Древнейший вид обработки металла
Обновлено: 16.05.2024
Собственно металлургическое производство, т.е. процесс извлечения (экстракция) металлов из руд, берет свое начало в эпоху «неолитической революции» (10–6 тыс. лет до н.э.), когда человечеством была освоена технология термической обработки изделий. Первыми такими изделиями были керамические, а первым термическим агрегатом – костер без принудительного дутья, обеспечивающий температурный уровень 600–700 °С. С этого момента начинается постепенный рост температурного потенциала цивилизации, т.е. температурного уровня термообработки изделий и извлечения металлов из руд.
Температуры, необходимые для экстракции некоторых металлов из руд и термомеханической обработки основных материалов и металлов древности, а также основные термические устройства (печи), обеспечивающие эти температуры, представлены в таблице 2.
Таблица 2 – Температурный уровень производства основных материалов древности
и основные термические устройства
| материал | Температурный уровень производства, °С | Тип агрегата | Температурный уровень, °С |
| Бронза | 650-1100 | Костер без принудительного дутья | 600-700 |
| Керамика | 700-1200 | Горн – печь с принудительным дутьем; предназначена для обжига керамики и тигельной плавки металлов | 700-950 |
| Свинец и олово | 800-900 | «Волчья яма» - первый специальный агрегат для извлечения металлов из руд | 900-1200 |
| Медь | 750-1200 | Сыродутный горн | До 1350 |
| Железо | 1150-1450 | Домница и печь Телуэлла для стекловарения | Свыше 1350 |
| Стекло | 1350-1700 |
Когда человек научился получать железо из руд, процесс его получения заключался в использовании сыродутных горнов и был малопроизводителен. Этот процесс стали улучшать - ввели обогащение железа углеродом и последующую его закалку. Так получилась сталь. И к 1-му тысячелетию до н.э. железо стало наиболее распространенным среди используемых человеком материалов (Европа, Азия) (рисунок 18).
Способы производства железа (стали) из руд в тиглях, помещенных в специальные горны (подобные древнейшим горнам, применявшимся для изготовления керамических изделий), и в ямах, получивших в Западной Европе название «волчьих», стали первыми в истории. Оба способа являются металлургическими приемами, унаследованными от освоенного ранее производства меди и бронзы, с существенными усовершенствованиями, связанными с природными отличиями руд металлов и их поведением в ходе плавки. Тигельная плавка была общедоступным кустарным способом производства, «домашняя» технология. С освоением же технологии получения металлов в «волчьих ямах» металлургия превратилась в первую настоящую индустрию (рисунок 19). Однако уже к началу Новой эры архаичная «волчья яма» была практически повсеместно вытеснена гораздо более прогрессивным металлургическим агрегатом – сыродутным горном, тигельный же процесс выплавки железа из руд получил дальнейшее развитие (прежде всего в странах Азии), поскольку позволял, хотя и в небольших количествах, получать сталь высочайшего, даже по современным стандартам, качества.

Рисунок 18 - Железная колонна в Дели (IV—V вв. н. э.)
Отличия металлургических агрегатов, в которых обрабатывалась железная руда, от их предшественников, заключались в следующем:
1) для восстановления железа из оксидов требовалось значительно большее количество древесного угля, чем при плавке медной руды, где он играл роль только источника тепла;
2) конструкция горна и технология плавки должны были обеспечивать существенно более высокий температурный уровень процесса, поскольку разделение железа и пустой породы возможно только после перевода одного из материалов в расплавленное состояние, в конкретном случае – после образования шлака.
Минимальная температура формирования шлакового расплава, основной составляющей которого является минерал фаялит (Fe2SiO4) составляет около 1200 °С. При производстве меди и бронзы температура в печи составляла не более 1000 °С. Поэтому для повышения температурного уровня процесса необходимо было применение более мощных воздуходувных средств или создание условий для интенсивного естественного притока воздуха. В древности пытались снизить температуру плавления шлака путем добавления в шихту специальных флюсующих добавок, например в Месопотамии и Малой Азии для этих целей еще во II тыс. до н.э. использовалась смесь костной золы и доломита. Однако этот способ мог давать ощутимый эффект лишь в отдельных случаях и только при тигельной плавке.
Рисунок 19 – «Волчья» яма
Тигельный способ производства ковкого железа, а впоследствии стали, был повсеместно распространён уже в Древнем Мире. Тяготение европейской металлургии к сыродутной плавке железа наметилось лишь в последние столетия этой эпохи. В Азии тигельная плавка просуществовала в качестве основной металлургической технологии до конца 19 в.
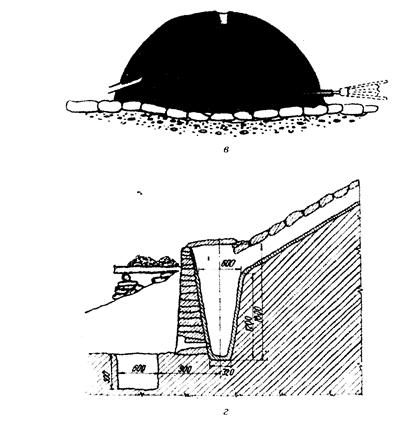
Для тигельной плавки применялись тигли цилиндрической формы высотой до 1,2 м и внутренним диаметром до 12 см (рисунок 20). Толщина стенок составляла от 2 до 4 см. Материалом для изготовления тиглей служила специальная смесь из песка и жаростойкой глины. Тигли изготавливались по «шаблону» – матерчатому чулку. Они могли выдерживать температуру до 1650 ºС. Сверху тигли закрывались полусферическими крышками с отверстиями в центральной части для выхода газов во время плавки.
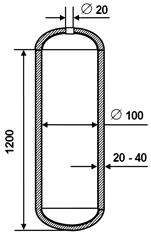
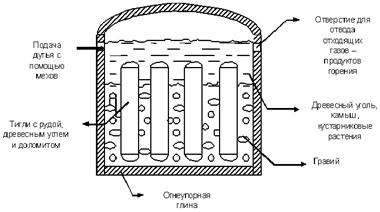
Рисунок 20 – Конструкция тигля (а) и схема горна для тигельной плавки (б)
В состав шихты входили: железная руда, древесный уголь и флюсы, из которых наиболее часто использовался доломит. Все шихтовые материалы предварительно дробили до крупности лесного ореха и тщательно перемешивали. Шихту загружали в предварительно обожженные тигли, которые затем помещались в горн и частично засыпались гравием для устойчивости.
Окончательный состав стали формировался в нижней части тигля в результате просачивания капель металла через слой ранее образовавшегося и более легкого шлака.
Тигель оставался в горне после окончания процесса до полного остывания. Остывший слиток металла извлекали, разбивая тигель. Его масса редко превышала 2–3 кг, но этого количества было вполне достаточно для изготовления клинка или деталей доспехов.
Секрет высокого качества тигельной стали заключался в длительном контакте сначала крицы, а позднее – расплавленного металла, с железистым шлаком. При этом из металла в шлак переходили наиболее вредные, с точки зрения качества металла, примеси: фосфор и сера.
Сыродутный горн(рисунок 21) стал первым металлургическим агрегатом, специально предназначенным для производства железа из руд. Его конструкция – следствие желания древних металлургов повысить интенсивность поступления в агрегат воздуха, что было необходимо для повышения температуры процесса.
Высота сыродутного горна составляла не более 1,5 м, и он легко обслуживался вручную (рисунок 22).
Сыродутный горн примерно на две трети высоты наполняли древесным углем и лишь после этого укладывали шихту. Над верхней частью горна снова укладывали древесный уголь так, чтобы образовалось небольшое коническое возвышение. Воспламенение древесного угля осуществляли через канал для выпуска шлака, который наполняли мелкими дровами и хворостом. Подача в горн дутья приводила к разжиганию угля, углерод которого в условиях недостатка кислорода горел до оксида углерода (СО). Таким образом, в печи создавалась восстановительная среда, способствовавшая восстановлению железа из оксидов.
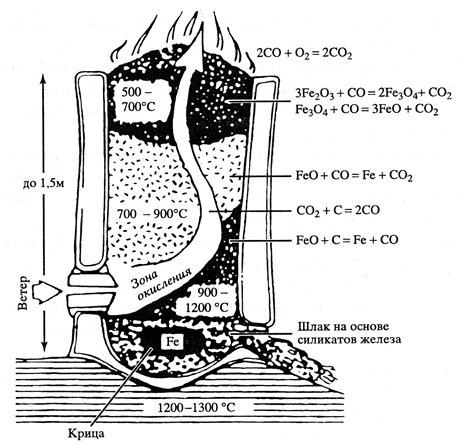
Рисунок 21 - Общее устройство сыродутного горна
и принципиальная схема процесса
Температура нагрева материалов в горнах не превышала 1300 ºС, что недостаточно для плавления получавшегося в результате процесса низкоуглеродистого железа. Поэтому продуктом процесса была «крица». Крица представляла собой пористый (похожий на губку) материал – спек неравномерного по химическому составу железа со шлаком.
Нагретые до тестообразного состояния пластичные частицы железа, слипаясь и свариваясь вместе на лещади горна, образовывали крицу (от старославянского слова «кръч» – кузнец).
Пористую крицу, пропитанную железистым шлаком, отжимали для его удаления под специальными деревянными прессами около горна.
В результате процесса, продолжавшегося около суток, формировалась одна или несколько криц. На первых порах освоения технологии масса крицы редко превышала 1–2 кг. Однако впоследствии научились производить крицы массой 25–40 кг, а в наиболее производительных каталонских горнах – до 120–150 кг.
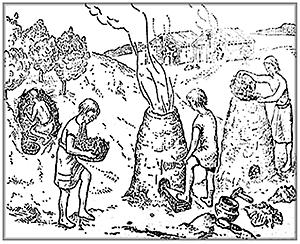
Рисунок 22 – Работа сыродутных горнов
Шлак постоянно вытекал из печи через специальный канал в ее нижней части. Конечный шлак, вытекавший из сыродутного горна, содержал до 50–55% FeO, 10–15% Fe2O3 (Fe2O3 относится к переходящему в шлак магнетиту FeO-Fe2O3).
Состав конечного шлака одного из якутских сыродутных горнов был следующим, %: FeO – 48,5; Fe2O3 – 14,82; SiO2 – 23,01; А12О3 – 2,67; MnO – 3,48; CaO – 2,84; P2O5 – 0,87.
Для сравнения, шлак современной доменной печи содержит 0,5–1,0% FeO, и из каждой 1000 кг шихты лишь 3–5 кг железа переходит в шлак, а 997-995 кг железа – в чугун. В сыродутном горне из каждой 1000 кг Fe-шихты в металлическую крицу переходило железа не более 600–700 кг. Вся остальная масса железа (300–400 кг) не восстанавливалась и терялась безвозвратно с вытекающим из горна шлаком.
Основность (CaO/SiO2) шлаков сыродутных горнов не превышала 0,1–0,3, поэтому десульфурации металла (FeS + CaO = CaS + FeO) почти не имела места и сера шихты переходила в крицу. Качественный металл получали из чистых по сере руд. Кричное малоуглеродистое железо легко ковалось, но не позволяло получать литые изделия.
Необходимость извлечения крицы из горна требовала периодических остановок горна. Приходилось выламывать переднюю стенку горна, вытаскивать крицу и вновь восстанавливать кладку горна. Прерывистость, периодичность сыродутной плавки была одним из главных ее недостатков, обусловивших низкую производительность горнов.
Извлеченная из горна с помощью ломов или специальных клещей крица содержала большое количество включений шлака и несгоревшего угля. Поэтому ее подвергали механической обработке деревянными молотами для удаления вышеупомянутых примесей. Только после этого приступали к термомеханической обработке металла.
Сыродутные горны отличались большим разнообразием конструкций (рисунок 23).
в - переходная форма от «волчьей ямы» к низкому горну; г – сыродутный горн из горных районов Румынии
Рисунок 23 – Конструкции сыродутных горнов
К важнейшим недостаткам сыродутного процесса относятся: низкие температура зоны горения древесного угля и степень использования энергии газов, высокий уровень потерь железа со шлаком, прерывистость процесса. Дальнейшее развитие техники плавки железных руд шло по пути совершенствования конструкции сыродутных горнов и устранения недостатков.
После предварительной обработки раскованное кричное железо-сырец поступало в кузницу. Главным технологическим приемом здесь служила горячая ковка. Кузнечную ковку можно производить только с металлом, находящимся в пластичном состоянии, поэтому железо подвергали нагреву в кузнечном горне. Окалину удаляли, применяя специальные флюсы, которыми посыпали места сварки.
Обработка металла в древности. Как человечество вошло в железный век
Как известно, основным материалом, из которого первобытные люди изготавливали орудия труда, был камень. Не зря сотни тысяч лет, прошедшие между появлением человека на земле и возникновением первых цивилизаций называют каменным веком. Но в 5-6 тысячелетиях до н. э. люди открыли для себя металл. Скорее всего, первое время человек относился к металлу точно так же, как к камню. Он находил, например, медные самородки и пытался обрабатывать их точно так же, как камень, т. е. с помощью обивки, шлифования, отжатия отщепов и т. д. Но очень быстро стала ясна разница между камнем и медью. Может быть, даже, первоначально люди решили, что от металлических самородков толку не будет, тем более что медь была достаточно мягкой, и орудия, которые из нее изготавливались, быстро выходили из строя. Кто придумал плавить медь? Теперь мы никогда не узнаем ответа на этот вопрос. Скорее всего, все получилось случайно. Раздосадованный человек бросил камешек, который показался ему неподходящим для изготовления топора или наконечника стрелы, в костер, а затем с удивлением заметил, что камешек растекся блестящей лужицей, а после прогорания огня – застыл. Потом понадобилось только немного поразмыслить – и идея плавки была открыта. На территории современной Сербии был найден медный топор, созданный за 5 500 лет до Рождества Христова. Правда, медь, конечно, уступала по многим характеристикам даже камню. Как уже говорилось выше, медь – слишком мягкий металл. Его основным преимуществом являлась плавкость, позволявшая изготавливать из меди самые различные предметы, но по прочности и остроте она оставляла желать лучшего. Конечно, до открытия, например, златоустовской стали (Статья «Русский булат из Златоуста»), должно было пройти еще несколько тысячелетий. Ведь технологии создавались постепенно, сначала – неуверенными, робкими шажками, методом проб и бесчисленных ошибок. Вскоре медь была вытеснена бронзой, сплавом меди и олова. Правда, олово, в отличие от меди, встречается далеко не везде. Не зря в древности Британия носила название «Оловянные острова» – многие народы снаряжали туда торговые экспедиции за оловом. Медь и бронза стали основой древнегреческой цивилизации. В «Илиаде» и «Одиссее» мы постоянно читаем о том, что греки и троянцы были одеты в медные и бронзовые доспехи, использовали бронзовое оружие. Да, в древности металлургия во многом обслуживала именно военных. Пахали землю нередко по старинке, деревянным плугом, да и, например, водостоки можно было сделать из дерева или глины, но на поле битвы бойцы выходили в прочных металлических доспехах. Однако бронза как материал для оружия имела один серьезный недостаток: она была слишком тяжелой. Поэтому со временем человек научился выплавлять и обрабатывать сталь. Железо было известно еще в те времена, когда на Земле шел бронзовый век. Однако сыродутное железо, получавшееся в результате обработки при небольшой температуре, было чересчур мягким. Большей популярностью пользовалось метеоритное железо, но оно было очень редким, найти его можно было лишь по случайности. Однако оружие из метеоритного железа было дорогим, иметь его было очень престижно. Египтяне называли кинжалы, выкованные из упавших с неба метеоритов, Небесными. Принято считать, что широкое распространение обработка железа получила у живших на Ближнем Востоке хеттов. Именно они около 1200 г до н. э. научились выплавлять настоящую сталь. На некоторое время ближневосточные державы стали невероятно могущественными, хетты бросали вызов самому Риму, а филистимляне, о которых упоминается в Библии, владели огромными территориями на современном Аравийском полуострове. Но вскоре их технологическое преимущество сошло на нет, ведь технологии выплавки стали, как оказалось, было не так уж сложно позаимствовать. Главной проблемой было создание горнов, в которых можно было достичь той температуры, при которой железо превращалось в сталь. Когда окрестные народы научились строить такие плавильные печи, производство стали началось буквально во всей Европе. Конечно, многое зависело от сырья. Ведь люди лишь относительно недавно научились обогащать исходное сырье дополнительными веществами, придающими стали новые свойства. Например, римляне насмехались над кельтами, ведь у многих кельтских племен сталь была настолько плохой, что их мечи гнулись в сражении, и воины должны были отбежать в задний ряд, чтобы выпрямить клинок. Зато римляне преклонялись перед изделиями мастеров-оружейников из Индии. Да и у некоторых кельтских племен сталь не уступала знаменитой дамасской. (Статья «Дамасская сталь: мифы и реальность») Но, в любом случае, человечество вступило в железный век, и его уже нельзя было остановить. Даже широчайшее распространение пластмасс, произошедшее в ХХ веке, не смогло вытеснить металл из большинства сфер человеческой деятельности.
История развития металлообработки - от древнего мира до промышленной революции

История человеческой цивилизации тесно связана с историей добычи и обработки металлов. Очень давно, когда людям, уже научившимся обрабатывать камень, впервые попали в руки самородки меди, даже очень простые изделия из нее показались лучше и полезнее предметов, вытесанных из камня. Именно в процессе совершенствования навыков работы с металлом были созданы - поначалу примитивные, а впоследствии и более совершенные приемы металлообработки, ставшие базисом современной технологической культуры.
Значительная часть окружающих нас объектов материального мира создана из металлов. А все остальное, что к ним непосредственного отношения не имеет, было получено, изготовлено либо построено с использованием металлических станков, машин, инструментов и механизмов. Сегодня трудно себе представить жизнь населяющих Землю людей и устройство человеческого общества, если бы на планете не существовали металлы, или человек в свое время не научился их находить, добывать и обрабатывать.
Древний мир как колыбель современных технологий металлообработки
Специалисты – историки, изучающие древний мир, полагают, что первыми металлами, которые попали в руки человеку, были золотые и медные самородки, а также метеоритное железо. Временной интервал, который много тысячелетий спустя ученые XIX столетия назвали медным веком, охватывает значительный исторический и технологический период, пройденный человечеством - от первых экспериментов с найденными кусками самородной меди, до литья и ковки разнообразных предметов из металла, полученного из медной руды.
На различных континентах и в отдельных социумах человек научился работать с медью не одновременно, поэтому весь этот период историки датируют с запасом: V-III тысячелетиями до нашей эры. Не следует думать, что в это время уже произошел бурный расцвет технологий – в медном веке большая часть предметов быта и инструментов для обработки почвы по-прежнему изготавливалась из камня. Эпоха обработки меди только начиналась. Кроме того, изготовленные из меди предметы оказались слишком мягкими. Для украшений это не было недостатком, а вот медные орудия труда быстро деформировались и нуждались в восстановлении исходной формы при помощи ковки.
Сейчас можно только догадываться о том, какие эксперименты с огнем, кусками медной и оловянной руды привели древних людей к случайному созданию сплава, который оказался тверже обоих исходных металлов. Изготовленные из бронзы наконечники для стрел, топоры, иголки и другие инструменты ознаменовали наступление нового исторического и технологического периода в жизни человечества – бронзового века.
Первый социальный заказ: оружие, сельскохозяйственные орудия и украшения

Найденные археологами предметы, изготовленные из бронзы, меди и золота, свидетельствуют о значительно возросшем к 13-11 векам до нашей эры уровне навыков и приемов работы древних людей с металлами. А обнаруженные при раскопках следы медных и оловянных рудников того периода – о существовании достаточно полного и совершенного комплекса добычи нужных металлов и их последующей обработки. Описывая данный период, историки смело употребляют современные термины – «металлургия», «импорт меди и бронзы», и это говорит о подлинном расцвете производства металлов и торговли между образовавшимися в то же время городами – государствами, и плотно заселенными провинциями.
Основными металлическими изделиями, востребованными обществом в конце бронзового века, были инструменты для обработки земли, дерева и камня, разнообразное оружие и украшения. Многократно возросший уровень знаний и практических навыков работы с металлами заложил основы дальнейшего развития металлургии и начала использования железа. Считается, что более мягкий, чем бронза, и подверженный ржавлению металл, люди начали использовать, так как почти опустошили найденные ими месторождения олова. Железная руда встречается намного чаще. Это и послужило отправной точкой совершенствования способов добычи железа, изготовления из него и последующего закаливания всех необходимых предметов.
От железного века к эпохе новых способов металлообработки
Железный век пришел на смену бронзовому, и стал для человечества переходным периодом к открытию и началу повсеместного использования новых приемов обработки металлов. Люди уже дано освоили ковку, а теперь и примитивное литье металлических изделий, хотя эти способы не позволяли изготавливать все необходимые в быту и нужные для созидательной трудовой деятельности предметы.
Даже проблема чрезмерной мягкости железа при помощи многократного отжига и обогащения его углеродом была успешно решена – сначала некоторыми отдельными народами, а затем, с течением времени, этот способ распространился по всему миру. Однако для получения более совершенных изделий нужно было научиться делать в железных предметах отверстия. Частично эта проблема решалась в процессе литья, но этим способом было невозможно обеспечить точные отверстия небольшого размера.
Сверлить камень научились еще в Древнем Египте. Высеченные из кремня первобытные сверла успешно справлялись с этой задачей, но для сверления отверстий в металле они не годились. Намного позднее сверла в виде острого пера стали изготавливать способом ковки. Первобытное приспособление для сверления отверстий напоминало современный коловорот, который для большей эффективности утяжелялся мешками с песком. Но металлические спиральные сверла, частично напоминающие современные, научились изготавливать методом ковки только в Средние века.
Кроме сверления отверстий, в процессе изготовления металлических предметов нужно было научиться чисто обрабатывать их поверхность, которая после литья в простейшие формы редко получалась достаточно гладкой. Прогресс неуклонно подталкивал людей к необходимости обработки металлических заготовок при помощи режущих инструментов, изготовленных из более твердого металла. Но до появления способов обработки вращаю
щихся металлических деталей при помощи резца должно было пройти немало времени. Хотя начальные прототипы токарных станков, на которых можно было обрабатывать - пока только деревянные детали, существовали уже тогда.
Развитие точной механики как технологический фон совершенствования средств металлообработки – замки, часы, навигация

Значительным подспорьем для конструкторов первых приспособлений и станков, при помощи которых стало возможным обрабатывать литые металлические заготовки и изделия, стали технические новации и разработки, появившиеся в других областях практической деятельности человека. Учитывая важную роль мореплавания, которое имело большое значение для международной торговли и военного дела, многие видные ученые тех лет занимались совершенствованием навигационных приборов.

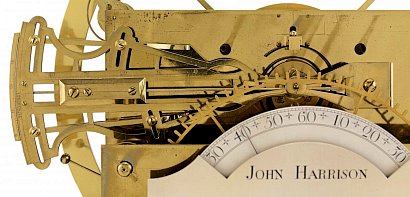
Даже первые механические часы с точным ходом, собранные талантливым английским механиком Джоном Гаррисоном в 1735 году, были задуманы как более совершенная замена примитивным морским хронометрам, не позволявших с нужной точностью определять координаты кораблей методом астрономической космографии. А прообраз современного секстанта – прибор с высокоточной оптикой, позволяющий определять местоположение движущегося судна, в 1730 году изготовил и опробовал английский физик Джон Хэдли.
Один за другим, точные механизмы появлялись в самых различных областях. В 1778 году английскому изобретателю Джону Баррону удалось создать первый штифтовой замок, в котором язычок запорного механизма удерживался несколькими штифтами. В эти же годы появились первые настенные и настольные часы с усовершенствованным спусковым механизмом, а механики уже вовсю экспериментировали с их уменьшенными копиями, которым вскоре было суждено стать прообразом переносных - карманных часов.
Все эти достижения были бы невозможны без металлообрабатывающих станков, при помощи которых удалось изготовить детали этих сложных механизмов. Повышенные требования к точности для деталей часовых механизмов, а также появление новых конфигураций обрабатываемых поверхностей породили массу новаторских изобретений в области металлообработки.
Благодаря этому были реализованы идеи создания конструкций, которые ранее невозможно было воплотить в жизнь. В свою очередь, новые решения авторов удачных конструкций впоследствии пригодились создателям станков, которые использовали некоторые идеи как отправную точку для повышения точности и совершенствования механизмов токарного станка.
Токарный станок и технологическая революция в металлообработке
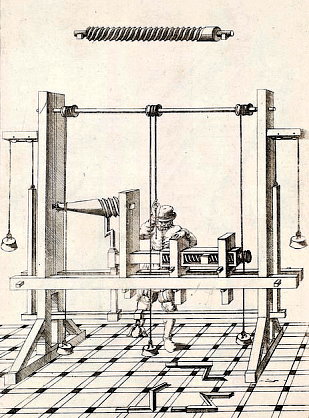
Историки настаивают, что конструкция станка с двумя центрами, которые удерживали между собой деревянную деталь, была известна еще в середине VII до н.э. Деревянную заготовку вращали – то в одну, то в другую сторону специально выделенные для этой работы рабы. Древний «токарь» постепенно обтачивал заготовку примитивным металлическим резцом, но уже тогда результат такой работы оправдывал несовершенство конструкции и связанные с этим затраты времени и труда.
Со временем обрабатываемую деталь научились вращать при помощи лука с прослабленной тетивой, которая обхватывала, и при поступательном движении лука раскручивала заготовку. Опять же, это вращение совершалось попеременно в разные стороны. Более прогрессивный – ножной привод с шатуном, педалью и кривошипом, конструктивно напоминающий швейные машины недавнего прошлого, появился в XV веке. Это был переломный момент в развитии токарного станка – теперь деталь безостановочно крутилась в одном направлении, и мастеру стало работать намного удобнее.
Мощности усилия такого привода для обработки металлических деталей не хватало. Кроме того, точить твердые материалы, держа резец в руке, было почти невозможно. На помощь была призвана сила текущей воды, и водяное колесо на несколько веков стало основным движителем механизма токарного станка. Теперь и металлические детали стали подвластны умелому токарю, хотя резец по-прежнему приходилось держать в руках, опирая его на простейшую подставку.
И все же, для того чтобы облегчить токарные работы и сделать их более точными, потребовалась существенная доработка конструкции станка, затронувшие все его основные системы. Задача была поставлена, но механикам тех лет пришлось немало поработать, чтобы найти соответствующие технические решения. Самые интересные из них, разработанные в XVI веке французским ученым и математиком Жаком Бессоном, и изложенные им в трактате «Театр приборов и машин», оказали огромное значение на дальнейшее развитие принципов металлообработки.
Многие из идей этого гениального человека реализованы, и используются в конструкциях современных станков сегодня. В собственной разработке токарно-винторезного станка ученый предусмотрел возможность обработки деталей не только стандартной цилиндрической формы, но и любых конусообразных поверхностей.
Развитие технологии металлообработки в России

Пытливый ум и техническая сметка русского человека проявились задолго до того, как возникло понятие «техника». Исторические данные свидетельствуют, что еще в X веке на Руси умели изготавливать разнообразные металлические предметы быта, оружие и несложный хозяйственный инвентарь. Всего через несколько веков, когда формировались первые российские оружейные династии, для изготовления стволов уже тогда применялись простейшие станки с ручным приводом для сверления и токарных работ.
Не отставая от иностранных коллег, российские мастера еще в XV веке подключили свои станки к водяным мельницам, поручив воде вращать заготовки, закрепленные в токарном станке, и прообраз винтового сверла в сверлильном. Спустя почти два с половиной столетия революционный вклад в разработку принципов устройства токарных станков внес талантливый российский ученый Андрей Константинович Нартов – член Академии Наук, состоявший в чине статского советника.
В начале XVIII века, вернувшись из очередной заграничной поездки, царь - реформатор Петр I создал «царевы» токарные мастерские, руководить которыми назначил А.К.Нартова. Имея под рукой все наиболее совершенное, по меркам тех дней, оборудование, Андрей Константинович изобрел – ни много ни мало – механизированный суппорт токарного станка, конструкция которого без особых изменений используется и поныне.
До этой разработки токарю приходилось удерживать и перемещать резец вдоль обрабатываемой детали вручную. Суппорт Нартова не только решил эту проблему, но и за счет управляемого перемещения инструмента позволил выполнять на станках нарезку резьбы и зубьев шестерен. Значение этого изобретения для эволюции металлообработки трудно переоценить, и оно по праву входит в перечень технических новаций, оказавших существенное влияние на развитие производственных возможностей человечества.
Примерно в те же годы во весь голос заявили о себе и тульские оружейники. Талантливый механик – самоучка по фамилии Сидоров создал мощный агрегат, позволявший с большой точностью высверливать ружейные стволы. Его приводила в действие водяная мельница. Взяв разработку Сидорова за основу, не менее выдающийся механик и оружейных дел мастер Яков Батищев создал конструкцию станка, который мог сверлить стволы для 24 ружей одновременно.
В двух шагах от промышленной революции – темпы развития ускоряются

К середине XVIII века в России было создано множество заводов и фабрик, на которых, впрочем, пока по-прежнему интенсивно использовался преимущественно ручной труд. Чтобы создать условия для выпуска крупных партий товара, явно не хватало новых, высокопроизводительных станков и машин на всех ответственных и наиболее важных участках производства. Это понимали многочисленные русские механики, которые с энтузиазмом приняли участие в модернизации имеющегося, и создания нового промышленного оборудования. Знаменитый изобретатель Иван Ползунов создал конструкцию уникального станка для расточки цилиндров паровых машин, а не менее известный даже нашим современникам Иван Кулибин – особо точный станок для изготовления шестерен часовых механизмов. Не остался в стороне от естественных процессов замены устаревших средств производства легендарный ученый и выходец из народа М.В.Ломоносов. Он разработал конструкции шлифовального, лоботокарного и сферотокарного станков. Еще быстрее появлялось новое оборудование, и развивались технологии металлообработки в США и странах Европы. Важным событием для будущего стала конструкция французского механика из Лиона Жака Вокансона, представившего в 1851 году первый универсальный токарный станок - не лишенный недостатков, но очень прогрессивный для своего времени. Качественно нарезать резьбы токарный станок научил англичанин Д. Рамедон, в 1778 году порадовавший современников сразу двумя оригинальными конструкциями, выполнявшими эту задачу при помощи специальных резцов и набора сменных шестерен. Чуть позже идеи англичанина использовал в процессе создания специализированного станка для нарезки винтов француз Сено. Он запустил этот агрегат в 1795 году. В эти годы в Европе и США стремительно развивались процессы замены ручного труда машинным – явления, которое позднее назовут Великой индустриальной революцией. Оставалось всего 5 лет до появления конструкции по-настоящему универсального токарного станка Генри Модсли. И уже начал свои изыскания американец Эли Уитни – промышленник и изобретатель, впоследствии создавший первый действующий станок, выполняющий фрезерные работы . В России полномасштабная промышленная революция надолго задержалась, но на то были объективные причины, связанные, в первую очередь, с преимущественно аграрным укладом экономики. Но ход истории не остановить, и ближе к концу XIX века промышленный капитализм коренным образом изменил экономику царской России. К сожалению, из-за начавшегося с революции 1905 года времени потрясений, в полной мере воспользоваться его преимуществами стране не удалось.
Из истории художественной обработки металла
Если говорить об истории художественной обработки металла, то она уходит своими корнями в глубь веков. Первые художественные изделия из металла появились в глубокой древности, когда человек научился изготавливать из этого материала оружие, орудия быта и посуду. Он быстро научился обрабатывать металл, который хорошо поддается ковке, плавится, вытягивается в нити. Уже с этого времени изделия из металла делились на две группы. Одна служила утилитарным целям, имея не только эстетическое, но и функциональное значение. Вторая (не имела практического применения) служила для украшения быта и людей.
На Руси искусство художественной обработки металла возникло с незапамятных времен. Наряду с керамикой, художественной обработкой ткани и дерева, художественный металл является традиционным видом древнерусского искусства. Обработка металла была самым первым производством, выделившимся в самостоятельное ремесло в городе и деревне. Древняя Русь знала почти все виды современной металлообработки: ковку, литье, чеканку, скань, зернь и другие технологии. Замечательные произведения искусства, оставленные мастерами прошлого, говорят о совершенном владении ими материалом, знании его природных свойств, тонком понимании их возможностей.
Изделия городских ремесленников X – XIII в в. составляли обширный пласт творчества в художественной обработке металла древней Руси. Преимущественно это были различные украшения на вкусы горожан и жителей деревень.
В течение XI – XVII веков крупным центром художественной обработки металла на Руси был Новгород. Особой популярностью пользовались золотые и серебряные ковши в форме ладьи с одной высоко поднятой или двумя ручками в виде головы и хвоста птицы. Новгородские мастера украшали чеканкой, тиснеными узорами (басмой), филигранью, эмалью, чернью, гравировкой, позолотой различные предметы интерьера церковных храмов и монастырей.
В это же время и до конца XVIII века один из ведущих центров художественной обработки металла был Псков – город развитого ремесленного производства и торговли. Мастера Пскова так же, как и новгородцы, владели техникой филиграни, эмалирования, золочения, серебрения и чернения. Больших высот они достигли в мастерстве гравирования по серебру. Гравировальное искусство псковитян оказало большое влияние на дальнейшее развитие художественной обработки металла в России.
В XVII веке крупными центрами художественной обработки металла были города Поволжья и Севера: Ярославль, Казань, Кострома, Великий Устюг, являющиеся важнейшими населенными пунктами на большом торговом пути из Астрахани до ВеликогоУстюга. Народные мастера Великого Устюга славились искусством изготовления различных серебряных изделий с чернью. Черневые серебряные ларцы, табакерки, шкатулки, вазы, предметы сервировки стола, ювелирные украшения были известны далеко за границей России.
В XVIII веке большими знатоками черневого дела, искусными изготовителями коробочек, табакерок, чарок, стаканов, чайных сервизов из серебра были мастера из Тобольска и Иркутска.
Также нельзя не отметить московских художников – мастеров, вплоть до XVIII – XIX веков Москва продолжала оставаться основным центром изготовления художественных изделий из металла.
А зарождение искусства художественной обработки металла в Петербурге относится к началу XVIII века, когда в новую столицу русского государства Петром I были приглашены народные умельцы из многих городов России, а также иностранные мастера.
Среди всемирно известных центров народного художественного промысла Красносельский (село Красное Костромской губернии) является один из старейших. В 1897 году в Красносельском училище открылся «Класс технического рисования», а с 1904 года он преобразован в «Художественно – ремесленную учебную мастерскую золотосеребряного дела».
По настоящее время училище готовит мастеров с квалификацией – «художник – мастер по металлу».
Говоря о художественной обработке металла, нельзя не сказать о жостовском промысле, где главным творцом подноса, несомненно является мастер – живописец. Вначале поднос делали из папье - маше. Лишь в 1876 году их стали изготавливать из железа. Изображение цветов и плодов – неиссякаемая тема талантливых жостовских живописцев, утверждающих в своих работах ценность мира природы и открывающих скрытую в обыденности красоту.
Рождение искусства просечного металла относится к отдаленным временам развития кузнечного дела. В древнерусском декоративном искусстве просечной металл распространился очень быстро. «Плоскостное узорочье» вплетали в белокаменную резьбу владимирско – суздальской Руси подзорами крыш, куполов, фонарей, дверных петель. В домах просечными полосами оковывали сундуки и шкатулки, а также отделывали доспехи и холодное оружие.
«Ростовская финифть» - исстари и по сей день отличительная особенность ростовских мастеров заключается в том, что декоративные изображения на изделии выполнены живописной эмалью (финифтью). Заметим, что нанесения живописной эмали разработал еще в XVII веке французский ювелир Жан Тетен. Специальные огнеупорные краски собственного изобретения он накладывал на эмалированные поверхности, затем подвергал обжигу для закрепления. Вскоре после этого финифть появилась в Москве, Сольвечегодске, Великом Устюге, Петербурге. С середины XVIII века главным центром по производству финифтевых изделий стал Ростов Великий.
Говоря о художественной обработке металла как о виде декоративного народного творчества, нельзя не вспомнить о Фаберже, который нетрадиционно, умело и эффектно использовал в изделиях природные неоднородности металла. До сих пор отвоеванное им место в мировом ювелирном дизайне не занял никто. Прошли десятилетия, а драгоценные украшения в стиле Фаберже по – прежнему привлекают людей, вызываю восторг и восхищение. В 1996 году Юнеско объявило Годом Фаберже в честь 150 – летия со дня рождения знаменитого российского ювелир.
Истоки обработки металла.
Художественная ковка уходит своими корнями в Древний Египет. Сначала 4-5 тыс. лет назад была изобретена холодная ковка, в дальнейшем стала применяться также горячая ковка, и потом – машинная. Древние кузнецы делали кованые изделия из меди, серебра, золота и сыродутного железа.

Истоки обработки металла.
Искусство ковки и чеканки известно на Руси с древнейших времён, начало его широкому распространению положено в ХII—ХШ веках — при зарождении городского кузнечного ремесла. Ковка — способ художественной обработки металлов в холодном или горячем состоянии давлением (при помощи молота и пресса).
Кузнечное производство — самое древнее на земле. Оно возникло значительно раньше литейного. «Варить» металл, резать его, как хлеб, ножом, шлифовать человек научился позже. Четыре тысячи лет назад самый доступный в обработке металл — медь — открыл человеку тайны своей слабости и силы. Ударяя по «камню», люди изменяли его форму и выковывали наконечники для стрел. Затем стали изготавливать украшения, чеканить деньги. Роль, назначение и ценность металла зависели от трудности добычи и обработки его, от применения в хозяйстве, а нередко и от нравов общества. Так, серебро затмевало золото, а золото — только что открытый и никому еще не знакомый металл — алюминий. Затем появились платина, вольфрам, молибден.
Но обыкновенные железные орудия труда оставались у народа в неизменном почёте, железное оружие помогало защищать родную землю от непрошеных гостей. Археологические раскопки свидетельствуют, что на Руси кузнечное производство возникло раньше, чем в Западной Европе.
Археология — это в какой-то мере история вещей, когда-то выполненных безымянными мастерами. Вот почему нам так дороги и тонкое кружево кольчуг, и надёжные щиты, копья, мечи. А знаменитое тульское оружие? А Царь-пушка, царь-колокол! О многом поведали нам через века талантливые умельцы-кузнецы
Узкая производственная специализация кузнецов способствовала созданию замечательных художественных произведений. Прекрасным примером высоких достижений русского кузнечного искусства ХIII века может служить шлем Ярослава Всеволодовича, выкованный из одного куска железа.
В ХУ-ХУII веках кузнечное ремесло продолжало бурно развиваться. В Новгороде и Москве возникло кузнечное производство. Кузнецы селились вместе, образуя слободы (Кузнецкий мост в Москве, Кузнечная слобода в Старипе). Широкое распространение кузнечного ремесла стало возможно при активном росте металлургического дела. Уже в древние времена в число вещей, изготовлявшихся кузнецами, входили: дверные ручки, пробои и кольца, петли дверей и ворот, замки и другие виды изделий для повседневного быта.
В народном творчестве ХУIII века привлекают внимание затейливые кованые подсвечники, кованые паникадила. Искусно выполнены ограды, перила, балконные решётки домов Петербурга. Изделия, сохранившиеся в музеях нашей страны, дают полное представление об этой отрасли декоративного искусства, о богатстве и своеобразии русской художественной ковки.
Кузнечное дело, считавшееся необычным, издавна было окружено различными поверьями. Считалось, что кузнецы находились под покровительством бога Сварога и могли врачевать болезни, ворожить, отгонять нечистую силу. Профессия кузнеца казалась таинственной, связанной с магией огня.
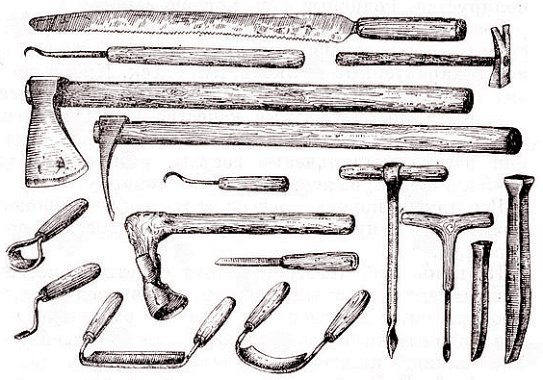
Подобно Богу обычные деревенские кузнецы по всей земле ковали могучими руками серпы и косы, плуги, топоры, подков, шиты и шлемы для воинов; и были они в этой будничной работе поистине величественны. Обработка металла всегда считалась мужским делом, так как требовала от мастера силы и твёрдой руки. Народные мастера до тонкостей изучали свойства металла и с успехом применяли свои знания на практике. Прочность, пластичность, твёрдость, ковкость (плавится, сваривается, режется) — эти и другие свойства металла определяют возникновение самых разнообразных приёмов его обработки в различных ремёслах. Техника художественной ковки, начиная с самых далеких веков и до настоящего времени, почти не изменилась. В этом можно убедиться, сравнивая как инструменты, так и готовую продукцию. При огромном разнообразии изделий существует определённое количество технических приёмов, применяемых при их изготовлении. Они и создают декоративный эффект ковки.
В былые времена искусными на Руси были и мастера литейного дела. Из металла отливались пушки, колокола, а также мелкие изделия: чернильницы, ажурные ларцы и шкатулки, посуда и многое другое. Вспомним знаменитые царь-пушку и царь-колокол, находящиеся в Московском Кремле. Они поражают наше воображение не только своими огромными размерами, но и высокохудожественными декоративными рельефами.
На русском Севере широкое развитие получило искусство просечного железа: узор на железном листе прорезался (просекался) с помощью специальных инструментов — словно ножницами на бумаге. Просечным железом обивали деревянные ларцы, шкатулки и сундуки, украшали свесы кровли, дымники над печными трубами — всё это напоминало настоящие кружевные узоры. Древнейшим видом художественной обработки металла является чеканка — получение рельефных изображений на листовом металле; выполняется ударами особым молотком по чеканам (рис. 2.3 — 2.5).
Совершенным образцом чеканки Древней Руси Х века служит справа турьего рога, найденная в Чернигове. Со второй половины ХI века наряду с плоскорельефной чеканкой появляется тиснение тонкого листа серебра на матрицах — басма. Наглядное представление о древнем мастерстве чеканки дают серебряные накладки на шлеме Ярослава Всеволодовича. В технике чеканки великолепно выполнены ритуальные сосуды — кратиры новгородского Софийского собора, находящиеся в Оружейной палате Новгородского кремля. Скульптурная чеканка отличается тонкостью выполнения и лёгкостью линий. Движение фигур органично связано с силуэтом сосудов. В ХУII веке особое развитие получила чеканка по серебру и золоту. Мастера Московской Оружейной палаты проявили свое искусство в чеканке дворцовой утвари: кубков, братин, тарелок, чаш, подносов. В этих изделиях нашли применение самые разнообразные виды техники чеканки: плоскостные, просечные, с опушенным фоном, объёмные и другие. Образном разнопланового мастерства чеканки начала ХУII века служит братина Данилова. За многовековую практику мастера создали самые разнообразные способы обработки и декоративной отделки металла. Большинство из них, как уже было сказано, требует сильной мужской руки; но есть приемы, доступные школьникам. Например, ручное тиснение по фольге. Мягкость и пластичность этого материала облегчают его обработку и дают возможность с помощью самых простых инструментов получать рельефное изображение. Этим способом современные художники изготавливают макеты значков, делают красивые декоративные пластины для украшения помещений.
Виды художественной обработки металла: ковка, литье, штамповка, чеканка, гравировка, филигрань
Художественная обработка металлов - искусство изготовления изделий из металла, способных удовлетворять эстетические потребности человека.
Художественная обработка металлов:
- придает изделиям из металла изысканность, художественную ценность и выразительность;
- включает: фигурное литье, ковку, чеканку, гравировку, высечение ажурных узоров, создание эмалей и других приемы.
Ковка — один из древнейших способов обработки металлов. Она осуществляется ударами молота по заготовке, которая может быть предварительно нагрета — «горячая» ковка или без нагрева — «холодная» ковка. Под ударами молота заготовка деформируется и приобретает желаемую форму. Холодной ковке поддаются драгоценные металлы — золото, серебро, а также медь. Этот прием широко применялся в Древней Руси златокузнецами, выковывавшими из драгоценных или медных слитков чаши, ковши и другие предметы. В современных условиях холодная ковка в области художественной обработки металла встречается редко, главным образом в ювелирном деле. Горячая ковка применяется при обработке малоуглеродистых сталей (ковочного железа) для производства различных изделий.

Дифовка (выколотка) — древний прием холодной обработки листового металла, производимый непосредственными ударами молотка, под которыми он тянется, изгибается, садится и в результате приобретает необходимую форму. Виртуозного искусства она достигала в руках величайших античных скульпторов Фидия и Поликлета, которые одевали в золотые одежды свои статуи Афины и Геры, дифуя их из тонких золотых листов.
Древнерусские златокузнецы выколачивали из листового золота и серебра кубки, чаши и ковши, украшенные чеканкой, гравировкой и драгоценными камнями, которые становились образцом ювелирного искусства.
Дифовку применяли для выколотки из стали рыцарских щитов, шлемов, лат и доспехов, с использованием кузнечного ремесла
Наконец, ее применяли для изготовления больших котлов, трубопроводов и других изделий из меди, объединяемых понятием «медницких» работ и часто выходящих за пределы художественной обработки.

Чеканка — обширный раздел художественной обработки металла. Она охватывает большое разнообразие изделий, ризличных по своему художественному принципу: от рельефных орнаментальных до горельефных и круглых фигурных композиций, от линейно-графических двухмерных решений, близких к гравировке, до объемно-скульптурных (трехмерных).
Чеканка — очень древний, развивающийся на протяжении многих веков способ. Чеканка была известна в Древнем Египте, античной Греции и Риме.
Сущность процесса чеканки заключается в обработке материала посредством специального стержня — чекана, который ставится вертикально и по верхнему концу которого наносят удары молотком. В результате удара нижний, рабочий конец (бой) оставляет отпечаток на материале. Постепенно перемещая чекан и каждый раз ударяя по нему молотком, материалу придают желаемую форму, как бы лепят ее.

Гравирование — один из древнейших способов художественной обработки металлов и некоторых неметаллических материалов (кости, дерева, камня и др.). Его сущность — нанесение линейного рисунка или рельефа на материал при помощи резца. За многие тысячелетия своего существования гравировка проникла в самые различные области производства, как художественные (ювелирные украшения, гравюры), так и чисто технические, например производство точных измерительных инструментов и приборов.

Чернь — древний способ декорирования художественных изделий из драгоценных металлов (серебра и золота). При раскопках Гнездовских могильников близ Смоленска, относящихся к X в., были обнаружены серебряные изделия, украшенные чернью. Прекрасный черневой орнамент украшает турий рог из Черной могилы близ Чернигова, который академик Б. А. Рыбаков также относит к X в. Особого расцвета эта техника достигает в XV и XVI вв. Впервые подробная технология этого вида искусства была описана в трактате о ювелирном искусстве Бенвенуто Челлини (1500—1571), в котором указаны состав и приемы приготовления черни. В настоящее время существует много рецептов черни, отличающихся по составу и цвету, начиная от серебристо-серых тонов и кончая черно-бархатными

Филигрань (скань) — своеобразный вид художественной обработки металла, занимающий с глубокой древности важное место в декоративно-прикладном искусстве. Термин «филигрань» — более древний; он произошел от двух латинских слов «филюм» — нить и «гранум» — зерно. Термин «скань»—. русского происхождения. Он берет свое начало от древнеславянско-го глагола «съкати» — ссучивать, свивать, сучить.
Термин «филигрань» сочетает в себе названия двух основных первичных элементов, из которых производятся филигранные изделия,— это проволока и мелкие шарики, дополняющие проволочный узор. Чем тоньше по сечению взята проволока и чем туже, круче она ссучена, тем красивее получается изделие. Особенно, если узоры также дополняет и «зернь» — этим термином в русском сканном производстве обозначали мельчайшие шарики.
Наиболее древние памятники филигранного искусства, относящиеся ко второму тысячелетию до н. э., найдены в странах Передней и Малой Азии, в Египте, а также на территории СССР — на Кавказе, где в курганах по реке Цалке при археологических раскопках найдены золотое ожерелье и кубок, украшенные витыми шнурами и зернью.
Изделия, декорированные зернью, характерны и для скифского искусства.
Основные центры художественной обработки металла: Красносельский промысел, каслинское художественное литье, ростовская финифть, великоустюжская чернь, Златоустовская гравюра.
Кованные вручную детали применяются даже в конструкциях космических кораблей. Да и всё, что окружает нас, к чему мы привыкли и без чего не представляем свою жизнь — поезда, самолёты, даже часы, — изготавливаются прежде всего кузнецами. Около 20 процентов получаемого в нашей стране металла подвергается обработке ковкой!
Домашнее задание: записи в тетради: Истоки обработки металла.
Виды художественной обработки металла: ковка. Литье, штамповка, чеканка, гравировка, филигрань.
Читайте также: