Форма для блоков своими руками из металла
Обновлено: 16.05.2024
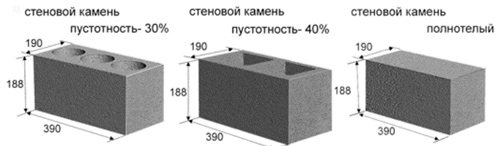
Пустотелые блоки на основе цемента, практически не теряя прочности и теплоизоляции, значительно легче и дешевле полнотелых. Для их изготовления можно сделать очень простую, но удобную в работе форму из досок и трубы ПВХ, обладая элементарными навыками столярного дела.
Понадобится
- деревянные доски различного сечения;
- саморезы и гвозди;
- деревянные бруски разного сечения;
- труба ПВХ диаметром 100 мм.
Процесс изготовления формы для цементных блоков
Из доски толщиной 2 см и шириной 19 см вырезаем по два отрезка длиной 18 см и 39 см, которые будут служить внешним обрамлением формы для блоков.
Соединяем их между собой с помощью саморезов так, чтобы обеспечить размеры блока 14×19×39 см.
На уровне верхней поверхности внешнего обрамления формы в поперечном направлении с двух сторон прикручиваем саморезами бруски длиной 18 см и по центру – еще два бруска той же длины, но большего сечения.
Устанавливаем внешнее обрамление формы в центре доски, которая шире и длиннее обрамления и будет служить основанием как для всей формы, так и для ее внутренней части.
Наносим на основание внутренний периметр обрамления, проводим продольную центровую линию и на ней наметим места установки трех ПВХ-труб для формировки пустот в блоке. Чтобы прочность блока не пострадала, отступаем от края 2 см и добавляем еще 5 см (величину радиуса трубы ПВХ). Значит центры внешних труб будут отстоять от внутренних краев формы на расстоянии 7 см.
Поскольку длина блока 39 см, то расстояние между центрами внешних труб равно 25 см, тогда центр средней трубы будет отстоять от внешних труб на одинаковом расстоянии 12,5 см.
Дрелью сверлим в трех намеченных местах отверстия и, используя их для центровки, высверливаем корончатым сверлом диаметром 102 мм три сквозных отверстия в основании формы.
В эти отверстия вставляем ПВХ-трубы длиной 24 см. Отмеряем от торца каждой из них 19 см и сверлим тонкие диаметрально противоположные поперечные отверстия. В них временно вставляем металлические спицы, чтобы не дать трубам провалиться вниз при установке в отверстия, выполненные в основании.
Переворачиваем основание с трубами и обводим на трубе ее вылет, на котором выполняем систему продольных разрезов до отметки. Загибаем получившиеся лепестки наружу и прибиваем их мелкими гвоздями к основанию.
Возвращаем основание с трубами в исходное положение и устанавливаем внешние стенки формы. Чтобы они не смещались в продольном и поперечном направлениях, вплотную к ним крепим саморезами к основанию по два бруска длиной 18 и 39 см.
Также по одной планке длиной около 39 см с каждой стороны крепим саморезами снизу основания в продольном направлении. Форма для изготовления блоков готова к работе.
Перед ее заполнением цементным раствором, смазываем внутренние поверхности жидким мылом или любым маслом, например, моторным.
В процессе заполнения формы ее содержимое несколько раз уплотняем встряхиванием и трамбованием, даем раствору схватиться, переворачиваем форму и извлекаем основание с трубами ПВХ.
Затем на поверхность блока кладем доску, размеры которой в плане немного меньше соответствующих размеров блока. Придерживая доску двумя большими пальцами с двух сторон, извлекаем внешнее обрамление формы. Повторяя эту несложную процедуру, можно изготовить необходимое количество блоков.
Смотрите видео
Формы для шлакоблоков: варианты и их изготовление
Шлакоблок – универсальный строительный материал для возведения зданий и ограждений. Многие застройщики предпочитают своими руками изготовить такие блоки удобного размера и гарантированного качества при минимальных финансовых затратах.
При самостоятельном изготовлении мы ограничимся только специальной формой.Отметим, что пустотелые блоки из цемента или граншлака, то есть отходов литейного дела, а также других наполнителей многофункциональны: они максимально приглушают звуки и хорошо удерживают тепло.

При изготовлении шлакоблоков в заводском производстве применяют особые металлические формы, прессы и вибростолы.
Особенности емкости для шлакоблоков

Габариты
Стандартные шлакоблоки размерами 390х190х188 мм в продаже соседствуют с полублоками меньших габаритов — 390х120х188 мм.
Но в самодельных шлакоблоках размер мы выберем наиболее нам подходящий. Однако такие свободные размеры не должны слишком укрупнять и отягощать изделия, иначе будет трудно работать. То есть масса блока пусть будет не более 20 кг.
К слову, увеличение размеров блока экономит раствор при кладке, а уменьшение – значительно облегчает строительство. И все же цена 1 метра кладки остается почти неизменной. В связи с этим профессионалы считают оптимальными блоки размерами 330х145×330 мм.
Правила изготовления
- Отклонения в высоте формы должны быть не более 5 мм.
- Соразмерные пластины фанеры, металла, гетинакса годятся для разделительных деталей.
- Заметим, что расстояние между поперечинами соответствует длине блоков, их ширина – толщине. Поэтому необходимые чертежи форм для шлакоблоков не позволят нам допустить брак: стоит строго соблюдать размеры при изготовлении этой оснастки.
- Деревянные элементы надо покрасить масляной краской, отталкивающей влагу и облегчающей извлечение шлакоблоков из формы.
- Чтобы готовый блок легко извлекался из формы, ее лучше сделать разборной, а вместо дна подложить пленку.
Виды форм для изготовления шлакоблоков

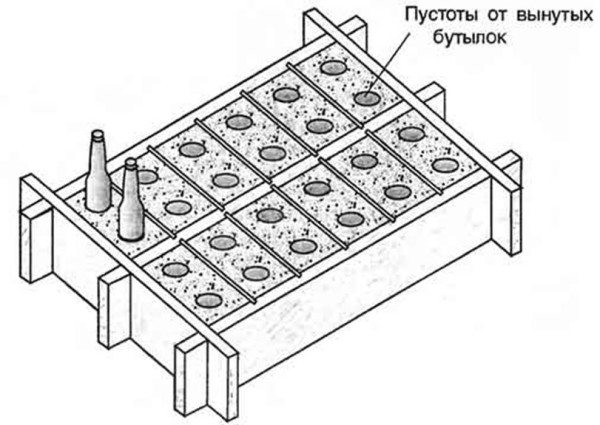
Разборные из дерева
В домашнем производстве данных блоков удобны деревянные формы, которые проще изготовить.
- Такая конструкция — элементарная опалубка, в которую мы заливаем цементную смесь.
- Чтобы изготовить форму–оснастку, нужны строганные доски шириной с высоту шлакоблока. А длина их до 2 метров — с досками длиннее и работать труднее.
- Затем поперечинами из коротких досок делим основу на отдельные ячейки, в которых образуются шлакоблоки.

- Целесообразно эти детали поставить на фиксаторы — задвижные пазы. Эти разделительные пластины можно также установить в выпиленные в длинных досках выборы.
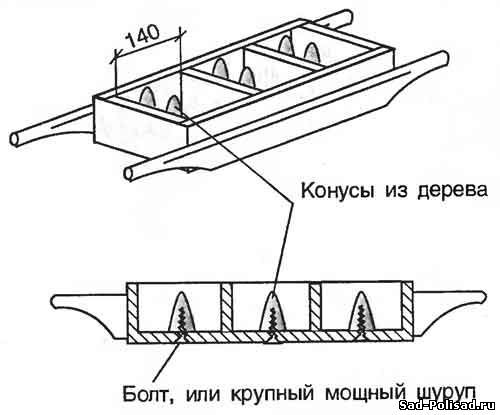
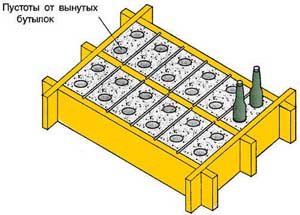
- В самодельные формы для шлакоблока поставим металлические цилиндры, куски труб или обычные пластиковые бутылки, наполненные водой (чтобы в растворе не всплыли),тяжелые бутылки из-под шампанского (9 штук) с толстыми прочными стенками для образования пустот в блоках.
- Дно формы можно застелить целлофаном.
Совет!
Для беспрепятственного снятия сырого шлакоблока с емкости обязательным условием для образователя пустот является его конусность.
Из металла

Сварные металлические ячейки с перегородками делаем по типу обычной опалубки или аналога из дерева. Кстати, из такой металлической оснастки шлакоблоки доставать проще и легче, особенно, если предварительно ее смазать отработанным маслом.
Инструкция по изготовлению металлической емкости и ее применению:
- целесообразно использовать листовой металл от 3-х мм толщины;
- из него вырежем матрицу по размерам шлакоблока, но с запасом в 5 см для неизбежной утрамбовки;
- далее формируем сквозной удобный короб без дна;
Обратите внимание!
Все сварочные швы делаем снаружи, чтобы шлакоблок получился гладким.
- резиновая обивка по периметру основания предохранит края блока от деформаций;
- для усиления устойчивости к коробу с торца приварим тонкие профильные трубы;
- при изготовлении самодельных блоков в этих формах мы используем мягкий раствор с увеличенным количеством воды;
- через пару часов раствор схватится, и мы разберем конструкцию, оставив блоки сохнуть уже в свободном состоянии.
Самодельный станок

Мастера сконструировали самодельные станки для домашнего производства шлакоблока. Они оснащены вибрирующими устройствами, что максимально ускоряет процесс: изготовление без ожидания застывания бетона.
Застройщики используют 2 варианта:
- вибростол;
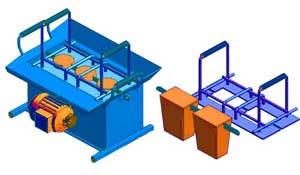
- формочку мотором, при этом даже не переворачиваем форму, чтобы достать сформированный шлакоблок.
Наиболее простой такой самодельный блочный станок-ящик собран по схеме «несушка». Он состоит из формовочной матрицы — ящика без дна и вибратора сбоку на стенке. Данный вибратор можно изготовить из любого маломощного электродвигателя на 150 Вт (например, от стиральной машины).
У ящика обязательно есть ручки, чтобы после формирования шлакоблока форма легко снялась, нисколько не повредив сам слепок.
Вывод
Застройщики иногда отливают бетонит в уникальных трансформерах.
Самыми оптимальными являются разборные формы.
- Для самостоятельного изготовления блоков мы сделаем формы из листовой стали либо струганной доски.
- Пустоты по форме предпочтительнее круглые.
- Данная емкость рассчитана на получение одновременно нескольких блоков.
Самодельные шлакоблоки идеально подходят для капитального строительства и ремонта: материал не тяжёлый и теплоёмкий. Обзаведясь такой емкостью, можем смело приступать к производству шлакоблоков для собственных нужд. А видео в этой статье ознакомит с нюансами работы.
Как сделать форму для формовки сразу двух пустотелых блоков на цементе
Покупка готовых блоков на основе цемента в качестве стеновых материалов потребует больших затрат. Изготовив своими руками достаточно простую форму для формовки сразу пары блоков, можно заготовить необходимое количество стенового материала и значительно сберечь семейный бюджет.
- остатки листового металла;
- кусок стальной полосы;
- отрезок круглого прутка или арматуры;
- цемент, песок и вода.
Инструменты: разметочные приспособления, болгарка, сварочный аппарат, емкость для замешивания смеси и мастерок.
Процесс изготовления формы из металла и формовка с ее помощью блоков на цементе
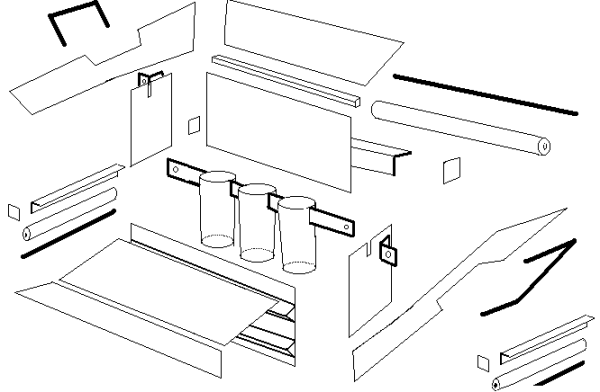
Из остатков листового металла вырезаем три прямоугольные пластины 19×39 см, две 19×18,5 см и одну 40×19,5 cм.
Свариваем четыре коробчатые конструкции из двух пластин трапециевидной формы высотой 19 см и основаниями: нижним 15 см, верхним 14 см. Две боковые поверхности коробов при той же высоте имею ширину внизу 4 см, вверху 3 см.
Расставляем на горизонтально уложенную пластину 40×19,5 см симметрично четыре короба широкой стороной вниз так, чтобы в середине расстояние между ними составляло в поперечном направлении 2,5 см, в продольном 4,3 см. Еще раз выверяем точность установки коробов и привариваем их к нижней пластине-основанию.
Устанавливаем на торцы основания вертикально по две пластины 19×39 см и 19×18,5 см, свариваем их между собой (но не к основанию!), строго выдерживая все четыре угла по 90 градусов.
По два отрезка полосы длиной 41 см и 20,5 см привариваем по контуру пластины-основания, предварительно сформировав (скосив) концы, чтобы в итоге они с основанием выглядели в виде мелкого корытца.
Посередине в продольном направлении в ранее сваренном коробе, размещаем и привариваем перегородку, которая располагается от стенок на расстоянии 9,3 см.
С внешней стороны к верхним торцам короба снаружи для жесткости привариваем стальные пластины. Укладываем короб на приваренные пластины и сверху накрываем основанием с косой отбортовкой.
Привариваем с двух сторон к отбортовке согнутые в скобы ручки из круглых прутков или арматуры. Навстречу им с зазором 2 см привариваем точно такие же ручки к боковым сторонам короба.
Устанавливаем основание с четырьмя коробчатыми полыми конструкциями на горизонтальную поверхность. Сверху ставим прямоугольный короб с центральной перемычкой, который центрируется относительно основания косой отбортовкой.
Засыпаем в форму смесь, размещая равномерно по всей площади формы мастерком, и встряхивая для уплотнения.
В результате получаем два блока 39×09×19 см.
После окончательного заполнения формы, переворачиваем ее и обстукиваем форму со всех сторон мастерком. Осторожно приподнимаем и убираем основание с формирователями отверстий в блоке.
Для большей сохранности блоков накрываем их двумя полосками с ручками по центру, придерживаем их большими пальцами и удаляем короб с центральной перемычкой.
В результате получаем два исключительно качественных блока.
Самодельные станки для изготовления шлакоблоков и других строительных материалов в домашних условиях
Шлакоблоки – это популярный строительный материал, из которого возводят здания и сооружения различного назначения. Поскольку их несложно изготовить в домашних условиях, довольно большим спросом пользуются станки по изготовлению шлакоблоков. Если у вас есть свободное время и желание, то и само это оборудование можно попытаться соорудить самому.
Популярность шлакоблоков (как, впрочем, и пеноблоков) в их уникальном составе, а станки для изготовления шлакоблоков не только позволяют получать качественный стройматериал при ограниченности в средствах, но и дают возможность изготавливать их на продажу. Для многих производство шлакоблоков стало выгодным занятием, которое приносит ощутимый доход.
Далее будет идти речь об оборудовании для производства пустотелых шлакоблоков. При этом в качестве исходных компонентов используется:
- Цемент;
- Граншлак (который является отходом литейного производства);
- Специальные наполнители.
В результате получаются блоки, которые отличаются высокими звуко- и теплоизоляционными показателями.
Изготовление формы для шлакоблока
В сети можно найти чертежи станка для изготовления шлакоблоков различной сложности, по которым его можно соорудить своими руками. Эти приспособления позволяют получать, как пустотелые, так и цельные блоки. Самое простое приспособление представляет собой разборную форму без вибратора.
В такой форме используется бетонный раствор с повышенным содержанием воды. Его еще называют «мягким».
Последовательность получения блоков в простой форме
- Заполнение бетоном формовочного ящика или матрицы;
- Выдерживание раствора в форме до схватывания (несколько часов);
- Разборка формы – блок доходит в свободном состоянии.
Совет. Пустоты в блоках удобно формировать с помощью бутылок из-под шампанского, которые хорошо подходят по размеру и не бьются, поскольку имеют толстые стенки.
Стенки и днища в этих формах можно изготавливать из металлических пластин или листов фанеры. Перед тем, как в форму заливать раствор, ее следует смазывать отработанным машинным маслом.
Самодельные станки с вибрирующим устройством
Вибростанки для изготовления шлакоблоков – это более совершенное оборудование. Получать блоки на них быстрее и удобнее, так как не нужно ожидать схватывания раствора. В этом случае бетонный раствор готовится более жестким и густым, он должен иметь небольшую усадку.
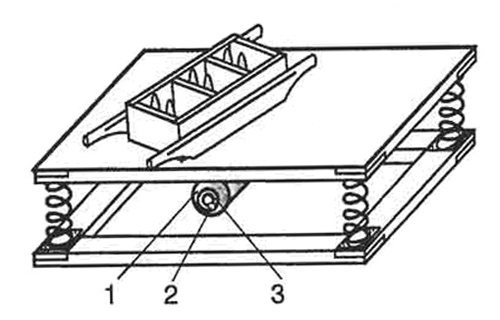
Технически это реализуется двумя путями:
- оснащением самой формочки двигателем, на валу которого установлен эксцентрик со смещенным центром тяжести.
Станок с эксцентриком удобнее для производства большого количества материала, поскольку он позволяет получать готовый блок в один заход без переворачивания.
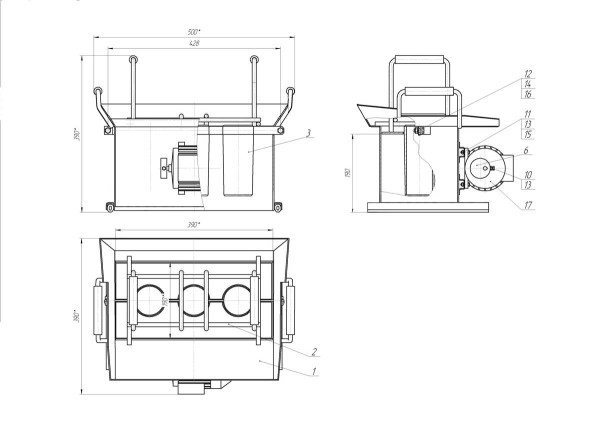
Самодельный станок по схеме «несушка»
Приведенный чертеж станка для изготовления шлакоблока является одним из самых простых.
Конструкция его включает в себя такие основные элементы:
- формовочный ящик – матрица (у него отсутствует дно);
- вибратор на боковой стенке;
- ручки ящика, предназначенные для легкого снятия без повреждения формы слепка;
- сменные комплекты прижимных пластин;
- пустотообразователи под различную форму пустот.
Действующий стандарт предусматривает установленные размеры одного такого блока – 39 х 19 х 18,8 см. При этом пустотность не должна превышать 30%.
Изготовление матрицы
- Берется листовой металл (от 3 мм);
- Из листа вырезается форма по размеру одного блока (к указанным размерам прибавляется 5 см для утрамбовки);
- Формируется сквозной короб (дно отсутствует);
Важно. Сваривать листы необходимо снаружи, это предотвратит нарушение правильной геометрии.
- Большую устойчивость коробу придают приваренные с торцов специальные планки. Для этого используются профильные трубы с небольшим сечением;
- Выполняется обивка по основанию матрицы листовой резиной, что послужит для предохранения нижних краев матрицы от деформирования;
- Формируется фартук для окаймления, который будет препятствовать просыпанию раствора при заполнении формы;
- Приделываются ручки.
Схема станка
Ниже приводится точный чертеж станка для изготовления шлакоблоков с указанием точных размеров. Пустоты могут быть сформированы различной формы (прямоугольные или круглые).
Важно. Путотообразователь должен иметь конусную форму, которая позволит беспрепятственно снимать матрицу с сырого шлакоблока.
Для изготовления пустотообразователя хорошо подходят круглые трубы. Конусную форму при этом заготовке можно придать с помощью токарного станка.
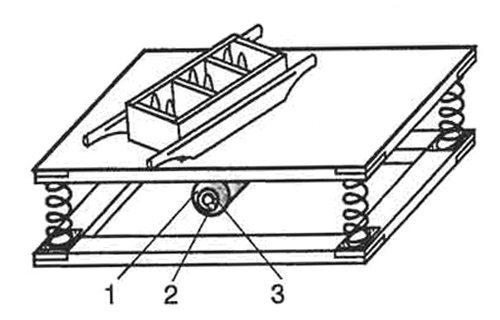
Вибратор изготавливается из электродвигателя небольшой мощности. Для этого подходит, например, мотор от стиральной машинки мощностью в 150 – 200 Вт. Смещение центров выполняется следующим образом.
На ось двигателя крепится эксцентрик, который можно сделать из металлической планки с несимметрично расположенным отверстием. Размеры, вес и форму необходимо определить экспериментально. Если величина эксцентрика будет слишком большой, то вибрация будет чрезмерной, вследствие чего бетонный слепок будет разваливаться.
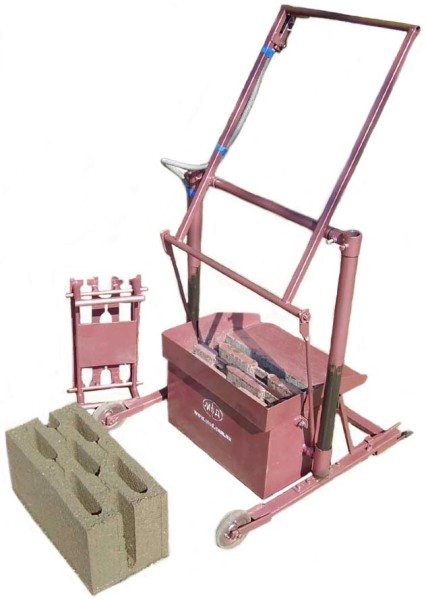
Усовершенствовать эту конструкцию можно, установив передвижную платформу с рычагами. Это позволит облегчить поднятие и перемещение по участку станка с виброусадочным узлом.
Этапы процесса изготовления шлакоблоков

- Формирование блоков осуществляется в специальных формах, которые предварительно смачиваются. В них укладывается раствор. Формы размещаются на вибрационной плите, которая включается на несколько секунд (5 – 7 с);
- По мере осаждения раствора его необходимо добавлять. При повторном включении виброплиты нужно ожидать полного опускания прижима на ограничители. Это покажет, что формирование закончено. Через 5 – 10 секунд (еще до полной остановки мотора) форму следует снять;
- Готовые блоки необходимо высушить. Этот процесс занимает от недели до месяца. Время сушки зависит от условий (влажности, температуры и т.п.);
- Приведенное оборудование позволяет при работе вдвоем за час выполнять до семидесяти блоков. Если количество небольшое, то раствор можно замешивать вручную. Однако бетономешалка позволяет получить более качественный материал и конечный продукт;
- После того, как шлакоблоки высохнут, их можно использовать для возведения стен — из блоков строить несложно. При этом необходимо соблюдать простые правила – первые две недели блоки поливаются водой;
- После этого снаружи их следует покрыть двойным слоем штукатурки. Это предотвратит вымывание шлака дождем. За год из материала улетучатся вредные вещества и после этого можно переходить к внутренней отделке и кровельным работам.
Приготовление правильного раствора
Инструкция предполагает следующую рецептуру приготовления бетона для блоков:
- На семь частей наполнителя (для этой цели лучше всего подходит угольный шлак от домны) берется две части керамзита (крупного песка), две части гравия (5 – 10 мм), 1,5 части цемента (М500) и три части воды;
Справочно: Вместо угольного шлака допускается в качестве наполнителя использование гипса, керамзита, шлака, золы, гравия, отсева щебня, продуктов горения угля, песка, отходов кирпича, перлита, щебня и даже обработанных опилок;
- Количество воды является приблизительным. Важно, чтобы раствор не был жидким. Правильная консистенция раствора проверяется сжатием его в кулаке. Если он правильной консистенции, то он слипнется, но при этом, если его бросить на землю, он должен развалиться;
- Качество шлакоблоков увеличивается добавлением пластификатора в смесь (5 г на один блок). Это придаст готовым блокам водонепроницаемость, морозостойкость и прочность.
Выводы
Строительство из шлакоблоков является бюджетным вариантом возведения зданий и сооружений. Цена строительства будет еще ниже, если у вас имеются чертежи станка для изготовления шлакоблока, по которым можно своими руками сделать это оборудование.
В представленном видео в этой статье вы найдете дополнительную информацию по данной теме.
Как делать теплые блоки из опилкобетона
Такие блоки – вполне подходящий стеновой материал для теплого бокса, гаража, сарая и других надворных построек. Приобретение готовых блоков с доставкой на стороне влетит в копеечку. Но если не полениться, то их можно изготовить своими руками, и с такой работой справится любой взрослый физически крепкий человек.
- стальные листы толщиной 3 и 4 мм;
- вибратор из заточного станка;
- втулки от старого сайлентблока с шайбами и болты;
- отрезки профильной квадратной трубы;
- круглый пруток;
- древесные крупные опилки;
- песок, цемент, вода и др.
Инструменты: сварочный аппарат, бетономешалка, емкости для хранения и дозировки составляющих замеса, лопата, мастерок и пр.
Процесс изготовления теплоизоляционных блоков из опилкобетона посредством металлической виброформы
Каркас формы для изготовления блоков из опилкобетона 20×30×60 см свариваем из металлического листа толщиной 4 мм, а боковые стенки – из 3-х миллиметрового листа.
Высота формы составляет 25 см, поскольку после ее заполнения формовочной смесью, она уплотняется вибратором и высота блока становится на 5 см меньше.
Вибратор представляет собой жесткий прямоугольный металлический лист 30×60 см, к которому по центру болтами прикреплен точильный станок со снятыми наждачными кругами, защитными кожухами и пр.
Вибрация создается при включении станка за счет вращения эксцентриков, состоящих из массивных болтов, приваренных к втулкам старых сайлентблоков с шайбами, и затянутых на валу граверами и гайками. Болты направлены в одну сторону для увеличения неуравновешенных масс, а значит и вибрационного эффекта.
Замес опилкобетона состоит из двух 10-ти литровых ведер песка, одного 10-ти литрового ведра цемента и четырех 15-ти литровых ведер крупных опилок. Эти ингредиенты засыпаем в бетономешалку и тщательно перемешиваем, иногда помогая лопатой при отключенном агрегате. В последнюю очередь заливаем 10 литров воды, не переставая процесс перемешивания.
Заполняем готовой смесью металлическую форму до самого верха, т. е. высота засыпки составляет 25 см. Это сделано специально для уплотнения смеси в форме с помощью вибратора, который имеет ограничители, сделанные из профильных квадратных труб, не дающих виброплатформе опускаться в форму ниже 5 см. В результате высота блока получается стандартной – 20 см.
Устанавливаем виброплатформу на поверхность смеси в форме, включаем электродвигатель станка и прижимаем платформу руками или даже ногами для ускорения процесса уплотнения формовочной массы.
Как только ограничители виброплатформы «сядут» на верхнюю окантовку формовочного короба, процесс уплотнения можно считать законченным. Убираем вибратор, на его место укладываем крышку с ручкой для предотвращения осыпания углов блока при снятии рамки и снимаем ее. Рамку ставим рядом, и она вновь готова для формовки очередного блока.
Читайте также: