Фреза по металлу коническая торцевая
Обновлено: 14.05.2024
Подробно рассмотрим один из самых востребованных сегодня инструментов для обработки деталей. Начнем с того, что такое торцевая фреза: это резец, в нашем случае по металлу, выполненный в цилиндрической (круглой, многогранной) форме и обладающий целым рядом зубов, размещенных на боковых частях. Каждый из них, по сути, представляет отдельное лезвие, контактирующее с материалом заготовки независимо и поочередно. Благодаря такой конструкции достигается сравнительно лучшая производительность при сохранении стабильно высокого качества и точности. Безусловным плюсом также считается возможность одновременной расточки двух взаимно перпендикулярных поверхностей – за счет расположения кромок.
Такой набор свойств и обуславливает широкое использование в сфере машиностроения: для зубчатых колес и валов, чистовой подготовки уступов и пазов и тому подобных операций.
Что такое успешное торцевое фрезерование
Под ним понимают обработку детали, выполненную максимально безопасно, строго с заданной точностью (с формированием необходимых углов у заготовки), а также с оптимальной производительностью. Это возможно только при правильном подборе инструмента: модель с главным углом в плане 450 обеспечит одну глубину и силу резания, 900 – уже другую, и так далее.
На практике успешность выполнения технологической операции зависит от целого ряда факторов, требующих учета, и это:
- Взаимное расположение зубов и поверхности – изменяя его, можно контролировать воздействие на кромку, характер формирования стружки, результат.
- Ширина обработки – при нескольких проходах ее устанавливают в 3/4 диаметра торцевой фрезы, в других случаях – на 20-50% меньше.
- Расстояние между осями инструмента и заготовки – чем оно меньше, тем короче путь резцов и лучше компенсация ударных нагрузок. Но при этом важно, чтобы не было полного совпадения по симметрии, иначе циклические изменения спровоцируют вибрации, способные повредить пластину и/или не дать устранить шероховатость.
- Пересечение пазов и отверстий – при этом следует снижать подачу до 50% от обычной. Но еще надежнее выполнять сверление и/или места стыков уже после обработки.
- Непрерывность контакта – она важна при отделке деталей большой площади. В таких случаях метод нескольких параллельных проходов неприменим – рациональнее двигаться по периметру, а на углах – по большему радиусу, чтобы избежать возникновения разрушительных колебаний.
- Характер входа инструмента при замкнутом контуре – можно врезаться, по спирали или маятниковым способом, или выполнить нужное отверстие сверлением, а далее уже осуществить все необходимые операции.

Особенности торцевой фрезы по металлу
- Режущие кромки у нее располагаются только с торца – в этом ее отличие от других вариантов инструмента. При такой конструкции непосредственную обработку детали осуществляют вершины зубов, а съем материала выполняется при продольной подаче, боковыми частями.
- Лезвий у нее много, и они контактируют с поверхностью заготовки поочередно, что значительно продлевает срок службы оснастки.
- С помощью резцов сравнительно легко формировать грани под наклоном и/или вертикальные уступы – главное, чтобы высота последних не превышала величины зубьев.
- Формируемые углы обработки определяют не припуски, а размеры торцевых фрез (в первую очередь – их диаметры).
- Вращение может быть как левым, так и правым, но технологическую операцию в любом случае необходимо начинать с края детали (или с выемок, если те сделаны предварительно).
- Конструктивное исполнение – либо монолитное, либо со сменными лезвиями, но оба варианта характеризуются высокой степенью жесткости (в том числе и закрепления), что позволяет стабильно поддерживать высокую производительность труда, особенно при правильном подборе смазочных и охлаждающих жидкостей.
- Геометрия кромок бывает различной – от окружностей до ломаных под сложными углами линий, – но она всегда должна обеспечивать плавный съем материала при минимальных припусках, не изменяющих угол контакта.
Мы разместили особенности в произвольном порядке, а не по степени их важности, но все они помогают определять назначение торцевой фрезы, которое состоит в быстром, качественном и безопасном формировании плоскостей нужного уровня шероховатости, а также уступов с необходимым наклоном стенок.
Сфера применения
Данные инструменты используются в качестве резцов в вертикально ориентированных станках, выполняющих операции чистовой обработки простых и сложных фасонных поверхностей, а также пазов и отверстий. Наиболее востребованы в машиностроении, так как растачивают широкую номенклатуру деталей, чаще всего – валы или зубчатые колеса.
По характеру выполняемых задач подразделяются на 3 принципиально разные группы. Рассмотрим сами технологические операции и актуальные рекомендации при их реализации.

Прерывистое торцевое фрезерование плоскостей
Его следует избегать тогда, когда это в принципе возможно. При этом особенно важно воздержаться от обработки технологических отверстий и мест стыков, иначе спровоцируете лишние нагрузки, как на саму деталь, так и на инструмент. Учитывайте также негативное влияние входов (врезаний) и выходов: каждый новый повышает износ кромок.
Чтобы сделать при этом стружку более тонкой, рекомендуется вдвое снизить стандартную величину подачи лезвия в точках расположения прерывающих элементов. Хотя лучше всего, повторимся, сверлить или организовывать соединения уже после проведения съема материала.
Торцевое фрезерование отгибающихся и тонкостенных деталей
При решении задач данной категории следует руководствоваться следующими соображениями:
- В обязательном порядке учитывать, в каком направлении будет осуществляться движение кромки, при закреплении заготовки – для надежной фиксации и сохранения стабильного положения.
- Поддерживать глубину проникновения на уровне от 0,5-2 мм – для снижения эффекта от осевых сил.
- Использовать инструмент с довольно крупным шагом зубов – для минимизации количества вовлеченных в техпроцесс резцов, а значит и для продления общего срока службы.
- Применять лезвия заостренной геометрии, с L-образными задними углами, в тех случаях, когда площадь контакта должна быть наименьшей.
- Выбирать торцевую фрезу с углом в 900 для обработки заготовок со слабой устойчивостью по осевым направлениям, потому что у нее радиальный характер распространения нагрузок.
- Активно эксплуатировать инструмент и в условиях ненагруженного резания.
- Отдавать предпочтение кромкам с неравномерным (несимметричным) шагом в сложных и нестандартных случаях.
Учет всех вышеперечисленных моментов на практике позволяет оптимизировать производственные процессы, повысить точность съема материала, защитить режущие элементы от преждевременного выхода из строя. Внимание, это специфические нюансы, которые перекликаются с общими рекомендациями, а их мы отдельно рассмотрим ниже.
Работа торцевой фрезой над кромками тонкостенных деталей
В данном случае следует ориентироваться на следующие правила:
- Располагать инструмент со смещением к краю от центра – для стабилизации движений и более равномерного распределения нагрузок вдоль стенок с целью предотвращения вибраций.
- Выбирать пластины с максимально острой геометрией по принципу: «средняя будет лучше тяжелой, но хуже легкой».
- Отдавать предпочтение такому шагу, при котором в процессе резания сможет одновременно участвовать хотя бы пара зубов.
- Решать стандартные задачи на низких режимах функционирования станка, с небольшой подачей и незначительной глубиной.
- Останавливаться на пластинах с короткими фасками и минимально возможным радиусом – для уменьшения вероятности появления колебаний с их негативным эффектом.
Также есть общие рекомендации к использованию фрезы торцевой по металлу ГОСТ 26595-85. Они сводятся к следующим советам:
Виды торцевых фрез
Вариантов данного инструмента достаточно много – в силу большого объема и актуальности тех задач, которые можно решить с его помощью. Все разнообразие разделяют по нескольким показателям, первый из которых – металл исполнения режущей части. Это может быть либо углеродистая сталь (чаще всего), либо минералокерамические сплавы (реже), либо алмазы (в ограниченных случаях – для шлифовки особо твердых поверхностей).
Следующий параметр – конструкция, по которой выделяют цельные или сборные модели. Первые монолитные, зубья расположены прямо в корпусе, у вторых вставные кромки. Посмотрите, как в каждом случае выглядит торцевая фреза, чертеж наглядно демонстрирует разницу.
Форма резцов – еще одни классификатор, и она может быть скругленной, прямо- и криволинейной (сложной). От геометрии зависит интенсивность влияния сил биения, а значит и износ. Наиболее долговечным считаются U-образные лезвия, поэтому они используются для черновых и получистовых операций.
Устанавливаться инструменты могут как на хвостовик – тогда они концевые, – так и в оправу со шпонкой – тогда они надсадные, удобные для съема металла с уступов и поверхностей из чугуна. Оба варианта исполняются из быстрорежущей стали, поэтому отличаются сравнительно хорошей прочностью. Качество крепления торцевых фрез при этом обычно одинаково высокое.
Теперь давайте рассмотрим инструменты по группам их применения.

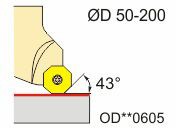
Торцевые и плунжерные с углом в плане 10-65
Предназначены для растачивания под воздействием осевых сил резания и этим отличаются от традиционных, у которых характер нагрузок преимущественно радиальный. Могут похвастаться сравнительно низкой мощностью потребления и малым уровнем шума. Эффективны при обработке глубоких, узких, закрытых пазов, а также углов карманов (после проведения черновых операций).
В эту же категорию входят модели с малым главным углом, которые интересны тем, что существенно повышают подачу без перегрузок пластины за счет тонкой стружки. Главное – не приближать лезвие к позиции, перпендикулярной поверхности заготовки, ведь в таком случае придется значительно увеличивать глубину проникновения в материал.
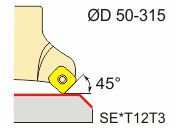
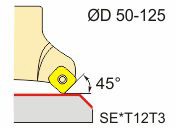
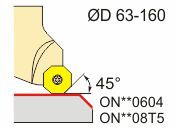
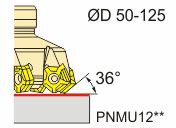
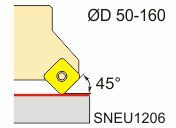
Фрезы для обработки торцов с углом в плане 45
Классически распространены в общих случаях – из-за следующих особенностей:
- Уровень вибраций сравнительно низок даже при нежесткой настройке, что особенно удобно при значительных вылетах.
- Есть эффект уменьшения толщины стружки, за счет которого можно совершенно безопасно повысить производительность выполняемых операций.
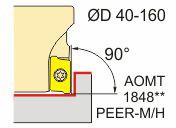
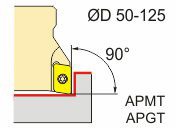
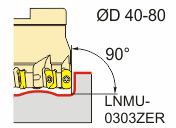
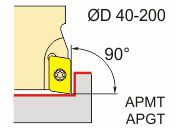
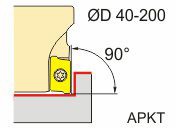
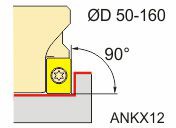
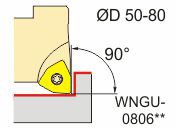
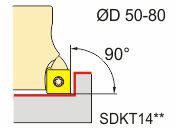
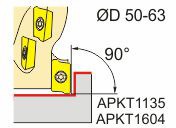
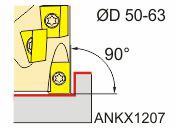
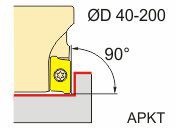
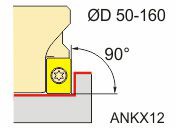
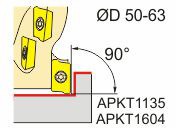
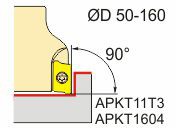
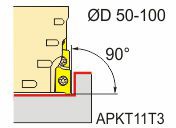
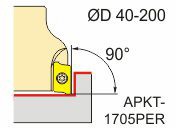
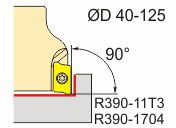
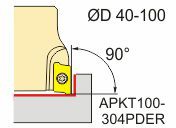
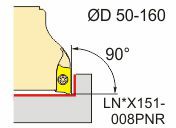
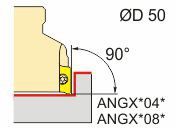
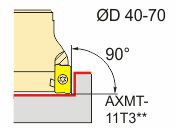
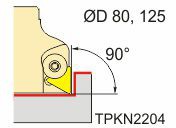
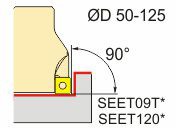
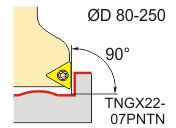
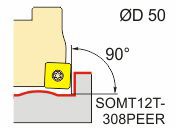
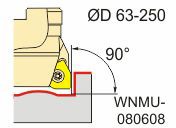
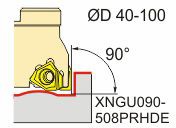
С углом в плане 90
Инструменты для более специфических ситуаций – с их помощью обрабатывают:
- заготовки, закрепленные не жестко;
- детали с тонкими стенками;
- уступы под прямым углом (перпендикулярно оси).
Отличаются небольшими действующими силами, поэтому нашли достаточно широкое применение.
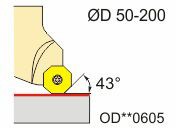
С круглыми пластинами и большого радиуса
Значительно облегчают врезание под углом, поэтому подходят как для сложных случаев, так и для общей профильной обработки. Могут похвастать прочнейшими кромками, способными эффективно снимать даже слои жаропрочных сплавов категории ISO S. И это при плавном резании и сравнительно большой производительности. Сочетание столь полезных свойств и обусловило высокую степень универсальности данных инструментов.
Выбор метода обработки
Сводится к установке главного угла в плане, который бывает:
- 100 – позволяет поддерживать исключительную (максимально высокую) скорость подачи, чему благоприятствуют осевые векторы прилагаемой силы, но лезвие проникает на сравнительно малую глубину, что не всегда удобно;
- 25-650 – за счет хорошей производительности и наличия большого количества зубов может похвастать широкой применяемостью;
- 900 – отличается значительной степенью врезания, поэтому снимает слои металла даже тогда, когда в других условиях инструменты уже пасуют, причем при незначительных силах воздействия (потому не приведет к деформации тонких стенок), но несколько замедляет выполнение работ.
Действующий ГОСТ на торцевые фрезы
Межгосударственный стандарт 26595-85 описывает право- и леворежущие инструменты, регулируемые и нет, сборные – с твердосплавными или минералокерамическими кромками, а также не содержащие вольфрам или защищенные износостойким слоем.
Согласно ему, есть два варианта исполнения:
- с фиксацией на оправках;
- с закреплением на шпинделе.
Допуски – в интервале от 50 до 500 мм. Возможна как круглая, так и трех-, четырех-, пятигранная форма лезвий. Фиксация – по схеме: «клинья – опора – корпус – резец и вставка» (в первом случае) или с помощью кольца, державки, пружины, штифтового/болтового соединения.
Если фрезы торцевые насадные со сменными пластинами, ГОСТ уже 24359-80, если мелкозубые – 9473-80.

Широкие возможности станков
Современное оборудование, оснащенное данными режущими инструментами, при условии эргономичной и безопасной конструкции, обрабатывает стальные, чугунные, медные, латунные, алюминиевые детали, а также заготовки из других сплавов и материалов.
При правильной установке и регулярной заточке резцов не проблема добиться сверхточной обработки поверхности. А датчики – скорости вращения, температуры двигателя и других параметров – позволяют обеспечивать максимальную производительность, не допуская возникновения опасных ситуаций.
Нюансы выбора
Чтобы добиться лучшего качества обработки плоскости, стоит:
- использовать пластины из кермета, если планируете осуществлять врезание на высокой скорости;
- не забывать о масляном тумане и СОЖ в случае с материалами класса ISO S или M (вязкими);
- отдавать предпочтение острым кромкам с PVD-покрытием, когда нужно гарантировать сверхточность;
- обращать внимание на таблицы зависимости глубины и шероховатости от главного угла и ширины лезвия.
Посмотрите, как выглядит торцевая фреза: фото тех или иных ее вариантов дают достаточно верное представление о ее конструкции. А для получения более полной информации обращайтесь для бесплатной консультации в «Сармат»: в процессе заказа станка квалифицированные менеджеры помогут выбрать и оптимальные режущие инструменты для нужного оборудования.
Фреза торцевая

Фреза торцевая – это металлорежущий инструмент цилиндрической формы с большим количеством рабочих лезвий расположенных на торце и боковой части. При этом каждый зуб является отдельным резцом что позволяет, при высокой скорости вращения, производить чистовое фрезерование и получать высокое качество поверхности. Особенностью применения является поочередный контакт зубьев с материалом в процессе обработки и более высокая производительность в сравнении с цилиндрическими фрезами.
Сфера применения и особенности
Торцевые фрезы применяются на вертикально-фрезерных станках для чистовой обработки плоскостей, пазов, уступов, а также различных фасонных поверхностей сложной конфигурации. Основной сферой применения является машиностроение – расточка валов, зубчатых колес и других деталей. Инструмент позволяет одновременно производить обработку двух поверхностей расположенных под прямым углом относительно друг друга благодаря режущим кромкам на торцевой и цилиндрической поверхностях. Для повышения эффективности обработки необходим грамотный подбор корпуса, скорости резания, сменных пластин, смазки и охлаждающих жидкостей.
В процессе обработки профилирующими являются только верхушки кромок. Формы режущих элементов могут быть разнообразными, чаще всего они выполнены в виде окружности или ломанной. Форма и расположение режущих частей позволяет производить плавную обработку с минимальным припуском, величина которого не влияет на угол контакта с заготовкой. Главными параметрами являются диаметр фрезы и ширина реза. Необходимым условием торцевой обработки являются высокая жесткость и габариты инструмента, поэтому особо прочным является крепление зуба и сменных пластин.
Виды инструмента
На торцевые фрезы приходится большой объём работ, что требует разнообразия вариантов исполнения для решения поставленной задачи. В первую очередь фрезы подразделяются по материалу режущей части фрезы, в качестве которого используются:
- Быстрорежущие и углеродистые стали.
- Твердые сплавы.
- Минералокерамика.
- Промышленные алмазы (для неметаллических твердых материалов).
В зависимости от конструкции фрезы могут быть сборными или цельными. Первые имеют съёмные твердосплавные зубья или пластины, что позволяет производить заточку или замену по мере износа. По форме вершин зубьев инструмент может быть скругленным или прямолинейным. Скругленные имеют более высокие эксплуатационные характеристики благодаря минимальному биению кромок при резании и высокой износостойкости. Зубья со скругленными вершинами используются для черновой или получистовой обработки.
В зависимости от способа крепления торцевые фрезы подразделяются на концевые и насадные. При концевом креплении производится монтаж на хвостовик, насадные монтируются на оправу со шпонкой. Последние обычно используются для работы со стальными и чугунными деталями, для подготовки уступов и плоскостей. Материалом насадных фрез обычно является быстрорежущая сталь.
Действующий ГОСТ
Технические условия торцевых фрез регулирует ГОСТ 26595–85. В нём описан инструмент регулируемый или не регулируемый в осевом направлении, с твердосплавными пластинами или вставками из минералокерамики. Насадные фрезы со вставными режущими элементами регулирует ГОСТ 24359-80. Также действует ГОСТ 9473-80 на насадные мелкозубый инструмент с твердосплавными вставками и другие стандарты.
Торцевые насадные фрезы
AF01
AF02
AF06
EF06
F36-PNMU
IE11-90
IE21-90
IE31-90
IE51-90
IE81-90
IF11-43
IF11-45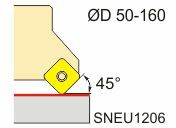
IF22-45
IH21-90
IH31-90
IK21-13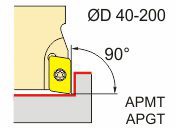
MEA190
MEB190
MEC190
MHB190
MFA143
MFB245
PE05
PE09
PE11
PE12
PE13
PF01
PF02
PF05
PF06
_i_15ci-63.jpg)
YGF90
Особенности торцевых фрез и описание их видов
Обработка деталей и комплектующих методом фрезерования превзошла по удельной производительности строгание и шлифовку. Фрезерование выполняется разными фрезами, количество типов которых достигает десятка. Один из типов фрез – торцевая.



Что это такое и для чего нужны?
Торцевая фреза для ручного фрезера – инструмент (расходник), в котором торец оснащён режущими кромками. В отличие от цилиндрической фрезы, используемой преимущественно на горизонтально-фрезерном станке, торцевая фреза используется на устройстве с вертикальной фрезеровкой. У торцевой фрезы ось вращения ставится под углом в 90 градусов относительно растачиваемой в данный момент плоскости заготовки.
По сравнению с теми же цилиндровыми фрезами, у которых все рабочие точки разрезающих граней участвуют непосредственно в шлифовке и пропиливании обрабатываемой поверхности, торцевая фреза работает в основном лишь верхушками разрезающих кромок. Торцевые разрезающие грани выполняют завершающую стадию обработки. Основная стадия торцовочного фрезерования – задача боковых разрезающих кромок, имеющихся с наружных сторон.

На каждом из зубьев торцевой фрезы верхушки разрезающих кромок – профилеобразующие. Форма этих кромок принимает разные очертания, заданные производителем. Реально в деле используются торцевые фрезы, имеющие режущие кромки в виде ломаной или ровной окружности. Угол на торцевой фрезе равен 45-90 градусам. Наиболее распространены режущие кромки с Ф-углом в 45-60 градусов. Чем меньше этот угол, тем более устойчивой и долговечной является фреза.
Угол, стремящийся к 90 градусам, снижает точность стачивания детали в месте, подлежащем обработке. Прямой угол приводит к повышенной вибрации, что негативно влияет и на фрезу, и на сам привод.

Торцевая фреза даёт возможность работать чётко и аккуратно даже при незначительной ширине отбортовки. Дело в том, что ширина этого припуска не влияет на угол соприкосновения, а больше зависит от ширины зоны обточки и диаметра рабочей части инструмента. Торцовочная фреза обладает повышенными весом и жёсткостью, чего не скажешь о цилиндровых инструментах. Высокая массивность и прочность даёт дополнительные возможности для нанесения на фрезу более твёрдых покрытий (или припаиванию более твёрдых зубцов) – например, алмазного напыления, победитовых кромок и т. д.

Закрепляется такая фреза в патроне привода заметно надёжнее, чем расходники, не обладающие увеличенным весом. По сравнению с цилиндрическими фрезами, торцевые позволяют обработать больше деталей. На плоскости такие фрезы работают дольше. Они увеличивают число обработанных деталей, в т. ч. и в единицу времени, что позитивно влияет на производственные процессы и эффективность отдела предприятия, чьи функции – фрезерование. Для торцевых фрез различного форм-фактора действуют требования ГОСТ №26595-85.
Обзор видов
Торцевая фреза – инструмент, классифицирующийся по исполнению конструкции и типу крепления, по материалу разрезающей части и методу закрепления в патроне фрезеровального станка. На практике применяют торцевые резаки диаметром от 40 до 100 мм. На производстве размер (диаметр рабочей части) доходит до нескольких сотен миллиметров, в зависимости от решаемой задачи.
По типу конструкции
Конструкция разных торцевых фрез отличается:
- направлением разрезающих зубьев – по часовой или против часовой стрелки;

- их взаимным расположением – на основном шипе располагается другой, меньший по толщине и/или по направлению зуб;
- количеством зубьев – их количество зависит от диаметра (например, от 6 до 10);

- периметр зуба в продольном (перпендикулярном оси хвостовика фрезы) представляет собой равнобедренный, близкий к правильному многоугольнику.

Плоскоторцевые фрезы применяются в выборке, раскраивании и черновой обточки деталей. Конец фрезы в продольном разрезе представляет собой П-образную конструкцию. Хвостовик обладает диаметром порядка нескольких миллиметров – толщина «хвоста» достаточна, чтобы расходник в целом выдержал продольно-поперечные, динамические нагрузки, возникающие в начале и по окончании обточки.

Рабочая часть выступает на 0,2 и более миллиметров. Угловое скругление обладает радиусом до полумиллиметра. Зубьев – от 1 до 6. Витки направлены вправо (стружка выводится вверх) и влево (она же попадает вниз). У прямого направления витков стружка движется в направлении, совпадающем с основным вектором движения. Гибридная фреза обладает направлением всех витков, кроме последнего, вправо. Последний виток у гибридной фрезы направлен влево.

Фреза с плоским торцом и одним зубом применяется для заточки начерно и раскраивания деталей. С двумя – возможности расходника возрастают до получистовой расточки. Число в 3-6 зубьев – данная фреза послужит для выборки, (полу) чистовой обточки. Последний вариант пригоден для растачивания цветмета и некоторых сортов стали, включая легированную и низкоуглеродистую.

По материалу режущей части
Материал для режущих кромок фрезы выбирается исходя из материала обрабатываемых деталей и скорости вращения расходника. Работа на небольшой скорости и замедленной подаче заготовок требует легированной и быстрорежущей стали марок Р18, ХГ, ХВ9, 9ХС, ХВГ, ХВ5. Фрезерование жаростойких и жаропрочных сталей, нержавейки (последняя очень вязкая и усложнена в обточке) требует другие быстрорежущие (инструментальные) марки сталей Р9К5, Р9К10, Р18Ф2, Р18К5Ф2.



Повышение ударности при фрезеровании потребует стали марки Р10К5Ф5. Фреза, обрабатывающая стекло, керамику, закалённую сталь и другие особо твёрдые материалы, возможно, потребует победитовые кромки или алмазное напыление. Заводам промышленные алмазы как раз по карману – их приобретение быстро окупается значительными партиями производимых изделий. Но алмазные фрезы доступны далеко не всем пользователям – даже фреза малого диаметра может стоить не одну тысячу рублей.


Чистовая обработка потребует кобальтосодержащую сталь с повышенным процентом карбидов и пониженным количеством самого кобальта (как для свёрл). Марки этих сталей – ВК2, ВК3 Т15К6 и несколько похожих. Черновая и получистовая же обработка влечёт использование фрезы, чья сталь лучше обогащена кобальтом. Дело в том, что кобальт повышает пластичность (и уменьшает ломкость) стали, позволяя рабочему применить режим повышенной ударности на станке, не теряя в качестве обточки. Эти марки – ВК8, ВК10, Т5К10 и т. д.


По способу крепления
Насадочная фреза с механическим удержанием пластин на торце крутящей оси предусматривает расположение технологических шипов и пазов – равномерное, по ходу кольцевой канавки, идущей между внешним и внутренним периметрами самого расходника. Конструкция здесь сменная: хвостовик может проработать с несколькими насадками, либо одна и та же насадка – с несколькими хвостовиками. Обычно и то и другое меняют, когда технологические зубцы-зацепы хвостовика (или фрезерной коронки) начинают стираться.
Замена фрезы и крутящей оси-хвостовика производится только после экспертной оценки. Дело в том, что расцентрованная фреза вибрирует больше задуманного. Привод и патрон даже в ударном режиме могут быть преждевременно разбиты, что в конечном счёте влечёт капремонт фрезера.
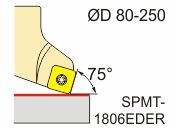
Торцово-концевые фрезы, в отличие от насадных, являясь своеобразным гибридом концевого и торцевого типов, обладают собственным несъёмным хвостовиком. Они вставляются в патрон или в удлинитель-переходник и предназначены для более тяжёлых фрезеровочных работ. Технологический угол достигает 75 градусов. Они пригодны для закрепления непосредственно в патроне дрели или в переделанных под фрезер самодельных (либо универсальных) дрелях и перфораторах.

Торцевая фреза – главный инструмент (после привода) в станках вертикального фрезерования, где выполняют преимущественно чистовую обработку плоскостей, пазов и шипов, фасонных плоскостей усложнённого рельефа. Главной областью использования выступают технологические операции на машиностроительных заводах. Так, на этих заводах выполняют растачивание валов и осей, шестерней и т. д.

Обрабатываемые поверхности в данном случае расположены под углом 90 градусов – разрезающие кромки располагаются на торце и на поверхности цилиндра инструмента. Чтобы повысить качество и скорость обточки, мастер оптимальным образом подбирает кожух, обороты двигателя, выставляет нужные для работы сменные комплектующие подходящего назначения, использует смазку и жидкости-теплоносители, снимающие избыток выделяющегося тепла. Резаки по дереву не содержат никаких усиливающих, кромок вроде победитовых наконечников.
Для работ по дереву применяется простая быстрорежущая сталь распространённых марок. Дело в том, что дерево даже таких твёрдых пород, как самшит, легко просверливается и выбирается простыми свёрлами и фрезами.
То же самое справедливо и для высверливания заготовок из цветных металлов (алюминий, магний, медь, цинк, свинец, олово, никель) и их сплавов (бронза, латунь, дюраль, алюминиево-магниевые сплавы, мельхиор, припой и т. д.).
Советы по использованию
Рекомендации по правильному применению торцевой фрезы заключаются в следующем.
- Используйте в каждом конкретном случае изделие с рекомендуемыми параметрами. К примеру, нельзя обрабатывать стекло, гранит, закалённую сталь фрезами из обычной инструментальной стали. Как бы ни была тверда и износостойка быстрорежущая сталь, она легко затупится о заготовки материалов, твёрдость которых (по шкале Роквелла) превосходит или равна используемым инструментам. Это напоминает ситуацию, в которой калёный саморез из легированной стали крепче, чем фигурная отвёртка из чёрной стали: отвертка повредится после затягивания нескольких десятков саморезов без предварительного рассверливания скрепляемых заготовок.
- Не перегревайте фрезу за счёт избыточного усилия и самых высоких оборотов, выдаваемыми конкретным фрезером. Быстрорежущая сталь, как калёная и другие похожие марки стали, при нагреве до нескольких сотен градусов отпускается. Чтобы вернуть её в исходное состояние, такую сталь необходимо перезакалить, погружая нагретую фрезу (или деталь, заготовку) в машинное масло, остужая её по специальному алгоритму. Алмазные фрезы также критичны к перегреванию: углеродные частицы не могут содержаться на перегретом припое и отлетают от стального полотна, на котором они закреплены. Кроме того, при сильном раскаливании алмаза последний превращается в графит, и диск становится бесполезным – он годится лишь для работы по дереву.
- Не используйте торцевые фрезы для несвойственных им работ, например, для врезки петель. Торцевые изделия не рассчитаны на мебельные и другие работы, где требуется простое вырезание материала.
- Включите при начале обточки скорость, достаточную для обработки заготовки. Недостаток оборотов (мощности) может привести к застреванию фрезы, застопориванию привода, что негативно отразится на качестве обточки.
- Не пытайтесь с помощью фрезы неподходящего (например, меньшего) диаметра обточить заготовку в одном и том же месте несколько раз. Это не только негативно скажется на конечном результате (неровности обточки, несоответствие её формам, указанным в проекте подготавливаемого изделия), но и приведёт к ускоренному, а также неравномерному износу зубьев режущего инструмента. Неравномерный износ, в свою очередь, обладает смещённым центром тяжести – резак попросту будет болтать в разные стороны. Возникшая при этом паразитная вибрация довершит своё дело: резак сломается, патрон фрезера расшатается.
- Не используйте ударный режим резания с неусиленными фрезами, рассчитанными на безударный режим. Нарушение данной рекомендации – залог быстрой поломки резака: отлом режущих зубьев, износ общей коронки, отрыв алмазных (или победитовых) частиц. Само изделие при этом перегревается, технологические канавки оси, на которую надет резак, изнашиваются быстрее. Инструмент начинает болтаться, что тут же отзовётся неровным торцеванием – края прорезанного зазора будут сплошь в насечках и выбоинах.
Правильный выбор торцевой фрезы и её надлежащее использование – залог долговечности резака и самого фрезера, высокого качества и скорости работы. Становится возможным заточить сотни изделий за одну рабочую смену, если мастер трудится на заводе.
Особенности конических фрез
Знать основные особенности конических фрез, их разновидностей по металлу и по дереву обязательно даже при организации простой мастерской на дому. В этом случае точная информация про усеченный конус для ручного фрезера, про фрезы обратные и под 45 градусов для дрели, про другие фрезы будет очень полезна.



Характеристика
Самая важная специфика конических фрез вынесена в их название — эти приспособления имеют форму конуса. Подобное исполнение обеспечивает сравнительно небольшое сечение концевой части. Потому она способна выполнять довольно тонкую работу и с высокой эффективностью. Главным образом коническое фрезерующее оборудование изготавливается из карбида вольфрама.
Этот материал имеет превосходную жесткость, сохраняет ее при прорезе самых разных материалов и конструкций — что позволяет работать точно и притом достаточно долго. Качество выполняемой работы определяется тем, насколько точно соблюдены заявленные геометрические характеристики кончиков фрез. Конусное исполнение имеет и еще одно преимущество — оно гарантирует успешную работу даже при манипуляциях на глубину существенно большую, чем габариты хвостовика.


Такое свойство позволяет отказаться от предварительной подготовки или же ограничиться при ней минимальными работами. Еще конус универсален и может одинаково успешно использоваться как в бытовом оборудовании, так и в мощных промышленных аппаратах (при условии, что учтены ограничения по уровню нагрузки).
Стоит отметить, что коническую фрезу в специальной литературе относят к концевому типу, и это практически всегда синонимы. Поскольку такие изделия часто подвергаются мощным нагрузкам, обычно их конструкция монолитна (не содержит швов). Средняя часть у конца толще, чем в начале. При этом глубина канавок сокращается. По тому, как выполнен торец, принято выделять сферические и плоско-торцевые модели.


Для чего нужны?
Концевое фрезерующее оборудование позволяет успешно обрабатывать:
Как уже говорилось, его можно ставить и на профессиональные фрезерные станки, и в ручные электроинструменты. Станет возможно без труда создавать уступы и выемки конусной формы. Еще одно частое использование — манипуляции со взаимно перпендикулярными поверхностями. Концевая фреза может быть применена в процессе чистовой и получистовой отделки материалов — все зависит от того, насколько велик размер ее зуба.
Поскольку такие приспособления могут быть сделаны из различных материалов, обеспечена возможность выбрать подходящий вариант для каких угодно работ – и по картону, и по металлу, и не только.


Виды и размеры
Сферические
Такой вид конусных приспособлений используют, если нужно добиться максимально высокой точности при обработке материала. В пользу подобного устройства свидетельствует еще и повышенная механическая стойкость. Оттого его можно спокойно применять даже при весьма серьезных нагрузках. В большинстве случаев предусматривается оснащение двумя либо тремя зубчатыми частями. Они могут прорезать прочные детали и заготовки достаточно эффективно, потому и востребованы широко.


Сферическое приспособление подходит и для черновых, и для чистовых манипуляций в одинаковой степени. Многие такие фрезы делают из сплавов с мелкозернистой структурой. Подобное решение обеспечивает надежность и удобство применения. Пользоваться мелкозернистой фрезерующей конструкцией не составляет труда даже неопытным мастерам. Необходимо только понимать, что за эти преимущества придется платить в прямом смысле слова.
С плоским торцем
Такое исполнение позволяет успешно использовать фрезу при обработке общемашиностроительных материалов различного типа. Стружка при этом эффективно выводится из зоны контакта. Что немаловажно, подобный подход гарантирует оптимальное выполнение черновой обработки. А вот при чистовой отделке поверхности позитивный результат обеспечен не всегда. Этот момент требуется уточнять у поставщиков особо.
В некоторых случаях модели с плоским торцом берут, чтобы выбирать и раскраивать материал. Подобное решение с плоским концом широко применяется и в промышленном, и в частном производстве. В описаниях отмечается способность справляться даже с самыми трудными для обработки материалами.


Не станут исключением и закаленные металлы. В большинстве случаев обработка фрезами с плоским наконечником идет в два этапа.
Необходимо понимать, что изделия по металлу получают главным образом на основе особо крепких сплавов. Для такого инструмента рекомендован особо малый угол заточки. Причина понятна — если затачивать приспособление под большим углом, то фреза начнет сильно тупиться при повышенных скоростях обработки. Модели по дереву чаще имеют заточку на 45 градусов и более (но обычно не выше 55 градусов). Требования к конструкционным материалам также уменьшены — и все же даже самое мягкое дерево практичнее обрабатывать качественной инструментальной сталью.
Наряду с ней, могут применяться твердые и быстрорежущие сплавы. Речь идет о металле, способном противостоять сильному нагреву и мало изнашиваться. В некоторых случаях в ход идут алмазы, комбинации минералов и керамики, различные порошковые смеси. Но все равно инструментальная сталь остается вне конкуренции. Фрезы с углом заточки 60 градусов поставляются многими крупными изготовителями, и использовать их для дерева не составляет особого труда. Но в ассортименте любых производителей можно найти и решения, рассчитанные на 90 градусов.



Но и на этом разнообразие моделей с хвостовиком в виде конуса не заканчивается. Черновая обработка подразумевает обычно удаление материала без тщательной детализации, потому особой необходимости в крупных зубцах нет. Наоборот, оптимален оказывается как раз мелкий зуб, обеспечивающий раздробление стружки до идеального состояния. Конечная обработка проходит гораздо лучше, если применять остро затачиваемое устройство. Что касается моделей с обратным конусом, то основная часть их применяется не в металлообработке, а для косметических процедур — об этом свидетельствует хотя бы соотношение ссылок, выдаваемых поисковиками.
Точно такая же ситуация характерна и для фрез типа усеченный конус. А вот модели для мастерских и заводов часто поставляются с подшипником. Обычно их используют для копирования по заданному шаблону. Потому подобная оснастка востребована в серийном производстве.
Расположение подшипника снизу или в верхней части непринципиально — решение должны принимать сами мастера по своему вкусу.


В отдельную группу с полным основанием выделяют фрезы «Морзе». Такие модели применяют, чтобы фрезеровать:
- графит;
- мягкое дерево различных пород;
- чугун;
- стальные изделия.
Конус Морзе обеспечивает практически непревзойденный уровень надежности и стабильности даже при серьезной нагрузке. Попутно обеспечивается оптимальная жесткость расположения в шпинделе. Фреза оттуда не вылетит самопроизвольно. Стандарт требует, чтобы в рабочем сегменте отсутствовали участки с пониженным уровнем твердости. Доступное сечение колеблется от 10 до 63 мм.
Как выбрать?
Фрезы для дрели по металлу отличаются по конфигурации рабочего блока. Самые простые варианты таких инструментов — зенковка и шарошка. Применяя шарошку, можно убрать поверхностный слой материала. Зенковкой же стоит пользоваться, когда предстоит наряду с грубыми процедурами создавать углубления точной конфигурации. Угловым устройством пользуются, чтобы работать с наклонными участками и угловыми пазами. Но угловую и фасонную фрезу для дрели применяют лишь изредка. По виду зубьев фрезерующие компоненты делятся на остроконечный и затылованный типы.
Первый вариант подразумевает последующую переточку по задним поверхностям. В результате сохранить геометрические свойства совершенно невозможно. Затылованный формат полностью лишен такого недостатка. Фреза для дрели может быть цельной или изготовленной по сборной схеме. Первый вариант уменьшает себестоимость изделия. Однако эксплуатационное удобство будет под вопросом. Сборную конструкцию часто делают из дешевой стали, и только рабочие элементы тогда изготавливают из твердых сплавов.
Фиксация обычно производится путем пайки, даже высокая стоимость сборных фрез по сравнению с цельными аналогами вполне компенсируется.


Что касается фирм, то наряду с известными широко Bosch, Stayer, Jet, заслуживают внимания изделия брендов:
Для 3D-обработки в основном используют фрезерно-гравировальные станки. Соответственно, и требования к фрезам для них заметно выше. Даже бюджетная компоновка подразумевает наличие трех степеней свободы у инструмента. Поскольку исходят обычно из соображений максимальной надежности, предпочитают цельные модели на основе крепких сплавов. Важными требованиями к конструкции оказываются:
- механическая прочность;
- сопротивляемость износу;
- малый уровень биений даже на повышенной скорости.
Все чаще трехмерная обработка проводится с помощью фрез, имеющих алмазное покрытие. Они отличаются повышенной стойкостью и длительным сроком эксплуатации. При этом качество обработки вполне прилично. Если правильно выбрана программа и фреза, то удастся обеспечить приличное качество работы. Необходимо понимать, что инструмент бывает либо весьма добротным, либо дешевым — согласовать эти противоречивые позиции практически невозможно.


Особенности эксплуатации
Конусные фрезы можно использовать при условии отсутствия перепадов высоты. В некоторых случаях врезка инструмента в дерево начинается на малой скорости. Необходимо учитывать жесткость используемого станка и достигаемое ускорение. Нормальная работа сопровождается образованием полноценной стружки.
Если появляется пыль, фреза будет изнашиваться слишком сильно. Чтобы не сломать инструмент преждевременно, требуется проводить обработку в два этапа. Черновая процедура очень ценна при глубоком заходе приспособления в материал. На ручном фрезере применяют торцевые фрезерующие части с различным сечением хвостовика.


До начала работы требуется проверить правильность фиксации всех частей и элементов конструкции. При креплении фрезы нельзя нарушать указанную на корпусе отметку наименьшей глубины крепления — в противном случае она может вылететь и превратиться в опаснейший всесокрушающий снаряд. Избранную глубину тестируют на пробных заготовках. Слишком превышать ее нельзя, потому что иначе двигатель будет перегружен. Подгорание поверхности означает необходимость замены инструмента.
Менять оснастку можно только при полном отключении станка. Вырезка круга проводится по шаблону, а выборка четверти — с применением упора.
Читайте также: