Фреза концевая по металлу чертеж
Обновлено: 18.05.2024
Настоящий стандарт распространяется на концевые фрезы с цилиндрическим хвостовиком, предназначенные для обработки поверхностей и уступов.
Требования стандарта в части пп. 1, 2, 5, 7а, 8 (кроме второго абзаца), 11 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
Вводная часть. (Введена дополнительно, Изм. № 6).
1а. (Исключен, Изм. № 6).
1. Фрезы должны изготовляться двух типов:
1-е нормальным зубом;
2-е крупным зубом.
Фрезы каждого типа изготовляют в двух исполнениях:
А - с цилиндрической ленточкой;
Б - заточенные наостро.
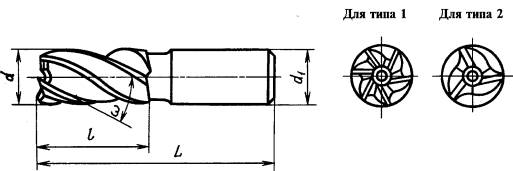
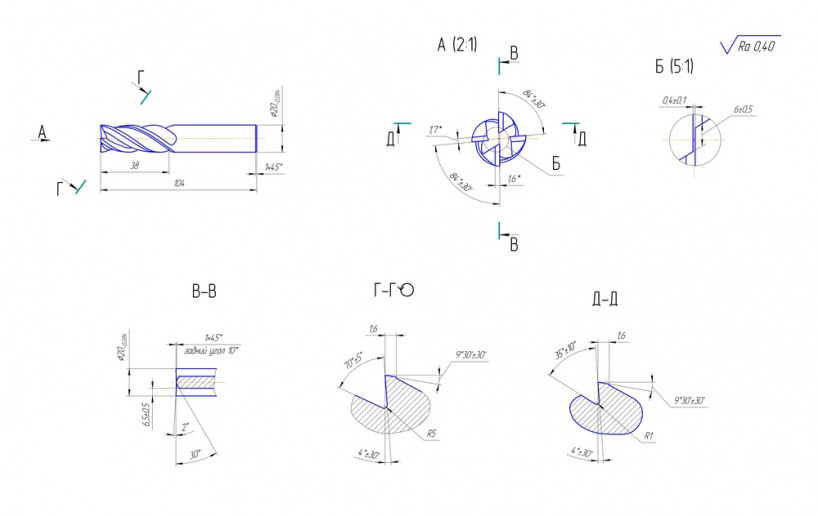
2. Основные размеры фрез должны соответствовать указанным на черт. 1 и в табл. 1.
* Черт. 2 исключен.
Для фрез типа 1
Для фрез типа 2
1. Допускается изготовлять фрезы с диаметром хвостовиков, равным диаметрам рабочей части.
2. Размеры d , l , L соответствуют размерам фрез 1-го ряда нормальной серии по ИСО 1641-1.
Пример условного обозначения фрезы диаметром d = 8,0 мм, типа 1, праворежущей, исполнения А:
Фреза 2220-0009 ГОСТ 17025-71
То же, исполнения Б:
Фреза 2220-0040 ГОСТ 17025-71
Пример условного обозначения фрезы диаметром d = 4,0 мм, типа 2, праворежущей, исполнения А:
Фреза 2220-0063 ГОСТ 17025-71
Фреза 2220-0123 ГОСТ 17025-71:
(Измененная редакция, Изм. № 3, 4, 6).
2а. (Исключен, Изм. № 3).
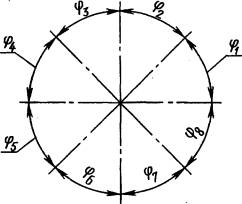
3. Фрезы должны изготовляться с неравномерным окружным шагом зубьев, указанным на черт. 3 и в табл. 3.
Примечание . Допускается изготовление фрез с равномерным окружным шагом.
Число зубьев z
* Табл. 2 исключена.
4. Фрезы должны изготовляться праворежущими, леворежущие фрезы - по требованию потребителя.
5. Фрезы диаметром до 4 мм изготовляют без торцевых зубьев.
(Измененная редакция, Изм. № 3).
6. Угол наклона стружечных канавок w:
30-35° для фрез типа 1;
35-45° для фрез типа 2.
7. Допускается изготовлять фрезы диаметром до 12 мм без шейки.
7а. Размеры хвостовиков - по ГОСТ 25334.
(Введен дополнительно, Изм. № 1; измененная редакция, Изм. № 6).
8. Центровые отверстия - по ГОСТ 14034.
Допускается по согласованию с потребителем изготовлять фрезы диаметром от 2,0 до 6,0 мм без центрового отверстия на торце хвостовика.
(Измененная редакция, Изм. № 3, 5, 6).
8а. Допускается цилиндрическая выточка со стороны рабочей части или на обоих торцах.
(Введен дополнительно, Изм. № 6).
9. Элементы конструкции и геометрические параметры фрез указаны в приложении 1.
10. (Исключен, Изм. № 6).
11. Технические требования - по ГОСТ 17024.
12. Размеры фрез по ИСО 1641-1 приведены в приложении 2.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ФРЕЗ
1. Элементы конструкции и геометрические параметры фрез указаны на черт. 1, 2 и в табл. 1, 2.
ГОСТ 17024-82 Фрезы концевые. Технические условия

Настоящий стандарт распространяется на концевые фрезы с цилиндрическим и коническим хвостовиками, изготовляемые для нужд народного хозяйства и экспорта.
(Измененная редакция, Изм. № 1, 2).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Фрезы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
1.2. Фрезы должны изготовляться из быстрорежущей стали по ГОСТ 19265. Допускается изготовление фрез из быстрорежущей стали других марок, обеспечивающих стойкость фрез в соответствии с требованиями настоящего стандарта.
1.3. Фрезы диаметром 12 мм и более должны изготовляться сварными.
Фрезы диаметром 12 мм и менее из качественной круглой стали со специальной отделкой поверхности группы А или Б по ГОСТ 14955 допускается изготовлять цельными.
В месте сварки раковины, непровар, поджоги, кольцевые трещины не допускаются.
1.4. Хвостовики фрез должны быть изготовлены из сталей марок 45 или 50 по ГОСТ 1050, 40Х по ГОСТ 4543.
1.5. Твердость фрез должна быть:
- рабочей части диаметром до 5 мм - HRCЭ 62 . 65;
- рабочей части диаметром св. 5 мм - HRCЭ 63 . 66;
- цилиндрического хвостовика цельных фрез - HRCЭ 36,5 . 56;
- цилиндрического хвостовика сварных фрез на участке 1 /2 длины от торца хвостовика - HRCЭ 32 . 51,5;
- цилиндрической поверхности конического хвостовика - HRCЭ 32 . 51,5.
Твердость рабочей части фрез из быстрорежущей стали с содержанием ванадия 3 % и более, кобальта 5 % и более - выше на 1-2 единицы HRCЭ.
Допускается изготовление цельных фрез с твердостью рабочей части и хвостовика 62 . 66 HRCЭ.
(Измененная редакция, Изм. № 2).
1.6. На рабочей поверхности фрез не должно быть обезуглероженного слоя и мест с пониженной твердостью.
1.7. На поверхности фрез не должно быть трещин, следов коррозии, на шлифованных поверхностях - черновин, выкрошенных мест, на режущих кромках - забоин, поджогов, на хвостовике и центровых отверстиях - заусенцев.
1.8. Завалы у режущих кромок зубьев фрезы не допускаются.
1.9. Центровые отверстия фрез не должны иметь забоин и разработанных мест.
1.10. Параметры шероховатости поверхностей фрез по ГОСТ 2789 не должны быть более, мкм:
- передних и задних поверхностей режущей части. Rz3,2
- поверхности хвостовика. Ra0,8
- поверхности спинок зуба и винтовых стружечных канавок. Rz10
- конических поверхностей центровых отверстий. Rz6,3
- остальных поверхностей. Rz20
Примечание . Для фрез диаметром до 12 мм шероховатость передних поверхностей выдерживают не менее чем на трети высоты зуба.
Для фрез диаметром более 12 мм шероховатость передних поверхностей должна выдерживаться на высоте не менее 2-3 мм от режущих кромок.
1.11. Фрезы изготовляют исполнений:
Фрезы исполнения А изготовляют нормальной и повышенной точности.
1.12. На задней поверхности фрез, исполнения А вдоль режущих кромок должна быть ленточка шириной не более 0,05 мм; для исполнения Б (заточка наостро) ленточка не допускается.
1.13. Предельные отклонения размеров фрез не должны быть более:
- наружного диаметра D для фрез:
заточенных наостро и нормальной точности. js14
повышенной точности. js9
- длины рабочей части l. 3 js17
- конусов Морзе по ГОСТ 2848. АТ8
1.14. Допуск радиального биения режущих кромок зубьев относительно оси хвостовика должен соответствовать указанному в табл. 1.
Что нужно знать о концевых фрезах для фрезерных станков с ЧПУ

Фреза – это режущий инструмент, который имеет одно или несколько зубьев. В зависимости от особенностей конструкции и жесткости материала, из которого сделана режущая кромка, фрезы применяются для обработки металлов, пластиков и древесины. Инструмент закрепляется в станках, обеспечивающих его быстрое вращение, что необходимо для обработки заготовок.
Концевые фрезы
Самыми распространёнными являются концевые фрезы. Концевые фрезы принадлежат к группе режущего инструмента, используемого в промышленном фрезеровании и отличающегося от других фрез областью применения, геометрией рабочей поверхности, креплением в шпинделе фрезерного станка и способами производства.
Карбид вольфрама или быстрорежущая сталь?
Обычно материалы, из которого изготавливаются концевые фрезы — это карбид вольфрама (они называются твердосплавные) или быстрорежущая сталь, но попадаются и экзотические варианты, такие как сплавы порошковых металлов. Для цехов с промышленными масштабами производства, вопрос выбора того или иного материала обычно не стоит — повсеместно используется твердосплавные, т.е. карбид-вольфрамовые, так как бытует мнение, что они универсальны, и в целом — лучше во всех аспектах. Тем не менее, оказывается, что всё зависит от обрабатываемого материала, а также от максимальной скорости вращения шпинделя станка и некоторых других параметров. Если вы работаете с более мягкими материалами, такими как алюминий, а скорость шпинделя не способна достичь рекомендуемых скоростей для твердосплавной фрезы по алюминию, то возможно более рациональным было бы использование концевых фрез из быстрорежущей стали. Для концевых фрез с диаметром от 15 мм и больше, при использовании в небольших станках со скоростью шпинделя не превышающей 6000 об/м, для резки алюминия рекомендуется быстрорежущая сталь, а для фрез более маленьких диаметров — твердосплавные. Это не только позволит избежать крупных затрат на большие концевые фрезы, но и также сохранит жесткость мелких концевых фрез на необходимом уровне.
Размеры концевых фрез для фрезерных станков с ЧПУ
Концевые фрезы бывают различных размеров, как в метрической, так и в дюймовой системах. Существуют и микро-фрезы для обработки чрезвычайно малых деталей. Допуски на диаметр для большинства концевых фрез зачастую имеют некоторый разброс. Если ваши работы требуют повышенной точности, то скорее всего потребуется сделать пробный срез для определения точного диаметра концевой фрезы. Естественно, можно измерить её и непосредственно с помощью, например, микрометра, но пробный срез тест является наиболее надёжным способом.

Количество зубьев фрезы
Количество зубьев на концевой фрезе — важный показатель, и зависит от материала, который вы хотите обрабатывать и возможностей вашего станка. Наиболее распространенные варианты — 2, 3 или 4-зубые фрезы. К примеру, не стоит брать фрезу с более чем тремя зубьями для работ по алюминию. Алюминий даёт крупную стружку, которая склонна намертво забивать канавки фрезы даже на умеренных скоростях обработки. Канавки в 2-х и 3-х зубых фрезах имеют достаточный зазор и удобны для работ с алюминием. Для большинства же других материалов использование 4-х зубых фрез является общеприменяемым стандартом. Увеличение количества зубьев является своего рода «умножителем скорости шпинделя». Для данной скорости вращения шпинделя 4 зубой фрезой можно работать в два раза быстрее 2-х зубой, и это, как правило, даст более гладкую поверхность. Также существует немало других разновидностей, встречающихся реже. Концевые фрезы с более чем 4-мя зубьям отлично подходят для повышения производительности работы с жесткими материалами, такими как титан, где оборотов шпинделя зачастую просто нехватает.
Центрорежущая или нет?
Большинство 2- и 3-х зубых концевых фрез являются центрорежущими. Некоторые 4-х зубые фрезы не являются. Центрорежущую концевую фрезу можно погружать прямо в материал. Нецентрорежущие фрезы посередине имеют паз, без режущей кромки, так что ход погружения в материал сильно ограничен. Единственным преимуществом нецентрорежущих фрез является их невысокая стоимость. Говоря о стоимости, можно приобрести как двусторонние так и односторонние концевые фрезы, одна двусторонняя стоит гораздо дешевле двух односторонних. Но не все станки имеют возможность использования двусторонних фрез.

Центрорежущая слева, нецентрорежущая справа.

Двусторонняя концевая фреза
О рабочей длине
Чем длиннее рабочая часть, тем меньше жесткость инструмента. Если фрезой с длинной рабочей частью работать довольно агрессивно, то это будет вызывать изгиб, который может привести к поломке инструмента. Таким образом можно сделать вывод, что следует отдавать предпочтение фрезам с короткой рабочей частью, пользуясь длинными лишь в тех случаях, когда нет другого выбора.

Рабочая длина

Изгиб фрезы
Покрытия концевых фрез
Хорошее покрытие может резко увеличить производительность работы концевой фрезы, и срок ее службы. Существует много покрытий, как повсеместно распространённых, так и весьма экзотических, и дорогих. Большинство из этих покрытий называются согласно их химическим составам, как-то:
- Концевые фрезы с покрытием из титрида титана и алюминия (AlTiN), которое создается с использованием техпроцесса осаждения реагентов при помощи катодной дуги;
- TiN (базовое покрытие с желтоватым цветом, которое в последнее время ушло из широкого использования);
- TiCN (популярное голубовато-серое покрытие);
- TiAlN и AlTiN (чрезвычайно популярное темно-фиолетовое покрытие);
- TiAlCrN, AlTiCrN и AlCrTiN (покрытие на основе поликристаллических алмазов (PCD)).
Достижения в области разработки передовых покрытий для концевых фрез делаются ежегодно. Во многих мастерских премиум-класса уже используются инструменты с покрытием из аморфных и нанокомпозитных поликристаллических алмазов (PCD). Использование концевых фрез с покрытием или без зависит от отношения экономических выгод последних к технологическим преимуществам первых.
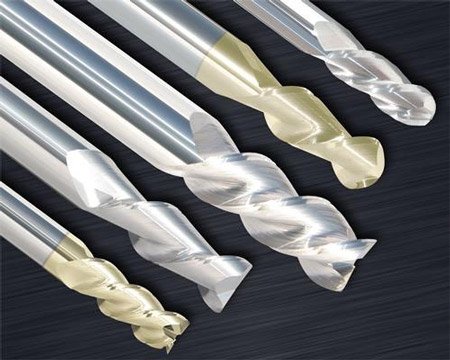
Геометрия концевых фрез
Производительность фрезы может зависеть как от типа покрытия, так и от геометрии. Сейчас серийно выпускается великое множество фрез самой разнообразной формы, но некоторые решения весьма спорны. Для стандартных задач скорее стоит выбрать проверенные временем классические торцевые фрезы, оставив фрезы причудливых форм для любителей поэкспериментировать.
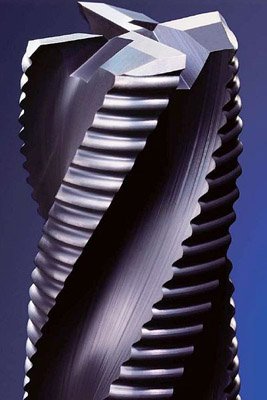
Черновые концевые фрезы
Черновые концевые фрезы, такие как представленная на изображении ниже, имеют маленькие зубцы на зубьях, которые называют фрезами со стружколомом. Эти зубцы служат для следующих целей: во первых они размельчают стружку, что позволяет легче убрать её из отверстия, во вторых уменьшают вибрацию и стабилизируют. Черновые концевые фрезы стоят не очень дорого и могут дать ощутимый прирост производительности.
Сферические концевые фрезы
До сих пор мы говорили о концевых фрезах, в основном использующихся для обработки плоских поверхностей, и в подавляющем большинстве случаев этого бывает достаточно, но для 3D-обработки придётся использовать сферические концевые фрезы. Сферические (концевые) фрезы создают воронки с определенным радиусом или углубления. Также с помощью таких фрез можно формировать выступы, т.е. рельефы произвольной формы. Такой инструмент представлен с 2, 3, 4 или шестью зубцами. Профиль резца представлен в сферической форме. Угол сферической территории режущей части равняется 180 градусам. Модели производятся с углом точно в 180 градусов. Для ликвидации стружки на фрезе есть канавки в виде спирали.
Полное руководство по концевым фрезам - типы и применение

Концевые фрезы являются разновидностью фрез используемых на фрезерных станках и необходимы для обработки узких плоскостей, пазов, уступов и контурной обработки. Концевое фрезерование является одной из наиболее распространенных процедур в промышленной обработке. Этот процесс отличается от других операций наличием режущих зубьев по бокам и на конце фрезы, что является основным отличием от других фрез.

Фрезерный станок, выполняющий пазовое фрезерование
Однако, когда дело доходит до выбора подходящей концевой фрезы, это может оказаться непосильной задачей: HSS, твердый сплав, шаровидная фреза, фреза с хвостовиком bull-nose, клиновидная фреза, центральная кромка, канавки. Знаете ли вы, что означают все эти термины? В этой статье вы найдете полный обзор типов концевых фрез, областей их применения и руководство по выбору подходящей.
1. Разница между концевыми фрезами и сверлами

Люди, не знакомые с режущими инструментами, могут быть немного озадачены разницей между концевыми фрезами и сверлами. Все довольно просто: основное различие становится понятным при более внимательном рассмотрении формы и геометрии сверл и их канавок.
Сверла предназначены для сверления непосредственно в материале и создания отверстий только в осевом направлении. Концевые фрезы могут врезаться в материал в боковом направлении и создавать пазы или профили. Некоторые типы концевых фрез могут резать во всех направлениях и позволяют выполнять профильное, трассирующее или торцевое фрезерование, врезание, контурирование, пазовое фрезерование, сверление и рассверливание.
2. Основные характеристики и терминология
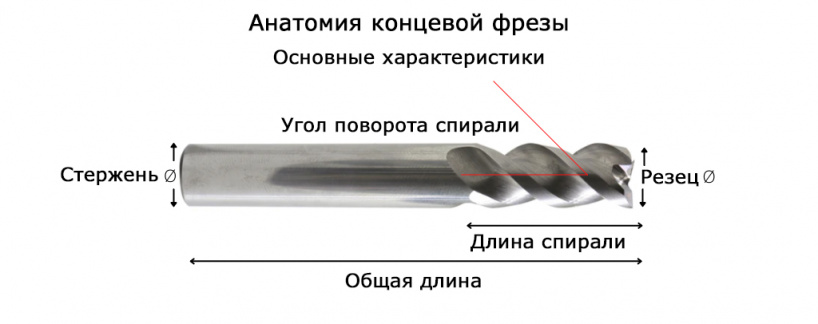
Основная структура и терминология
На рисунке выше вы можете увидеть наиболее важные технические характеристики для четкого описания концевых фрез. Кроме того, мы можем классифицировать их по типу (например, шаровидные, квадратные и т.д.), количеству канавок, а также материалу и покрытию.
Типичное описание продукта может выглядеть следующим образом:

Типовая характеристика концевой фрезы
Все характеристики определяют, для каких целей подходит концевая фреза с точки зрения скорости, формы, тонкости обработки и общей производительности. Поэтому очень важно знать основы, прежде чем выбирать набор концевых фрез для своей работы. Далее мы расскажем вам о самых важных типах.

Набор концевых и других фрез
3. Типы и применение
Ниже мы собрали основные характеристики наиболее распространенных типов концевых фрез. Этот список не является исчерпывающим. Существуют более специализированные продукты для нестандартного применения.
Фрезы с шаровым наконечником
Концевые фрезы с шаровым наконечником имеют закругленный кончик. Они в основном используются для трехмерного фрезерования контурных поверхностей, округления канавок, прорезки карманов, неглубокого паза и других операций контурного фрезерования. Могут использоваться в качестве завершающей фрезы для некоторых "финишных штрихов".

Квадратный конец/плоский конец
Квадратные или плоские концевые фрезы являются наиболее часто используемым типом. Это высок универсальные фрезы для всех видов работ, таких как профилирование, пазование, боковое и торцевое фрезерование и т.д. Плоские концевые фрезы обеспечивают идеальные угловые срезы под углом 90 градусов на вашей заготовке. В зависимости от заготовки они могут применяться как для черновой, так и для чистовой обработки.

Фреза рыбий хвост
Если у концевой фрезы один конец намного тоньше другого, то скорее всего это фреза типа "рыбий хвост". Благодаря тонкой форме фрезы эта конструкция может погружаться непосредственно в материал и создавать плоскую поверхность без раскалывания. Они также подходят для создания карманов, фрезерования и обработки контуров.

Фреза концевая радиусная бычий нос
Данный тип фрез очень похож на квадратные концевые фрезы с тем отличием, что концевые фрезы с бычьим носом имеют закругленные углы, которые помогают равномерно распределить силу резания. Отлично подходят для создания канавок с плоским дном и закругленными внутренними углами, имеют слегка закругленные углы, которые помогают равномерно распределять силу резания, что предотвращает повреждение лезвия и продлевает срок его службы. Благодаря способности создавать канавки с плоским дном и слегка закругленными внутренними углами, чаще всего используются для фрезерования пресс-форм.

Черновые концевые фрезы, как следует из названия, быстро снимают большое количество материала заготовки, особенно на сложных этапах резания. Они обеспечивают быструю, грубую обработку при низкой вибрации, которая затем дорабатывается другой фрезой.

V-образная фреза
V-образные фрезы получили свое название благодаря своему внешнему виду создаваемому небольшими углами и наконечником. Эти специализированные концевые фрезы используются для гравировки, узких разрезов, линий и даже знаков. Существует два основных типа: V-образных фрез с углом 60 и 90 градусов.

Конические концевые фрезы
Эти центровочные резцы могут использоваться для врезания и предназначены они для обработки угловых пазов. Обычно они используются в литье под давлением и пресс-формах.

4. Твердый сплав против быстрорежущей стали

Концевые фрезы из высокоскоростной стали (HSS - High Speed Steel) стоят дешевле твердосплавных фрез. Они подходят для обработки широкого спектра материалов, включая многие металлы. Их можно использовать в течение длительного времени до повторной заточки, так как они обладают хорошей износостойкостью. Фрезы из быстрорежущей стали являются наиболее подходящими для большинства стандартных операций. Однако общий срок службы инструмента короче, и вы получаете больше ограничений в плане скорости и производительности.
Твердый сплав
Вот что вы получите, заплатив за более дорогие твердосплавные концевые фрезы: повышенную жесткость, высокую теплостойкость и значительно более высокую скорость резания по сравнению с HSS. Это не только повышает производительность, но и позволяет резать более широкий спектр (более твердых) материалов. Твердосплавные концевые фрезы часто используются для чистовой обработки.
5. Как же выбрать правильную концевую фрезу?
Правда заключается в том, что не существует универсального решения.
Мы рекомендуем вам задать себе несколько важных вопросов, прежде чем принимать решение:
- Какой материал вы собираетесь резать?
- Насколько точные характеристики вы хотите получить в вашей заготовке?
- Насколько глубоко вы будете резать?
- Насколько важны подача, скорость и производительность резки?
Ответив на эти и другие вопросы, вы сможете лучше понять, какой тип концевой фрезы необходим для ваших задач. Итак, давайте подробнее рассмотрим наиболее важные аспекты, которые вам необходимо принять во внимание.
Материалы для резки
Сначала спросите себя, какие материалы вы хотите резать с помощью нового набора концевых фрез. Это значительно сузит круг "потенциальных кандидатов", поскольку некоторые типы концевых фрез специально изготавливаются для определенных металлов/материалов. Для цветных материалов, таких как алюминий, вам потребуются другие формы, материалы и размеры инструмента, чем, например, для стали.
Конечно, технически вы можете попытаться разрезать любой материал одной и той же концевой фрезой, но производительность резания и качество обработки заготовки будут варьироваться от превосходных до неприемлемых. Использование неправильной фрезы также довольно быстро приведет к поломке инструмента. Мы уверены, что вы хотели бы избежать этого.
Сколько зубьев должно быть у фрезы?
Зубья - это спиралевидные режущие кромки на конце фрезы. Концевые фрезы могут иметь до 12 зубьев, однако чаще всего встречается от двух до четырех. Все, что имеет более пяти зубьев, относится к концевым фрезам, используемым для очень тонкой обработки. Если вы хотите выполнить глубокую резку в таких материалах, как пластмасса или алюминий, то вам нужно меньше таких режущих зубьев. Для более твердых материалов нужны более прочные режущие инструменты с большим количеством канавок и гладкими (но не очень глубокими) резами.

Количество зубьев
Количество зубьев также влияет на скорость подачи фрезы, качество обработки поверхности заготовки и способность фрезы удалять стружку. Чем больше число зубьев у вашей концевой фрезы, тем большую скорость подачи вам придется использовать или уменьшить скорость вращения. Поэтому обязательно проверьте скоростные возможности вашей фрезы и вашего шпинделя, так как это напрямую влияет на тип концевой фрезы, которую вы можете использовать.
Размеры концевой фрезы
Помимо количества зубьев, есть еще несколько размеров и характеристик концевых фрез, на которые следует обратить внимание: диаметр фрезы, глубина реза и длина, а также профиль инструмента.
Инженерный чертеж и размеры
Диаметр фрезы
Диаметр фрезы определяет ширину паза, который вы можете создать с помощью вашей концевой фрезы. Он также влияет на объем удаления стружки при боковом фрезеровании. Поэтому перед покупкой и/или установкой фрезы для резки убедитесь, что выбрали концевую фрезу с соответствующим диаметром, чтобы получившаяся деталь соответствовала техническим требованиям.
Глубина резания и длина контакта
Требуемая наибольшая длина контакта определяет глубину реза, необходимую для вашей концевой фрезы. В идеале нужно выбирать длину, достаточную для предотвращения свеса и обеспечения жесткого и точного процесса резания. Простой прием заключается в том, чтобы умножить диаметр фрезы на пять. Если это число больше, чем требуемая глубина резания, можно рассмотреть вариант с выступом.
Угол спирали
Ваша фреза, вероятно, имеет угол спирали около 30 градусов. Если вы хотите уменьшить силу резания для минимизации тепловыделения и вибрации, вам необходимо использовать фрезы с большим углом спирали. Такие концевые фрезы также обеспечат лучшую чистоту поверхности. Однако вам придется пойти на некоторые компромиссы в отношении скорости подачи, с которой вы можете резать, и глубины резания.
Профиль инструмента
И наконец, рассмотрим профиль инструмента концевой фрезы. Квадратный, фреза рыбий хвост, с шаровым наконечником и т.д. служат для различных целей. Это просто напоминание, поскольку мы рассмотрели каждый тип выше.
Концевые фрезы с центровым отверстием и без
Концевые фрезы с центральным резцом могут погружаться в материал вертикально. Некоторые фрезы не могут этого делать, потому что у них нет режущей кромки посередине. Они могут выполнять резание только вниз под углом примерно 45 градусов. Пока все просто. Так почему же существуют конструкции с центральным резцом и без него?

Мы уже говорили о важности зубьев. Большинство концевых фрез с двумя и тремя зубьями относятся к фрезам без центрового отверстия. Четыре зубца иногда используются для фрез с центровым отверстием. Как это часто бывает, основное различие заключается в цене. Фрезы без отверстия в центре стоят дороже, и повторная заточка такой фрезы также обойдется вам дороже. Это цена, которую вы платите за большую гибкость погружения.
Фрезы с отверстием в центре затачиваются легче, а также лучше очищаются от стружки. Мы советуем вам использовать концевые фрезы без отверстия в ццентре, если вы можете себе это позволить. Но если вы практически никогда не используете длину фрезы на 100-процентов, вы можете просто выбрать фрезу с отверстием - вам просто нужен вход рампы в нижнюю часть реза для операций с карманами. Разница действительно сводится к тому, как вы будете резать.
При резании фрезой без отверстия в центре также имеется место для большего количества зубьев, что в среднем может позволить увеличить скорость подачи при сохранении той же нагрузки на стружку.
Нужна ли мне фреза с покрытием?
Стоит ли приобретать набор концевых фрез с покрытием или нет, зависит, опять же, от области применения. Фреза с покрытием может значительно повысить производительность резания. Вы можете установить более агрессивные параметры обработки, например, SFM (Surface Feet per Minute), поскольку твердость поверхности инструмента с покрытием намного выше. Обычно также улучшается удаление стружки и увеличивается срок службы инструмента. Наиболее распространенными покрытиями являются нитрид титана (TiN), карбонитрид титана (TiCN) и нитрид титана алюминия (AlTiN).

Фрезы с титановым покрытием
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Концевая фреза состоит из рабочей части, шейки и хвостовика (рис. 4.17). Зуб фрезы имеет три режущих кромки: главную на цилиндрической части, вспомогательную на торцовой части и переходную – между главной и вспомогательной режущими кромками. Переходная режущая кромка делается для упрочнения зуба фрезы.
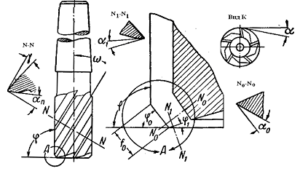
Рис. 4.17. Конструкция концевой фрезы
Рис. 4.18. Конструкция концевой фрезы со впаянными пластинами твердого сплава
Зубья на цилиндрической части фрезы имеют винтовую форму с углом подъема ω=30…15 о .
Хвостовая часть, в зависимости от диаметра фрезы, имеет цилиндрическую или коническую форму с конусом Морзе (d=14…63 мм). У фрез больших диаметров используются хвостовики с крутым конусом 7:24. Концевые фрезы с цилиндрическим хвостовиком в шпинделе станка крепятся с помощью цанговых патронов, а с коническим хвостовиком, на конце которого изготовлена внутренняя резьба, а также штревелем (натяжным болтом), проходящим через полый шпиндель станка.
Конструкции концевых фрез, оснащенных твердым сплавом, приведены на рис.. 4.18 и рис. 4.19. Первая фреза имеет впаянные пластины твердого сплава, а вторая состоит из двух частей – хвостовика и припаянной к нему цельной рабочей части из твердого сплава, так называемой коронки.
Широкому применению твердых сплавов в конструкциях фрез способствуют следующие положительные особенности процесса фрезерования:
— форма срезаемой стружки имеет малую толщину и длину;
— прерывистость процесса резания благоприятно влияет на тепловое напряжение режущих элементов фрезы;
— высокая жесткость и виброустойчивость.
Эти положительные особенности создали благоприятные возможности для применения СМП, а большие размеры корпусов фрез позволили размещать на них элементы крепления сменных пластин. Такое конструктивное решение позволяет в большинстве конструкциях фрез широкого применения новых марок режущих материалов. Напайные пластины используют только при изготовлении мелкоразмерных фрез, в которых не удается разместить элементы механического крепления пластин. Ниже приведены для примера некоторые варианты конструкций концевых фрез со сменными многогранными пластинами (СМП).
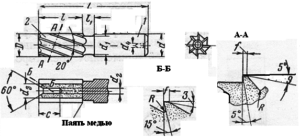
Рис. 4.19. Конструкция концевой фрезы с напаянной твердосплавной коронкой
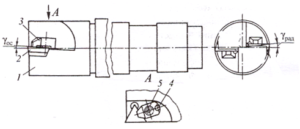
Рис. 4.20. Схема однорядной концевой фрезы с трехгранными пластинами с задними углами
Схема однорядной концевой фрезы с механическим креплением трехгранных твердосплавных пластин представлены на рис. 4.20.
Особенностью данной схемы является то, что пластины СМП установлены в глухом гнезде корпуса 1, а положение прихвата 3 зафиксировано штифтом 4. Крепежный винт 5 расположен под углом к оси штифта, что обеспечивает поджим пластины к боковым поверхностям гнезда. Наличие у пластин задних углом позволяет расположить их в корпусе под углами γос и γрад.
На рис. 4.21 показана насадная торцово-цилиндрическая фреза с механическим креплением пластин СМП.
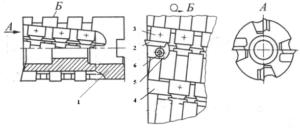
Рис. 4.21-1. Торцово-цилиндрическая насадная фреза с механическим креплением пластин: 1 – корпус; 2 – режущие пластины; 3 – клинья; 4 – опорные вкладыши; 5 – державка; 6 – винты
В корпусе фрезы 1 по образующей цилиндра выполнены продольные пазы по некоторым углом. Режущие пластины 2, опираясь на опорные вкладыши 4 клиньями 3, с помощью державки 5 и винта 6 крепятся в пазу корпуса фрезы.
Для обработки высоких уступов разработаны концевые фрезы с механическим креплением четырехгранных пластин (рис. 4.21-2, а ). Базой для торцевых пластин служит торец. Пластины, расположенные на цилиндрической части корпуса, устанавливаются с перекрытием и осевые силы на них распределяются с минимальными значениями. Поэтому пластины на цилиндрической части корпуса фрезы легко могут быть расположены по винтовой линии (рис. 4.21-2, б) или с тангенциальным расположением пластин (рис. 4.21-2, в).
Концевые ступенчатые фрезы (рис.4.22 ), работающие с автоматической подачей и снимающие равномерный припуск могут выполняться с твердосплавными пластинами, расположенными рядами (ступенями). Количество режущих пластин на каждой ступени и число ступеней зависит от диаметра и длины фрезы. При расположении двух-трех режущих пластин на одной ступени обеспечивает свободный доступ к ним и достаточное пространство для размещения стружки. Такие фрезы работают со сниженными вибрациями, что позволяет повысить производительность и стойкость инструмента.
Рис. 4.21 . Схемы концевых фрез с перекрытием (а), по винтовой линии (б) и с тангенциальным расположением режущих пластин (в): 1 — кор-пус; 2 – режущие пластины; 3 – винт; 4 – клин; 5 – диск; 6 – стопорный винт

Рис. 4.22. Концевая ступенчатая фреза
Концевые копировальные фрезы малого диаметра (d = 10…15 мм) могут выполняться с режущими пластинами цилиндрической формы без смещения (рис. 4.23, а) и со смещением относительно оси инструмента (рис. 4.23, б). Такие фрезы используются для обработки поверхностей сложной формы. Схема со смещенной осью обеспечивает более надежное крепление пластин. В процессе обработки силы резания воздействуют на корпус 2 и штырь 3, жестко контактирующих с корпусом по всей его длине и обеспечивающий стабильное закрепление режущей пластины 1. Режущая пластина устанавливается со смещением относительно оси фрезы на винте 4. Пластины контактируют со штифтом и дном паза корпуса.
Простота и надежность конструкции обеспечивает эффективное использование таких фрез при обработке радиусных участков сложноконтурных поверхностей изделий.
Разновидностью концевой фрезы является шпоночная фреза (рис. 4.25). Размер шпоночной фрезы по диаметру определяется шириной нарезаемой шпоночной канавки и колеблется от 3 до 40 мм. Шпоночная фреза имеет два винтовых режущих зуба на цилиндрической части и два торцовых зуба.
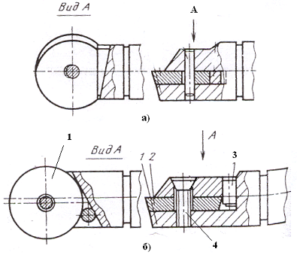
Рис. 4.23 . Схема концевой фрезы с режущей пластиной цилиндрической формы: 1 – режущая пластина; 2 – корпус; 3 – штырь; 4 – винт

Рис. 4.25. Схема и внешний вид шпоночной фрезы
В момент врезания фрезы на глубину шпоночной канавки (подача вдоль оси фрезы) главными режущими зубьями являются торцовые, а при осуществлении подачи вдоль оси детали – цилиндрические зубья.
Шпоночные фрезы по исполнению в металле могут быть цельные (рис.4.25) или с напайными пластинами.
Особенность условий работы шпоночных фрез заключается в том, что шпоночный паз они обрабатывают за несколько проходов. В конце каждого прохода производится врезание на глубину паза за счет вертикального движения вдоль оси фрезы. Переточка шпоночных фрез производится по задним поверхностям торцовых кромок. При этом диаметр фрезы сохраняется, что необходимо для обеспечения постоянства размера паза.
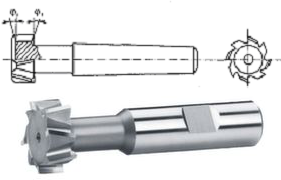
Рис. 4.26. Концевая фреза для обработки Т-образных пазов
К разновидностям концевых фрез относятся также фрезы для обработки Т-образных пазов (рис. 4.26), которые работают в тяжелых условиях и часто ломаются из-за скапливающейся стружки в обрабатываемом пазу. Для улучшения отвода стружки фрезы делают с равнонаправленными зубьями и с углом поднутрения на торцах, равным φ=1…2 о .
Читайте также: