Электрохимическая обработка металлов это
Обновлено: 30.06.2024
К электрохимическим способам обработки металлов и сплавов, получивших в промышленности наибольшее применение, относят электролитическую очистку от загрязнений, электролитическое полирование, электролитическую размерную обработку в проточном электролите, а также химико-механическую притирку, чистовую доводку и шлифование поверхности изделий и т. д.
Электрохимическая обработка металлов основана на использовании химического действия электрического тока, т. е. анодного растворения металлов воздействием на них электрического тока в среде электролита. При погружении в электролит двух электродов, одним из которых является обрабатываемое изделие (обычно анод) и подключении их к источнику постоянного тока поверхность анода растворяется.
Один из распространенных в промышленности видов электрохимической обработки — электрохимическое травление металлов для удаления окалины и других химических загрязнений с поверхности изделий. При этом виде обработки в ванну 1 (рис. 11.2.1,а) с электролитом (растворы кислот или солей) помещают обрабатываемое изделие 2 и два катода 3, которые подключают к источнику постоянного тока. При соответствующей плотности тока происходит растворение металла изделия (анода). Этот процесс протекает в тонком слое электролита, непосредственно прилегающем к поверхности обрабатываемого изделия. Вместе с растворяемым металлом удаляется находящаяся на поверхности окалина, ржавчина, пригар. Эту обработку часто применяют в качестве промежуточной операции при прокатке листов, получении жести и других видов обработки металлов давлением.
Для удаления механических загрязнений (жировых пленок и т. д.) применяют электролитическую очистку. Принципиальная схема та же, что и при травлении, но очистку проводят при меньшей плотности тока. Эту операцию часто используют в приборостроении для очистки мелких деталей от поверхностных загрязнений. При электролитической очистке металлов применяют щелочные и щелочно-кислотные электролиты.
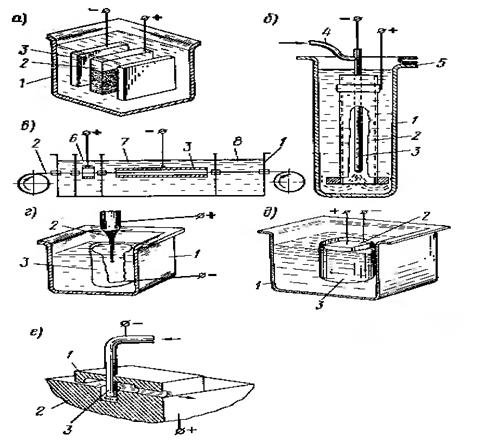
Рис.11.2.1. Схемы электрохимических методов обработки
При электролитическом полировании внутренней поверхности труб для удаления окалины, загрязнений и сглаживания неровностей катод помещают внутрь трубы (рис. 11.2.1,б). Процесс обычно ведут в проточном электролите, который подают по трубке 4, а излишек электролита удаляют через патрубок 5.
Непрерывное электролитическое полирование проволоки или ленты (рис. 11.2.1, в) осуществляют по принципу бесконтактного подвода тока. Анодное растворение, приводящее к полированию непрерывно движущейся проволоки или ленты, происходит при подаче тока к аноду через жидкостный контакт с ванной. Лента или проволока, перематываясь с подающего барабана на приемный, проходит через контактную ванну 6 (ванну для подвода тока к проволоке или ленте) и полировочную ванну 7, наполненную рабочим электролитом, а затем проходит промывную ванну 8.
При электролитическом полировании выступающие части шероховатой поверхности (гребешки, выступы) растворяются быстрее, чем металл в углублениях между ними.
Это связано с тем, что на выступах создаются повышенные концентрации (более высокая плотность) тока. Ускоренному растворению выступов способствует также и то, что они обычно сильнее деформированы, чем вся масса металла.
Электролитическое полирование широко применяют для обработки режущих инструментов (сверл, фрез, калибров и т. д.), зубьев шестерен, клапанов для подачи горючего и других деталей сложной конфигурации. Электрополирование изделий, кроме улучшения их поверхности, повышает коррозионную стойкость, предел выносливости и усталостную прочность металла за счет съема ослабленного поверхностного слоя (в частности, удаляет поверхностные микротрещины, которые могут стать концентраторами напряжений).
В составе электролита для электрополирования в основном имеется фосфорная, серная и хромовая кислоты, иногда с добавками лимонной кислоты или глицерина в зависимости от полируемого металла. Так, для электрополирования углеродистой и низколегированной стали применяют электролит, состоящий из 70% фосфорной кислоты, 5—12% серной кислоты, 6—8% хромового ангидрида и 12—15% воды.
Электрохимическая размерная обработка — метод направленного анодного растворения металла при высоких плотностях тока. В этой обработке анодное растворение металла с поверхности изделия ведется на строго ограниченных участках, расположенных на небольшом расстоянии от катода, имеющего нужную для детали форму. При размерной обработке для изготовления, например, конусных изделий (таких как иглы и др., рис. 11.2.1,г) анод прикрепляют к механизму подъема. В процессе растворения заостряемое изделие 2 постепенно вытягивается из ванны при этом концевые участки, дольше подвергающиеся растворению, соответственно растворяются больше, чем лежащие выше. Величина конусности регулируется скоростью подъема изделия.
Имеется и другой вид электрохимической размерной обработки— электрохимическое профилирование металлических заготовок (рис. 11.2.1, д); оно происходит при вращении детали (анода) квадратного или любого иного профиля б катоде круглого или другого фасонного профиля. Направленное анодное растворение фасонного изделия, помещенного внутрь катода, происходит интенсивнее на участках, более близких к катоду (например, на углах квадрата), результатом чего являются изменение первоначальной формы и получение заданной (в данном случае круглой).
Электрохимическое сверление (долбление, прошивание) также относят к размерной обработке. Оно осуществляется по схеме рис. 11.2.1, е в проточном электролите. Под действием струи электролита, выходящей под давлением из полого катода 3, в месте ее соприкосновения с обрабатываемой деталью — анодом 2 металл растворяется; при этом форма образующейся полости точно соответствует форме поперечного сечения струи электролита, т. е. форме трубки-катода, внутренний диаметр которой на 0,1—0,2 мм меньше диаметра требуемого отверстия. Электролит, выходящий из трубки, возвращается по зазору между стенками отверстия и трубки и по каналам откачивается в систему циркуляции для повторного использования. По мере растворения металла трубка-катод опускается.
При размерной электрохимической обработке скорость съема металла, зависящая от химического состава металла, составляет 1200— 1800 мм 3 /мин на 100 А силы тока, протекающего между электродами. Чистота обработки достигает V8—V 9-го классов; точность обработки может достигать ±20 мкм.
Химико-механическая обработка—это обработка, при которой изменяют форму заготовок вследствие протекания химических и электрохимических реакций с применением поверхностно-активных и химически активных веществ или электролитов (растворов солей — в основном сульфата меди). Заготовки могут быть из черных и цветных металлов и сплавов, а также из металло-керамических материалов.
При погружении изделия 1 (рис. 11.2.2) в ванну 2 с раствором метал-лической соли (обычно сернокислой меди) с абразивным порошком происходит обменная реакция, в результате которой металл изделия переходит в раствор в виде солей, а металлическая медь оседает в виде рыхлого порошка на обрабатываемой поверхности. Осевший рыхлый порошок механически удаляют путем шлифования порошком, взвешенными растворе. Шлифование осуществляют в ванне взаимным перемещением обрабатываемого изделия 1 и притира 3 при помощи специальных приспособлений. Скорость обработки зависит от концентрации раствора и периодичности снятия меди, оседающей на обрабатываемой поверхности.
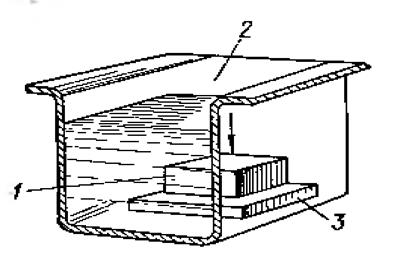
Рис.11.2.2. Схема химико-механической обработки металла
Химико-механической обработкой выполняют притирку, чистовую доводку и шлифование поверхности, прежде всего металло-керамических изделий, а также их разрезание (если в качестве притира принять диск). Кроме того, этим способом производят химическое фрезерование титана, а также алюминиевых, магниевых и некоторых других сплавов цветных металлов.
Вопросы для самопроверки:
1.Какова физическая сущность электроэрозионных методов обработки материалов?
2.Каковы физико-механические свойства материала заготовки, обрабатываемой ультразвуком?
Электрохимическая обработка металлов
Изменять форму, размер, получать поверхность с малой шероховатостью позволяет электрохимическая обработка металлов на специальном оборудовании. Материал не подвергается при этом механическому воздействию. Происходит его растворение в электролитическом составе под действием тока заданной величины.

Преимущества способа
Методы электрохимической анодной обработки изделий из металлов разработаны для случаев, в которых применение других технологий не дает нужного результата или затруднено. Уникальность результата применения способа:
- сохранение формы рабочего органа;
- независимость от твердости/хрупкости материала;
- отсутствие деформирующих усилий на тонкие стенки;
- сохранение поверхности детали (термоупрочнение, оплавление, наклеп);
- доступность воздействия в узких полостях, сложных переходах плоскостей, наклонных пазах, отверстиях малого сечения при большой глубине(соотношение 1:200);
- регулировка интенсивности воздействия.
Составляющие процесса
Основывается электрохимическая обработка металлов на вымывании вещества анода в электролитическом растворе при определенной плотности тока между электродами. Станки для нее имеют узкую специализацию (1,2 операции), в зависимости от того, какая применяется технология обработки. Изготавливают индивидуальное оборудование под конкретное изделие.
Рабочая среда
Раствор составляют на водной основе из соответствующих компонентов:
- солей натрия;
- солей калия;
- кислот (соляная, серная, азотная).
Концентрация солей от 5% до 15%, кислоты 5% — 10%.
Обработку отдельных мест заготовки проводят, локализуя процесс в нужной зоне накладыванием защитных масок на остальную часть детали.
Продукты процесса удаляются из зоны реакции потоком электролита.
В рабочих растворах содержаться активные реагенты, поэтому одновременно выполняют комплекс мер по защите оборудования и изделий от коррозии.
Разновидность обработки
Анодное подключение изделия выполняют при таких операциях:
- Полировка. Получение гладкой поверхности, зеркала, защитной оксидной пленки;
- Травление. Очистка перед покраской, сборкой, оклеиванием, точечной сваркой. Получение рельефа путем локализации действия;
- Прошивание отверстий, резка с высокой точностью;
- Обработка по размеру, копирование согласно образцу на электроде.
Совмещая анодный (растворение) и катодный (напыление) методы обработки, получают высокотехнологические изделия для различных областей применения.
Производительность
Станок имеет скорость процесса снятия слоя материала ниже, чем у механического оборудования. Выигрыш времени в том, что конечный результат по сложности, выдержке формы, сравним с работой 5 фрезерных станков.
Величина производительности определяется, как объем снятого материала (мм³) в единицу времени (мин) при подведенном токе в 1 А. Каждый состав электролита имеет свой показатель. Хлористый натрий, например, имеет значение 2,2 мм³/мин, азотнокислый натрий – 1,1 мм³/мин. Использование состав из нескольких реагентов увеличивает скорость растворения анода, повышает степень обработки.
Нужно выдерживать установленные зазоры (боковой, торцевой) между электродом и заготовкой. Учитываются напряжение, скорость подачи, конструкция рабочего органа, электропроводность раствора.
Производительность повышают, применяя методы многоэлектродного воздействия на площадь детали.
Резка
Увеличение плотности тока приводит к более интенсивному процессу съема металла с поверхности. Выравнивая скорость растворения с подачей катода, получают непрерывный процесс прорезывания канавок в материале. Удаление продуктов реакции обеспечивают непрерывным потоком прокачиваемой жидкости. В качестве электрода выступает проволока, перематываемая с одного барабана на другой.
Прошивание
Метод сходен резке, но электрохимический процесс происходит в основном на торце катода, который подается с равной скоростью. В этой операции электрод должен иметь достаточную жесткость, чтобы не воспринимать вибрацию, которая может передаваться через станок, не деформироваться при движении. Рабочая его часть способствует поддержанию устойчивого потока электролита в зазоре. Не рабочие края надежно изолируют.
Точность обработки плоскости металла составляет ±0,13 мм, отверстий 0,1 – 0,15 мм.
Станок может быть оборудован следящей за параметрами системой.
Копирование
Форма электродов в этом случае совпадает. Зазор выдерживают в расчетном значении. В результате электрохимической реакции, материал разрыхляется, вымывается в не совпадающих местах. В точках, где зазор меньше процесс идет интенсивнее, металл растворяется сильнее. В результате промежуток становится одинаковым, происходит электрохимическое копирование формы металлов обрабатываемых деталей (с допустимыми припусками из-за трудности контроля в малом зазоре). Точность достигаемого копирования от 0,5 мкм до 3 мкм, повторяемость параметров 0,5 — 10 мкм от электрода – эталона в партии.
Распространены универсальные варианты станка для электрохимической обработки металлов – копировально-прошивочные с широкой номенклатурой изделий. Область применения – твердосплавная обработка: инструмент, штампы, пуансоны.
Размерная
Эта технология предназначена для получения у детали требуемой формы, размера. Процедура выполняется при условии скоростного, непрерывного обновления электролитической среды в зоне действия полюсов. Принудительную прокачку ведут под давлением, создаваемым насосом. Постоянный поток жидкости позволяет уменьшать величину зазора между обрабатываемыми металлами. Сопротивление среды снижается, плотность тока растет, электрохимическая реакция ускоряется.


Заточка
Использованы особенности электрохимических явлений при растворении кромки металлов. Получение острия происходит в неравномерном электрическом поле при постоянном перемещении. Регулируя угол наклона, получают заточку заданной формы (наконечники, иглы, электроды). Используют, в основном, соли натрия при плотности тока 4-7 А/см², напряжение 8 — 15В.

Технология электрохимической обработки
Эффективность
Методы электрохимической обработки металлов в производстве получают все большее распространение из-за сравнительно небольшого энергопотребления, низкого уровня шума, вибраций, высокой точности и повторяемости результата при соблюдении технологической карты обработки металлов. Допустима обработка любых токопроводящих материалов, устойчивых к химическим составляющим раствора.
Электрохимическая полировка стали
Электрохимическая полировка – процедура обработки поверхности заготовки при помощи ее погружения в раствор кислоты под действием электрического тока. Она сглаживает поверхность детали и позволяет производить полирование металлов без использования лакокрасочных покрытий. В результате взаимодействия химических компонентов и электрических зарядов запускаются реакции, придающие изделию зеркальный блеск.

Описание метода
В основе процедуры электрохимического полирования лежит анодное растворение поверхности обрабатываемой заготовки. Во время этого процесса происходит быстрое растворение выступов на поверхности с шероховатым рельефом. Во впадинах детали происходит растворение в замедленном режиме. Шероховатая сторона становится гладкой из-за несбалансированной скорости растворения, что приводит к появлению дополнительного блеска.
Процесс электрохимической полировки детали происходит в несколько этапов:
- Изготовление электролитических ванн, предназначенных для полирования поверхности изделия. В их состав входят универсальные электролиты: ортофосфорная кислота, серная кислота, хромовый ангидрид и вода. При полировке изделий, произведенных из нержавеющей стали, дополнительно используется глицерин. Создание ванн происходит при температуре до 90° C, анодной плотности тока до 80 а/дм 2 и напряжении до 8 В. Электролитические ванны, нагретые до высоких температур, представляют опасность для здоровья человека. При попадании растворов на кожные покровы высок риск образования химических ожогов.
- Подготовка заготовки к обработке. Изделия не должны иметь на своей поверхности глубокие рисунки и крупные царапины, не подлежащие электрохимической полировке. Важно, чтобы деталь была произведена из мягких металлов. Данный параметр оказывает влияние на степень эффективно полирования. Чем тверже металл, тем труднее достичь однородной поверхности при сглаживании шероховатых сторон заготовки.
- Взаимодействие детали с растворами электролитов. В этом случае металлическая заготовка выступает в качестве анода – электрода с положительным зарядом, а электролитическая ванна – в роли катода. Время выдержки изделия в растворе зависит от типа материала. Заготовки из алюминия выдерживаются в течение 2 – 3 мин, литые детали из нержавеющей стали – до 30 мин. В результате реакции осуществляется постепенное сглаживание шероховатостей из-за появления гидроксидной или оксидной пленки. Полирование происходит за счет обмена частиц между анодом и электролитом. После завершения электрохимической полировки поверхность заготовки становится однородной и приобретает зеркальный блеск.
Теоретически механизм электрохимической полировки объясняется гипотезой вязкой пленки. В соответствии с гипотезой, полирование детали осуществляется после образования поверхности анода в результате растворения частиц вязкой пленки, в состав которой входят продукты анодного растворения. Пленочная поверхность обладает высокими показателями сопротивления, толщина которой различается на впадинах и выступах заготовки. Из-за разницы величины сопротивления вязкой пленки и способности тока собираться на остриях, на разных участках изделия изменяется скорость растворения шероховатостей. В результате шероховатая сторона полностью сглаживается и приобретает однородную поверхность.

Электрохимическую полировку деталей возможно проводить в домашних условиях. Для этого необходимо приобрести оборудование с валом электромотора и кругами для шлифования или создать электролитическую ванну и изготовить химический раствор из соответствующих веществ.
Если деталь имеет множество больших дефектов, то перед началом электрохимической полировки она подвергается механической обработке при помощи шлифовальной машины с вращающимися кругами.
После завершения этого процесса заготовка помещается в щелочной раствор и подсоединяется к заряженному электроду. Процедура электрохимической полировки включает в себя макрополирование: растворение выступающих вершин большого размера, и микрополирование: сглаживание маленьких поверхностей изделия.
Процесс полировки может быть ускорен при следующих условиях:
- толщина обрабатываемой пленки одинакова на всей поверхности детали;
- перемешивание и повышение температуры электролитов;
- наличие комплексных солей или солей слабодиссоциирующих кислот в составе электролитов;
- увеличение значений напряжения и силы тока.
Эти факторы уменьшают величину поверхностного слоя заготовки, что позволяет производить процедуру полировки за меньший промежуток времени.
Оборудование и материалы
Для электрополировки металла необходимы источники постоянного тока с низкими показателями напряжения и инструменты, для настройки электрического режима. Электролитические ванны должны быть оборудованы нагревателями, поддерживающими температуру химического раствора. Они помещаются в прочную оболочку, располагающуюся на внутренней поверхности ванны, облицованной химическими и теплостойкими материалами.
Для соблюдения техники безопасности в лабораториях для облицовки внутренних конструкций электролитической ванны применяют стеклянные, фарфоровые и керамические материалы. В лабораторных условиях источником тока являются выпрямители, изготовленные из селена или германия. В зависимости от требуемого напряжения возможна установка нескольких выпрямителей.
Для полирования стальных заготовок требуется регулировочное оборудование. Для настройки величины тока в промышленных условиях применяют первичную обмотку трансформатора, соединенного с выпрямителями. С его помощью осуществляется бесступенчатое регулирование тока посредством изменения значений напряжения.


Электрохимическая полировка металлов проводится с применением электролитов, составленных на основе серной, фосфорной и хромовой кислот. Дополнительно добавляется глицерин, увеличивающий суммарную вязкость раствора. Смешивать все электролиты необходимо в правильной пропорции. В следующей таблице представлены соотношения кислот для полирования деталей, изготовленных из разных типов металлов:
Большинство металлов полируется в фосфорносернохромовом электролите, удовлетворяющем следующим условиям:
- высокие показатели растворимости, что способствует лучшему сглаживанию поверхности полируемой детали;
- длительный срок эксплуатации раствора;
- универсальность электролита;
- безопасен для жизни и здоровья человека.
Важным показателем электролита является его температура. Чем выше этот показатель, тем интенсивнее происходит процесс полирования. Для всех электролитов предусмотрены пределы температур. Если резко понизить данный параметр во время проведения электрохимической полировки, то вязкая пленка уплотнится, что приведет замедлению растворения анодов. В результате полируемая поверхность изделия становится матовой и не приобретает зеркальный блеск.
На равномерность электрохимической полировки оказывает влияние дистанция между электродами в электролите. Оптимальное растворение происходит при расстоянии до 40 мм. При дальнейшем увеличении данного показателя удаляемый слой становится неравномерным. В итоге поверхность детали покрывается темным налетом и становится более хрупкой.
После завершения процесса электрохимической полировки требуются приспособления для очистки электролитической ванны и остального полировочного оборудования. Для этого используются растворители и щелочные средства. В их состав входят активные действующими веществами, очищающими поверхность инструментов полировки от различных видов грязи.
Область применения
Технологию электрохимического полирования активно применяют в промышленности: для обработки деталей арматуры, элементов карбюратора (клапанов для подачи топлива, выполненных из нержавейки), тонких лент, проволок и трубных механизмов. В результате полирования поверхность этих деталей приобретает устойчивость к коррозии и становится более гладкой.
Электрохимическое полирование алюминия и нержавеющей стали применяется в отраслях по производству строительных приспособлений, сверл и крепежных механизмов.
В нынешнее время эта технология активно используется для снятия дефектного слоя с режущих инструментов, использующихся для проделывания отверстий. Электрохимическое полирование вольфрама стало активно внедряться в производстве электронных ламп и электровакуумной техники.


Использование технологии электрохимической полировки практикуется при металлографических исследованиях для диагностики сталей. При помощи этой технологии выявляются трещины, флокены и иные несоответствия в структуре металлов. При обнаружении нарушений производится полировка, удаляющая самые тонкие деформации.
Преимущества и недостатки
Электрохимическая полировка обладает следующими достоинствами:
- Она увеличивает прочность стали и препятствует появлению ржавчине на поверхности металла. Этот вид полировки облегчает процедуру вытяжки и штамповки.
- Она способна смягчать поверхность сложных и утонченных деталей, имеющих дополнительные отверстия или полости с комплексных рисунком.
- Электрохимическая полировка позволяет снизить время полирования поверхности заготовки.
- Благодаря высокой производительности данного вида полирования, во время обработки металла не нарушаются основные конструкции изделия.
- Ускоряет процедуру производства шлифов.
Несмотря на большое количество преимуществ, электрохимическая полировка обладает несколькими недостатками:
- Сложность полирования, обусловленная необходимостью приготовления индивидуального раствора для обработки деталей из разных сталей и регулирования величины подаваемого тока.
- В ней применяются элементы электрополирования, что приводит к повышенному расходу электроэнергии.
- Электрохимическая полировка не способна выровнять поверхность заготовки с большими трещинами или впадинами.
- Как при химполировке, человеку необходимо производить работу с ядовитыми веществами, наносящими вред организму.
- Электрохимическая полировка не требует больших финансовых трат, в отличие от механического полирования, что обусловлено покупкой множества химических растворов и перманентной подачей электричества. Электролит обладает низким сроком эксплуатации, поэтому его необходимо периодически обновлять, что приводит к дополнительных денежным расходам.

Чтобы эффективно использовать технологию электрохимической полировки, нужно соблюдать технику безопасности: работать в спецодежде, правильно настраивать техническое оборудование и осуществлять полировку только с исправными приборами.
Методы электрохимической обработки металлов
Методом электрохимической обработки можно проводить практически любые операции по изготовлению деталей, доводке изделий либо заточке инструмента при отсутствии всякого негативного вмешательства в структуру металла.
Под электрохимической обработкой металлов понимают такие различные процессы, которые связаны со специфическим воздействием на металлические детали путем растворения поверхности электролитическим способом. Метод широко применяется в промышленности, в таких отраслях машиностроения, как создание космической техники, авиационных аппаратов, автомобильная индустрия, производство техники для медицинских нужд, установок энергетического назначения, различных микросистем.
Путем электрохимической обработки можно работать с металлами любого типа, марки, проводить операции со сплавами высоколегированными на основе никеля, крепкими титановыми сплавами и материалами, которые прошли закалку. Поскольку метод не предполагает контактного силового взаимодействия между инструментом и заготовкой, деталь не подвергают нагреву, это исключает возникновение таких негативных моментов, как выработка инструмента, растрескивание тела заготовки, покрытие пленочными оксидами, необходимость проведения доводочных работ по устранению заусенцев.

Изделия из металла, подвергнутые обработке электрохимическим способом, не имеют напряжений внутри структуры, изменений в кристаллической решетке, заусенцев на поверхности.
Назначение электрохимической обработки металла
Электрохимическая обработка деталей – иногда единственно возможный метод придания формы изделию из металла. Связано это с тем, что другие виды обработок: термическая или механическая – в некоторых случаях могут привести к изменению структуры поверхностного слоя. Изменятся свойства металла: увеличится хрупкость, потеряются эластичность и упругость, снизится сопротивляемость коррозии. Все это сделает невозможным дальнейшее использование детали в узле механизма, особенно если это ответственная конструкция.
Другой причиной, по которой целесообразно применение электрохимической обработки, это работа с твердыми сплавами. Обыкновенные резцы не всегда способны дать высокую точность обработки. Может понадобиться много операций доводки, а это финансово не всегда оправдано, ведь в итоге электрохимическая обработка дает самые точные прецизионные результаты всего лишь за один цикл операции обработки. Здесь также важен момент отсутствия влияния электрохимического инструмента на кристаллическую решетку металлической заготовки.
Чтобы понять, как можно использовать метод, нужно иметь представление о процессе обработки. Взаимодействие между инструментом и деталью проходит в растворе электролита и, по сути, представляет собой электролиз.
Процесс выглядит следующим образом:
- Заготовку и инструмент помещают в емкость, чтобы они не соприкасались между собой.
- К детали подсоединяют «+» клемму источника постоянного тока, к инструменту – «-» клемму.
- В емкость заливают электролит на основе нейтральной соли и подают напряжение.
- Между заготовкой и инструментом начинает течь электрический ток, и происходят окислительно-восстановительные реакции, где металл заготовки окисляется, а инструмент восстанавливается.
- В результате деталь приобретает определенную форму, а в электролите оседает шлам в виде продуктов окисления.
Разновидности обработки
Электролитический способ настолько универсален, что электрохимическими методами обработок можно добиться выполнения практически любых результатов, как при механической обработке. Можно затачивать инструмент, выполнять полировку, получать отверстия в металлической заготовке, получать деталь любой формы. Все это можно представить, как если бы над деталью трудилось одновременно несколько токарных и фрезерных станков.
Методом электрохимической обработки можно создавать формы произвольной конфигурации из любого без исключения металла.
Режущие операции
За счет того что ток можно уплотнить до очень высоких показателей, с поверхности металла в области протекания электролиза съем частиц будет более интенсивным. На этом принципе основана электрохимическая резка. Чтобы электрохимический процесс был стабильным, добиваются постоянной скорости окисления с одновременной подачей в рабочую область электрода катода. В итоге прорезь канавок в заготовке будет проходить непрерывно.
Дополнительно для эффективного удаления окислов из рабочей зоны при помощи насоса в емкости постоянно прокачивают раствор электролита. Катодом в таком автоматизированном процессе обычно служит металлическая проволока, которая с заданной скоростью перематывается между двумя барабанами с одного на другой. Электрохимический процесс позволяет получить очень узкий рез, сопоставимый с десятыми долями миллиметра.
Получение отверстий методом прошивания
Способ, когда металл прошивают, очень схож с тем, как игла входит в материю, только в нашем случае иголкой выступает катод, на торец которого подается плотный ток, как в случае резки металла. Между торцом и металлической деталью в области взаимодействия начинает протекать электролиз, и металл постепенно окисляется. Катод в виде стержня также медленно подают в рабочую зону по мере растворения поверхности изделия.

Материал электрода в этом случае подбирают очень тщательно. Недопустимо, чтобы в процессе движения происходила вибрация электрода, что приведет к неточности образования отверстия. Все части электрода, которые не участвуют в операции, надежно изолируют, дабы избежать электролиза в других частях заготовки и не испортить последнюю. Точность диаметра, с какой можно получить отверстие путем электрохимического прошивания, не выходит за пределы 0.15 мм.
Метод копирования
Применяется этот электрохимический метод тогда, когда в заготовке необходимо получить точную копию матрицы, в роли которой выступает анод. В этом случае плотность тока подается по всей поверхности образца, который располагают над заготовкой и постепенно, контролируя зазор, опускают в растворяемый металл до тех пор, пока он полностью не «впечатается» в тело заготовки.
Метод имеет свои сложности из-за необходимости тщательно контролировать толщину зазора, причем по трем осям координат. Точность обработки при этом может доходить до практически идеальных показателей при отклонениях до 3 микрон. Еще одна сложность – достичь высокого сходства параметров у деталей, полученных от одной прецизионной матрицы. Здесь разбег может составлять до 10 микрон.
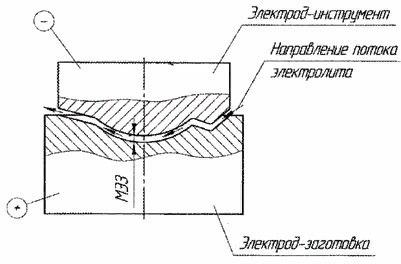
Получение точных размеров путем электролиза
Для получения высокоточных параметров размера детали в электрохимической обработке применяют способ принудительной прокачки электролита под давлением с одновременным его обновлением. Это позволяет создавать стабильно высокую плотность тока в зазоре и уменьшать зазор до максимально возможного значения.
Операции по заточке инструмента
Метод электрохимической заточки основан на принципе создания неравномерной плотности тока, направленной вдоль кромки режущего инструмента. В результате выборка металла идет под углом, и резец заостряется. Можно изменить угол заточки путем изменения угла наклона анодного инструмента.
Объем и скорость снятия металла напрямую зависят от силы тока и времени обработки изделия.
Если вы сталкивались с процессом электрохимической обработки металлов, имеете практический опыт проведения таких операций или базовые знания в этой области, поддержите тему в комментариях. Всегда интересно и полезно знать мнение специалистов!
Электрохимическая обработка металлов — методы, станки

Электрохимическая обработка (ЭХО) — способ обработки электропроводящих материалов, заключающийся в изменении формы, размеров и (или) шероховатости поверхности заготовки вследствие анодного растворения её материала в электролите под действием электрического тока.
Виды электрохимической обработки
Электрохимическое объемное копирование — Электрохимическая обработка, при которой форма электрода-инструмента отображается в заготовке
Электрохимическое прошивание — Электрохимическая обработка, при которой электрод-инструмент, углубляясь в заготовку, образует отверстие постоянного сечения
Струйное электрохимическое прошивание — Электрохимическое прошивание с использованием сформированной струи электролита
Электрохимическое калибрование — Электрохимическая обработка поверхности с целью повышения её точности
Электрохимическое точение — Электрохимическая обработка, при вращении заготовки и поступательном перемещении электрода-инструмента
Электрохимическая резка — Электрохимическая обработка, при которой заготовка разделывается на части
Электрохимическое удаление заусенцев(ЭХУЗ, Electrochemical debuting) — Электрохимическая обработка, при которой удаляются заусенцы заготовки
Электрохимическое маркирование
Многоэлектродная электрохимическая обработка — Электрохимическая обработка осуществляемая электродами, подключенными к общему источнику питания электрическим током и находящимися во время обработки под одним потенциалом
Непрерывная электрохимическая обработка — Электрохимическая обработка при непрерывной подаче напряжения на электроды
Импульсная электрохимическая обработка — Электрохимическая обработка при периодической подаче напряжения на электроды
Циклическая электрохимическая обработка — Электрохимическая обработка, при которой один из электродов перемещается в соответствии с заданной циклограммой,
а также другие смешанные виды электрофизикохимической обработки (ЭФХМО) включающие ЭХО:
- анодно-механическая обработка;
- электрохимическая абразивная обработка;
- электрохимическое шлифование;
- электрохимическая доводка (ЭХД);
- электрохимическое абразивное полирование;
- электроэрозионнохимическая обработка (ЭЭХО);
- электрохимическая ультразвуковая обработка и др.
Электрохимическая обработка деталей – иногда единственно возможный метод придания формы изделию из металла. Связано это с тем, что другие виды обработок: термическая или механическая – в некоторых случаях могут привести к изменению структуры поверхностного слоя. Изменятся свойства металла: увеличится хрупкость, потеряются эластичность и упругость, снизится сопротивляемость коррозии. Все это сделает невозможным дальнейшее использование детали в узле механизма, особенно если это ответственная конструкция.
Чтобы понять, как можно использовать метод, нужно иметь представление о процессе обработки. Взаимодействие между инструментом и деталью проходит в растворе электролита и, по сути, представляет собой электролиз.

Процесс обработки металла
Электрохимические станки и электрохимическая обработка



Электрохимические станки предназначены для прецизионной электрохимической размерной обработки токопроводных термообработанных (и не термообработанных) сталей и сплавов, таких как: жаропрочные, быстрорежущие, нержавеющие, инструментальные, легированные, конструкционные, коррозионно-стойкие, высокоуглеродистые, хромистые стали, а также медь, бронза, латунь, никель, цветные сплавы, драгоценные металлы, магниты и магнитные сплавы, стеллиты, титан.
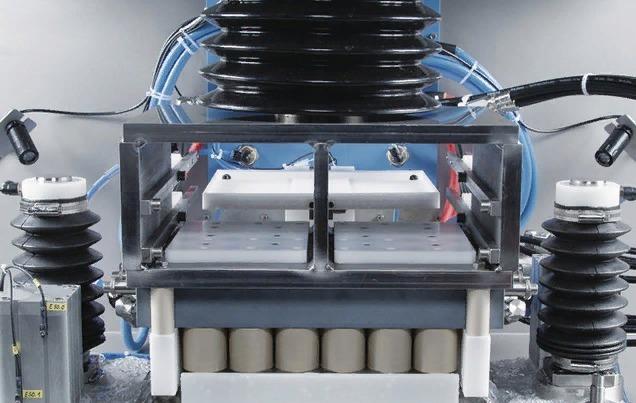
Структура современных электрохимических станков
Физико-химическая сущность метода
Механизм съёма (растворения, удаления металла) при электрохимической обработке основан на процессе электролиза. Съём металла происходит по закону Фарадея, согласно которому количество снятого металла пропорционально силе тока и времени обработки. Один из электродов (заготовка) присоединен к положительному полюсу источника питания и является анодом, а второй (инструмент) — к отрицательному; последний является катодом.
Особенностями электролиза являются пространственное окисление (растворение) анода и восстановление (осаждение) металла на поверхности катода. При ЭХО применяют такие электролиты, катионы которых не осаждаются при электролизе на поверхности катода. Этим обеспечивается основное достоинство ЭХО перед электроэрозионной обработкой — неизменность формы электрода-инструмента. Для стабилизации электродных процессов при ЭХО и удаления из межэлектродного промежутка продуктов растворения (шлама) применяют принудительную подачу в рабочую зону электролита, то есть прокачивают его с определенным давлением.
ООО «ПП» СТАНКОФИНЭКСПО»
Cкачать буклет (3,9 Мб)
Обработка вращающимся дисковым инструментом
Обработка вращающимся дисковым инструментом (рис. 6), которая позволяет осуществлять профильное, плоское и круглое наружное шлифование безабразивным инструментом с получением чистоты поверхности 7-9 при производительности по нержавеющим сталям до 150-200 мм3/мин с рабочей площади 1 см2 и 60-80 мм3/мин по твердым сплавам, применяется для получения профиля твердосплавных резьбовых , , накатных роликов, изготовления наружных шлицевых пазов, прорезания узких щелей, разрезания заготовок (ширина реза 1,5-2,5 мм; чистота поверхности 6-7), а также для обработки постоянных магнитов. Обработка ведется при зазорах в 0,01-0,1 мм; точность обработки 0,01-0,05 мм, чистота поверхности 6-9. Скорость подачи в зависимости от глубины обработки колеблется от 1 до 40 мм/мин, напряжение 6-10 в. При обработке применяется переменный или импульсный ток.

Рис. 7. Схема электрохимического удаления заусенцев: 1 — инструмент; 2 — изолирующая втулка; 3-заготовка (анод); 4 — удаляемый заусенец
Проволочное сложноконтурное вырезание по копиру изделий из закаленных, нержавеющих сталей и других труднообрабатываемых материалов позволяет изготовлять матрицы штампа, шаблоны, сквозные и глухие пазы. Производительность обработки до 40 мм2/мин при чистоте поверхности 8 — 9. Точность обработки при прямолинейном резании 0,02 мм, при резании по контуру 0,06 мм. Максимальная толщина разрезаемой заготовки 20 мм (приведенные данные получены на станке МА-4429).
Удаление заусенцев с шестерен (рис. 7), деталей , мелких радиотехнических изделий и т. п.
Изготовление канавок в специзделиях.
Фигурная обработка тел вращения как по торцу изделия, так и снаружи и внутри. Точность обработки при применении фасонного катода 0,05-0,1 мм.
Структура современных электрохимических станков:
Электрохимические станки состоят из следующих основных компонентов:
1. Механическая система.
2. Генератор импульсов и автоматизированная система управления технологическим процессом.
3. Гидравлическая система (для очистки, регенерации и подачи электролита на станок).
4. Система экологической чистоты процесса для обработки хромсодержащих сталей и сплавов (опционально).
Электрохимикомеханическая обработка
Электрохимикомеханическая обработка основана на анодном растворении металла и удалении продуктов реакции с обрабатываемой поверхности и из рабочей зоны при помощи абразива и потока электролита. К этому виду обработки относятся электрохимическое шлифование (электроабразивная или электроалмазная обработка), электрохимическая обработка с нейтральным абразивом (шлифование, хонингование и ) и анодно-. При электроабразивной и электроалмазной обработке съем металла осуществляется не только за счет реакции анодного растворения, но также и зернами абразива или алмаза.
Производительность при электроалмазном шлифовании в 1,5-2 раза выше, чем при алмазном шлифовании, а износ меньше в 1,5-2 раза (при работе кругами на бронзовой связке Ml, на связках М5, МВ1 и МО13Э износ круга приблизительно такой же, как при алмазном шлифовании); чистота поверхности такая же, как при алмазном шлифовании. При электрохимическом шлифовании мощность, расходуемая на привод , уменьшается в несколько раз. При этом резко понижается температура поверхностного слоя, благодаря чему полностью исключается появление трещин и прижогов. Этот метод широко применяется для затачивания твердосплавного инструмента.
Электрохимическая обработка с нейтральным абразивом находит применение для плоского, круглого и , хонингования внутренних цилиндрических поверхностей, супер- финишной обработки. Во всех случаях производительность этих операций в четыре — восемь раз больше, чем при .
Применение:
– авиадвигателестроение. К типовым деталям современных газотурбинных двигателей, обрабатываемых или имеющих перспективы обработки методом электрохимической обработки, относятся:
- – компрессорные лопатки и лопатки турбины низкого давления из титановых, алюминиевых, интерметаллидных (Ti-Al, Ni-Ti-Al) и наноструктурных материалов, спроектированные на основе трёхмерного компьютерного моделирования нестационарных турбулентных течений, к которым предъявляются высокие требования к качеству поверхностного слоя;
- – кольцевые детали пальчиковых уплотнений, имеющие круговой массив узких (0,3…0,6 мм) криволинейных пазов и особые микрорельефы на подъёмных площадках пальчиков;
- – компрессорные и турбинные лопатки, имеющие регулярный микрорельеф как на поверхности пера, так и замковой части;
- – турбинные лопатки, имеющие сложнофасонные отверстия для высокоэффективного охлаждения;
- – детали жаровой трубы и турбины, имеющие массивы охлаждающих наклонных отверстий;
- – кольцевые детали, имеющие сложнофасонные радиальнорасположенные пазы, к которым предъявляются высокие требования по качеству поверхностного слоя (отсутствие термического влияния и заусенцев);
- – зубчатые колёса и шестерни выносной коробки агрегатов, имеющие сложный поперечный профиль и продольную линию зубьев;
– автомобилестроение. Для автомобилестроения актуальным является обработка следующих деталей:
- – высокоточных зубчатых колёс, имеющих сложный профиль (например, с гипоциклоидным зацеплением), торцевых муфт и деталей шлицевых соединений;
- – различных деталей, имеющих высокоточные отверстий малого диаметра (например, распылители форсунок, кольцевые детали подшипников);
– медицина. Применительно к медицине и медицинской технике электрохимические станки используются для изготовления следующих деталей:
- – медицинский инструмент для микрохирургических операций (скальпели, чоперы, пречоперы, рассекатели), имеющих очень острую кромку (менее 1 мкм);
- – медицинские инструменты и приборы (например, зонды, канюли для ирригации, микрозахваты), имеющие узкие пазы и отверстия малого диаметра;
- – стальные и титановые имплантаты, имеющие фасонные поверхности со специальным регулярным микрорельефом (на внутрикостных и дентальных имплантатах) или наоборот оптически гладкие поверхности;
- – имплантаты, имеющие различные по форме пазы и отверстия (например, пластины для черепно-челюстно-лицевой хирургии, хирургии позвоночника, медицинские штифты и пр.);
- – изготовление формообразующего инструмента (штампов, пресс-форм) для изготовления медицинского инструмента (ножниц, зажимов, иглодержателей, пинцетов и т.п.), имплантатов и других деталей;
– микроприборостроение. Электрохимические станки используются для изготовления следующих деталей:
- – микромодульные зубчатые колёса и шестерни;
- – магниты специальной формы и малых размеров;
- – тонкие мембраны сенсоров;
– производство инструмента, изготовление матриц, изготовление пуансонов;
– ювелирная промышленность и геральдика.
карта сайта
реферат на тему импульсная анодная электрофизическая электрохимическая размерная обработка металлов материалов деталей станки воды схемы реферат руды лопаток презентация своими руками
материаловедение размерные электрофизические и электрохимические методы обработки материалов станки деталей
процесс виды режимы способы технология сущность метода оборудование электролит для графики принцип работы электрохимической обработки металлов
станок электрохимического шлифования
продам тех документация на специальный электрохимический станок для электрохимического образования нарезов set 1005 2d sfe 4000m цена gfe 5000m форум своими руками
станки для электрохимической и электрофизической обработки глубоких отверстий
станки с электрофизическими и электрохимическими методами обработки
электрохимические эрозионные станки для импульсной обработки уфа россия
электрод инструмент в услуги по электрохимической обработке
генераторы технологического тока электрохимического станка
механо электрохимическая обработка мэх принцип действия перед выщелачиванием
сульфат натрия электролит для электрохимической размерной обработке
станок электрохимический внутрипрофилешлифовальный с чпу
электрохимическим и электрофизическим способам обработки материалов относят
comments powered by HyperComments
Комбинированные методы обработки
К комбинированным методам обработки относятся электроэрозионнохимический и электрохимический — ультразвуковой.
Электроэрозионнохимический метод обработки основан на одновременном протекании процессов анодного растворения и эрозионного и удалении продуктов реакции из рабочей зоны потоком электролита. При прошивочных операциях скорость подачи катода достигает 50-60 мм/мин для стали, 20- 30 мм/мин для жаропрочных сплавов и 10 мм/мин для . При этом износ катода-инструмента не превышает 2,5%; точность обработки 0,1-0,4 мм (по экспериментальным данным).
Этот метод может быть использован также для круглого, плоского и , разрезания заготовок из труднообрабатываемых материалов. При разрезании заготовок из нержавеющей стали производительность составляет 550-800 мм2/мин; износ инструмента при этом достигает 4-5%; точность обработки 0,1-0,3 мм. Станки для этого метода обработки в настоящее время не выпускаются.
Электрохимический способ обработки основан на разрушении металла путем одновременного анодного растворения его и воздействия ультразвуковых колебаний. Этот способ применяется для обработки твердосплавных вытяжных штампов.
Кол-во блоков: 21 | Общее кол-во символов: 23215
Количество использованных доноров: 7
Информация по каждому донору:
Читайте также: