Электроды по ржавому металлу
Обновлено: 17.05.2024

Как варить сильно ржавый металл? Какие электроды использовать?
Любой сварщик знает, что для обеспечения надежного соединения необходима чистая поверхность металла. Но далеко не всегда можно увидеть стальную поверхность без следов коррозии. Порой мастер сталкивается со сваркой сильно ржавого предмета и тут не действуют стандартные правила.
Как варить сильно ржавый металл?
Сварщики с многолетним опытом зачастую не хотят варить металл, пораженный коррозией. Это обусловлено тем, что сварочные работы, выполненные по ржавчине, будут некачественными и впоследствии приведет к разрушению.

Частично эти утверждения верны, поскольку шов, сделанный по ржавой поверхности, бросится в глаза. Помимо этого, если поверхность не будет подготовлена надлежащим образом, то это приведет к ухудшению качества.

Суть заключается в том, что во время сварки коррозия попадет в сварочную ванну, где остывает в расплавленном металле. При это инородные тела только ухудшают прочность соединения. Более того, сварочные работы по ржавчине затрудняются еще и тем, что нет оптимального контакта, который должен быть между массой и электродом.

Невзирая на вышеперечисленные минусы сварочных работ по ржавому металлу, тем не менее существуют некоторые рекомендации, которые облегчат работу:
- Перед сварочными работами необходимо поверхность обследовать на наличии коррозии. Существует 3 степени проявления коррозии. При первой заметны ее следы; при второй сталь начинает разрушаться; третья заключается в появлении дыр на рабочей поверхности;
- Если поверхность имеет первую или вторую степень повреждения, то ее можно заварить, а вот при третьей от сварки следует отказаться;
- Далее нужно выбрать тип сварочных работ. Для сильно ржавых поверхностей идеально подойдут тонкие электроды с рутиловым покрытием;
- Не стоит забывать, что для выполнения сварки металлов, поврежденных коррозией, не подойдет полуавтоматический способ;
- Очистить поверхность, выбрав метод, учитывая уровень поражения;

- При сильном повреждении поверхности коррозией сварочные работы производятся на обратной полярности, что позволит минимизировать число прожогов;
- Сварка ржавого металла осуществляется в несколько проходов. При этом каждый из них подвергается очищению.
Сварочное оборудование в Краснодаре
В компании «Виаторг-Юг» вы имеете возможность купить с доставкой сварочное оборудование разной мощности как для бытовых, так и профессиональных нужд. Представленная в каталоге продукция отличается высоким качеством и надежностью, что подтверждается документально и покупателями. У нас вы можете заказать сварочное оборудование по самым лучшим ценам в Краснодаре и Краснодарскому краю.
Как подобрать электрод по толщине металла

Как подобрать электрод по толщине металла для начинающих сварщиков
У начинающего сварщика могут возникнуть вполне объяснимые сложности при выборе электродов. Если электроды будут выбраны неподходящего диаметра, то обязательно возникнут трудности при сваривании металла: он будет прожигаться или наоборот, возникнет непровар. В итоге сваренная заготовка развалится. Вот почему так важно выбирать только подходящие электроды.
Кстати, диаметр электрода, а также его марка, это две главные составляющие успешного выбора. Есть электроды, которые применяются для сварки неответственных конструкций, а есть те, которые предназначены для получения качественного, надежного и долговечного соединения.
Что такое электрод и для чего нужна обмазка
Электрод — это металлический стержень в оболочке, которая именуется электродной обмазкой. При сваривании электрод плавится и смешивается с основным металлом. Сгорает и обмазка, которая состоит из специальных веществ. В целом они образуют при сгорании газовое облако, которое защищает сварочную ванну и расплавленный металл от внешнего воздействия кислорода.

Для изготовления электродного стержня могут применяться различные материалы. Поэтому первое правило при выборе электродов заключается в том, чтобы материал изготовления стержня максимально подходил по составу к свариваемому металлу.

Электроды бывают для сварки легированных, углеродистых, а также для сварки высоколегированных сталей. Есть в продаже и электроды по чугуну, алюминию, для сварки нержавеющей стали. В общем, материал изготовления электрода должен быть близким по своему составу к материалу, который сваривается.
Итак, как же правильно подобрать диаметр электрода к толщине свариваемого металла? Примерную толщину и диаметр электрода можно определить путем вычисления из таблицы. Электродом 3 мм варят металл, толщина которого 3-4 мм. Для сваривания толстых стальных заготовок, толщиной от 6 до 12 мм, уже понадобятся электроды диаметром 4-5 мм.
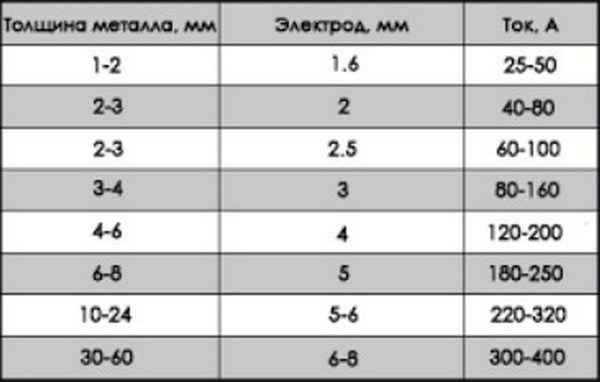
Для сварки тонкого металла существуют электроды 1,6 и 2 мм. Такие электроды позволят не прожечь металл при сварке и осуществить работы с ювелирным подходом. Просто не нужно везде использовать электрод «тройку», как универсальный выход, нужно понимать, что для сварки тонких металлов существуют и другие электроды.
Следующим этапом будет настройка сварочного аппарата для работы с каким-то конкретным электродом. Здесь информацию можно получить от производителя электродов (на упаковке) или используя таблицу расчетов, точно такую же, как и при определении диаметра электродов.
Также, можно подобрать сварочный ток, к каким-то конкретным электродам используя следующее правило: 20-30 Ампер тока на 1 мм электрода. Таким образом, становится понятно, что для того, чтобы варить электродами 3 мм понадобится ток от 80 до 110 Ампер.

При этом сварочный ток во многом зависит не только от диаметра электродов и толщины свариваемых металлов, но также от пространственного положения сварки и количества проходов.
Электроды по ржавому металлу


Знакомый варил дымоход для газового котла из оцинкованной стальной трубы – однако сварное соединение получилось непрочным. Выяснилось, что он не учел некоторые важные нюансы при выборе электродов – после того, как я уточнил ему некоторые детали, работа пошла, теперь дымоотвод держится хорошо. В этом обзоре хочу рассказать, что нужно учитывать в сварке оцинкованных изделий, какие виды сварки лучше использовать и как правильно выбирать электроды по оцинковке.
Нюансы сварки
Главная особенность оцинковки – наличие защитного слоя цинка на поверхности. Толщина такого слоя варьируется в широких пределах – от 2 до 150 мкм. Во время сварки металл, находящийся снаружи, имеет меньшую температуру плавления, чем у стальной основы. Поэтому он начинает сразу плавиться и испаряться, что негативным образом сказывается на результате.
Отмечу следующую серию происходящих при этом негативных процессов:
- Защитный слой рядом с местом соединения выгорает, что в дальнейшем приводит к коррозии и сокращению срока службы изделия.
- Частицы цинка подмешиваются к основному металлу, делая шов непрочным, пористым и покрытым сетью трещин.
- Образуемые токсичные пары распространяются в окружающую атмосферу, что может способствовать сильному отравлению.
Поэтому тем, кто еще не знает, можно ли варить оцинковку обычным простым электродом, отвечу так – можно, но при условии полноценной защиты места стыка специальным флюсом, а органов дыхания кислородной маской, и максимально точном подбором характеристик аппарата.
Однако на практике я не встречал ни одного примера, чтобы кто-нибудь действовал подобным методом. Потому что чаще всего применяются либо расходники со специальной оболочкой, либо способ с проволокой в среде инертного газа.
Совет! Если вы хотите добиться идеально ровного, аккуратного, прочного шва с заданными характеристиками, рекомендую применять технологию варки в газовой среде. В качестве расходника выступает проволока преимущественно из меди.
Виды сварочных технологий
Выделю 3-и основных способа, как эффективнее всего сварить изделия из оцинкованного металла:
Варка осуществляется в защитной среде аргона или двуокиси углерода. Диаметр электрода подбирается в соответствии с толщиной металла в месте стыковки. Например, для заготовок меньше 4 мм я брал расходники от 0,6 до 1 мм в поперечнике, а свыше 4 мм – около 1-1,2 мм.
Отмечу следующий ряд особенностей сварки полуавтоматом:
- Плюсовой контакт подсоединяется к держаку, минусовой – к детали.
- При толщине изделия меньше 1 мм нужно применять метод точечной сварки.
- Если напряжение сети не достигает 220 В, требуется применять расходник, меньший в диаметре на 0,2 мм, чем необходимо.
- Применение безгазового метода потребует использования специальной порошковой проволоки. При этом «+» подводится к заготовке.
Плюсы способа – аккуратность шва, лояльность в настройках. Недостатки – громоздкость оборудования, включая баллоны, и невозможность работать при сквозняках и ветре.
Инвертором я, как и большинство опытных сварщиков, всегда предпочитаю варить оцинковку толщиной не более 2 мм – при этом и электроды подбираю, соответствующего небольшого диаметра. При этом выделю следующий ряд особенностей данного вида сварки:
- Применяю электроды диаметром не более 2 мм.
- Значение тока выставляю в соответствии с коэффициентом плавления расходника.
- Чтобы не прожечь заготовку, электрод удерживаю под углом порядка 35-550.
- Подключаю схему по принципу обратной полярности – «-» идет на деталь, а «+» на электрод.
Среди положительных моментов инверторной сварки я бы выделил точность и аккуратность шва, а среди минусов – дороговизну метода, так как и сам аппарат и расходники стоят недешево.
Технология точечной сварки позволяет приварить лист оцинковки к оцинкованному или иного типа металла в случаях, когда к эстетике шва предъявляются высокие требования. Например, такой подход применяется в автомобилестроительной отрасли. Главный плюс метода – эстетичность и высокая прочность места стыка, минус – большой расход присадки и затрат электроэнергии.
На заметку! Непосредственно перед началом работ края изделий в месте формирования сварного шва должны быть очищены от поверхностного цинкового слоя. Для этого используется 3 метода: механический – абразивными средствами, химический – растворением кислотой или щелочью и термический – обжигом пламенем.
Правила выбора электродов
Начинающему сварщику чтобы знать, какими электродами варить оцинковку, рекомендую для начала определить тип стального сплава под покрытием. По данному признаку расходники разделяются на 2 группы:
- Рутиловые. К ним относятся марки – МР-3, АНО-4 и ОЗС-4. Применяйте их к стальным сплавам с низким включением углерода в состав. Основные характеристики – быстрый розжиг, минимальное разбрызгивание, стабильность, прочность и плотность шва.
- Сильноосновные. Это электроды марок – УОНИ-13/45, ДСК-50 и УОНИ-13/55. Рекомендую применять их к высокоуглеродистым и низколегированным сплавам.
Рассмотренные выше расходники предназначены для ручной дуговой сварки. Если же вы решили применить полуавтомат, то вместо электродов для сваривания изделий из оцинковки должна использоваться специальная проволока-присадка следующей маркировки:
- CuSi3. Содержание меди приближается к 100%. Образует легко обрабатываемый шов, но при этом минимальной прочности. Из-за наличия в составе кремния во время сварки требуется соблюдать осторожность – расплав отличается текучестью.
- CuSi2Mn. В противовес выше приведенному варианту данный вид присадки формирует соединение максимальной прочности. Недостаток – существенное усложнение последующей обработки.
- Autrod 19.30. Состав на базе серы, марганца и кремния. Позволяет создать шов с показателем прочности выше среднего.
- CuAl8. Материал предназначен для сплавов, покрытых алюминием или цинком.
Видео-пример использования различных технологий сварки оцинковки:
Рекомендация! Если вы применяете для сварки труб, листов и других изделий из оцинкованной стали полуавтомат, и еще не научились толком выставлять характеристики в соответствии с диаметром электрода и толщиной материала, то советую воспользоваться функцией «Synergic». Оборудование само подберет оптимальный режим в соответствии с заводскими наборами настроек.
Полезные советы
В завершении приведу несколько полезных советов:
- По завершении работы шву и местам, зачищенным от цинкового наслоения, необходимо восстановить, используя для этого специальные химсредства.
- В особо ответственных местах конструкции силу тока необходимо повысить минимум до 15 А, а скорость понизить – чтобы образовался плотный сварной шов, выдерживающий динамические нагрузки.
- Варка на короткой дуге дает возможность лучше контролировать соединение. Также это способствует меньшему разбрызгиванию и сохранению покрытия от прожига.
Совет! После сварки я всегда снимаю шлак постукивающими движениями и осматриваю шов сверху. Малейший дефект обнаруживается при этом сразу.
Видео-обзор сварки оцинкованной трубы:
Коротко о главном
Наличие цинка на поверхности стали создает некоторые трудности при попытке ее сваривания – ухудшение качества шва, выделение ядовитых паров, разрушение покрытия. Решить проблему можно, применив электроды со специальным покрытием или проволоку в инертном газе. При этом используется 3 варианта:
Каждый из них имеет свои особенности и сферу применения. Для ручной дуговой сварки оцинковки применяются электроды с рутиловым и сильноосновным покрытием, а для полуавтомата – проволока с содержанием меди, кремния, марганца.
Напишите в комментариях, как думаете – можно ли варить оцинковку простым электродом ручной дуговой сваркой?
Какие электроды лучше использовать для инверторной сварки – как выбрать по диаметру, покрытию, назначению, ТОП лучших электродов, советы для начинающих

Электросварка с помощью инверторного аппарата прочно вошла в сферу долговечного скрепления металлоконструкций. Однако применение такого оборудования подразумевает использование специальных электродов. Разберем подробно, какие электроды лучше использовать для инверторной сварки, как правильно их выбрать с учетом назначения, типа покрытия, диаметра и других параметров, какие факторы в первую очередь влияют на качество сварного соединения данным способом, как выглядит ТОП лучших электродов, а также что нужно учитывать начинающему сварщику.
Особенности инверторной сварки
Инверторные сварочные аппараты широко распространены и востребованы как в среде профессионалов, так и у кустарщиков, так и у новичков. Все дело в универсальности характеристик выдаваемого тока (постоянного и переменного), компактности и мобильности оборудования. При этом существуют модели, подключаемые и к двум, и к трем фазам.
Чтобы получить представление о том, какие преимущества дает сварка с данным типом аппарата, прежде всего нужно знать, что такое сварочные электроды для инвертора, как выбрать необходимую их модификацию для конкретного случая применения. Универсальность технологии позволяет использовать любые виды электродов с покрытием. Однако для различных условий требуются определенные типы покрытия, диаметр и характеристики тока.
В целом, новички предпочитают инверторную сварку аналогам с выпрямителями или трансформаторами по причине доступности технологии, понятности и быстроты освоения техники, кустарей – привлекает доступность широкого спектра разнообразных сварочных работ, профессионалы – отдают предпочтение в силу надежности, стабильности и долговечности соединительного шва.
Полезная информация! Только на первый взгляд может показаться, что электроды – неприхотливый в хранении расходный материал. В действительности от того, насколько строго соблюдались условия их содержания, будет зависеть качество сварочных работ. Например, согласно требованиям Государственного стандарта, температура окружающей среды в помещении для длительного их хранения не должна опускаться ниже 15 о С.
Электрод, свойства, назначение
Сварочный электрод – это отрезок металлического стержня, покрытого протекционным слоем. Когда возникает вопрос, как выбрать электроды для сварки, в первую очередь рассматривается его тип, материал сердечника и покрытия. По первому признаку они разделяются на две категории:
- Подверженные расплавлению в ходе сварочных работ. Изготавливаются из специальной проволоки. Применяются для цветных и стальных сплавов от малой до средней глубины шва.
- Не плавящиеся. Это углеродные, графитовые или вольфрамовые электроды. Предназначается для сварки титана, алюминия, магния, меди и др. металлов. Применяются в газодуговой технологии.
Современные широкодоступные лучшие электроды для инверторной сварки относятся прежде всего к первой категории. Процесс сварочной технологии характеризуется расплавлением как материала самого сердечника, так и его покрытия под действием высокотемпературной плазменной дуги. Образуемые в результате испарения обмазки газы препятствуют окислению раскаленного металла и способствуют образованию качественного долговечного сварного шва с поверхностной защитной пленкой.
Обратите внимание! Степень увлажненности материала покрытия имеет первостепенное значение для процесса сварки. Сырые электроды будут плохо зажигаться. В результате шов будет неравномерным и некачественным. Не улучшит их состояние даже сушка в специальных условиях. Единственное средство для сохранения их в первоначально сухом состоянии – это надежная герметичная упаковка.

Критерии выбора электрода
Подробное рассмотрение основных технических характеристик, позволяет решить вопрос о том, как выбрать электроды для сварки инвертором. Это прежде всего следующий ряд важных параметров:
- Вид свариваемого материала.
- Разновидность поверхностного нанесения.
- Диаметр.
Разберем их более детально.
Разновидность металла
Первое, с чем сталкивается сварщик при подборе расходных материалов, это решение вопроса о том, какие лучше всего подходят электроды для инвертора – как выбрать их, исходя из типа металла, который необходимо заварить. Согласно номенклатуре Государственного стандарта, по данной характеристике они делятся на следующие категории:
- Стальные сплавы с высоким содержанием углерода и низколегированные.
- Теплоустойчивая легированная сталь.
- Сталь, высоколегированная со специфическими свойствами.
- Создание поверхностного слоя путем электродуговой наплавки.
- Чугун (сварные и наплавные работы).
- Медь, алюминий и их сплавы.
- Универсальные – для обработки сплавов неопределенного состава.
Рекомендация! Подбор электрода по применению, то есть типу свариваемого материала, позволяет избежать грубых ошибок. К примеру, если выполнить сварку деталей из нержавейки с помощью варианта для черных металлов, впоследствии шов будет разрушаться под действием коррозионных процессов.

Разновидности покрытия
По типу вещества, покрывающего металлический сердечник, электроды разделяются на 5 видов:
- Основные.
- Рутиловые.
- Целлюлозные.
- Кислые.
- Смешанные.
Наиболее востребованными из них являются первые два. Требования к сварному шву по прочности на разрыв, ударная вязкость, максимальная текучесть и другие характеристики определяют, какие электроды лучше для сварки. Основные, также как и целлюлозные, применяются только на постоянном токе и в местах, где шов подвергается особым воздействиям.
Поэтому он должен быть прочным, одновременно эластичным и стойким к ударам, выдерживать перепады температуры и не подвергаться коррозии. Электроды подобного типа в ходе изготовления прокаливаются. При этом металлические изделия, подвергающиеся свариванию с их помощью, обязательно защищаются от следов ржавчины, пыли и загрязнений.
Рутиловые и кислые покрытия одинаково эффективно работают и на постоянном, и на переменном токе. Они обеспечивают качественный шов даже если заготовки будут окислены или покрыты ржавчиной. Другой важной их особенностью является легкий розжиг и образование малого остатка при горении – даже при холостом значении напряжения.
Расходники такого типа часто рекомендуются для работы начинающим сварщикам. Однако кислое покрытие достаточно ядовито. Работать с ними можно либо на улице, либо в помещении при хорошем проветривании или вентиляции. В тоже время, рутиловые аналоги нетоксичны и рекомендованы для работы в замкнутых помещениях и плохо доступных местах.
Диаметр
Выбор электродов для сварки инвертором по диаметру определяется толщиной обрабатываемой заготовки по следующей закономерности:
| Диаметр Электрода (мм) | Толщина заготовки (мм) |
| До 2 | До 2 |
| 2-3 | 3 |
| 3-4 | 4-5 |
| 4-5 | 6-12 |
| 5-6 | Свыше 12 |
Чем толще слой свариваемого металла, тем больше должен быть по диаметру электрод, и тем выше должно быть значение силы тока, выдаваемой сварочным оборудованием. К примеру, если для 2-миллиметрового экземпляра достаточно в среднем 50 А, то для 3-мм-го понадобятся уже 80 А, а для 4-мм-го – порядка 120-140 А и т. д. Как правило, задаваемые электротехнические параметры указаны на заводской упаковке изделия.
Полезная информация! На каждый 1 мм диаметра сердечника в среднем прибавляется по 25-40 А. Эта величина прибавки силы тока аппарата во многом зависит от техники сварки. При безотрывном способе его значение минимально, а при отрывном – максимально.
Факторы, определяющие качество соединения
Для создания качественного сварного соединения недостаточно знать, чем различаются электроды для сварки инвертором, какие лучше выбрать для конкретных условий применения. Необходимо также иметь представление о том, что влияет на результат сварных работ. Это в первую очередь следующий ряд факторов:
- Профессионализм сварщика.
- Техническое состояние расходников.
- Исправность аппарата.
Первый фактор является основным и определяющим. Так как неумелый и неопытный специалист не сможет сделать качественного соединения даже при соблюдении всех правил подбора условий, подготовки материалов и расходников. Профессиональный сварщик должен иметь достаточный опыт работы с разными электродами, материалами, типами швов, чтобы выполнить по-настоящему качественное соединение.
Сами применяемые электроды должны находиться в исправном состоянии – без сколов покрытия и не увлажненными. По умолчанию, они должны быть правильно подобраны по диаметру, виду обмазки и материалу свариваемых заготовок. Кроме того, оборудование должно быть полностью исправным. В противном случае если аппарат не будет работать стабильно, качество созданного шва будет оставлять желать лучше, и ход работы не будет отвечать технологическим требованиям из-за постоянного залипания.

Рекомендации сварщикам-новичкам
Для того чтобы стать профессиональным сварщиком, а также чтобы провести подсобно-сварные работы в быту, недостаточно просто знать, какие электроды выбрать для начинающих. Нужно также иметь общее представление о данной сфере и действующих в ней следующих правилах:
- Начинать осваивать сварочные работы необходимо с рутиловых электродов. Они не выделяют вредных газов при работе, идеально легко зажигаются, хорошо функционируют при дуге средней интенсивности и предоставляют возможность беспрепятственно контролировать и наблюдать за сварочной ванной.
- Правильно задавать электропараметры аппарата – прежде всего полярность и значение силы тока. Например, при постоянном токе и прямой полярности заготовка должна подключаться к плюсовой клемме, электрод – к отрицательной. При обратно направленной полярности – наоборот. Сила тока должна соответствовать требованиям производителя.
- Пред началом проведения основных работ необходимо потратить время и набить руку в тренировке на ненужных отрезках из металла, аналогичного по типу заготовке.
- Лучший способ улучшить качество работ – регулярно повышать опыт с разными расходниками и материалами, проходить профессиональные курсы и проч.
Совет! Электросварочные мероприятия несут потенциальную угрозу как самому сварщику, так и окружающим. Поэтому проводить их необходимо с соблюдением техники безопасности и в защитной спецодежде.
Видео описание
Видеоролик о правильном выборе электродов для инвертора:
ТОП лучших электродов
Оптимальное решение вопроса о том, какие электроды лучше для инвертора – Ресанта 220 В модели МР-3. Благодаря рутиловому покрытию обеспечивается стабильность дуги, легкий розжиг, минимальное разбрызгивание, прочность и не подверженность шва разрушению микропорами и трещинами. Как правило, такой расходник применяется для обычных сталей толщиной 3-4 мм.
В категории самых широко востребованных электродов с основным покрытием лидируют следующие экземпляры:
- ESAB УОНИИ 13/55. Применяются для сварки стальных деталей из низколегированных и низкоуглеродистых сплавов. Поперечник сердечника варьируется от 2 до 5 мм, что позволяет соединять заготовки до 8 мм толщиной.
- Lincoln Electric УОНИ 13/55. Электроды с максимальной эксплуатационной нагрузкой. Диаметр 4 мм. Способны сваривать при низкой температуре – до -40 град. и высокой влажности воздуха. Предназначены для легированных, углеродистых и арматурных сталей.
- PlasmaTec Monolith ЦЧ-4. Применяется преимущественно для тонколистового материала, например, для различных емкостей и трубопроводов. При диаметре сердечника 3 мм обеспечивает качественный аккуратный шов.
Смотрите на видео тестирование электродов для инвертора:
В категории рутиловых электродов в списке лидеров выделяются:
- Wester МР-3. Поперечник 3 мм. Применяется для стали с низким включением в составе углерода. Варит даже на грязной и ржавой поверхности.
- Quattro Elementi 770-414. Вольфрамовый стержень поперечником 2 мм. Предназначается для сварки тонкого металла, например, для ремонта автокузовов.
- СВЭЛ МР-3C. Сердечник диаметром 3 мм. Предназначается для сварки деталей толщиной до 4 мм в плохо доступных областях.
Совет! Подключать «+» и «-» можно по-разному – тот и другой к детали или электроду. Различие в том, что направление потока электронов всегда идет от минусового края к плюсовому. Поэтому тот, который подсоединен к положительному полюсу, будет нагреваться. Это правило актуально, когда массивность заготовки и электрода сильно разнится. Например, если лист толщиной 2 мм сваривается 4 мм электродом, то он может просто прогореть. Поэтому «+» лучше подключать к инструменту. С другой стороны, если толщина заготовки будет 5 мм и больше, то наоборот. Так как прогрев массы детали усилится и шов получится более глубоким и прочным.
Видео о выборе электродов и параметров для инвертора:

Инверторная сварка отличается стабильностью, надежностью и легкостью в освоении технологии. Поэтому она востребована как у начинающих, так и у профессионалов. В решении же вопроса о том, какой электрод выбрать для сварки инвертором, в первую очередь учитываются его технические характеристики:
- Разновидность свариваемого металла.
- Вид покрытия.
- Диаметр.
По типу поверхности электроды бывают основными, рутиловыми, целлюлозными, кислыми и смешанными. Чаще всего применяются первые две разновидности. По диаметру электроды должны быть тем больше, чем больше в толщину свариваемые заготовки. Качество шва зависит не только от правильности подбора по условиям и параметрам расходников и материалов, но также от профессионализма сварщика.
Читайте также: