Фреза с обратным конусом по металлу
Обновлено: 04.10.2024
Борфрезы по металлу — это специальный тип фрез, предназначенных для работы на высоких скоростях. Эти инструменты адаптированы для применения на металлорежущем оборудования (дрели, бормашины, граверы и пр.) при частотах вращения шпинделей до 65 000 об./мин.
В этой статье мы расскажем все о борфрезах по металлу. Ниже будут рассмотрены:
конструктивные особенности инструментов;
их типы и формы;
технология изготовления и используемые для него материалы;

Фотография №1: борфрезы по металлу
Конструкция борфрезы по металлу
Все борфрезы по металлу состоят из хвостовиков и рабочих частей, имеющих формы небольших головок.
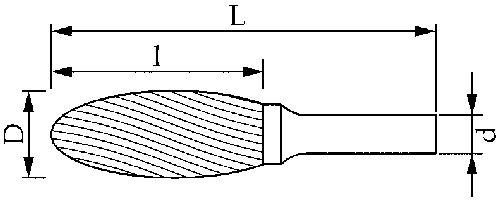
Изображение №1: конструкция борфрезы по металлу
Типы борфрез по металлу
Типы борфрез по металлу определяют по их основным характеристикам. Расскажем о них.
Формы борфрез
Борфрезы выпускают с различными по форме головками.
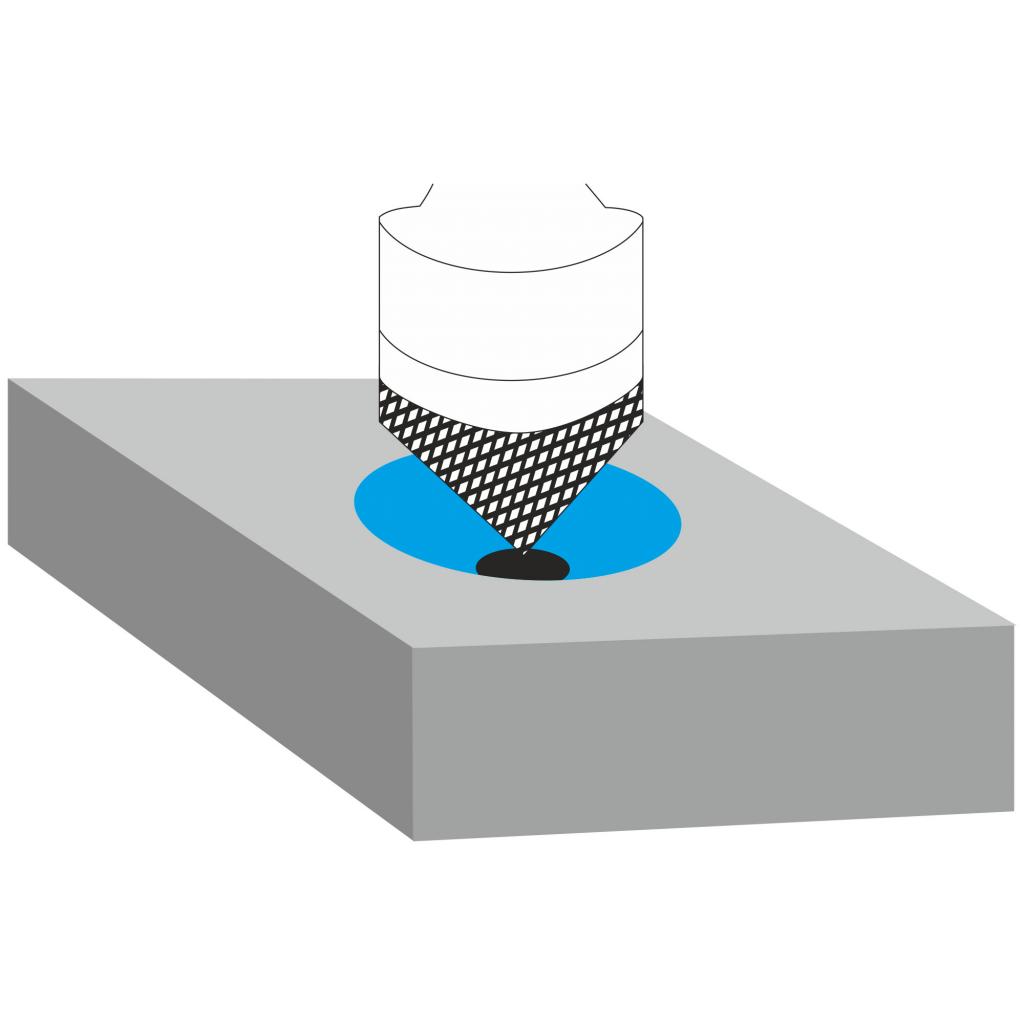
Цилиндрические борфрезы (тип A). Предназначены для обработки плоских поверхностей и снятия заусенцев.
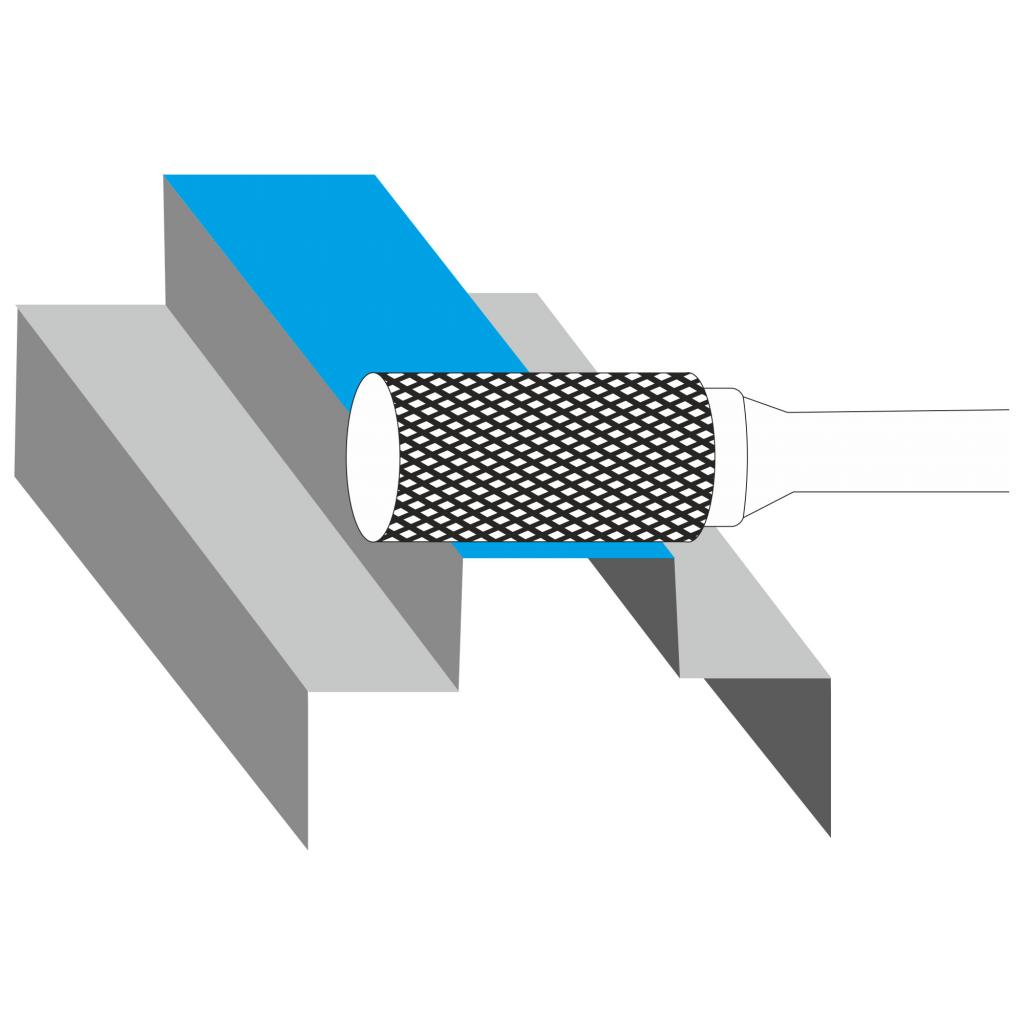
Изображение №2: обработка заготовки цилиндрической борфрезой
Цилиндрические борфрезы с торцами (тип B). Ими обрабатывают не только плоские поверхности, но и различные выборки.
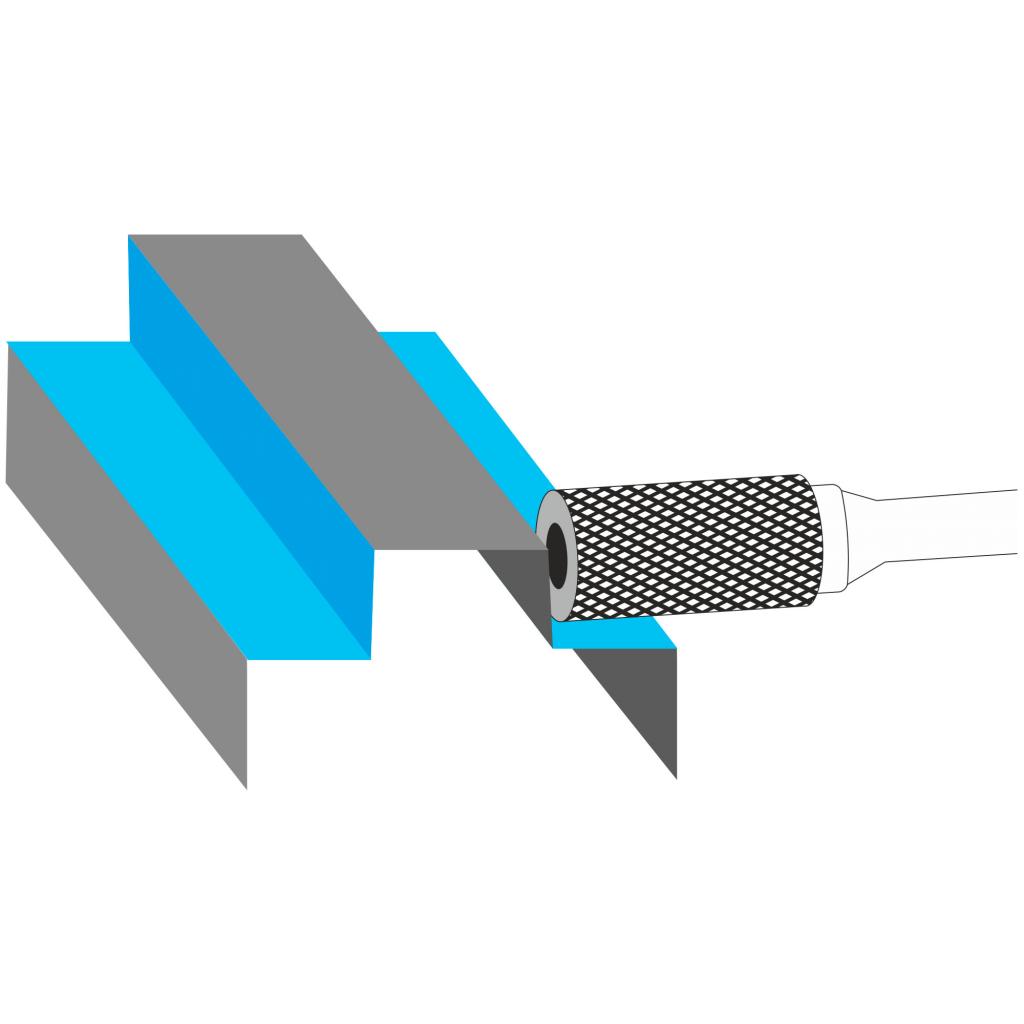
Изображение №3: обработка заготовки цилиндрической бофрезой с торцом
Сфероцилиндрические борфрезы (тип C). Применяются для обработки поверхностей и радиусных переходов.
Изображение №4: обработка детали сфероцилиндрической бофрезой
Сферические борфрезы (тип D). Их сфера применения — обработка контуров и глухих отверстий.
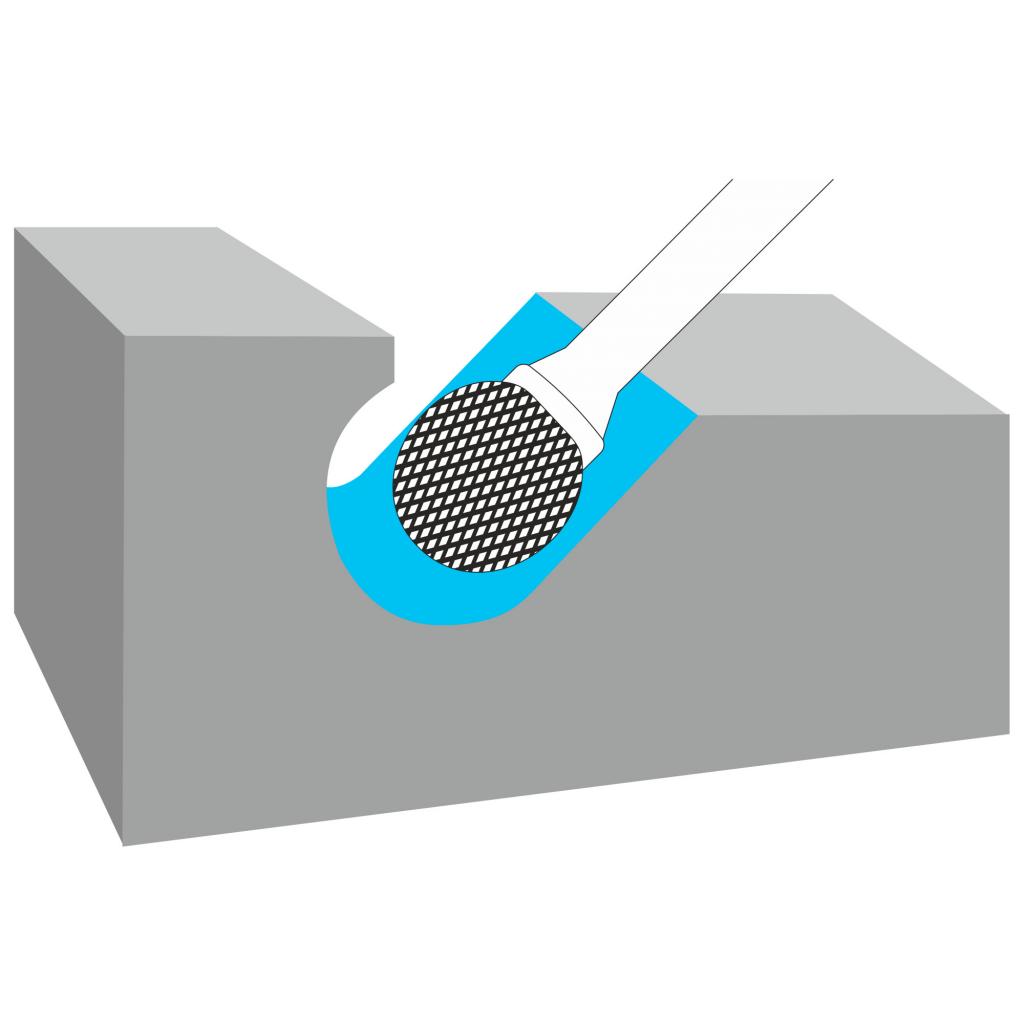
Изображение №5: применение сферической борфрезы
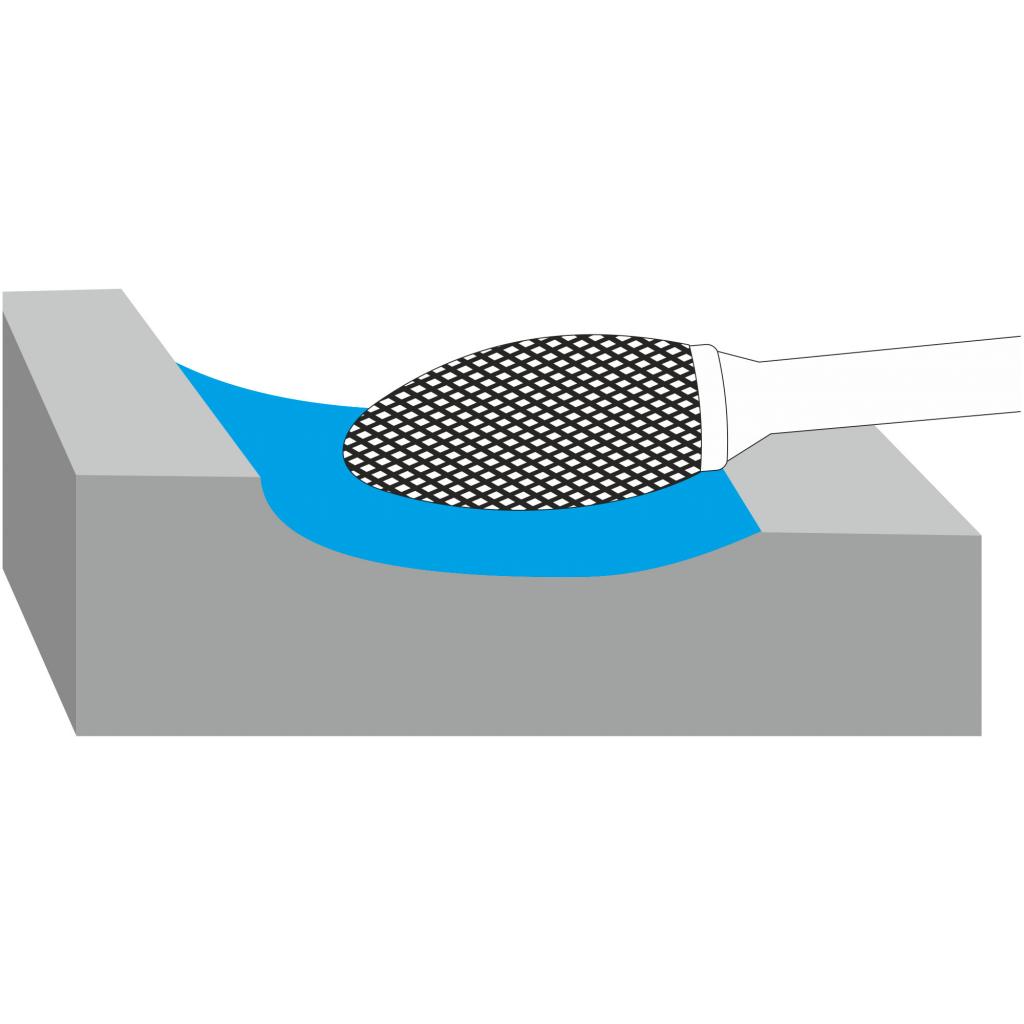
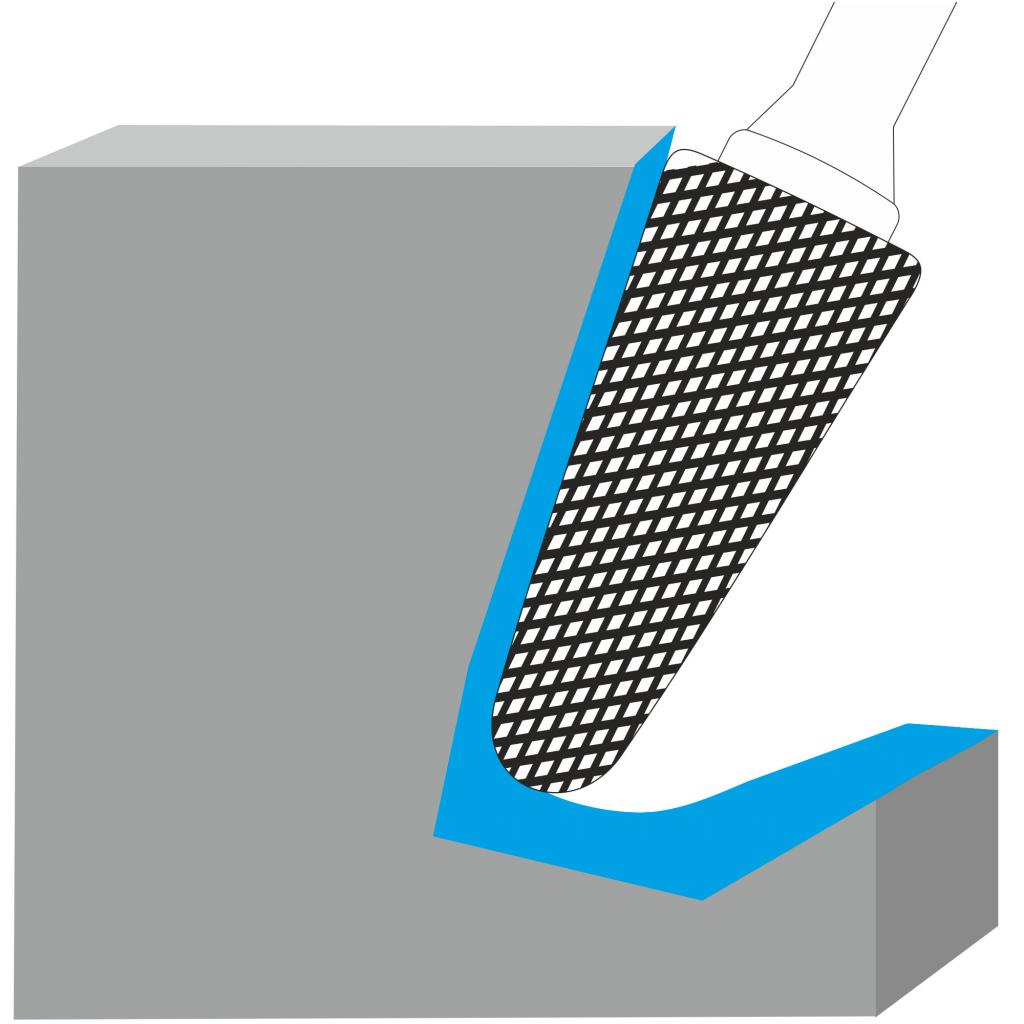
Овальные борфрезы (тип E). Предназначены для обработки угловых швов и формованных деталей.
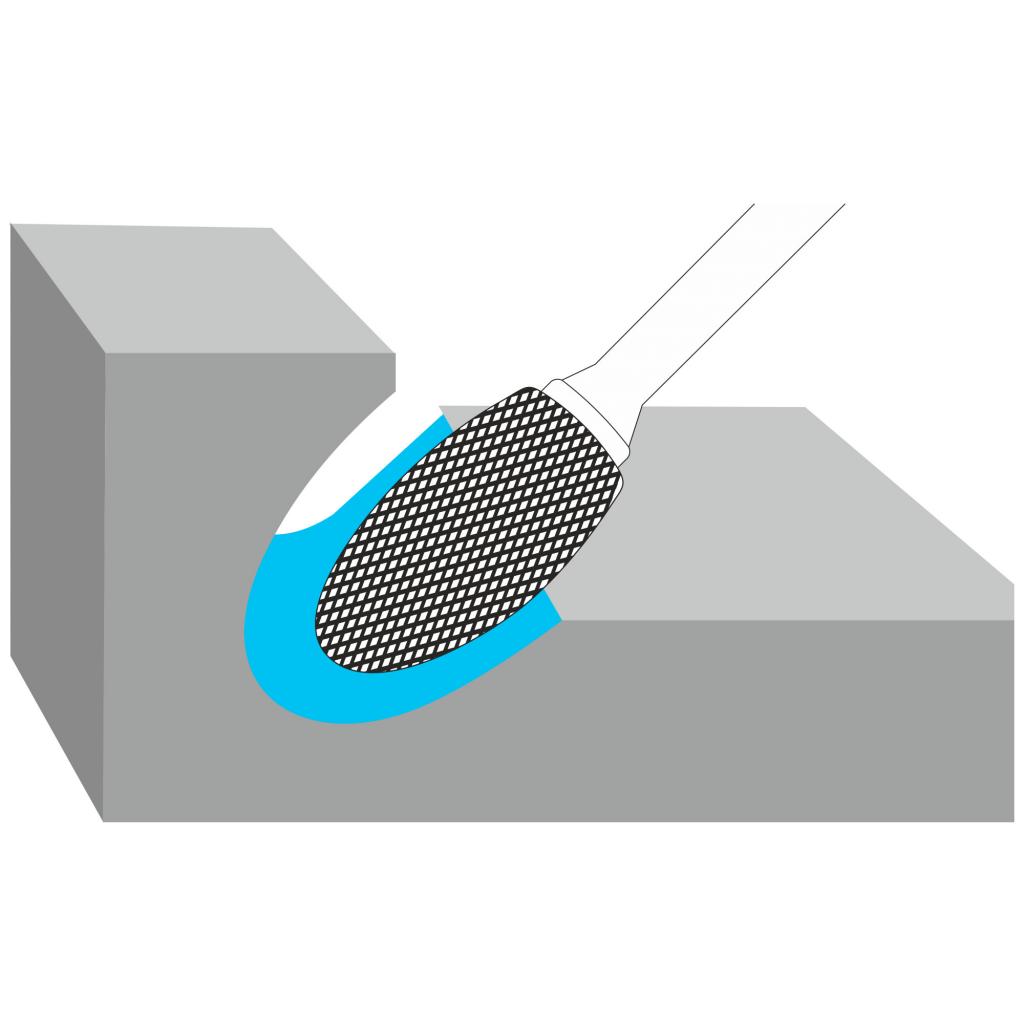
Изображение №6: обработка заготовки овальной борфрезой
Параболические борфрезы с закругленными концами (тип F). Их используют для тех же целей, что и инструменты с овальными головками.
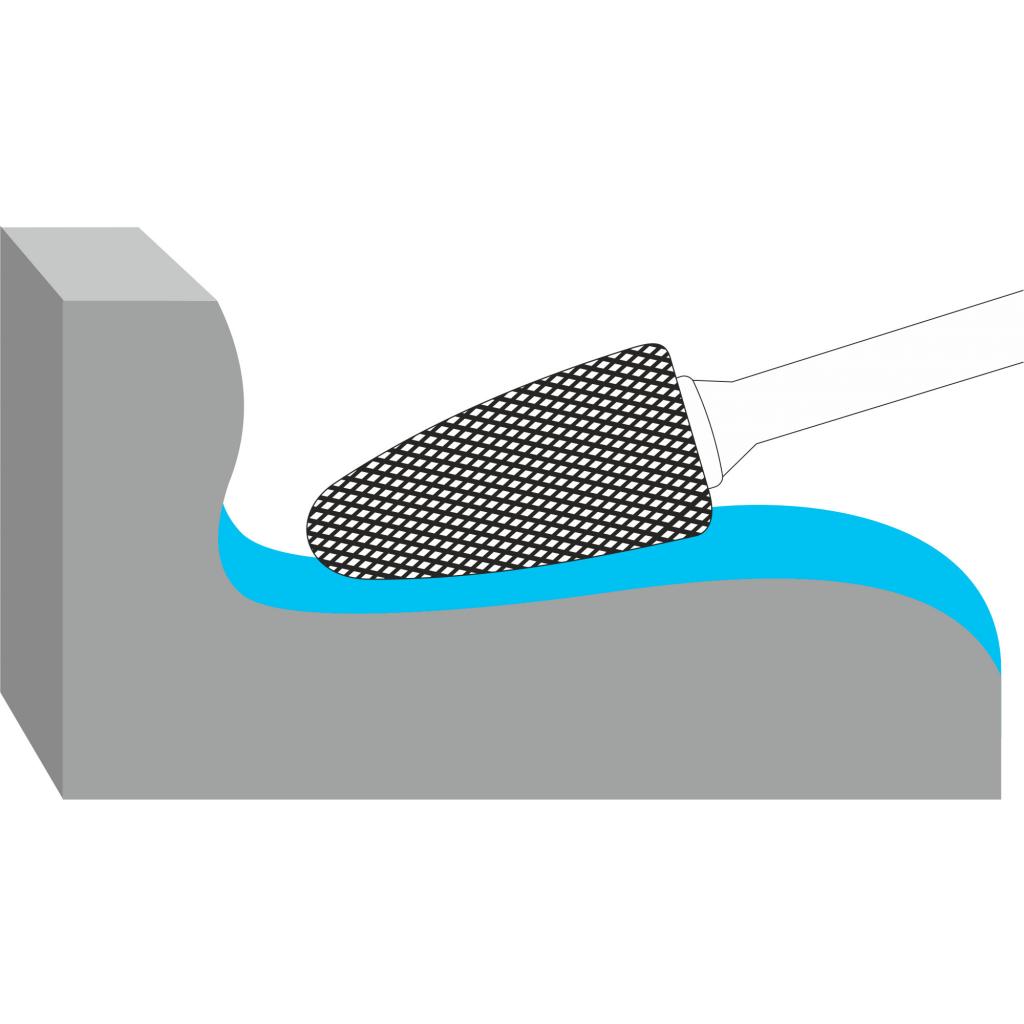
Изображение №7: обработка детали параболической борфрезой типа F
Параболические борфрезы с заостренными концами (тип G). С их помощью выполняют финишную обработку угловых швов и снимают фаски.
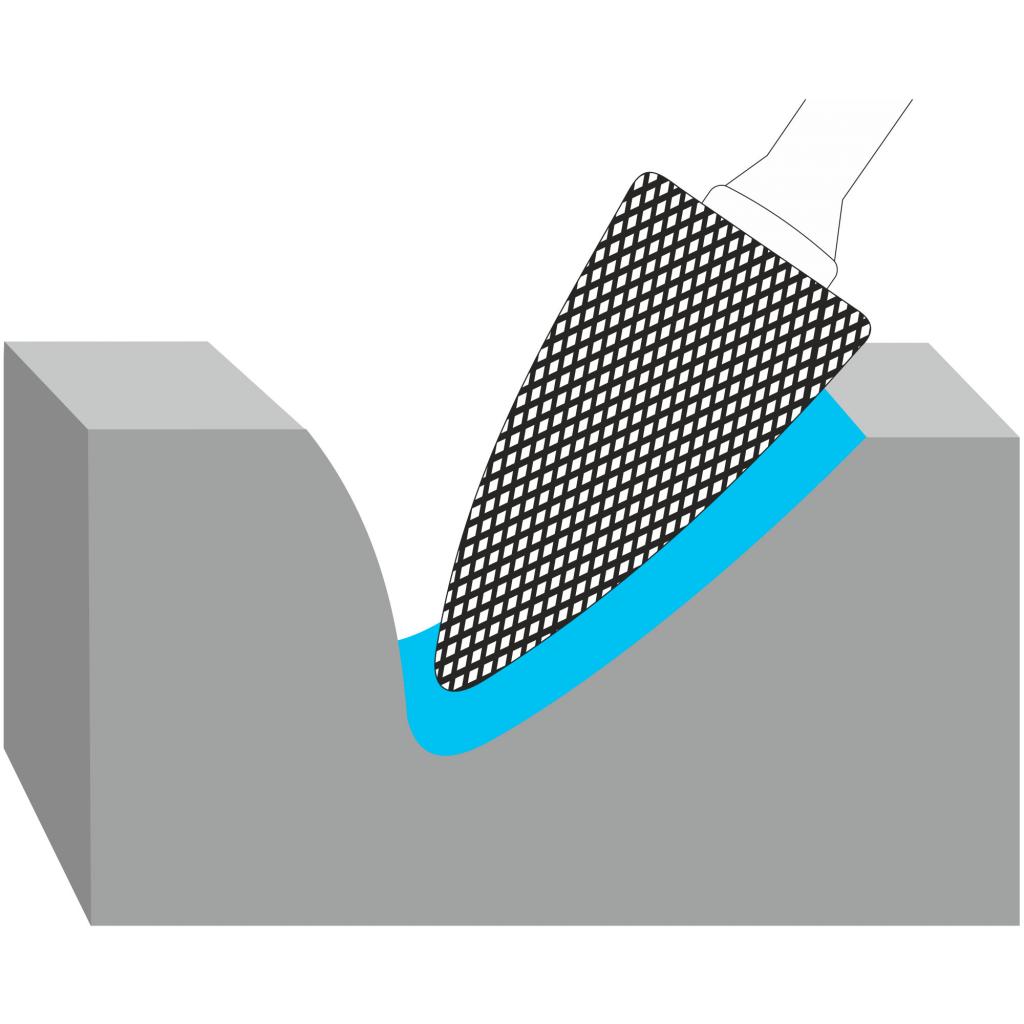
Изображение №8: применение параболической борфрезы типа G
Пламевидные борфрезы (тип H). Используются для обработки формованных деталей.
Изображение №9: обработка детали пламевидной борфрезой
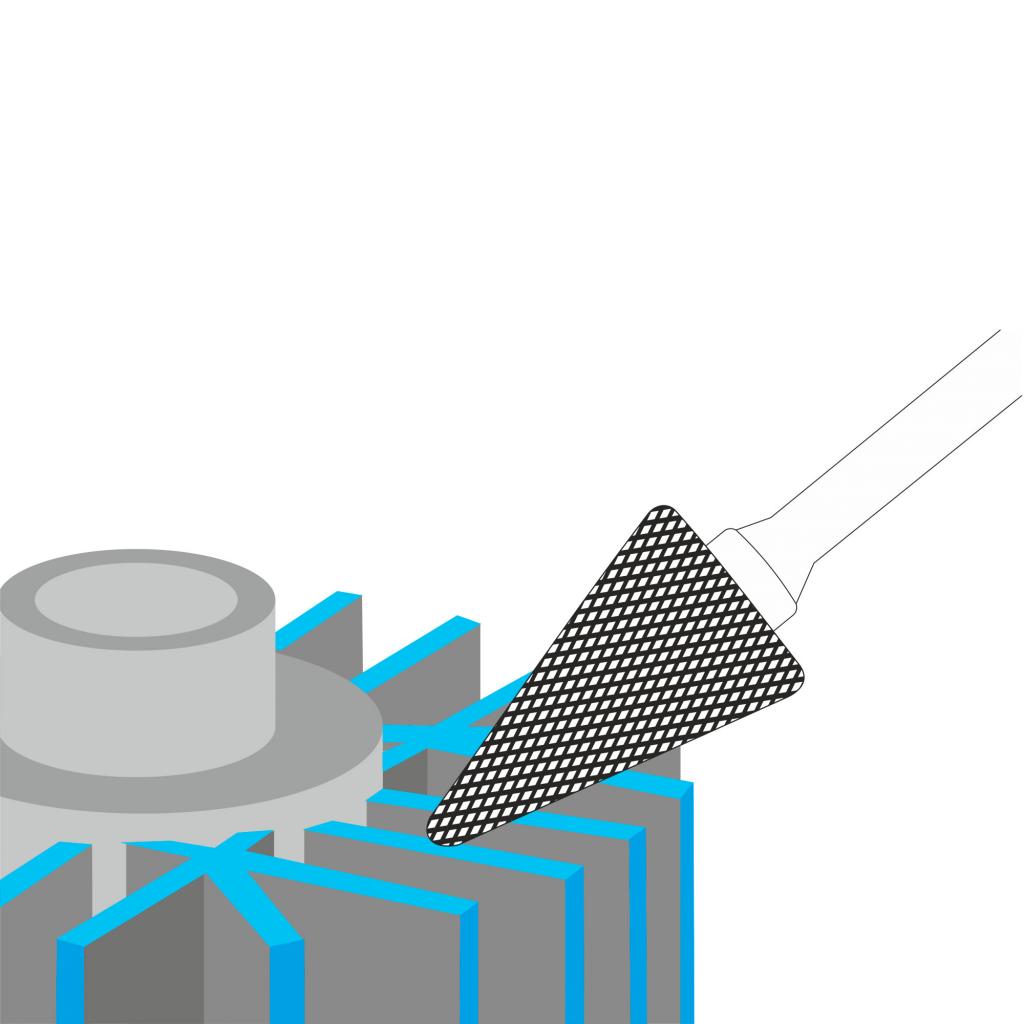
Конические борфрезы (конусность — 60°, тип J). Их основные сферы применения — зенкование, снятие фасок и обработка кромок.
Изображение №10: обработка детали конической борфрезой типа J
Конические борфрезы (конусность — 90°, тип K). Применяются для тех же целей.
Изображение №11: применение конической борфрезы типа K
Конические борфрезы с закругленными концами (тип L). Лучше всего подходят для обработки формованных деталей и труднодоступных мест.
Изображение №12: обработка детали конической борфрезой с закругленным концом
Конические борфрезы с заостренными концами (тип M). Сферы применения те же.
Изображение №13: применение конической борфрезы с заостренным концом
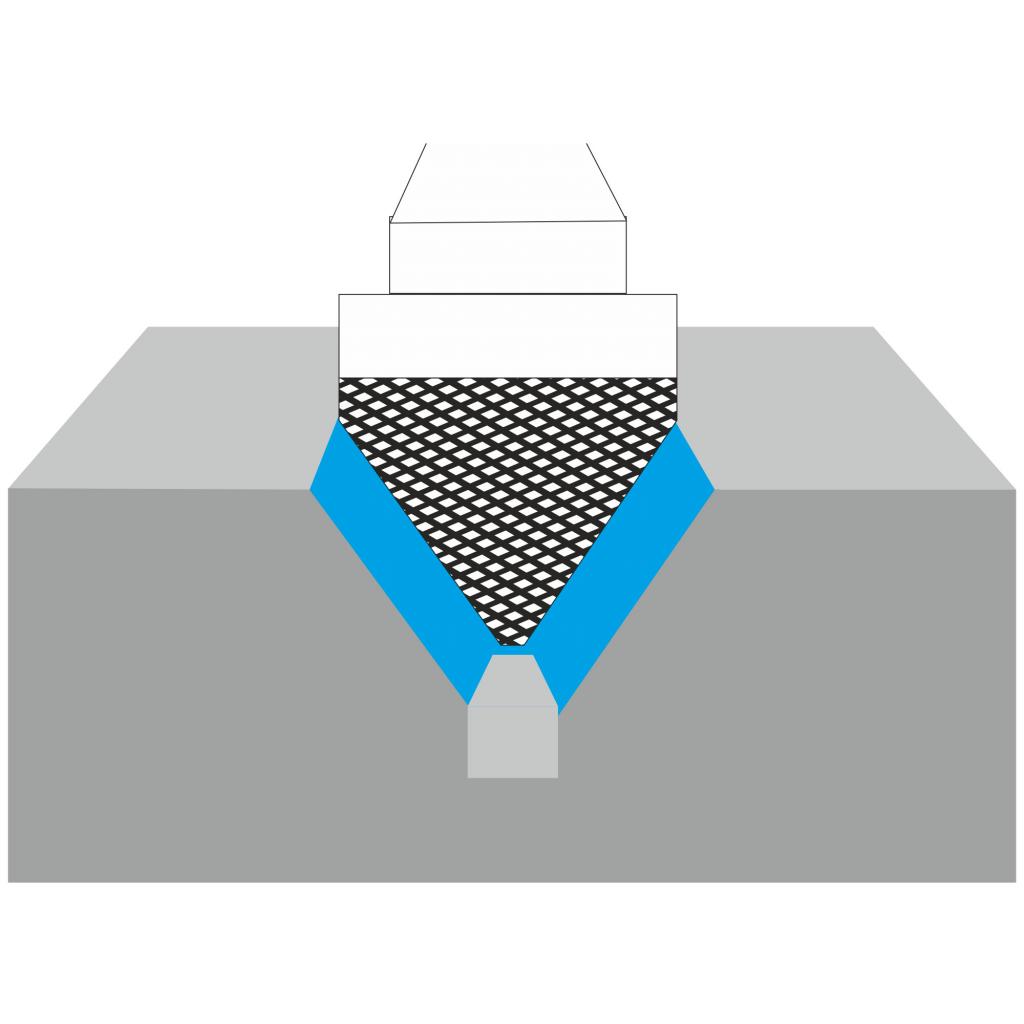
Конические борфрезы с обратными конусами (тип N). Ими обрабатывают углы и пазы.
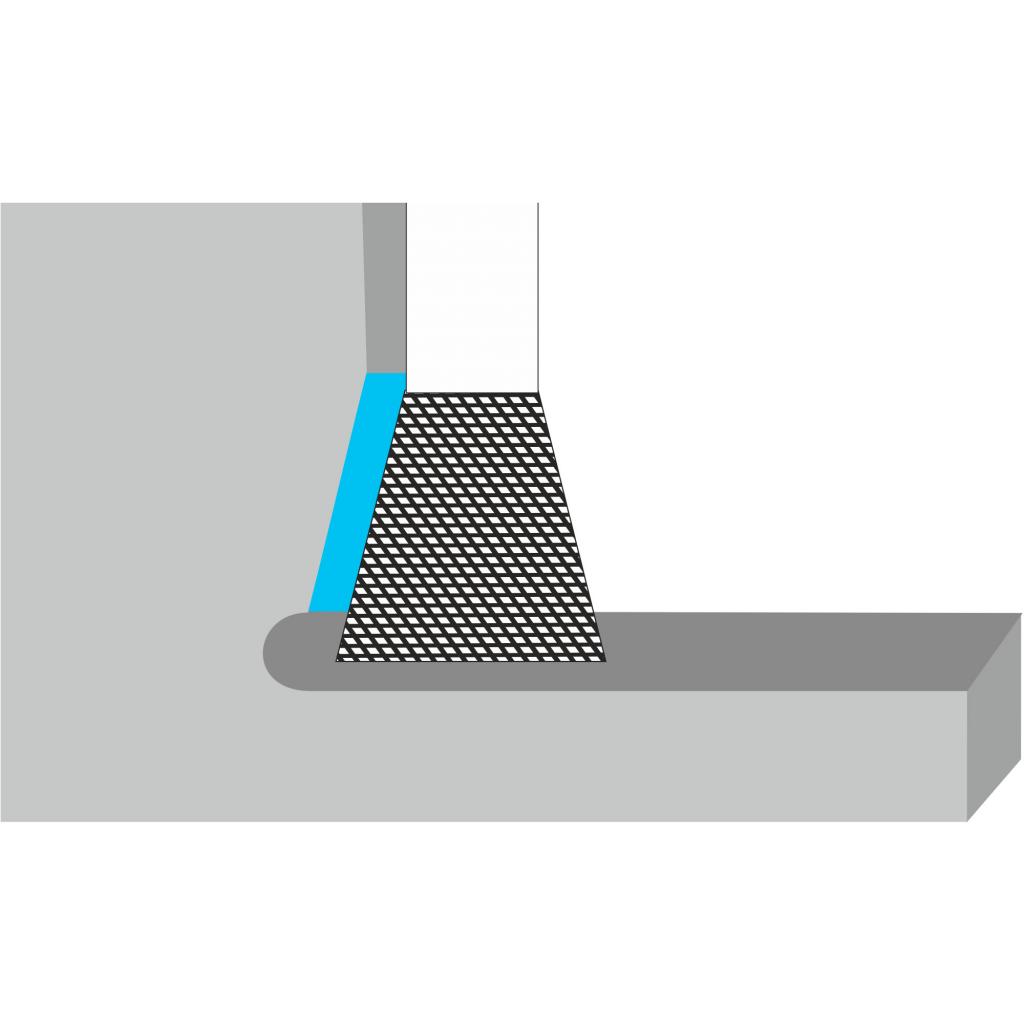
Изображение №14: применение конической борфрезы с обратным конусом
Типы заточек (насечек)
Существуют борфрезы с заточками следующих типов.
Заточка-стружколом. Борфрезы с такими насечками применяют для черновой обработки.
Укрупненная. Борфрезы с такой заточкой предназначены для обработки алюминия и иных мягких металлов.
Одинарная. Профиль зуба используется максимально. Борфрезы с одинарными насечками используют для быстрого снятия припусков. Качество обработки — высокое. Стружка получается длинной.
Двойная. Слои металла при использовании инструментов с такой заточкой снимаются легко и точно. Качество поверхности также на высоте.
Улучшенная. Борфрезы с улучшенными насечками предназначены для обработки заготовок из закаленных сталей и для использования при очень высоких требованиях к качеству поверхности.
Алмазная. Борфрезами с такими заточками обрабатывают заготовки из особо твердых материалов. Поверхности получаются очень чистыми.

Фотография №2: борфрезы с алмазными заточками
Материалы для производства борфрез
Материалом для производства хвостовиков борфрез служит среднеуглеродистая легированная сталь. Основная марка — 30ХГСА. А вот головки борфрез изготавливают из различных материалов. Перечислим их.
Инструментальная углеродистая сталь (У10А, У12А). Инструменты из этих материалов отличаются низким сроком службы и стоят недорого. Применяются для обработки изделий их мягких металлов. Устанавливаются на дрели и граверы.
Быстрорежущая сталь Р6М5. Инструментами из этого материала можно обработать практически все марки углеродистых и среднелегированных сталей. Такие борфрезы применяются чаще всего.
Твердые сплавы. Рабочие части обычно изготавливают из металлокерамики (ВК25 и ВК30). Также встречаются изделия с головками из минералокерамики и безвольфрамовых твердых сплавов. Такими борфрезами обрабатывают заготовки из жаростойких и нержавеющих сталей, а также чугуна.
Твердые сплавы с алмазным напылением. Это самый дорогой профессиональный инструмент.
Технология изготовления борфрез
Изготовление борфрез ведется в два этапа.
Изготовление хвостовика для борфрезы.
Один его конец заправляется на шлифовально-обдирочном станке.
Пруток правится на правильно-калибровочном станке.
Конец подрезается, центрируется и отрезается.
Подрезается второй конец.
Протачивается конус и снимается фаска.
На конусе фрезеруется канавка.
К хвостовику припаивается заготовка.
Удаляются остатки флюса.
Хвостовик протачивается по наружному диаметру.
Снимается фаска и подрезается шейка.
Происходят закалка и отпуск.
Хвостовик шлифуется по диаметру.
Рабочая часть шлифуется по наружному диаметру.
Обрабатывается профиль головки.
Шлифуются шейка рабочей части и торец хвостовой части.
Шлифуются зубья борфрезы.
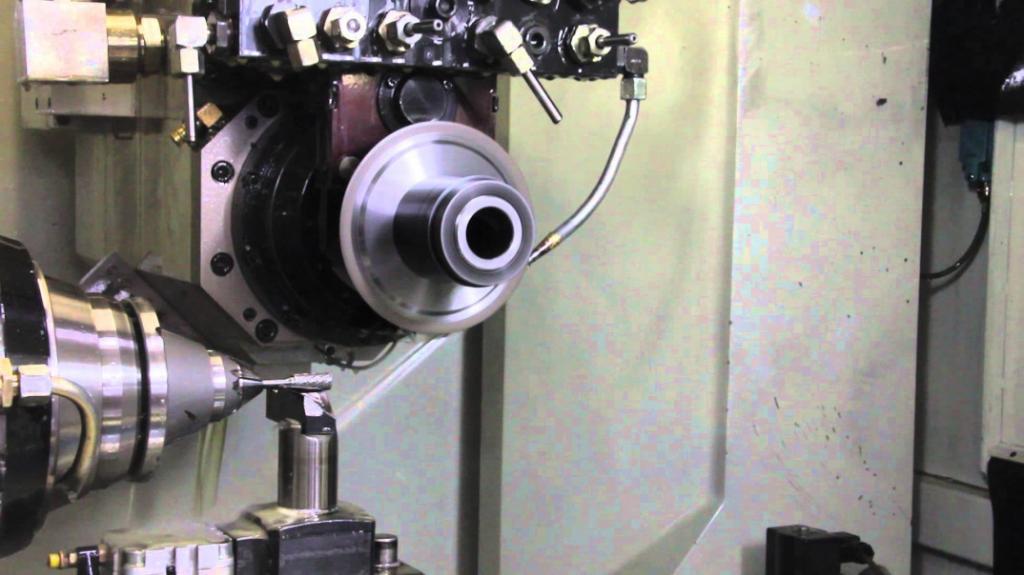
Фотография №3: изготовление борфрезы
Применение борфрез
Сфер применения борфрез очень много. Среди них:
снятие облоя и крапа с заготовок;
шлифовка поверхностей, пазов и отверстий;
обработка сварных швов;
выполнение различных технологических операций в труднодоступных местах;
вырезание сложных по форме отверстий;
Борфрезы даже применяют в электронной промышленности, ювелирном деле и полиграфии.
Выбор борфрез по маркировке
Как мы уже сказали, на все борфрезы наносится маркировка. Научим вас ее читать. Маркировка состоит из двух букв и четырех чисел. Это характеристики борфрезы.
Первая буква — тип борфрезы по форме головки.
Первое число — диаметр режущей части.
Второе число — длина головки.
Вторая буква — тип насечки.
Третье число — диаметр хвостовика.
Четвертое число — длина хвостовика.

Изображение №15: маркировка борфрез
Особенности эксплуатации борфрез и полезные советы
При эксплуатации борфрез соблюдайте следующие правила.
Подбирайте инструмент по материалу головки и типу его насечки в зависимости от твердости обрабатываемой заготовки.

Соблюдайте скоростной режим обработки. При этом лучше всего приближаться к максимальным значениям. В этом случае вероятность заклинивания значительно снижается.
Не забывайте о необходимости своевременного нанесения смазочных жидкостей.
Не давите на борфрезу. Это чревато перегревом инструмента.
Вставляйте хвостовики в патроны на максимальную глубину. Проверяйте отсутствие биения.
Соприкосновение хвостовика с обрабатываемой заготовкой чревато поломкой борфрезы.
И последнее. Соблюдайте правила техники безопасности. Работайте в спецодежде, перчатках и защитных очках.
Выбор диаметра фрезы
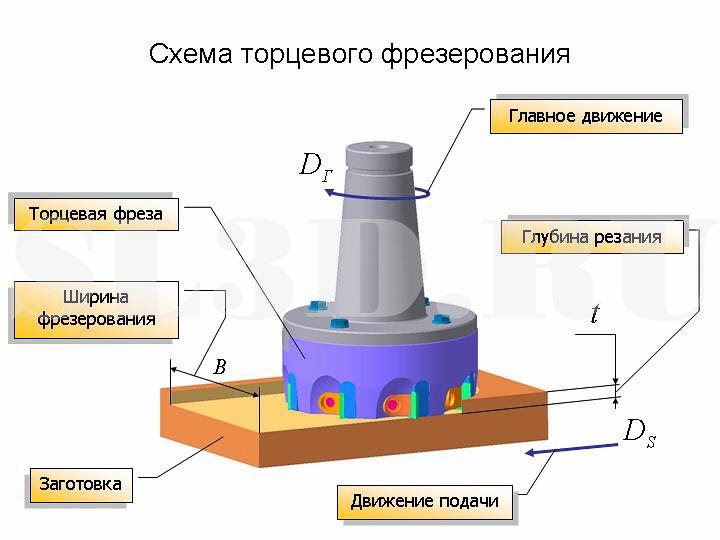
Фрезерование — это обработка заготовки инструментом, имеющим главное движение вращения и хотя бы одно движение подачи.
Наиболее часто фрезерование применяется для обработки:
Для каждого вида обработки необходимо правильно выбрать диаметр фрезы, особенно это касается обработки плоских поверхностей.
Фрезерование плоскостей обычно производится:
Торцевые фрезы, по отношению к другим, имеют ряд преимуществ:
- более жесткое крепление на оправке или шпинделе;
- плавная работа большого числа одновременно работающих зубьев;
- большие скорости резания и подачи, особенно для фрез, оснащенных пластинками твердого сплава.
Поэтому фрезерование плоскостей в большинстве случаев целесообразно производить торцевыми фрезами.
Как правильно выбрать диаметр фрезы
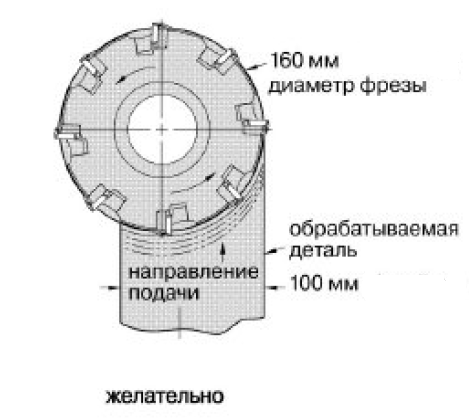
Наиболее подходящий диаметр торцевой фрезы зависит от размеров обрабатываемой заготовки, а также от мощностных характеристик станка. При этом важным фактором, определяющим успешное выполнение операции фрезерования, является взаимное расположение обрабатываемой поверхности и фрезы.
Ширина фрезерования особенно сильно влияет на выбор диаметра фрезы при обработке торцевыми фрезами. В этом случае соотношение фреза-деталь по ширине резания должно составлять приблизительно 3:2 или диаметр фрезы должен быть в 1,5 раза больше ширины детали. Например, если ширина резания составляет 100 мм, то выбирайте диаметр фрезы 160мм.
Если ширина детали большая, выбирается диаметр фрезы, соответствующий мощности шпинделя станка, и обработка ведется за несколько проходов. Например, если ширина детали составляет 600 мм, а станок оборудован стандартным шпинделем с конусом 50, следует использовать фрезу диаметром 200мм и фрезеровать за пять проходов с шириной фрезерования 120мм или за четыре прохода с шириной резания 150мм в зависимости от мощности и жесткости станка.
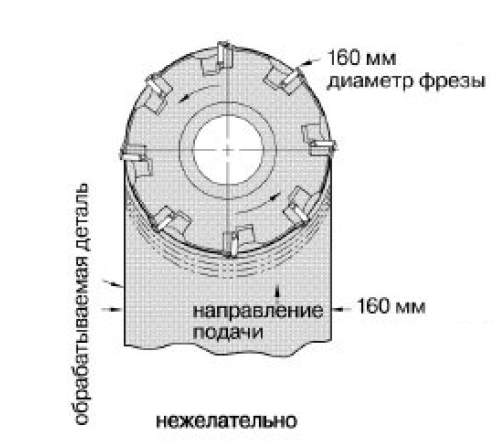
Нежелателен выбор диаметра фрезы приблизительно равный ширине резания. Стружка, образующаяся при входе и выходе, будет очень тонкой. Из-за чего будет не способна отводить тепло так же эффективно, как более толстая, и тепло снова переносится в пластину, вызывая повышенный износ режущей кромки. Так же есть вероятность заклинивания детали в зонах выхода и входа.
Если фреза нужного диаметра отсутствует, то выйти из данной ситуации можно благодаря правильному расположению фрезы:
- Установите фрезу так, чтобы приблизительно ¼ корпуса находилась вне детали, и фрезеруйте за несколько проходов.
- Выберете фрезу с отрицательным углом начального контакта (желательно).
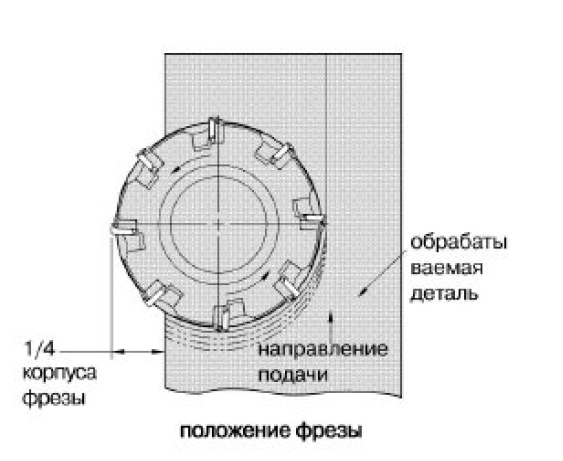
Когда диаметр фрезы значительно превышает ширину заготовки, то ось фрезы следует сместить с оси симметрии заготовки. Конечно, близкое расположение оси фрезы к оси заготовки позволяет обеспечить наикратчайший путь зубьев фрезы в металле, надежное формирование стружки на входе и благоприятную ситуацию относительно ударных нагрузок на пластину. Но когда ось фрезы расположена точно по оси симметрии заготовки, циклическое изменение силы резания при врезании и выходе может привести к возникновению вибраций, которые приведут к повреждению пластины и плохой шероховатости поверхности.
При торцевом фрезеровании по возможности избегайте фрезерования плоскостей с пересечением пазов и отверстий, так как при этом режущие кромки будут работать в неудовлетворительных условиях прерывистого резания. Выполняйте операцию изготовления отверстий после фрезерования. Если такой вариант невозможен, то при пересечении фрезой отверстия снижайте величину подачи на 50% от рекомендованной.
При обработке больших плоскостей старайтесь не прерывать контакт фрезы с заготовкой, обходя поверхность по периметру, а не за несколько параллельных проходов. Обработку углов необходимо осуществлять по радиусу, превышающему радиус фрезы, чтобы исключить возможность возникновения вибраций, связанных с резким увеличением угла охвата фрезы.
Обработка плоскости торцевой фрезой показана ниже на видео:
Борфрезы

Борфрезы твердосплавные по металлу (шарошки) - это металлорежущие инструменты, используемые для черновой и чистовой обработки металлических изделий из чугунов, сталей, труднообрабатываемых сплавов, цветных металлов и их сплавов.
Видео обзор борфрезы твердосплавные Bohre [Борэ] по металлу
Борфрезы (шарошки) по металлу - применение
Борфрезы по металлу (шарошки) применяются для различных видов операций, в том числе:
- зачистка сварных швов;
- зенкование и снятие фаски;
- обработка углов, скосов деталей и отверстий изнутри;
- опиливание и зачистка отливок;
- удаление заусенцев, скругление кромок;
- удаление неровностей с металлических деталей;
- шлифовка поверхностей;
Производство твердосплавных борфрез (шарошек) по металлу
Твердосплавные борфрезы (шарошки) изготавливают с цельными или с припаянным хвостовиком.
В России технические требования к изготовлению этого вида инструмента регламентируются по ГОСТ 34202-2017 (принят взамен ГОСТ Р 52780—2007).
Форма и размеры борфрез (шарошек) по металлу
Борфрезы (шарошки) изготавливают основных следующих типов форм режущей части:
А - цилиндрические (с гладким торцом);
В - цилиндрические с торцевыми зубьями; (тип отсутствует в ГОСТ)
С - сфероцилиндрические;
D - сферические;
Е - овальные;
F - сфероконические;
G - сфероконические с заостренным концом;
Н - пламевидные;
J - конические с конусностью 60;
К - конические с конусностью 90;
L - конические с закругленным концом;
М - конические с заостренным концом;
N - конические в форме обратного конуса.
Кроме перечисленных выше типов, существуют дополнительные типы форм режущей части и комбинированные типы, не приведенные в отечественном ГОСТ, но при этом присутствующие в продаже на рынке.
Борфрезы (шарошки) выпускают со следующими основными геометрическими размерами:
- диаметр рабочей части борфрез от 2 до 16 мм
- длина рабочей части борфрез от 1,8 до 33 мм
- диаметр хвостовика борфрез 3 и 6 мм;
- длина хвостовика борфрезы от 20 до 50 мм.
Зубья бофрез (шарошек) подразделяются на три типа со следующими буквенными обозначениями:
- F - мелкие;
- М - средние;
- С - крупные.
Условное обозначение борфрезы (шарошки) при заказе включает в себя основные перечисленные выше параметры в следующем порядке: тип фрезы/ диаметр рабочей части/длина режущей части/ тип зуба/диаметр хвостовика/ длина хвостовика, например: A 16 25 M 06 45
Борфрезы (шарошки) допускается изготавливать из твердого сплава с физико-механическими свойствами, соответствующими сплаву ВК8 и выше. Припаянные хвостовики борфрез из стали 35ХГСА и выше.
Концевые фрезы

Инструмент для промышленной металлообработки обеспечивает высокую производительность и качественное выполнение операций. ООО «СовИнструментСервис» реализует износостойкие концевые фрезы диаметром до 80 мм. Они рассчитаны на повышенные нагрузки и длительный срок службы. Ассортимент включает продукцию с цилиндрическими и коническими хвостовиками, предназначенную для обработки стали, чугуна, сплавов алюминия, никеля и меди.



Особенности продукции
Концевые фрезы с головкой из быстрорежущей стали используются для выполнения пазов различной формы (включая Т-образные), уступов, ступенчатых углублений. Таким инструментом обрабатывают черные и цветные металлы различной твердости. Производители выпускают концевые фрезы для чистовых и черновых операций, быстрой резки и тяжелых режимов. В отличие от сверла, обработка материала производится как вглубь, так и по ходу движения.
Особенности концевых фрез:
- точная центровка рабочей части на обрабатываемой поверхности;
- стойкость к крошению, истиранию, деформации;
- низкая вибрация;
- высокое качество реза без подпалов и рваных краев;
- поверхность рабочей части защищена от коррозии.
Концевые фрезы в стандартном исполнении — праворежущий инструмент с нормальным и крупным зубом. Они выпускаются с хвостовиками двух типов. Изделия с цилиндрических хвостом диаметра 2-28 мм и длиной 7-45 мм наиболее часто используются для работы с углеродистой и легированной сталью для образования уступов и пазов. Поскольку хвостовик зажимается шпинделем, то вращающий момент такого инструмента ограничен.
Концевые фрезы с коническим хвостовиком имеют более широкий диапазон диаметров – 10-63 мм. В хвосте расположено коническое отверстие с резьбой для быстрой смены наконечника. Инструмент обеспечивает точное центрирование и надежную фиксацию.
Критерии выбора концевой фрезы
При покупке помимо размеров учитывается:
- вид обрабатываемой поверхности;
- вид шпинделя станка;
- тип режущих кромок;
- количество зубьев;
- количество канавок для отвода стружки.
При периодической работе с разными материалами удобнее использовать универсальные концевые фрезы. Это позволяет снизить затраты на оснащение. Для высокоточного и качественного исполнения операций предпочтительнее специальные модели для работы с определенным видом материала.
Мы реализуем концевые фрезы для стали, алюминия, бронзы, чугуна по дилерским ценам. Специалисты подберут инструмент с учетом размеров, вида станка и обрабатываемого материала. Для приобретения товара оформите заказ на сайте или свяжитесь с одним из региональных представительств в Москве, Санкт-Петербурге, Нижнем Новгороде и Екатеринбурге.
Борфрезы по металлу (типы, применение, технология изготовления)
Читайте также: