочных марок сталей может состоять не более чем из пяти кусков (отдельных или соединенных сварным швом).
15. Внутренний диаметр рулоны должен быть от 500 до 1000мм.
16. Масса рулона должна быть от 1,50 до 20 т.
17. Толщину листового проката измеряют на расстоянии не менее 100мм от торцов и не менее 40 мм от кромок; рулонного- на расстоянии не менее 40мм от кромок и не менее 2м от конца.
18. Ширину рулонного проката измеряют на расстоянии не менее 2м от конца, листового- в любом сечении по длине.
19. Длину листового проката измеряют в любом сечении по ширине.
20. Контроль формы проката — по ГОСТ26877. Контроль размеров проводят униваерсальными или специальными средствами измерений и точностью, обеспечивающей воспроизведение размеров и предельных отклонений проката, установленных настоящим стандартом.
Допускается изготовителю контроль серповидности не производить. Разнотолщинность измеряют по требованию потребителя.
1. Разработан и внесен Министерством металлургии СССР. Разработчики: В.И.Большаков, Ю.Т.Худик, Е.Б.Будилова, А.П.Качайлов, Ю.Я.Кармазин, О.В.Акастелова
2. Утвержден и введен в действие Постановлением Государственнго комитета СССР по управлению качеством продукции и стандартам от 28.03.90 №664
3. Взамен ГОСТ 19904-74
5. Стандарт соответствует международному стандарту ИСО 4997-78 в части требований к сортаменту.
Читайте также: