Станок токарный по металлу тв 11
Обновлено: 18.05.2024

Сведения о производителе учебного токарно-винторезного станка ТВ-11
Токарно-винторезный настольный станок ТВ-11 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Производимые этой фирмой станки хорошо известны на российском рынке и ряд стран СНГ, благодаря первым моделям токарно-винторезных станков ТВ-4, ТВ-6. Модель ТВ-11, заслуженно пользуясь репутацией качественного и надежного оборудования. Важная особенность станка — экономичность и низкий уровень эксплуатационных расходов.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
ТВ-11 станок токарно-винторезный настольный универсальный. Назначение, область применения
Токарно-винторезный станок ТВ-11 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в том числе точных, в центрах, в патроне, в цанге, для нарезания резьбы при массе детали 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Токарный станок ТВ-11 обеспечивает высокое качество обработанных поверхностей по форме и шероховатости. При обработке материала сталь 45 с использованием алмазных резцов при проведении отделочных операций достигается шероховатость поверхности Ra не более 0,2 мкм.
Улучшенные динамические характеристики станка ТВ-11 обеспечивают производительные режимы при черновой обработке.
Рациональная компоновка станка ТВ-11, высокая надежность его узлов, оптимальное расположение органов управления делает станок удобным в эксплуатации и обслуживании. В опорах шпинделя станка установлены прецизионные радиально-упорные шарикоподшипники, что в сочетании с жесткой конструкцией основных узлов обеспечивает высокую точность обработки.
Привод главного движения оснащен частотным преобразователем производства фирмы "MITSUBISHI", позволяющим производить бесступенчатое регулирование частоты вращения шпинделя c высоким моментом.
Станок ТВ-11 комплектуется различными принадлежностями и приспособлениями, позволяющими расширить его технологические возможности.
Станок ТВ-11 отличается от токарных станков ТВ-7М и ТВ-9 увеличенным межцентровым расстоянием, РМЦ:
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками - он прост в эксплуатации, надежен и долговечен.
Станок изготавливается класса точности Н.
Общий вид токарно-винторезного станка ТВ-11

Фото токарно-винторезного станка ТВ-11
Расположение составных частей токарно-винторезного станка ТВ-11
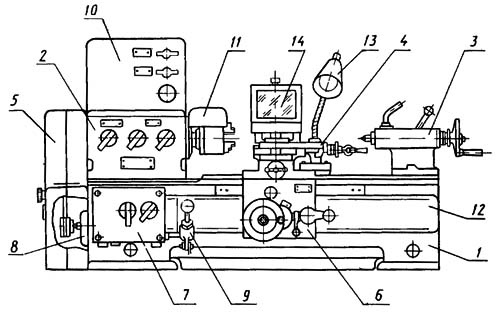
Расположение составных частей токарно-винторезного станка ТВ-11
Спецификация составных частей токарно-винторезного станка ТВ-11
- Станина
- Передняя бабка
- Задняя бабка
- Суппорт
- Гитара
- Фартук
- Коробка подач
- Электродвигатель
- Переключатель
- Электрошкаф
- Кожух защитный
- Щитки защитные
- Светильник
- Экран защитный
Расположение органов управления токарно-винторезным станком ТВ-11
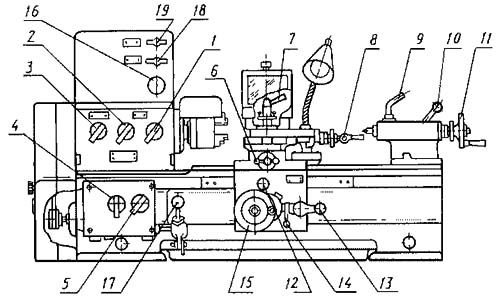
Расположение органов управления токарно-винторезным станком ТВ-11
Спецификация органов управления токарно-винторезного станка ТВ-11
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка включения ходового валика и ходового винта
- Рукоятка ручного перемещения поперечных салазок
- Рукоятка крепления резцовой головки
- Рукоятка ручного перемещения верхних салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховичок перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения гайки ходового винта
- Рукоятка включения продольной механической подачи
- Маховичок ручного перемещения продольной каретки
- Кнопка аварийного отключения станка
- Рукоятка реверсивного включения электродвигателя
- Пакетный выключатель местного освещения
- Пакетный выключатель сети
Схема кинематическая токарно-винторезного станка ТВ-11
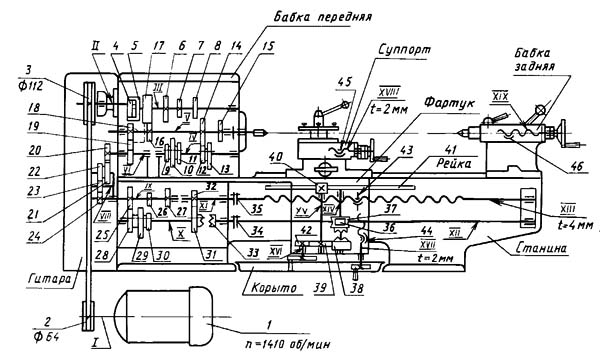
Кинематическая схема токарно-винторезного станка ТВ-11
Конструкция токарно-винторезного станка ТВ-11
Станина токарно-винторезного станка ТВ-11 — литая, чугунная, коробчатой формы с окнами. Имеет две призматические и две плоские направляющие.
Передняя призматическая и задняя плоская направляющие служат для перемещения суппорта, а задняя призматическая и передняя плоская направляющие служат для перемещения задней бабки.
Механика токарно-винторезного станка ТВ-11
Механика токарно-винторезного станка ТВ-11
Передняя бабка станка ТВ-11
Передняя бабка крепится на левой части станины. В станке модели ТВ-11 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Вращение на входной вал 2 коробки скоростей передается от электродвигателя клиноременной передачей через шкив 1.
С входного вала 2 на вал 3 вращение передается зубчатой парой с внутренним зацеплением 4 и 5.
На валу 3 неподвижно закреплены шестерня 6 и блок-шестерня 7.
На валу 8 находятся блок-шестерни 9 и 10, которые перемещаются по шлицам вала при помощи рукояток 1 и 2 (рис. 2). Рукоятка 1 имеет три фиксированных положения, получаемые поворотом вправо и влево.
Рукоятка 2 имеет два положения.
Тройная блочная шестерня 9 имеет возможность находиться в зацеплении с шестерней 6 и блок-шестерней 7 и тем самым передавать, вращение валу 8 (три различные скорости).
Вращение с вала 8 на шпиндель 12 передается через блочные шестерни 10 и 11.
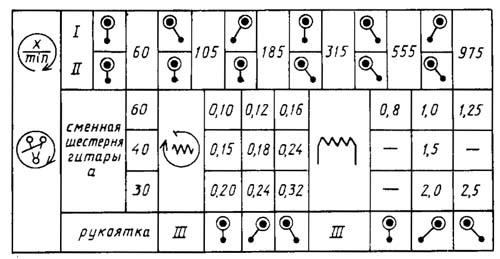
Таким образом, шпиндель имеет 6 ступеней скоростей (см. табл. 5) от 60 до 975 об/мин.
Шпиндель передаст вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые навинчиваются на его резьбовую часть. При обработке деталей в центрах, в шпиндель вставляется центр.
Движение подач суппорта заимствуется от шпинделя. Вал 13 получает вращение через шестерни 14—15. С вала 13 движение передается шестерне гитары — 17.
В передней бабке смонтировано устройство, позволяющее изменять направление перемещения суппорта — реверсировать подачу. Реверсирование вращения производится перемещением шестерни 15 в левое и правое крайние положения рукояткой 3.
При левом крайнем положении шестерня 15 получит прямое вращение непосредственно от блока шестерен 14, расположенного на шпинделе.
При правом крайнем положении шестерня 15 получит обратное вращение через паразитную шестерню 16, которая находится в постоянном зацеплении со второй ступенью блока шестерен 14.
На лицевой стороне корпуса передней бабки расположен маслоуказатель 18. С обратной стороны имеется пробка 19 для слива масла.
Гитара токарно-винторезного станка ТВ-11
Гитара (рис. 5) служит для передачи вращения от шпинделя передней бабки коробке подач.
В узел гитары входит кронштейн 6, запрессованные в него две оси 5, на которых свободно вращаются шестерни.
Вращение с шестерни 1 сидящей на выходном валу передней бабки, передается на сменную шестерню, а затем через шестерни 2—3—4 передается на входной вал коробки подач.
Коробка подач токарно-винторезного станка ТВ-11
Движение от шпинделя передней бабки станка через передаточный механизм (гитару) передается валу 1 коробки подач (рис. 6).
Фартук
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Суппорт токарно-винторезного станка ТВ-11
Суппорт (рис. 8) предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Задняя бабка токарно-винторезного станка ТВ-11
Задняя бабка служит для поддержания второго коп на обрабатываемой детали. Корпус 1 расположен па основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
ТВ-11 Станок настольный токарно-винторезный универсальный
схемы, описание, характеристики






Школьный токарный станок по металлу
Для обучения навыкам работы станочником в школах и училищах выпускались упрощенные модели оборудования. Напольные токарные станки в мастерских управлялись в ручном режиме и не годились для массового производства изделий. На них вытачивались единичные детали простой конфигурации. В настоящее время компактные модели оборудования востребованы в домашних и ремонтных мастерских. На них можно изготовить запчасти для ремонта и деревянные элементы мебели.

Токарный станок по металлу для школы
Первые модели школьных токарных станков собирались в детских трудовых колониях, пока не был построен специальный завод. Начиная с 1956 года, изготовление учебных станков наладили на МАГСО – Ростовском заводе, построенном под выпуск малогабаритного металлорежущего оборудования. На нем модели малогабаритного оборудования постоянно совершенствовались и улучшались.
Особенности оборудования
Ученические токарные станки по металлу заняли промежуток между любительским инструментом и профессиональным производственным оборудованием. Свое название Школьник они получили за активное использование их для обучения учащихся в ПТУ и старшеклассников на уроках труда.
У всех моделей, от ТВ2 до модернизированного 16У04П повышенной точности, имеются общие характеристики для школьных токарных станков:
- малые габариты;
- простота конструкции;
- безопасность при работе;
- ручное управление и легкое обслуживание;
- обработка малых по размеру заготовок;
- низкая производительность;
- невозможность изготовления партий деталей.

Токарный станок 16У04П
Учебные модели выпускались напольные с литыми тумбами и настольные, имеющие только установочные площадки в виде широких ножек под станиной. Их можно установить на рабочем столе в мастерской и изучать принцип работы токарного станка, получать навыки работы токарем.
Конструкция токарного станка упрощенная. Отсутствует коробка передач. Скорости изменяются перестановкой шестеренок и перекидыванием ремня. Перемещение салазок суппорта ручное только в одном направлении. Возможность точить конусы под заданным углом отсутствует.
Учитывая специфику токарных станков по металлу Школьный, на них были установлены кожухи и экраны, исключающие возможность травмирования вращающимися деталями или отлетающей стружкой. Как только защитное приспособление поднималось, патрон останавливался.
Станок токарный был рассчитан только на обучение. На него можно установить небольшие заготовки до 10 кг и прокат до 16 мм.
Выборка под детали большого диаметра в станине отсутствует. Максимальный диаметр заготовки до 200 мм. Межцентровое расстояние на большинстве моделей 220 – 350 мм, и только на модернизированные станки можно устанавливать валы длиной 525 и 750 мм.
Перемещение суппорта и салазок по лимбу вручную не позволяло работать быстро и делать партии деталей. На большинстве станков серии Школьник имеется 6 скоростей вращения патрона от 120 до 975 об/мин. Направление вращения переключается двигателем.

Схема станка ТВ-11
Несмотря на свою простоту, учебные токарные станки дают хорошую чистоту обработки. На них можно точить детали с точностью до 0,05 мм и делать токарную обработку под шлифовку. В коробке скоростей, соединенной с винтом, заложена нарезка резьбы с 3 размерами шага на ранних моделях и 6 резьб на модернизированных станках, начиная с ТВ7.
Столярному делу подростков обучали на ТВ4 и на специально выпущенном станке токарном по дереву Школьник серии СТД-120. На этом оборудовании любители делать мебель своими руками в домашних условиях изготавливают фигурные ножки, стойки и другие круглые элементы.
В настоящее время компактные токарные станки используют в передвижных мастерских, изготавливая на них детали для ремонта. Охотно покупают умельцы компактное оборудование и для домашнего использования.
Принцип работы
Производились школьные токарные cтанки по металлу в СССР для обучения подростков токарному делу на простом и безопасном оборудовании. Они работали по принципу большого универсального токарного станка, но все функции и устройство были упрощены. Движение шпинделя и суппорта происходило от одного двигателя, расположенного непосредственно под коробкой скоростей. Ведущий вал со шкивом на конце выходил непосредственно в гитару. Отсутствие коробки передач делало схему работы простой, управление прямое.
Основные узлы и детали учебного токарного станка по металлу:
- станина;
- передняя бабка;
- шпиндель;
- электродвигатель;
- суппорт с салазками;
- задняя бабка;
- вал;
- винт;
- корыто для стружки;
- лампа;
- защитные приспособления.
Деталь зажимается в шпинделе. Длинная заготовка типа вала засверливается в торце и поджимается центром, установленным в задней бабке. Короткая точится закрепленная только на передней бабке. При включении электропривода происходит вращение шпинделя. Прямое или обратное направление выбирается переключением вращения двигателя.
От коробки скоростей вращается вал или винт. Они обеспечивают продольное перемещение суппорта с салазками, на которых установлен резец. Для поперечного точения на большинстве моделей надо вращать ручку салазок, автоматического перемещения нет.
Изменение скорости вращения детали осуществляется перекидыванием ремня с одного шкива на другой и перемещением шестеренок поворотом ручек на панели передней бабки.

Устройство станка ТВ-4
Для сверления и внутренней расточки в оси станка инструмент устанавливается на задней бабке.
Модели школьных станков
Первый токарный станок по металлу Школьник, массово поступивший в мастерские, был ТВ-2, затем ТВШ-2. Изготавливались обе модели в настольном варианте. Отдельные партии ТВШ-2 имели стойки для напольной установки.
За ними последовали в течение нескольких лет усовершенствованные напольные модели: ТВ-3, ТВ-4 и ТВ-6. Все они мало отличались друг от друга, в основном формой корпусов узлов, имели по 3 скорости перемещения суппорта и 6 скоростей вращения шпинделя, могли нарезать по 3 резьбы. Модель ТВ-4 применялась и для работы по дереву, до выпуска специальных деревообрабатывающих токарных станков серии СТД.
Токарный станок ТВ-6 Токарный станок по металлу для школы ТВ2 Токарный станок ТВ-11
В школах особенно популярным стал ТВ-6. Он выпускался одновременно с МАГСО на Дубненском заводе Октябрь и поступал в мастерские большими партиями. Он отличался размером шпинделя, вместо 100 мм, как у предыдущих моделей, имел 125 мм. Электродвигатель мощностью 1,1 кВт заменил двигатели в 0,6 кВт.
Последующие модели токарных учебных станков: ТВ-7, ТВ-9 и ТВ-11 выпускались в настольном варианте и были модернизированы. Они имели 6 скоростей перемещения суппорта, нарезали 6 резьб. Между собой станки отличались внешним оформлением и межцентровым расстоянием.
| Модель станка | РМЦ, межцентровое расстояние, мм |
| ТВ-7 | 275 |
| ТВ-9 | 525 |
| ТВ-11 | 750 |
Высокую точность при обработке деталей обеспечивали жесткая станина и установленные на шпинделе радиально-упорные регулируемые подшипники.
Комплектация токарных станков Школьник различными приспособлениями делает оборудование универсальным.
Токарный станок ТВ-11
Токарный станок ТВ-11 входит в серию станочного оборудования, которое разрабатывалось как учебное, для оснащения мастерских школ, технических училищ. Все они сконструированы в настольном варианте. Но токарный станок серии ТВ-11 разрабатывался не только в виде учебного, но и с целью использования его в промышленных условиях. Поэтому токарный станок ТВ-11 нашел применение в мастерских малого и среднего бизнеса, а также при комплектации различных передвижных мастерских.
Изготавливается настольный токарный станок ТВ-11 на станкостроительном заводе в Ростове на Дону. По сравнению с другими подобными типами станков, токарный станок ТВ-11 обладает улучшенными экономическими показатели и не высокими затратами на его эксплуатацию.

Токарный станок ТВ-11
Предназначение и область применения.
Настольный токарный станок ТВ-11 разработан с целью обрабатывания на нем металлов и других материалов с высокой точностью на чистовых и получистовых режимах. Паспорт станка предусматривает его работу с любыми видами металлов. Вес ТВ-11 составляет всего 240 кг, что позволяет использовать его в помещениях, расположенных на этажах высотных зданий и в передвижных мастерских, в которых установлены электрические щитки с классом напряжения 380 В.
На винторезном станке ТВ можно выполнять следующие работы:
- протачивать и растачивать поверхности, имеющие форму цилиндра или конуса;
- сверление отверстий различных диаметров;
- шлифование изделий из различных материалов;
- отрезать заготовки необходимых размеров;
- нарезание различных резьб с применением метчиков и плашек;
- подрезка торцов заготовок.
Устройство станка ТВ-11
Устройство станка ТВ-11 состоит из следующих основополагающих узлов и механизмов:
Станина
Станина ТВ-11 предназначена для закрепления на ней отдельных узлов и механизмов. Станина имеет жесткую конструкцию. Жесткость обеспечивается диагональными ребрами. Она выполнена из чугуна и имеет коробчатую форму. На станине расположены передние, задние и средние салазки. Для предания твердости, поверхности салазок подвергались термической обработке, а затем они были тщательно отшлифованы.
Назначение салазок следующее:
- передняя и задняя обеспечивает движение каретки. Они защищаются от действий факторов окружающей среды специальными щитками, имеющих телескопическую конструкцию;
- по средним салазкам перемещается задняя бабка
Станина закрепляется на столе, состоящей из двух тумб, соединенных между собой плоской емкостью для сбора отработанной стружки и жидкостей.
Коробка скоростей
Она работает в автоматическом режиме и обеспечивает регулирование вращения шпинделя. Она является связующим узлом для передачи вращения от двигателя главного хода к шпинделю. Коробка скоростей установлена на специальной плите, расположенной сзади левой тумбы стола.
Кинематическая схема коробки обеспечивает 12 положений с различными оборотами вращения, из них 9 в прямом направлении и 3 в обратном направлении. Для управления вращательным движением на станке предусмотрена электромагнитная муфта. Коробка скоростей на винторезном станке ТВ связана с электрическим двигателем главного хода клиноременной передачей.

Кинематическая схема станка ТВ-11
Передняя (шпиндельная) бабка
Она предназначена для закрепления и поддержания заготовок при их обработках. Модель станка предусматривает конструкцию шпиндельной бабки в виде редуктора, который может обеспечить вращения шпинделя с различными соотношениями скоростей. Она расположена с левой стороны станины. Соотношения скоростей прописаны в паспорте токарного станка. Шпиндель передней бабки на винторезном станке ТВ приводится в действие от АКС через плоскоременную передачу, которая связывает выходной вал коробки со шпинделем. Вращение шпинделя осуществляется в роликовых цилиндрических и радиально-упорных шариковых подшипниках. На конце шпинделя закреплен трехкулачковый патрон, в который закрепляется обрабатываемая заготовка. Заготовку можно также закреплять и в планшайбу, которая навинчивается на резьбовую часть патрона.
Задняя бабка
Задняя бабка токарно-винторезного станка ТВ-11 обеспечивает фиксацию длинных заготовок, если их необходимо располагать в обрабатывающем центре. Она служит также для того, чтобы на ней крепить различные инструменты и приспособления, такие как метчики, развертки, плашки, сверла и другие зенкерные инструменты. Она крепится при помощи эксцентрикового зажима. Управление осуществляется специально служащей для этих целей рукояткой. Если производятся работы с тяжелыми заготовками, то для более надежного крепления бабки применяются дополнительные винты. Задняя бабка токарно-винторезного станка ТВ-11 снабжена пинолью, имеющей коническую форму. В нее вставляется либо упорный центр, либо различные инструменты для обработки деталей. Для перемещения пиноли в горизонтальной плоскости применяется винт, который приводится в действие маховиком. Для крепления пиноли в определенном положении служит рукоятка.
Каретка, верхний суппорт
Механизм каретки и верхнего суппорта служит для крепления и перемещения в поперечной плоскости различного инструмента и приспособлений, применяемых при обработке деталей. Конструкция суппорта позволяет перемещать инструмент в любом направлении. Продольное перемещение обеспечивает каретка, а поперечное — салазки. Все эти детали установлены на суппорте. На суппорте также расположен резцедержатель, который перемещается вместе с ним. Режущий инструмент помещается в резцедержатель и закрепляется сверху болтами.
Шпиндель
Шпиндельное устройство в модели ТВ-11 предназначено для закрепления в нем обрабатываемые детали, которым передается вращательное движение. Шпиндель снабжен резьбой, посредством которой на нем закрепляется планшайба.
Коробка подач
Данный агрегат является промежуточным звеном между гитарой станка и его ходовым винтом и валом. Именно ею передается крутящий момент на винт и вал. Эти все механизмы предназначены для изменения шага при нарезании резьбы.
Токарный станок ТВ-11 в своей конструкции имеет такой узел, который называется фартуком. Он связан с ходовым винтом и валом и обеспечивает поступательное движение суппорта в четырех направлениях. На наружной стороне фартука размещен щиток управления подачами. С помощью фартука осуществляются продольная и поперечная подача суппорта.
Передвижение суппорта осуществляться в ручном или автоматическом режиме, посредством коробки передач. В фартуке размещены муфты, обеспечивающие передвижение суппорта, как в прямом, так и в реверсном направлении. Для предотвращения ошибок при включении винта и ходового вала, предусматривается блокировочное устройство. В фартуке смонтирован и механизм, защищающий коробку передач от перегрузок.
Электрооборудование станка

Электрическая схема станка ТВ-11
Электрооборудование станка приведено в его паспорте. При обзоре электросхемы следует обратить внимание на то, что жизнедеятельность станка обеспечивается тремя асинхронными электрическими двигателями:
- двигатель, приводящий в движение главные механизмы, связанные с прямым назначением станка;
- двигатель системы охлаждения;
- двигатель ускоренных перемещений.
Для приема напряжения от внешней сети, на станке имеется вводной блок. Схема управления размещена в отдельном щитке.
Электропитания станка осуществляется на нескольких классах напряжения, а именно:
- электрические двигатели работают на напряжении 0,4 кВ переменного тока;
- в целях безопасности, для местного освещения применяется класс напряжения 24 В;
- цепи управления работают на двух классах напряжения: 110 В переменного напряжения и 12 В постоянного напряжения.
Пониженные напряжения в 110, 24 и 12 В получают от понижающего трансформатора. Для питания схем управления и освещение применяется другой вводный щиток.
Электрическая схема предусматривает защиту электродвигателей от технологических нарушений, в частности от перегрузки и КЗ. От перегрузок электрические двигатели защищаются тепловыми реле, реагирующими на повышение тока статорной цепи. Устройства защиты установлены во вводном блоке. Защита всей электрической схемы от технологических нарушений осуществляется вводным автоматическим выключателем.
Система смазки
Токарный процесс не может осуществляться без бесперебойной работы всех вращающихся узлов и механизмов. Для того чтобы все трущиеся и вращающие детали меньше изнашивались, следует следить за работой системы смазки.
Смазке ТВ-11 подлежат следующие узлы и механизмы, которые подвергаются трущимся воздействиям: механизмы передней и задней бабки, вращающие узлы коробки подач, все направляющие, расположенные на станине, трущиеся и вращающие узлы каретки.
Токарный механизм включает в себя следующие узлы, обеспечивающие работу систему смазки: масляный резервуар, устройства фильтрации масла (всасывающие, сливные и фильтры очистки), шестеренчатый насос, распределительные устройства и другие детали.
Токарный станок ТВ-11 имеет два потока подачи масла. Масло подает с помощью шестеренчатого насоса.
Первый поток смазывает шпиндельное устройство, опорные шкивы, все шестеренчатые передачи, опоры шпиндельного узла и другие детали.
Второй поток смазывает каретку, салазки и распределители.
Для контроля масла в системе применяется масляный указатель.
Читайте также: