F образная струбцина своими руками из металла
Обновлено: 20.05.2024
Для сборки и сплачивания досок пола, дверных полотен, длинных настенных полок и т. д. необходимо заготовки сжать по всей длине и с одинаковым усилием. Приобретение чего-то подобного в магазине обойдется в кругленькую сумму. При желании и некоторых навыках слесарного дела такие струбцины может сделать любой взрослый человек.
Понадобится
- шпильки резьбовые короткие;
- гайки соединительные и обычные;
- болты с полукруглой головкой и квадратным подголовком;
- болты длинные с шестигранной головкой;
- профильные прямоугольные трубы;
- квадратный стержень;
- стальная полоса и уголок;
- тонкая жесть.
Инструменты: сварка, болгарка, сверлильный станок, рулетка, угольник, маркер, струбцины, магнитные угольники.
Процесс изготовления струбцин для сплачивания и склеивания длинномерных деревянных заготовок
Вкручиваем короткие шпильки в соединительные гайки до конца и завариваем их. Полукруглые головки болтов с квадратным подголовком превращаем в шестигранные.
Ближе к низу соединительных гаек со вкрученными шпильками намечаем и сверлим сквозные поперечные отверстия, вставляем в них болты с квадратным подголовком и накручиваем на них гайки.
Разрезаем соединительную гайку на половинки. На концах длинных болтов с шестигранными головками вместо нескольких витков резьбы выполняем цилиндрическую поверхность.
Накручиваем гайки до головок болтов и привариваем их.
Нарезаем из профильной прямоугольной трубы 25×50 мм 4 заготовки длиной 1000 мм. Можно применить и другие по размеру трубы по обстоятельствам.
Разрезаем стальной уголок 40×40 мм и стальную полосу шириной 40 мм на отрезки длиной 50 мм, а квадратный стержень – равный высоте соединительных гаек.
К широким сторонам профильной трубы прикладываем полку уголка, подложив под нее полоску из жести, и пластину. Замеряем общий размер соединения – 70 мм.
Нарезаем 16 пластин 40×70 мм из полосы. Ставим уголок торцом на пластину так, чтобы одна полка располагалась вдоль ее длинной стороны, а вторая – поперек и не на краю пластины.
Проводим на пластине прямую линию между концами полок уголка. Болгаркой срезаем угол пластины и отделяем ее от полосы. Заготавливаем таких деталей 16 штук.
На пластину со скосом укладываем профильную трубу узкой стороной с отступом от края пластины на ширину прямоугольной пластины. С другой стороны, прижав полку к широкой стороне трубы, ставим на пластину со скосом уголок.
Для обеспечения зазора между уголком и трубой, а также на узкую сторону трубы помещаем полоски жести. Накрываем сверху торцы уголка, прямоугольной пластины и узкую сторону трубы пластиной со скосом.
Сжимаем узел струбциной и привариваем детали друг к другу. Получаем неразъемную коробчатую конструкцию, которая может свободно скользить по профильной трубе. Изготавливаем 8 таких узлов.
Квадратные стержни устанавливаем продольно по центру широкой стороны трубы от ее торца и завариваем в таком положении.
На квадратный стержень сверху продольно укладываем соединительную гайку с вкрученным в нее болтом и привариваем гайку к стержню.
Со свободной стороны профильных труб надеваем по две неразъемной коробчатой конструкции. Причем скос первой должен быть сверху и направлен в сторону соединительной гайки, скос второй также сверху, но направлен наружу.
Сдвоенную гайку почти скручиваем с резьбы болта и, уперев в полку уголка, привариваем.
В центре нижних полок уголков противоположных упоров ближе к их краю сверлим отверстия, привариваем гайки и вкручиваем болты с воротками, слегка заострив концы.
Раздвигаем упоры к концам профильных труб и по разметкам сверлим вдоль их продольных осей систему отверстий.
В сдвоенных гайках, приваренных к упорам, сверлим поперечные отверстия и нарезаем в них резьбу. Вворачиваем в гайки болты и на цилиндрических концах намечаем и выполняем пояски.
Вкручиваем болты с поясками в гайки, а в отверстия вворачиваем стопорные болты с навинченными гайками.
Через сдвоенные гайки и стержни стопорных болтов сверлим сквозные отверстия, вставляем в них болты-воротки и на их концы навинчиваем гайки.
Вкручиваем стопорные болты в гайки упоров и надеваем их на трубы-направляющие. После высыхания краски набор струбцин готов к работе.
Для этого между упорами помещаем доски для склеивания. Упоры со стопорными болтами размещаем вплотную к ближайшей доске и стопорим их. Сдавливаем вторую доску упорами с помощью ходовых винтов.
Смотрите видео
Угловая струбцина своими руками.

из плюсов у них то, что они дешевые, из минусов наверное все остальное. Точность никакая, зажать что-то крупнее профиля 20х20 сложно, зажим слабый и т.д.
Поэтому озадачился я приобретением чего то более серьезного. Самые дешевые струбцины, что я нашел в наших магазинах, стоили около 2500 руб., т.е если брать хотя бы 2 уже получается 5000, что уже весьма не бюджетно. Решил посмотреть, что есть у наших соседей с Востока в продаже. Скажем прямо, цены у них более "демократичные", то, что у нас стоит 2500, у них продается менее чем за 500 рублей.

Вот почему у них так получается, а у нас нет?! Но из-за тяжелого веса 5кг., почти вся разница покупки "съедается" доставкой.
Плюнув на возможность купить, решил, что дешевле будет самому сделать, полистав ютюб, набросал небольшой эскиз, и приступил к работе.
Вот, что получилось
Для струбцины использовал следующие материалы:
-труба 20Х40
-труба20Х30
-Труба 30Х30
-Лист стальной 2 мм.
-различный крепеж.
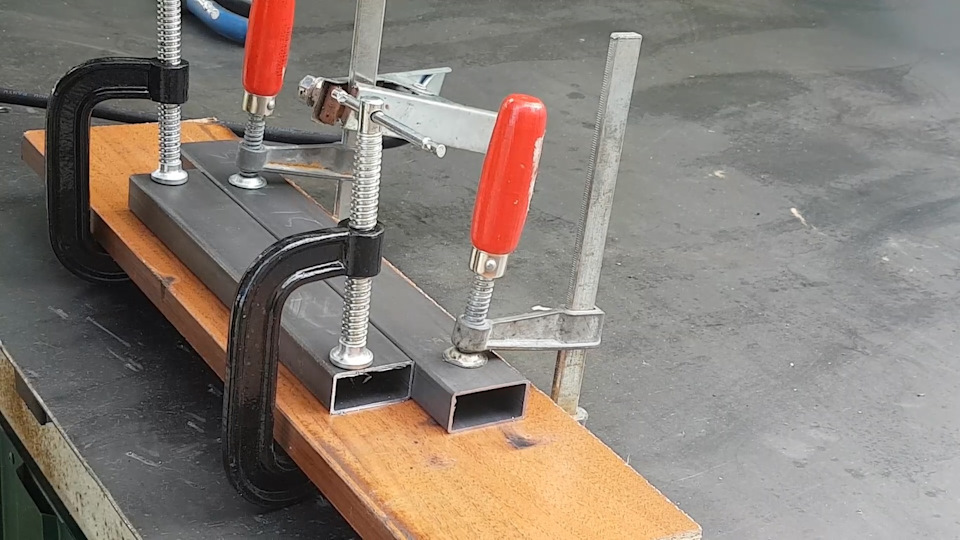
Из трубы 20Х40 отрезал 3 заготовки для основания струбцины.

Закрепив 2 из них на плоском основании (лист ДСП) сварил их между собой.
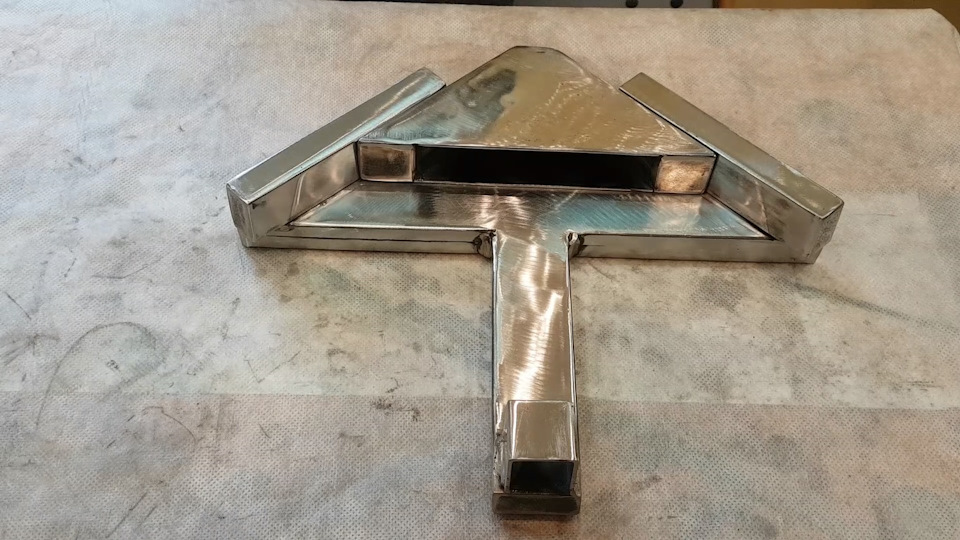
Затем обрезал под 45%.

Разметив центр, приварил 3 часть основания.

Из стального листа вырезал и вварил заглушки в торцы. (можно и не делать, сделал просто из интереса, по большому счету они ненужны, а времени на это уходит много.)

Из профильной трубы 20Х30 вырезал и преварил боковые губки для основания.

Из профильной трубы 20Х30 вырезал квадрат, и отрезав ему одну стенку приварил его к основанию.

Из профильной трубы 20Х30 вырезал боковые упоры для подвижной части струбцины. Прижав их к уже готовым боковым упорам основания, сварил между собой.

Из листовой стали вырезал верхнюю и нижнюю пластину для подвижной части и вварил их на место.

Обе части готовы, можно приступать к изготовлению винтового механизма струбцины.
Для винтовой части сварил деталь из гайки М12 и 2 гаек М6.

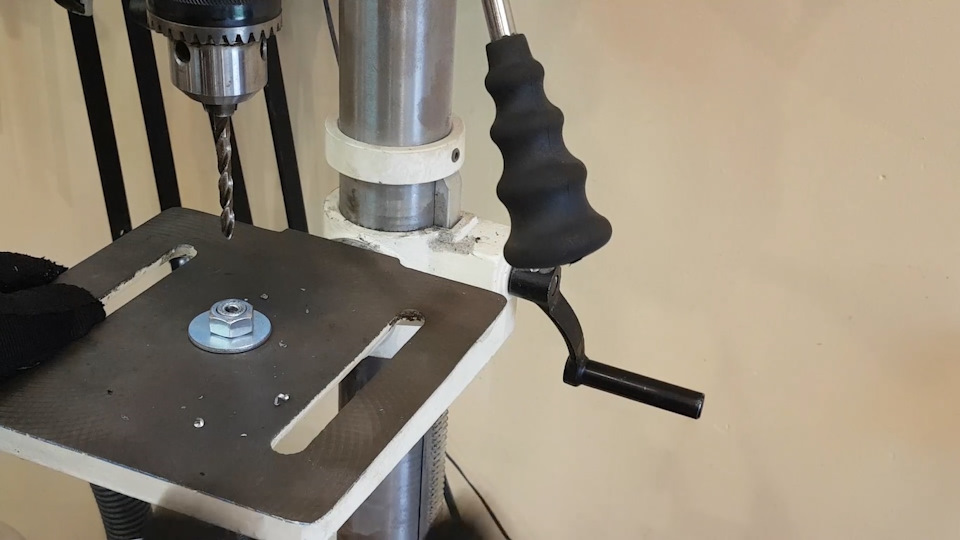
Для того что бы просверлить центральное отверстие для резьбы М6 в шпильке М12, изготовил простенький кондуктор, зажав гайку М6 в гайке М12.

И в сверлильном станке просверлил отверстие в шпильке. Все получилось отлично, После чего нарезаем резьбу М6.
В длинной гайке (их еще называют проходными) просверлил отверстие М6.

Затем болтом М6, через 2 шайбы, используя фиксатор прикрутил ее к шпильке.

Накрутив на шпильку, сваренную ранее деталь из 3 гаек, сделал вороток на задней части шпильки. Для этого, накрутив гайку М12 просверлил ее, и в получившееся отверстие вставил болт из анкерного болта (у него небольшой отрезок с резьбой, а остальная часть гладкая). Получившуюся винтовую часть вставил в струбцину.
И зафиксировал ее болтами М6.

Разметил подвижную часть по центру и просверлил в ней сквозное отверстие М8. Из 2 болтов М8 сделал шпильки, отрезав от них по 1 см, и Дремелем вырезал паз под плоский шлиц. Собрал всю конструкцию, прикрутив подвижную часть шпильками к проходной гайке М8 на шпильке.
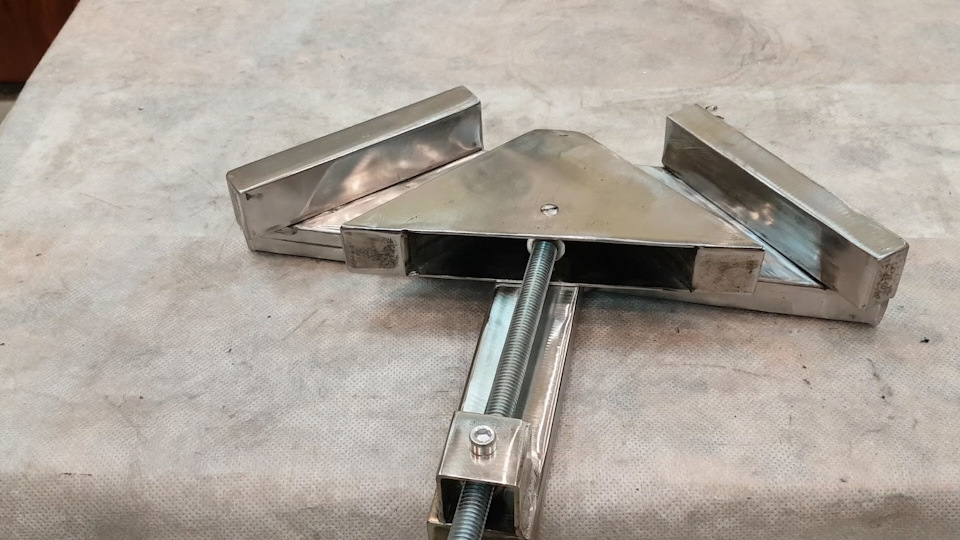
Струбцина готова, осталось ее покрасить.
З.Ы. Покрасить не успел, сразу же опробовал в деле. Длинные стороны 130 см., короткая 70 см. Расхождения по диагоналям меньше 1 мм. можно сказать, что его нет.
Более подробно можно посмотреть в видео.
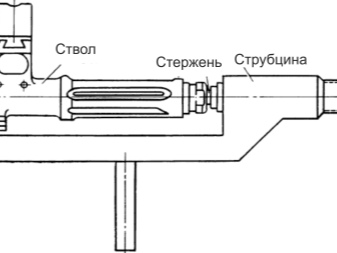
F — струбцина из профильной трубы.

Приветствую читателей!
Речь пойдёт о такой нужной вещи, как струбцина. Давно хотелось сделать чего-то подобное, очень иногда нужно. Вдруг кому пригодится идея. Цель — максимальный результат с минимумом затрат. Мой основной лозунг. И тут к случаю на своём волшебном чердаке попалась на глаза такая штука:

Очистил от ржавчины, рассверлил гайку на 16, набил на шпильку, заварил, получился почти болт.

3 гайки на 16 обварил вместе, предварительно накрутив на другой (чтоб эту шпильку не убить) болт, шлифанул на плоскошлифовальном станке :

Обварил гайку на шпильке, зашлифовал.

Далее сделал вороток из прутка на 6мм, просверлил отверстие, вставил:

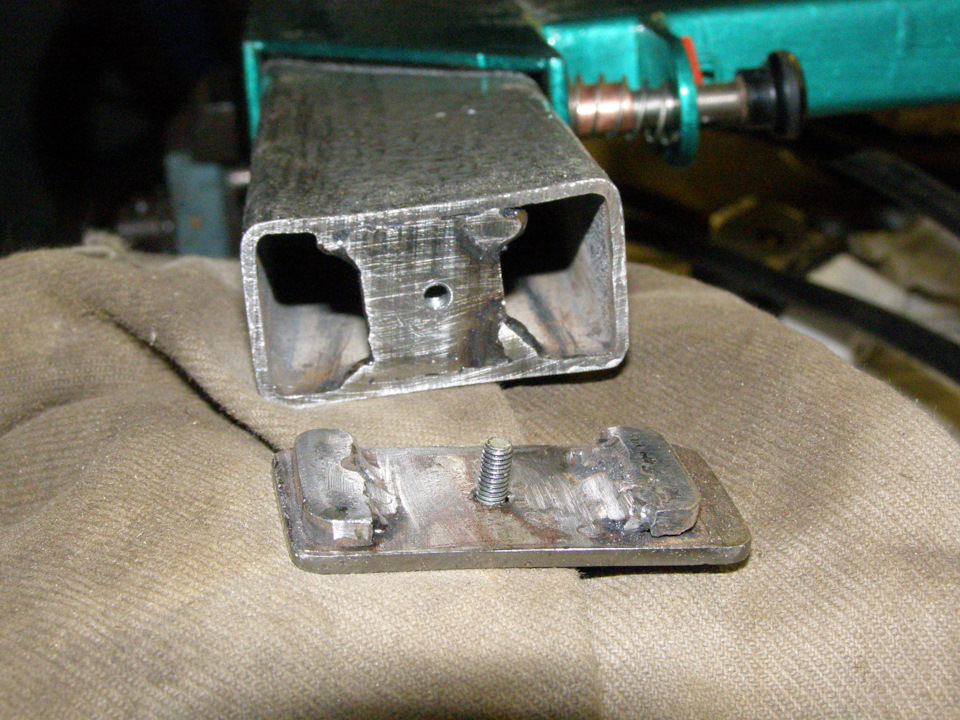
Далее нужно сделать упор на шпильке. В торце просверлил отверстие на 5мм, нарезал резьбу, собрал узел подвижного упора из кусков металла и болтиков на 4мм:

Из кусочков металла сделал упор, вот как устроен:

На металлобазе был куплен кусок профильной трубы 40х20х2мм, 1,9 м за 228 руб.
Струбцина изначально планировалась большой, можно ножки от стола по высоте сжимать :-)))
Приварил шпильку к подвижной части…:
… и сделал саму Г — образную часть и подвижную ("бегунок") из металла толщиной 3,5 мм:

Тут надо учесть особенность, а именно — выдержать зазор, чтоб не зажало после сварки. Подложил очень плотный картон, используемый для обмотки трансформаторов. Полоску этого картона видно в месте сжатия клещами.
Промежуточный итог, швы зачистил болгаркой и зашлифовал:

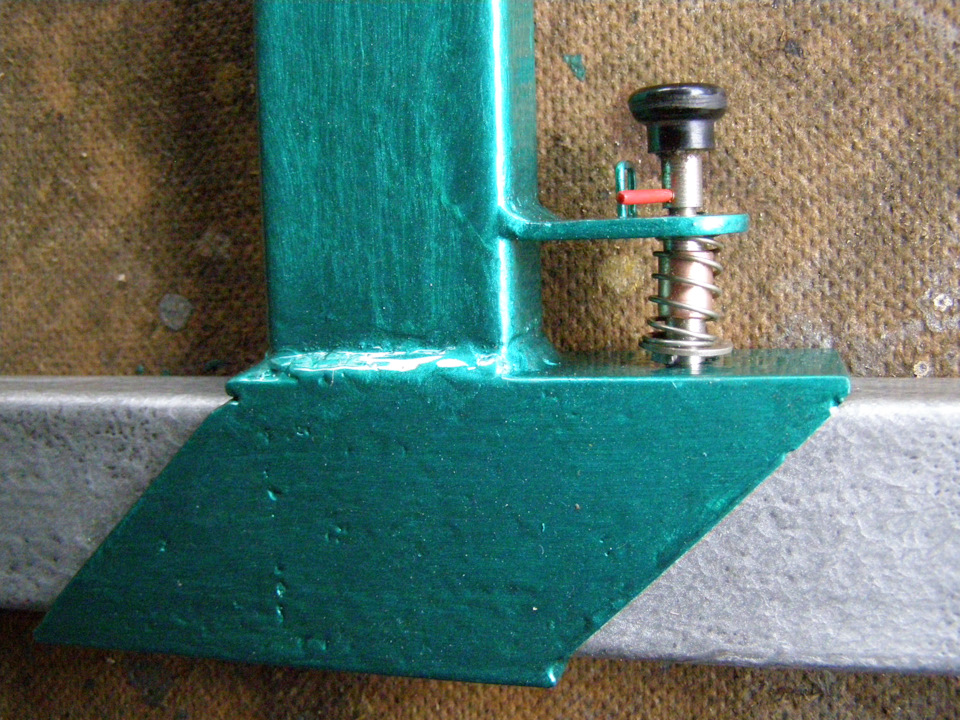
Чтобы фиксировать подвижную часть на любом расстоянии, сделал фиксатор, стержень диаметром 6 мм, пружинка, кусочек медной трубки и др. отыскалось в гараже. Сам фиксатор входит в отверстия, предварительно просверленных в трубе на одинаковых расстояниях. Тут тоже есть один нюанс: расстояния между отверстиями должно быть немного меньше максимального хода шпильки.
Узел фиксатора:

Как работает — трубка не даёт выпасть стержню фиксатора из корпуса обоймы при его поднятии.
Тут пока без пружинки: чтобы можно изменить вылет струбцины — поднять фиксатор, повернуть для установки его в верхнем положении, передвинуть обойму, повернуть фиксатор обратно — он опустится в отверстие.
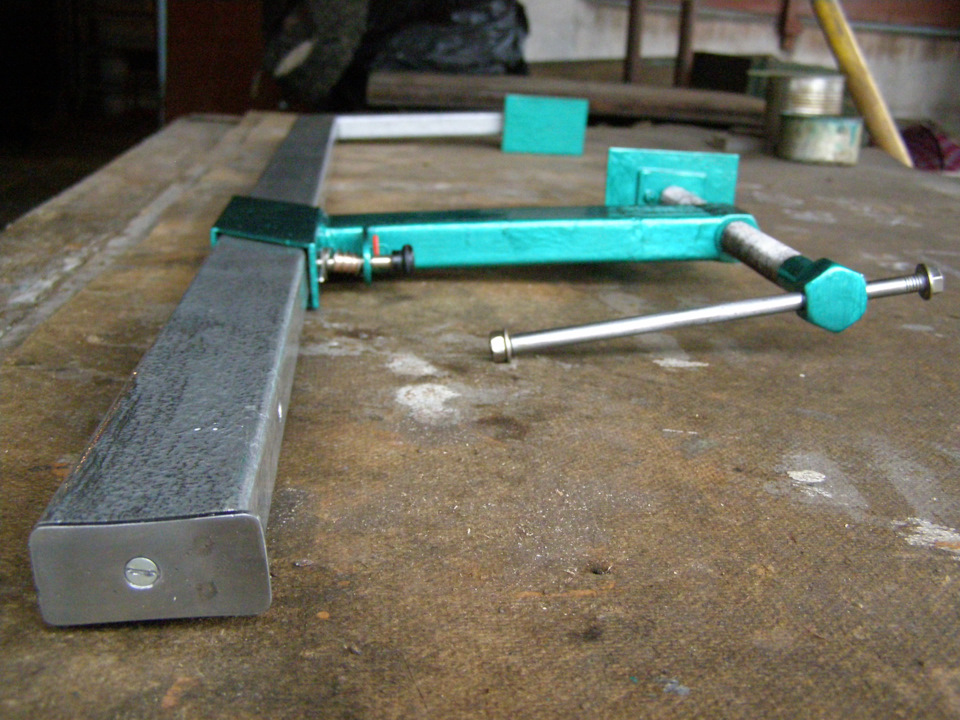
Дальше сделал второй упор. Он с изменяемым углом и в свою очередь поворотный — чтобы можно было сжимать непараллельные поверхности независимо от положения самой струбцины. Ещё один момент — при сжатии кусочек толстостенной трубки за счёт зазора прижимается к пластине с петлями, на болт нагрузки нет.
В сборе выглядит так:

Окрасил молотковой краской, серой и зелёной, цвета красивые, очень понравилось.

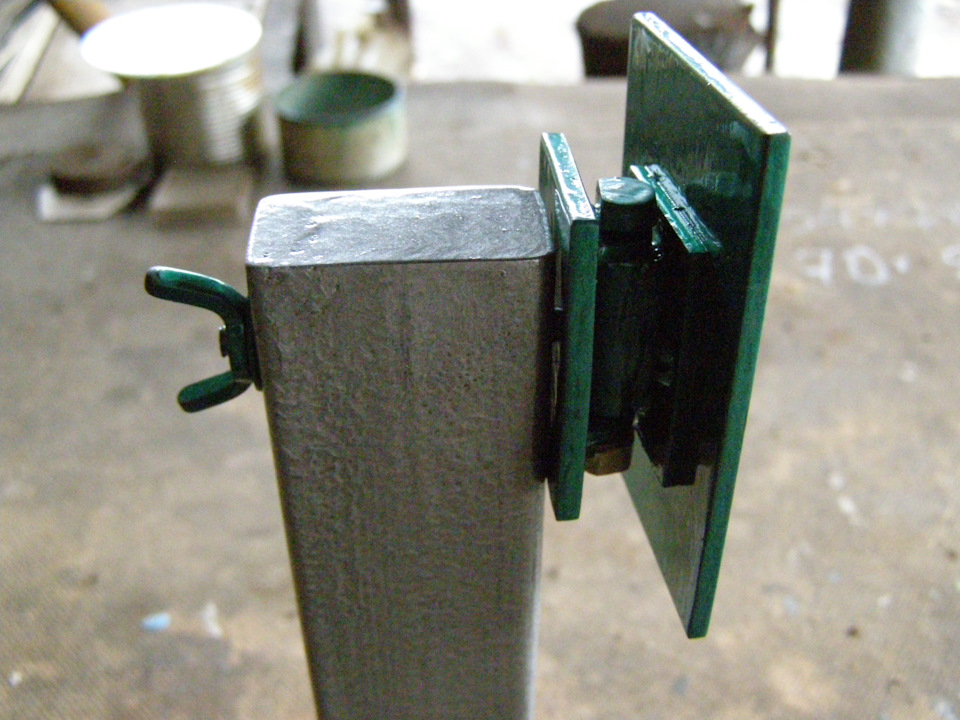
Чуть не забыл: чтобы подвижная часть случайно не слетела на ногу или другую часть тела, сделал съёмную заглушку-ограничитель, чуть больше чем высота профильной трубы. Вот её устройство:
Наваренные пластины служат в качестве ограничителя, не давая заглушке поворачиваться. Подогнано очень плотно.
Итог проделанной работы:
Но и это ещё не всё :-)
Чтобы не оставлять следов от металла упоров на более мягком материале, сделал из фанеры накладки и вскрыл 2 раза лаком ПФ-170.
Можно было и резину от камеры наклеить, но лень уже было.

Таких надо 2 шт., естественно.
Устанавливается секунды за 2. Конструкция не позволяет слетать в любом положении.
Ну и, собственно, применение на практике. Результат в деле — ремонт (склейка) стула.

Ну и краткие ТТХ на закуску.
1. Вес в сборе, нетто — 2,88 кг.
2. Максимальное расстояние разведения упоров (без накладок) — 678 мм.
3. Испытанное усилие сжатия — 120 кг. (, , положил, , стрелку у весов для взвешивания людей :))) ).
4. Основной материал — профильная труба 40х20х2мм — затрачено 1325 мм.
5. Расходы — 228 руб. на трубу. Электроды, краска, мелочёвка были в наличии.
Вот, в общем-то и всё пока. Сейчас затеял другой проект — хочу сделать циркулярку. Но, это уже немного другая история… :-)
Как сделать угловую струбцину для сварки?
Угловая струбцина для сварки – незаменимый помощник при соединении двух фрагментов арматуры, профтрубы или обычных труб под прямым углом. Со струбциной не сравнятся ни двое слесарных тисков, ни двое ассистентов, помогающие сварщику выдержать точный угол при сварке, предварительно проверенный линейкой-угольником.

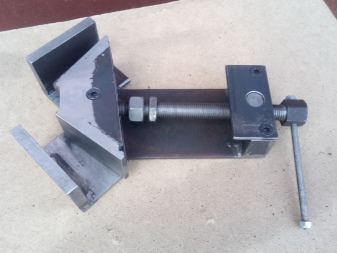
Устройство
Угловая струбцина, изготовленная своими руками, или заводская устроена следующим образом. Не считая её модификаций, позволяющих сварить две обычные или профильные трубы под углом в 30, 45, 60 градусов или любым другим значением, данный инструмент отличается размерами под разную ширину труб. Чем толще прижимные кромки, тем толще и труба (или арматура), с помощью которой можно соединить её части. Дело в том, что свариваемый металл (или сплав) выгибается при нагревании, которым неизбежно сопровождается любая сварка.
Исключение – «холодная сварка»: вместо расплавления краёв свариваемых секций применяется состав, отдалённо напоминающий клей. Но и здесь струбцина нужна, чтобы соединяемые детали не нарушились по требуемому углу их взаиморасположения.
Струбцина включает в себя подвижную и неподвижную части. Первая – это сам ходовой винт, стопорные и ходовые гайки и прижимающая прямоугольная губка. Вторая – рама (основа), закреплённая на несущем листе стали. Запас хода винта регулирует ширину зазора между подвижной и неподвижной частями – большинство струбцин работают с квадратными, прямоугольными и круглыми трубами от единиц до десятков миллиметров в диаметре. Для более толстых труб и арматуры применяются иные приспособления и инструменты – струбцина их не удержит при наложении прихватывающих точек или отрезков будущего шва.


Для вращения винта применяют рычаг, заведённый в оголовок. Он может быть подвижным (пруток сдвигается в одну из сторон полностью), либо ручка делается Т-образной (прут без оголовка приваривается к ходовому винту под прямым углом).
Для обездвиживания изделий во время сварки применяются также G-образные струбцины, соединяющие профтрубу или квадратную арматуру общей толщиной до 15 мм.

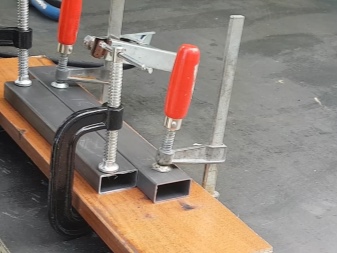
Большая толщина до 50 мм подходит для F-образных струбцин. Для всех разновидностей струбцин нужен надёжный стол (верстак) со строго горизонтальной поверхностью.
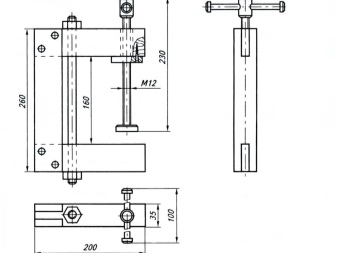
Чертежи
Чертёж самодельной прямоугольной струбцины для сварочных работ обладает следующими её габаритами.
- Ходовая шпилька – болт М14.
- Вороток – арматура (без фигурных рёбер, простой гладкий прут) диаметром 12 мм.
- Внутренняя и наружная прижимные детали – профтруба от 20*40 до 30*60 мм.
- Ходовая полоса 5-миллиметровой стали – до 15 см, с шириной отрезка до 4 см приваривается к основной пластине.
- Длина каждой из сторон угла наружных губок – 20 см, внутренних – 15 см.
- Квадратный лист (или его половина в виде треугольника) – со стороной 20 см, под длину наружных губок струбцины. Если используется треугольник – его катеты по 20 см, прямой угол обязателен. Листовой отрезок не даёт раме нарушить свой прямой угол, это её усиление.
- Коробчатая сборка на конце полосы листовой стали направляет ход струбцины. Состоит из квадратных отрезков стали 4*4 см, к которой приварены стопорные гайки.
- Треугольные полосы, усиливающие подвижную часть, ввариваются с обеих сторон. Подбираются по размеру внутреннего свободного места, образованного прижимной губкой, со стороны ходового винта. К ней приваривается и ходовая гайка.
Итак, для изготовления прямоугольной струбцины нужны:
- лист стали толщиной 3-5 мм;
- отрезок профтрубы 20*40 или 30*60 см;
- шпилька М14, шайбы и гайки под неё;
- болты М12, шайбы и гайки под них (опционально).



В качестве инструментов используются такие.
- Сварочный аппарат, электроды. Защитная каска, задерживающая до 98% света электродуги, обязательна.
- Болгарка с отрезными дисками по металлу. Обязательно используйте защитный стальной чехол, закрывающий диск от разлёта искр.
- Перфоратор с переходной головкой под обычные свёрла по металлу или более малогабаритная электродрель. Нужны также свёрла диаметром меньше 12 мм.
- Шуруповёрт с насадкой-гайковёртом (опционально, зависит от предпочтений мастера). Можно применять и разводной ключ под болты с головкой до 30-40 мм – такими ключами пользуются, например, водопроводчики и газовики.
- Линейка-угольник (с прямым углом), строительный маркер. Выпускаются незасыхающие маркеры – на масляной основе.
- Резак для нарезания внутренней резьбы (М12). Используется, когда имеются цельные куски квадратной арматуры, а дополнительные гайки раздобыть не удалось.


Также, возможно, потребуются молоток, пассатижи. Раздобудьте самые мощные плоскогубцы, рассчитанные на серьёзную нагрузку.
Изготовление
Разметьте и распилите профильную трубу и лист стали на составные детали, сверяясь по чертежу. Отрежьте от шпильки и гладкой арматуры нужные куски. Последовательность дальнейшей сборки струбцины состоит в следующем.
- Приварите наружные и внутренние отрезки профтрубы к отрезкам листовой стали, выставив прямой угол с помощью прямоугольной линейки.
- Приварите отрезки стали друг к другу, собрав квадратную П-образную деталь. Вварите в неё стопорные гайки. Просверлите сверху в ней отверстие, приварите к стопорным гайкам дополнительную фиксирующую гайку и вкрутите в неё болт. Если использовался кусок квадратной арматуры (например, 18*18) – просверлите в нём несквозное отверстие, нарежьте внутреннюю резьбу под М1 Затем приварите коробчатую деталь в сборе к продолговатому отрезку стали, а сам отрезок – к раме.
- Приварите ходовую гайку к неподвижной части струбцины – напротив стопорной вкрутите ходовой винт. Проверив, что винт крутится свободно, выкрутите его и обточите конец, толкающий взад-вперёд подвижную его часть – резьба должна быть убрана или подтуплена. Закрепите на свободном конце винта вороток.
- В месте присоединения винта к подвижной части сделайте простейшую втулку, приварив кусок профтрубы или пару пластин с предварительно просверленными отверстиями на 14 мм.
- Вкрутите ходовой винт повторно. Чтобы шпилька (сам винт) не вышла из втулочных отверстий, приварите к винту несколько шайб (или колец из стальной проволоки). Это место рекомендуется регулярно смазывать – для предотвращения стирания слоёв стали и разбалтывания конструкции. Профессиональные механики устанавливают вместо обычной шпильки ось с резьбой и гладким концом, на котором ставится стальная чашка с шарикоподшипниковым комплектом. Приварите также дополнительную гайку – под прямым углом к оси.
- Собирая втулку, рекомендуется приварить верхнюю пластину и зафиксировать всю конструкцию болтом в последнюю очередь, когда вы убедитесь в работоспособности струбцины.
- Проверьте надёжность креплений и сварных швов. Испытайте струбцину в работе, зажав два куска трубы, арматуры или профиля. Убедитесь, что угол зажимаемых деталей – прямой, проверив его угольником.



Струбцина готова к работе. Уберите свисающие, выпирающие участки швов при помощи их обточки на пильном/шлифовальном диске болгарки. Если применяемая сталь не является нержавеющей, рекомендуется покрасить струбцину (кроме ходового винта и гаек).
Как сделать угловую струбцину для сварки, смотрите далее.
Читайте также: