Станок для выравнивания металла
Обновлено: 02.07.2024

Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
В технологическом процессе изготовления некоторых изделий правка является обязательной операцией с целью их качественного изготовления. Если таких изделий требуется целая серия, то необходимо обеспечить производительность правильной операции. Здесь на помощь приходит специальное оборудование, конструкция которого преобразовывает механическую энергию в действия направленные на исправление дефектных заготовок. На этой странице идет речь о механическом оборудовании, о ручном инструменте для правки смотрите отдельную статью.
Оборудование, используемое в промышленных условиях, разделяется на виды в зависимости от формы и размеров заготовок. Такой способ правки, как машинная, применяется в основном для исправления крупного проката, к которому предъявляются жесткие требования к отклонениям формы и поверхностным дефектам.
Типы заготовок
Для любого из производимых промышленностью профилей: лист, полоса, круглая или профильная труба, уголок, швеллер и другие, можно подобрать для правки приемлемый вариант оборудования.
Современные станки, машины для правки холодным и горячим методом

Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
Современные виды правильного оборудования значительно увеличивают производительность проведения технологической операции правка. Заготовки могут иметь несколько типов отклонений от нормативных показателей в разных плоскостях. Новейшие модели правильного оборудования исправляют дефекты одновременно, за одно действие.
Многие виды станков дополнительно производят резку и гибку заготовок. Так, например, станок для правки арматуры, широко применяемый в строительстве, выполняет резку ее на мерные прутки, что обеспечивает производительность последующих работ.
Универсализм современного оборудования повышается возможностью обработки заготовок, как в холодном, так и в горячем состоянии. Тем самым гарантируется качество производства работ в плане отсутствия остаточных напряжений в заготовках.
Листоправильные вальцы
Большая кривизна листа не позволяет выполнить условия для качественной его обработки на последующих технологических операциях. Убрать этот дефект позволяет обработка на листоправильных вальцах.
Деформированный лист пропускается между верхним и нижним рядами валков, которые установлены в шахматном порядке. Зазор подбирается немного меньшим, чем толщина листа. В зависимости от количества пар валков в машине, лист столько раз подвергается упруго-пластическому изгибу. В конечном итоге напряжения равномерно распределяются по всему телу листа и он выпрямляется.
Подача листа в рабочую зону осуществляется за счет принудительного вращения нижнего ряда роликов. Верхние ролики имеют привод к перемещению в вертикальной плоскости, тем самым создают нужные усилия при изгибе.

Правка полосового металла на листоправильных вальцах. Фото Подольский завод оборудования
Существует много различных моделей листоправильных вальцов. Они отличаются по габаритам, характеристикам, обеспечивающим производительность, количеству дополнительного оборудования, способами регулировки зазора и другим показателям. На отечественном рынке представлены как отечественное оборудование (станки моделей ЛП 12.20; ЛП 16.30 Славгородского завода кузнечно-прессового оборудования), так и листоправильные станки зарубежных фирм ARKU (Германия), Roundo (Швеция), MG SP (Италия), Kohler (Германия) и других.
Популярные модели
ARKU Flat Master
Модель «ARKU Flat Master». Станки этой модели правят листы толщиной от 0,5 мм до 50 мм. Толстостенные заготовки из листов сложной формы после газовой резки обрабатываются буквально за несколько минут. При этом достигаются высокие показатели плоскостности и практически полное отсутствие остаточных напряжений.
Станки имеют удобное управление и функцию запоминания технологических параметров. Узел правки оснащен гидравлическим приводом, который надежно защищает станок от перегрузки. При достижении максимально возможного усилия оборудование отключается подниманием верхнего блока.
Конструкция станка позволяет оперативно заменить грязные, с остатками материала, правильные вальцы. Здесь применяется специально разработанная вспомогательная оснастка. Это повышает ресурсные показатели оборудования.
Вальцы гидравлические STALEX
HER-2070×4.5. Фото Сталекс
Kohler Peak Performer GC
Модель «Kohler Peak Performer GC». Обладает такими же преимуществами, что и вышеперечисленная модель, разница в методе регулирования рабочего зазора. В данной модели он контролируется электромеханическим способом.
Во время обработки заготовок со сложной формой на блок правки действуют различные усилия. Эти усилия влияют на величину первоначально выбранного рабочего зазора для правки. Электромеханический контроль реагирует на изменения усилия и поддерживает зазор в необходимой величине, чем обеспечивает качество правки. Регулирование зазора происходит за счет клиновидного привода, разработанного фирмой Kohler. Замена сложной гидравлической системы — основное достоинство электромеханического контроля.
ЛП 12.20 и 16.30
Модели ЛП 12.20; ЛП 16.30. Отечественные модели не обладают большим набором опций, как зарубежные. Однако цена и достаточная степень надежности в работе остаются их преимуществом.
Прессы

Пресс гидравлический одностоечный с приводом усилием 25тс (250кН) модели П6324Б (пресс П6324). Фото Кувандыкский завод кузнечно-прессового оборудования «Долина»
Правка относительно крупных заготовок типа валов выполняется на прессах. Они могут иметь механический привод, а для применения больших усилий для правки используют гидравлические пресса, которые дополнены специальной оснасткой, правят дефекты на толстостенных листах.
Классическая схема для правки валов состоит из трех опор. Две из которых представляют регулируемые по высоте призмы. Они устанавливаются на удлиненной станине пресса и являются опорами для заготовки. Третья опора выполняется заодно с пуансоном и передает усилие на дефектную часть вала. Обладает самоустанавливающимися свойствами в зависимости от геометрии поверхности исправляемой заготовки. Биение вала после правки проверяется индикаторным прибором.
Валы правятся как в холодном, так и в горячем состоянии. В последнем случае пресс и нагревательное устройство (печь, установка ТВЧ) должны находится рядом друг с другом.
Наиболее технологичными, при выполнении правки заготовок, являются гидравлические пресса. Малая скорость прессования и большое время выдержки создают условия для качественного выполнения операции. Практически все модели гидравлических прессов по требованию заказчиков могут оснащаться правильным столом и механизмом точной правки.
Моделей гидравлических прессов, способных участвовать в технологии правки, огромное множество как отечественных (ПБ6330-02, ПБ6334-02, П6324, ДЕ2428 и другие), так и зарубежных фирм.
Гидравлический пресс PHCcR100. Предназначен для правки (рихтовки) длинномерных заготовок типа «вал». Станина выполнена в виде сварной стальной рамы, которая позволяет устанавливать длинные заготовки. На столе устанавливаются две призмы, которые могут менять свое положение и крепиться ручным зажимом. Нижняя часть штока гидравлического поршня имеет фасонную поверхность, которой выполняется давление на рихтуемую поверхность. Гарантированно защищена от проворачивания. Для определения отклонения пресс оснащен механическим микрометром, опционально лазерным.
Гидравлический пресс фирмы Schuler производства Германия усилием 400 т. Предназначен для правки заготовок типа круга или труб длиной до 6 метров. Стол оснащен подвижными тележками для изменения места гиба. Увеличение длины стола производится за счет установки дополнительных базирующих элементов.

Пресс гидравлический одностоечный ПБ6334. Фото ПромСтройМаш
На тележках установлены подпружиненные призмы, на которых заготовка может вращаться в свободном состоянии на подшипниках. Правка металла производится в трех призмах, третья закрепляется на гидроцилиндре с помощью шарнирной опоры.
Оперативное измерение производится лазерной линейкой и отображается на дисплее с помощью контроллера Siemens. Диаметр обрабатываемых деталей до 400 мм.
Помимо механического управления перемещениями тележек и вращением заготовок, существует автоматизированная система управления прессом. Установленные датчики позволяют определять место максимального прогиба и перемещать его к правильной призме.
Где купить
Высокопроизводительное оборудование для правки металла пользуется достаточно высоким спросом, что обеспечивает широкий выбор оснащения, предлагаемого изготовителями и поставщиками. Предприятия, предлагающие станки для правки металлических заготовок разного типа, представлены в отдельном разделе нашего сайта.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых оказывают услугу правки металла.
Правка металла: листового, полосового, проволоки, круглого и уголка
Правка — технологическая операция, при помощи которой у заготовок устраняют отклонения от формы. Заготовки могут иметь как простую, так и сложную форму. В зависимости от этого применяется соответствующий инструмент и оснастка.
Когда и зачем проводится операция: наличие выпуклостей на заготовках и прочие причины
Заготовки должны иметь определенные параметры, чтобы с ними было возможно выполнить следующие технологические операции. Невозможно выполнить качественную слесарную разметку на волнистой поверхности, искривленная заготовка при выполнении штамповочной операции может привести к поломке пуансона и матрицы. Существует много подобных примеров, когда правка обеспечивает качественное изготовление изделий.
Листовой металл: технология, в чем особенность и другие важные моменты
Наиболее распространенные поверхностные дефекты на листе, которые устраняются правильными операциями: волнистость, выпуклость или вогнутость. Причем на одном листе они могут находиться одновременно в разных местах — на краю и в середине.
Толстые и тонколистовые заготовки
При правке более толстых листов существуют определенный технологический порядок проведения работ. Наносить удары непосредственно по выпуклой части листа недопустимо. Возникающая большая концентрация напряжений может привести к образованию трещины и испортить заготовку. Если выпуклость находится в центре заготовки, следует начинать ее обстукивать с краев, уменьшая силу удара и увеличивая частоту по мере приближения к краям выпуклости.
При имеющейся волнистости на краях следует наносить удары, наоборот, от центра к периферии. Возникающие при ударном воздействии растягивающие напряжения способны убрать ее, достигнув краев возникновения дефекта.
Полезное видео
Посмотрите, как операция выполняется вручную.
И как это делается с помощью промышленного оборудования.
Цветной и черный металл
Из всего многообразия черных и цветных металлов технологической операции правка могут подвергаться только металлы с хорошими пластическими свойствами. Среди черных металлов это прежде всего малоуглеродистые стали. Алюминий, медь, титан и некоторые их сплавы (латунь, дуралюмин и другие) также хорошо поддаются рихтовке.
Следует знать! При выполнении правки цветных металлов важно, чтобы боек молотка был выполнен из более мягкого материала, чем рихтуемый (дерево, свинец и другие).
Полосовая сталь
Дефекты, которые исправляются правкой, на полосовой стали:
- полоса, имеющая изгиб в плоскости;
- полоса, имеющая изгиб по ребру;
- скрученная полоса;
- в полосе имеются все виды дефектов.
Правка полосового металла на специальном оборудовании. Фото Подольский завод оборудования
Изгиб по ребру таким методом убрать не удастся. Удары по ребру будут создавать напряжения, изгибающие полосу в стороны и сминать кромку, прилегающую к плоскости. Здесь следует положить полосу на плоскость и распределять удары по всей длине, проходя по ней рядами от нижней кромки к верхней. Сила ударов с приближением к верхней кромке должна уменьшаться, а частота увеличиваться. Технология позволяет нижней части растягиваться больше, чем верхней и полоса выравнивается.
Скрученную заготовку зажимают в тисках и с помощью рычага раскручивают. Далее правка заканчивается выравниванием полосы по плоскости или по ребру.
Видео
А от так это делают на станке.
Профильный металл
Понятие «профильный металл» включает в себя различные виды проката. Это могут быть швеллера, двутавровые балки, профильные трубы и другие виды. При использовании профильные заготовки не должны быть изогнутыми и закрученными вдоль продольной оси. Такие дефекты устраняются технологической операцией правка.
Для большинства видов профильного проката для устранения дефектов требуются значительные усилия. В наличии имеется специальное оборудование на которых выполняется правка: роликовые правильные станки, горизонтальные гибочные прессы, растяжные станки.
Проволока из бухты
Удобная для проволоки упаковка в бухты, создает некоторые проблемы для ее применения в прямолинейном виде. Для этих целей используется оборудование, разматывающее проволоку с помощью роликов, или последовательным пропусканием через фильеры.

Правка прутка на роликовом станке. Фото Подольский завод оборудования
Для выполнения разовых работ и небольшой длины размотки можно применить следующее одно из многих приспособлений: пропускаете проволоку через согнутую U-образную трубку вращая ее, например, дрелью.
Детали круглого сечения
Уголок
Способы: вручную и механические, с нагревом и без
В зависимости от размеров могут использоваться для маленьких заготовок — ручные методы правки, для габаритных и тяжелых — применяется специальное механическое оборудование.

Правка крупногабаритной заготовки на специальном механическом оборудовании. Фото Подольский завод оборудования
Свойства некоторых материалов не позволяют убрать дефект заготовки методом холодной деформации, так как возможна потеря ее целостности. В таком случае помогает нагрев заготовки, увеличивающий способность заготовки к растяжению.
Оборудование и инструменты: на вальцах, прессах и не только
Для ручной правки основными инструментами являются правильные плиты, наковальни, рихтовальные бабки, которые выступают в качестве базовой поверхности для заготовок.
Для приложения усилия к месту правки применяют различные виды молотков. Для листовой и полосовой стали с черновой обработкой поверхности применяют молотки из углеродистой стали с круглым бойком, который в отличие от квадратного, не оставляет вмятины на поверхности. Обработанные поверхности правятся деревянными киянками или молотками с мягкими вставками (из медных или алюминиевых сплавов). При праве тонколистового металла используются гладилки, изготовленные из твердых пород дерева.
В производственных условиях, где широко применяется прокат в виде листов, полосы, прутков и других разнообразных профилей, применяется оборудование для правки заготовок. В зависимости от размеров и формы заготовок можно выделить несколько видов.
- Правильные прессы с механическим или более мощным гидроприводом. На этом оборудовании правят крупный прокат: круглый, квадратный, швеллера и другой профиль, включая трубы диаметром до 300 мм. Правку толстых листов и полос выполняют на специализированных гидравлических прессах.
- Роликовые правильные машины, использующиеся для работы с мелким и средним профильным прокатом. Роликовые листоправильные машины исправляют дефекты листов и полос небольшой толщины.
- Растяжные правильные машины. Применяются для правки листов из специальных сплавов и цветных металлов.
- Ротационные косовалковые машины. Применяются для правки труб и прутков от простой формы профиля до сложной.
Где заказать
Необходимые оборудование, инструмент и оснастку для проведения правильных работ, можно заказать в отдельном разделе нашего сайта, где представлен широкий выбор компаний предлагающих такой вид продукции.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых предлагают выполнение качественной правки метала.
Инструменты для правки металла

Наковальни 3 и 10 кг.
Технологической операцией правка устраняются разнообразные виды дефектов заготовки. Каждому из них подходит определенный вид инструмента, приспособлений и технологических приемов.
Когда необходима правка
Технологические приемы устранения дефектов заготовок могут включать в себя как ручные способы правки, так и машинные. Ремонтные работы, в частности кузовные автомобилей, выполняются вручную квалифицированными специалистами, обладающими индивидуальным набором инструментов и колоссальным опытом.
При массовом производстве металлоконструкций заготовки доводятся до нормативных требований с помощью специального правильного оборудования. Более подробно машинный процесс правки рассмотрен в статье «Оборудование для правки металла».
Правка листового металла на специальном механическом оборудовании.
При применении в технологическом процессе сварки, заготовки деформируются из-за температурных напряжений. Для правки таких заготовок могут изготавливаться специальные приспособления. Заневоленная в такой оснастке заготовка подвергается термическому отжигу, который возвращает ее в исходное состояние.

Бухта вязальной проволоки.
Все виды выпускаемого проката можно избавить от дефектов методами деформирования. Достаточно часто встречается волнистость, коробление, складки на листах, приходится для использования в технологическом процессе выпрямлять проволоку из бухт. Профильным трубам и другим заготовкам данной конфигурации требуется возвращать прямолинейность и устранять скручивание вокруг продольной оси.
В процессе производства готовой детали, приходится применять технологическую операцию правка для устранения остаточных деформаций возникших на промежуточных этапах технологии, например, после сварки, резки, вырубки.
Перечень приспособлений, применяемых для правки, рихтовки и гибки
Ручная правка производится как типовыми инструментами и приспособлениями, так и выполненными исключительно для данной конкретной заготовки. Поэтому перечень такой оснастки разнообразен, ниже приводятся лишь некоторые виды.
Набор крючков
Если на кузове автомобиля обнаружилась вмятина, но лакокрасочное покрытие не повреждено, воспользуйтесь инструментом для правки, который получил название «крючки».
Он представляет из себя набор стержней с ручкой и загибом на конце. Загибы имеют разные радиусы, углы, форму. Каждый из множества видов крючков (конусные, ножевые, сложного доступа, арки, рессорные и другие) предназначен для устранения дефектов определенной формы конструкции кузова.

Набор крючков для правки.
Конструкция «крючков» позволяет сделать доступным обработку вмятины изнутри корпуса кузова, что является единственным способом устранить вмятину без нарушения покрытия. Работать с таким инструментом под силу лишь квалифицированным специалистам.
Полезное видео
Правильные чугунные и стальные плиты
Одним из самых важных приспособлений для ручной правки является правильная плита. На ней выполняется устранение дефектов листовых и полосовых заготовок, прогибов на прутках, трубах и других профилях.
Правильная плита из стали.
Рабочее место для правки металла, оснащенное правильной плитой должно обладать устойчивостью к ударным нагрузкам. Поэтому плиты достаточно массивны и часто выполняются из тяжелых болванок серого чугуна с наибольшим линейным размером до 4,0 метра и даже более. К базовой поверхности плит предъявляются высокие требования к плоскостности, они окончательными операциями строгаются и шлифуются и устанавливаются по горизонтальному уровню.
Молотки, киянки
Через молотки и киянки передается силовое воздействие непосредственно на дефектные заготовки. Они имеют различные весовые и габаритные характеристики и обладают различными пластическими свойствами. Поэтому применяемые молотки конструктивно отличаются друг от друга.

Рихтовочная киянка Santool.
Для удаления вогнутости у прутков или полосы с неокончательной обработанной поверхностью, боек молотка выполняется из углеродистой стали. Если поверхность уже имеет товарный вид, то правку выполняют с помощью молотков со вставками из твердых пород дерева, медных или алюминиевых сплавов или из прочного пластика. Ударная поверхность бойка должна быть плоской и ровной и не иметь острых углов.
Для правки тонких листов с повышенными свойствами пластичности, где нельзя оставлять следов от ударов на поверхности, применяют киянки. Бойки у них сделаны из прочных пород дерева (дуб, самшит, бук) или ударопрочной резины.
Кувалды
Кувалды применяют для черновой правки крупных заготовок, когда ударного усилия обычного молотка не хватает. Боек повышенной массы (до 5 кг.) оказывает деформирующее действие на круглый и профильный прокат крупного сечения.

Кувалда 2000 грамм с фибергласовой рукояткой Gigant SLH20.
Рихтовальные бабки
Некоторые технологические процессы изготовления деталей включают правку предварительно термически обработанных заготовок. Такие заготовки имеют определенную поверхностную твердость, что создает конкретные требования к инструменту для правки. В закаленном состоянии заготовка правится с более строгими допусками от номинальных размеров, такую правку по-другому называют рихтовкой.

Рихтовальная бабка типа Каблук.
Для базирования заготовок используются рихтовальные бабки, которые изготавливаются из стальных заготовок с содержанием углерода, позволяющим выполнять закалку с высокой твердостью. Для придания заготовке при рихтовке большей степени свободы, поверхность бабок выполняется цилиндрической или сферической формы.
Гладилки
Правка металла с помощью гладилки.
Наковальня

Для ручной правки фасонного металла применяют специальные наковальни с вырезами. Дефектный участок при ударе имеет возможность перемещаться на большее расстояние, тем самым повысить эффективность правки.
Правка металла
В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.

Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
А также некоторые другие.
Виды правки металла
Операция подразделяется на два подвида:
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.

Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.

Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.

Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
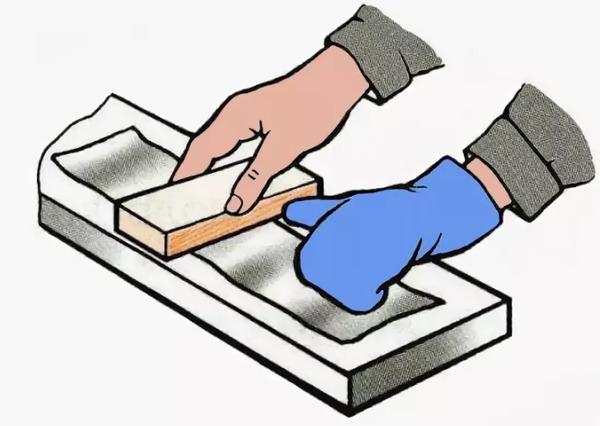
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.

Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.

Правка полосового металла, изогнутого в плоскости
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.

Правка закаленного металла (рихтовка)
Правка круглого металла
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.

Правка круглого металла
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Правка металла, скрученного по спирали
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.

Правка металла, скрученного по спирали
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Основные способы правки металла
На выбор способа влияет характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
В зависимости от метода приложения напряжений в металлических заготовках, различают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- местный нагрев.

Правка металла вытягиванием
Нагрев осуществляется газовыми горелками или индукционным способом.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.

Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс. Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали. В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.

Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца. Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины. Масса плиты должна относиться к массе молотка примерно как 100:1.
Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.

В домашней мастерской используют наковальню или массивную металлическую плиту.
На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
Станки для выравнивания металла купить подержанный


GRIEBEL BRA 1550 x 2 mm
Линия отрезания по длине 0ewts Фаб. GRIEBEL Typ. BRA 1550 x 2 мм Год 1982 Технические данные Сделать Грибель Тип BRA 1550 x 2 мм год выпуска 1982 ширина ленты 1550 мм макс. толщина ленты 2 мм Размеры LWD: 2,2 x 1,7 x 1,5м Аксессуары - Катушка в соответствии с фотографией - Выпрямительное устройство с 7 роликами Все данные без гарантии. Демонстрация возможна в любое время в нашем выставочном зале.

WEAN- DAMIRON
Машина работает с рулонами максимальным весом 32 тонны, максимальной толщиной 8 мм, минимальной толщиной 0,8 мм, максимальной шириной 1500 мм и максимальной длиной 12000 мм. Cdux2bqfbx Машина производится компанией WEAN - DAMIRON. Машина содержит все электрические части, а ее электронная система - AMTRONG, для программирования процесса и точной резки линии. Общий вес сборки составляет 100 тонн, а ее длина - 90 м. Машина хранится по частям и находится на нашем заводе в Кальпаки Иоаннина, Греция.


PowAir E 500
Узнайте больше о подержанных машинах

F.J Littel Richtmaschine 450x2mm

DREHER Rima Mod. 1645 CV
Правильная машина производства DREHER типа Rima мод. 1645 CV серийный номер. A11 594/88, год постройки 05/1989 Bwdpco3apj технические данные: Bhmx2lm3lq макс. рабочая ширина 300 мм толщина ленты мин./макс. 0,4 - 1,2 мм регулируемая скорость ленты 5 - 40 м/мин. с - 4 пары роликов 40 мм б/у, в хорошем состоянии в настоящее время установлен на опорной плите - вместе с моторизованным разматывателем DREHER тип 2330 M (500 кг), который может быть предложен отдельно.

EBU REB 9.40-320(500) / 9.60-320(630)
Ленточные выравниватели типа REB K7ypgjet Доступные размеры: - РЭБ 9.40-320 - РЭБ 9.40-500 - РЭБ 9.60-320 - РЭБ 9.60-630 Количество подающих роликов 2 Диаметр подающего ролика 40 или 60 мм Количество правильных роликов 9 Диаметр выпрямляющего вала 80 или 120 мм Скорость ленты 6-25 м/мин. Машины на складе - воспользуйтесь преимуществами коротких сроков поставки!

BBT BRM 400
Номинальная ширина ленты 400 мм Толщина ленты мин. - макс. 0,8 - 4,0 мм Количество выпрямляющих валиков 9 штук Диаметр выпрямляющего вала 60 мм Количество натяжных роликов 2 шт. Диаметр тянущего вала 120 мм Мощность привода 5,5 кВт Сверху на него устанавливаются рихтовочное устройство и раздаточная коробка. ■ все нижние рихтовочные валки приводятся в движение раздаточной коробкой передач Исполнение с ленточными валиками, расположенными на подающей стороне правильной машины ■ Клетка для ввода пол.

LORENZ BRM 50/620.9
Lg 33221 Высокопроизводительный ленточный выравниватель ЛОРЕНЦ БРМ 50/620.9 Год производства 2007 Crrye8b Номер машины 001669 ширина прохода макс. 620 мм Количество правильных валков 9 Диаметр выпрямляющего вала 50 мм Плотность материала 0,7 - 6,0 мм Выпрямляющие валки поддерживаются несколько раз против прогиба Все валки приводятся в движение раздаточными коробками передач и карданными валами. карданные валы. Бывшие в употреблении, в состоянии "как есть", со склада, доступны сразу. С капитальны.
Читайте также: