Фрезерная обработка металла это
Обновлено: 17.05.2024
Во время фрезерной металлообработки важно, какой вид фрезы по металлу выбрал мастер. В статье мы расскажем о многочисленных разновидностях и особенностях их применения – это понадобится как новичку, так и для повторения профессионалу.
Конструкция и принцип работы
Данный инструмент повсеместно используется на современном оборудовании с целью создания на заготовке среза любой формы. Это довольно оптимальное устройство, позволяющее делать отверстия, канавки, а также убирать лишний слой стали.
Инструментная единица создается из прочного инструментального сплава с соблюдением максимальной точности. Чтобы выполнить параметры, которые заявлены в ТУ, используется обработка торцовым инструментом с большим набором зубцов – резцовые вставки регулируют параметры до 1 мк.
Конструктивно резец имеет несколько рабочих острых граней. Вставки часто делаются из алмаза, керамики и кардной проволоки для прочности.
Конструкция состоит из:
- • Части для работы.
- • Хвостика.
- • Центрового отверстия.
- • Торцовых зубьев и канавок между ними.
- • Шейки посередине.
Каждый зубец обладает, в свою очередь, передней и задней поверхностью, режущей кромкой.
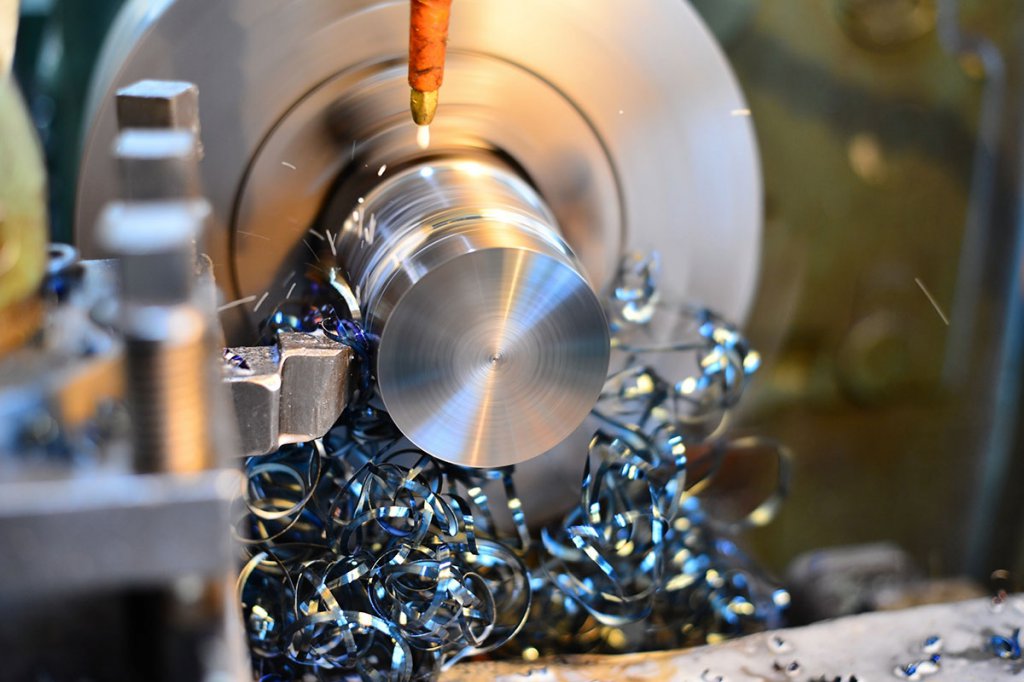
Принцип работы заключается в том, что инструмент быстро вращается. Одновременно движется заготовка. При соприкосновении механически под воздействием давления срезается верхний слой стали.
Классификация фрез: по каким параметрам
Во время классифицирования ориентируются на следующие основные признаки:
- • как расположены зубцы;
- • сборная или цельная конструкция;
- • направление режущих кромок;
- • как крепятся насадки;
- • материал изготовления.
Кроме того, важен типоразмер и максимальное напряжение.
Типы фрез по металлу
Обычно при разносторонней деятельности и многочисленных задачах фрезеровщик имеет полный набор, причем сам он отлично знает, как они работают. Но новичкам нужно сделать небольшой обзор.
Дисковые
Они представляют собой диск с зубьями. При этом срезающие кромки бывают или с одной стороны, или с обеих – в зависимости от назначения. В ходе этапов металлообработки (от черновой до финишной) может изменяться размер зазубрин. Твердосплавный инструмент применяется при сложных условиях резки, когда очень сложно выводить стружку из зоны работы. Когда применяют эту разновидность фрез:
- • для обрезки краев или распиловки;
- • для прорезки пазов;
- • для снятия фасок и пр.
Соответственно, среди дисковых можно встретить отрезные, прорезные и другие подвиды. Расскажем о некоторых из них, которые имеют конструктивные отличия.

Двусторонние
Зубья таких дисков оснащены двумя режущими кромками – классической на торцевой части, а также на прямой поверхности. Такая модификация дороже и производительнее.
Трехсторонние
Еще более опасные зубцы – теперь их оснащают тремя лезвиями, то есть с каждой из сторон – по краям, с торцов и сверху.
Пазовые
Здесь только одна кромка, располагающаяся на рабочей поверхности. Инструмент подходит для не очень глубокой и точной выборки стали. Он может быть с различным количеством зубьев и глубиной выемок. Одно распространенное название фрезы этого типа – «ласточкин хвост». Почему? Потому что зона резки имеет форму усеченного конуса, как перья ласточки.
Торцевые
Из наименования уже понятно, что работает такой инструмент своей боковой частью. Именно торцы цилиндра (разной ширины) наделены лезвиями, которые обрабатывают плоскость металлической заготовки. Устанавливается деталь, соответственно, перпендикулярно стальной детали.
Очень часто они бывают со съемными пластинами, что экономит расходные материалы фрезеровщика. Это возможно, благодаря общей массивности конструкции. К преимуществам следует отнести:
- • Легкость работы с плоскими элементами, листами и ступенчатыми поверхностями.
- • Высокая скорость металлообработки.
- • Плавность процесса.

Цилиндрические фрезы по металлу – что это такое
Цилиндрические инструменты могут быть с разной формой зубьев.

Прямые
Менее востребованные и универсальный, даже редко встречающейся. Он хорош и удобен, но при очень узком профиле работ: оснастка должна располагаться параллельно заголовки, а сам участок металлообработки должен иметь легкий доступ, ровную поверхность. В целом такие идеальные условия встречаются редко – это только узкие плоскости.
Винтовые
Наиболее многофункциональные, универсальные и, соответственно, востребованные. Линии реза идут не прямо, а по закрученной спирали. Заданный угол наклона может быть различным. В зависимости от выбранных граней можно проводить фактически любую выборку – на различных деталях. Особенности:
- • Высокое усилие при работе.
- • Возможность использования сдвоенных инструментов, когда грани находятся в противоположных направлениях – это уменьшает силу, воздействующую на кромки.
Отдельный вид фрезы – «кукуруза», которая находит применение в обработке уступов и создании канавок и их шлифовании. Они интересно выглядят.
Угловые
Это усеченный конус, который имеет острые внешние края и торцы зубьев. Основное назначение использования – металлообработка углов и неровных поверхностей, снятие прямоугольных фасок. Также с их помощью делают стружечные желобки и много дополнительных операций. Кромки резания сделаны с наклоном, что позволяет добиться любого угла работы. Посмотрим, какие есть подвиды.

Монолитные
Второе название – цельнометаллические. Их суть в том, что вся конструкция выполняется из одного прочного материала. Дополнительное усовершенствование – наличие кольцевых канавок, которые позволяют беспрепятственно убирать образованную стружку.
Снапаянными режущими пластинами (коронками)
Здесь все просто, наконечники выбираются, а затем припаиваются к основанию. Сами зубцы изготавливаются из твердых сплавов, их модификаций многочисленное множество, распространенной является корончатый.
Для предварительной обработки
Это фрезы, которые не отличаются высокой точностью, а предназначены именно для грубого среза сразу большого объема металла.
Для финишной стадии
Они имеют более мелкие, неглубокие зубья из твердого сплава с добавлением других прочных абразивных веществ. Их не стоит путать со шлифовкой. Задача – достигнуть максимальной чистоты при металлообработке.
С хвостовиком цилиндрического типа
Хвостовая часть не является рабочей, она не взаимодействует с заготовкой, а служит для надежного крепления в крепеже основания. Когда хвост создан в форме цилиндра, то есть бочонка, то возможности довольно ограничены – движение может быть осуществлено только под одним углом, поэтому обрабатываются только прямые поверхности.
Для чего нужны фрезы с хвостовиком конического вида
Концевые
Их также называют пальчиковыми из-за аккуратного внешнего типа – вытянутый цилиндр напоминает палец. Их основное предназначение – врезка пазов, создание выемки, работа с контурными уступами. Очень хорошо они подходят для металлообработки двух перпендикулярных плоскостей. Они делятся аналогично угловым на:
- • монолитные или со сменными пластинами;
- • разную форму хвостовиков;
- • степень обработки – от начальной до финишной.

Фасонные
Подходит для производства фасок и обточки протяжных фасонных деталей. Если они короткие, то обычно фрезеровка не применяется, а используется протягивание. Интересен внешний вид оснастки – два круга с зазубринами. Есть несколько разновидностей.

Острая заточка
Второе название – остроконечные. Их режущий край хорошо виден, а также прекрасно поддается повторной заточке. Их просто корректировать при необходимости.
Затылованные инструменты
Ими очень удобно обрабатывать закрытые канавки и фаски, кромки. Режущие ножи у них немного выступают за пределы основного диска, поэтому их сложно затачивать.
Какие червячные фрезы бывают по металлу
Это многолезвийный инструмент. Его назначение – нарезание зубчатых колес, а также шлицевых валов, которые имеют эвольвентный профиль. Металлообработка заключается в точечном касании лезвий поверхности.

Цельные и сборные
Монолитные инструменты выполнены полностью из инструментальных сплавов – они крепкие и более надежные. Зато вторая модификация отличается тем, что можно менять наконечники, а также заменять их при порче, производить более удобную заточку.
Однозаходные и многозаходные
Это число витков, которые есть на червячной фрезе. Чем их больше, тем выше производительность, но вот точность начинает хромать. Поэтому большое количество заходов применяется в основном только при черновой отделке.
Со шлифовальными и не шлифованными зубьями
Проще говоря – это степень исправности. Чем она выше (тонкая обработка), тем лучше происходит шлифовка. В то время как обдирная, черновая, промежуточная и даже чистовая стадия – это инструменты, которые не предназначены для шлифования.
Корончатые сверла
Их используют для создания отверстий. Можно применять классическую спиральную разновидность, но по степени точности они в 4 раза уступают рассматриваемому варианту. Их назначение – для станков с ЧПУ.
Можно услышать название борфрез. Это аналогичная оснастка, но крепится она в ручной электродрели, выполняет аналогичную функцию.

Шпоночные
Удобный небольшой цилиндр с очень плавно расположенными витками режущих кромок на рабочей части. Особенность заключается в том, что есть специальные выемки, которые предназначены для легкого отвода стружки.

Конические
Или конусные. Имеют вид усеченного конуса и подходят не для прямых участков, а для округлых деталей. Одна из разновидностей – пальчиковая.

Сферические
Не самые популярные, применяются при однопроходной металлообработке с целью создать довольно качественные пазы и фигурные уступы. Маленькие лезвия находятся со всех сторон рабочей сферы.

Фреза под Т-образные выемки
Такая форма необходима при создании углублений в головке крепежных изделий или при подготовке валов со шлицевыми соединениями. Иногда их называют грибком, действительно, они имеют похожую конфигурацию, но перевернутую.

Сборные
Это очень удобный и многогранный инструментальный комплект, который состоит из основания и нескольких отверстий для крепежей нужных резцов. С одной стороны, это крайне эффективно, можно совместить в одном наконечнике массу функций. Но, как и любая универсальная вещь, она уступает узкоспециализированной.

Классификация фрез по некоторым характеристикам
Конечно, приведенные выше разграничения (по конфигурации, назначению) – это не единственные способы различать оснастку. Настоящий фрезеровщик имеет такой большой ассортимент изделий, что не без труда сможет его разложить. Какие еще бывают причины для классифицирования.
Разное число заходов
- • Однозаходные.
- • Двухзаходные.
- • Четырехзаходные.
Но может быть любое количество витков.
Чем меньше заходов, тем больше отведенная площадь под канавки. Особенностью работы с таким инструментом является то, что в каждое мгновение на заготовку оказывает воздействие только одна конкретная режущая кромка. Это очень положительно сказывается на создании продукта на высоких оборотах и при большой скорости, поскольку это позволяет беспрепятственно удалять отходы.
Также это актуально при осуществлении деятельности с мягкими металлами и другими веществами, например, с пластиком или ПВХ,акрилом. Еще их применяют при черновой и обдирочной процедуре, когда качество и точность – это не самые главные показатели.
Многозаходные используются при работе с материалом, имеющим твердую и хрупкую структуру. Движение будет плавным, без ударов, потому что одновременно поверхности касается несколько зубьев.

Тип удаления стружки
Здесь все просто — отход летит либо вверх, с таким направлением привыкли обращаться все фрезеровщики, либо вниз. Первый вариант наиболее удобен, если создаются пазы или глухое отверстие, поскольку металл не скапливается там. Но есть и минус – из всего «вылетевшего» часть может приземлиться опять на рабочую зону и препятствовать хорошему резанию. Второй вариант, соответственно, имеет более узкие возможности, но при некоторых видах работ более рекомендован.

Нюансы выбора
Мы рекомендуем отталкиваться от:
- • поставленной задачи;
- • прочности обрабатываемого материала;
- • потенциала механизма.
На все инструментальные единицы нанесена классическая маркировка, поэтому в типоразмере вы не ошибетесь.
Правила хранения и эксплуатации
Обязательно необходимо следить за:
- • Остротой заточки.
- • Отсутствием ржавчины или прочих загрязнений.
- • Надежной фиксацией в суппорте.
Лучше всего использовать специальные сухие и освещенные шкафы для складирования.
Широкие возможности фрезерных станков
В статье мы рассказали про виды фрез и их назначение по металлу. Будьте внимательны во время работы за станковым оборудованием!
Фрезерование металла

Фрезерование металла – один из наиболее распространенных способов обработки металлических изделий. Позволяет изготавливать детали высокой точности из тонколистового металла, из объемных заготовок. При этом используются как ручные способы, так и механизированные с разной степенью автоматизации.
Фрезерование классифицируется по типу применяемых фрез, направлению работы резца, виду станков и т. д. Наиболее современными методами считается фрезерование на станках с ЧПУ и обработка металла с помощью лазера. Подробнее о разных видах фрезерования металла вы узнаете из нашего материала.
История обработки металла фрезерованием
Под фрезерованием металла понимается обработка материала с помощью фрезы с целью создания фасонных и плоских изделий. Впервые данная методика появилась в Китае во второй половине XVII века. Конечно же, в то время еще не было никаких механизированных приводов.
Вместо металлической станины использовалась плита из камня, а оборудование приводилось в движение при помощи мулов, точнее, их мускульной силы.

На рубеже XVIII-XIX веков в промышленности стран Европы появился более совершенный вариант. Известный изобретатель Эли Уитни предложил проект подходящего фрезерного станка. Однако аппарат, приближенный к современному станку, был представлен только в середине 1830-х годов в США.
Тогда для передачи основного вращательного движения использовали плоский ремень. Зубчатое колесо, расположенное около шкива, было посажено на оправку, на которой крепился резец. Данный аппарат позволял обрабатывать только плоские детали, фреза в нем двигалась по вертикали.
После того как обработка металлов фрезерованием показала свою эффективность во время изготовления оружия, ее начали использовать и в гражданской промышленности. Первое, что стали производить – это гайки. С помощью станка, который был создан в Америке, делались внутренние отверстия и грани.
Через 20 лет на смену деревянному агрегату пришел стальной, созданный компанией Линкольн. Мало того, что некоторые запчасти удалось сделать более миниатюрными, так еще и долговечность механизма увеличилась. Кроме того, появилась возможность обрабатывать более массивные изделия и прочные сплавы, а в конструкцию встроили ходовой винт с маховиком.
Именно с тех пор и используется ручное фрезерование металла, когда механик вручную осуществляет крепление, выбор сверла, наладку, перемещение и т. д. Однако человеческий фактор никто не отменял, поэтому возможны частые ошибки, сбои, простои, поломки, дефекты и брак. Сложнее всего было обрабатывать криволинейные поверхности, поскольку они требовали особенно тщательного вытачивания.
С автоматизацией процесса начали появляться пульты цифрового и числового управления, что является уже более совершенным. Фрезерование металла с ЧПУ позволяет осуществлять резку с очень высокой точностью, поскольку все параметры, включая скорость, режим, перемещение фрезы во всех возможных плоскостях задаются самим программным обеспечением.
Сферы применения технологии фрезерования
Для того чтобы фрезеровка деталей была выполнена более точно, в каждом случае используются различные виды фрез. Несмотря на то, что обрабатываться могут практически любые материалы, чаще всего это все же металл.
Благодаря современным станкам, которые оснащены системами с ЧПУ, количество брака значительно сокращается. А числовые программы позволяют значительно упростить управление. Сегодня заготовки делаются с максимальной точностью и минимальным количеством брака, а все потому, что фреза заменена на лезвие.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
С помощью фрезерования металла на станках с ЧПУ можно делать следующее: отрезку, шлифование, гравировку, наносить специальные узоры, осуществлять токарные и другие работы, относящиеся к различным видам деятельности. В процессе используется несколько режущих многозубчатых фрез, причем в зависимости от их крепления в станке определяется тип работы (горизонтальный, вертикальный).
Нужно сказать, что фрезерование может производиться и под определенным углом, для чего нож устанавливается в соответствующем направлении.
Способов обработки существует несколько, выбор зависит от вида продукции, которая ей подвергается. В работе используются различные фрезы, например, торцевые, цилиндрические, зубчатые, концевые, фасонные и более сложные.
Фрезерование может быть применено в различных сферах: в машиностроении, металлообработке, деревообработке, ювелирном производстве, а также архитектуре и дизайне.
Данный вид обработки используется в отношении металлов различной плотности. В каждом отдельном случае выбирается своя фреза. Так, для фрезерования листового металла используются цилиндрические типы, а торцевые – для несимметричных схем резания.
То есть если необходимо обработать детали, имеющие правильную форму, то есть прямоугольную, квадратную и т. д., применяются два вышеуказанных способа. Одинаковое профильное изделие может быть сделано цилиндрической фрезой и с торца.
Наиболее популярным сегодня является фрезерование алюминия, а все потому, что данный металл используется во многих областях, например, в интерьере, эксклюзивном дизайне, изготовлении рекламных элементов, операторской техники и т. д.
Его широкое использование обусловлено тем, что он обладает легкостью, прочностью, а также низкой температурой плавления. Кроме того, из него легко можно вырезать любую деталь.
С помощью данного вида фрезерования, которое осуществляется на современных высокотехнологических станках, можно наносить надписи, узоры, рельефность и т. д. на сувенирные изделия, кухонную и маркетинговую продукцию. При этом они отличаются правильной формой, габаритами, идеальными краями и отсутствием заусенцев.
2 вида фрезерования металла
Методы фрезерования металла отличаются направлением подачи материала во время обработки. К примеру, при первичной обдирочной отделке металла либо заготовок, изготовленных из твердых сплавов, используется, как правило, встречная фрезеровка.

Что касается попутной методики, то она применяется в отношении мягких металлов или для чистовой, получистовой обработки. Нужно сказать, что эти способы имеют свои плюсы и минусы, которые и определяют их популярность.
Попутное фрезерование
Данная технология предполагает вращение режущей оснастки в том же направлении, в котором поступает заготовка. Именно поэтому данный способ обладает следующими плюсами:
- деформация детали практически исключается, а все потому, что нет необходимости в ее сильной фиксации к столу, поскольку заготовка прочно удерживается на станине под действием инерционных сил;
- шероховатость на поверхности после обработки минимальная, поскольку снятие припуска происходит очень плавно;
- режущая кромка фрезы затупляется медленнее, а значит, и износ ее незначительный;
- отведение стружки происходит быстрее и не требует использования дополнительных приспособлений и инструментов.
Помимо довольно большого количества преимуществ, данная технология имеет и недостатки. Например, ее нельзя использовать в отношении металлов, которые содержат большое количество твердых включений. Грубую поверхность перед обработкой необходимо подготовить.
Кроме того, во время попутной фрезеровки присутствует довольно сильная вибрация, избавиться от которой можно только путем использования станка с высокой жесткостью.
Встречная технология
Данный тип фрезерования отличается от предыдущего тем, что здесь режущий инструмент движется навстречу заготовке. Это позволяет не только повысить производительность, но обеспечить:
- минимальную нагрузку на механизм, благодаря чему рабочий ресурс значительно увеличивается;
- равномерное и мягкое воздействие на металл во время обработки, что позволяет увеличивать глубину реза постепенно, не отклоняясь от допустимых параметров;
- обработку без вибраций, причем даже металла, обладающего грубой шероховатой поверхностью.
Что касается недостатков, то к ним можно отнести необходимость надежной фиксации заготовки, поскольку сила резки частично направлена на отрыв от станины шаблона. Еще к минусам относится плохое отхождение стружки, в результате чего она может попадать в зону резки, а также быстрый износ фрезы.
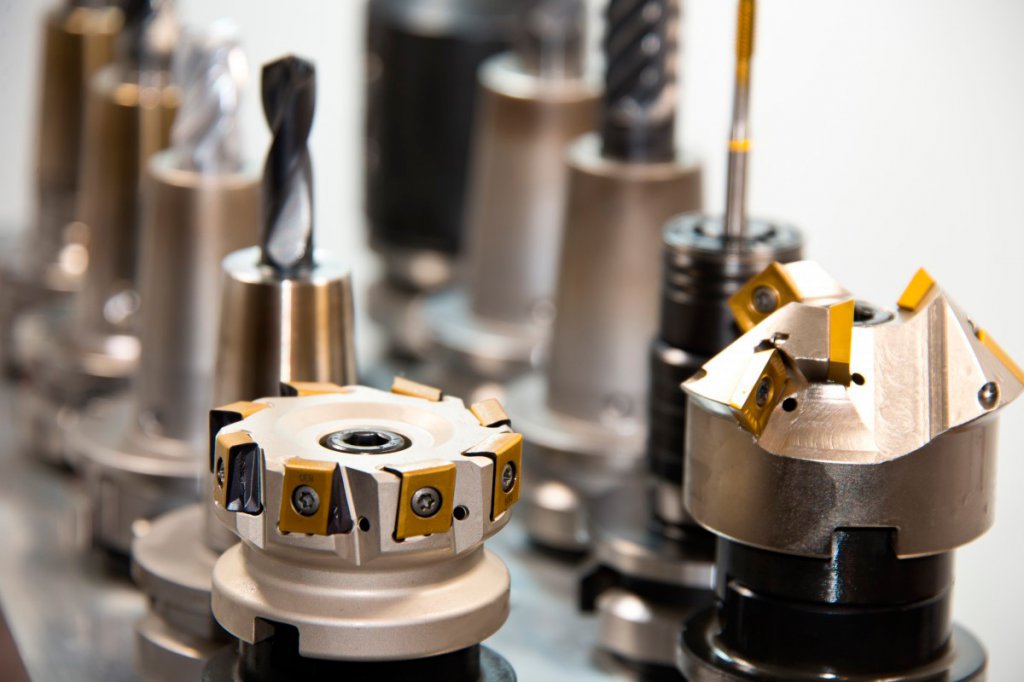
Основные типы фрез
По типу режущей оснастки, используемой во время обработки, способы и виды фрезерования классифицируются следующим образом:
- Торцевое – обработка, которая осуществляется с помощью соответствующей фрезы (торцевой), схожей со сверлом небольшой длины и увеличенного диаметра, с расположенными по торцевой окружности резцами (5 и более), закрепленными с разным шагом и одинаковой глубиной посадки.
С помощью данной оснастки производится формирование подсечек, канавок, колодцев, окошек, более точных габаритов заготовки, а также обратная фрезеровка и срезание торцов.
Что касается оснастки, то она либо полностью сделана из быстрорежущей стали, либо дополняется вставными резцами, изготовленными из победитового сплава (применяется для резки очень прочных металлов).

Нужно сказать, что это далеко не все типы фрез, которые используются во время обработки металла. Есть также и корончатые, которые применяются для того, чтобы получать крупные отверстия, червячные – для обработки материала несколькими режущими кромками одновременно и т. д.
Кроме того, на оборудовании, оснащенном ЧПУ, есть возможность осуществлять и лазерное фрезерование металла, где вместо режущего инструмента используется лазер.
Этапы фрезерования металла
Для того чтобы получить качественное изделие после фрезерования, независимо от того, из какого материала оно изготавливается, нужно обратить внимание не только на заготовку, но и на соблюдение технологии обработки, которая состоит из определенных этапов:
- Подготовительная стадия, когда происходит установка режущего инструмента на шпинделе и фиксация заготовки на столе станка.
- Следующим шагом является настройка параметров, которая включает установку скорости вращения режущей оснастки, глубину срезания металла за один проход, плавность подачи заготовки и направления ее движения.
- Далее происходит запуск вращения режущей части на небольшой скорости, чтобы соприкосновение фрезы с обрабатываемым материалом было незначительным. Благодаря этому обеспечивается безопасность процесса, а также проверка необходимой глубины реза. После этого шпиндель возвращается в исходное положение и при необходимости производится корректировка параметров.
- Электродвигатель включается второй раз, и в это время происходит подача заготовки и фрезерование, во время которого осуществляется контроль над соблюдением критериев формируемого изделия.
Возможные проблемы при фрезеровании металла и пути их решения
Несмотря на то, что для фрезерования металла используется современное оборудование, во время обработки возникают разного рода проблемы, причины которых и методы решения могут быть различными. Одним из примеров является травмирование оператора станка металлической стружкой, которая отлетает во время обработки материала.

Для того чтобы решить этот вопрос, достаточно правильно организовать систему отвода. Однако в процессе фрезерования металла есть и более существенные сложности, например, повреждение поверхности заготовки во время обработки и сокращение рабочего ресурса оснастки.
Снижение срока эксплуатации инструмента
К данным технологическим и техническим проблемам, связанным с фрезерованием металла, относится следующее:
- Быстрый износ кромки режущей оснастки. Причины этого могут заключаться в следующем: использование неподходящей оснастки, несоответствие скорости ее вращения либо неправильная подача материала во время обработки.
- Сильное выкрашивание кромки фрезы. Такое может произойти, если неправильно подобрать оснастку, скорость вращения (она слишком высокая), а также неподходящий угол, под которым установлен шпиндель. Кроме того, сюда же стоит отнести неподготовленную поверхность обрабатываемой детали, то есть не была произведена необходимая подготовка, а также слишком сильное давление фрезы.
- Поломка инструмента полная. Причины: недостаточная прочность станка, термический удар. Для того чтобы избежать подобной проблемы, необходимо правильно подбирать оснастку, смазывать рабочую зону и использовать жидкостное или воздушное охлаждение, чтобы можно было регулировать температуру.
- Появление наклепа. Происходит подобное из-за повышения температуры в области резания, в результате чего пластичность материала уменьшается, а прочность увеличивается. Для того чтобы этого не допустить, необходимо использовать современные способы охлаждения детали.
- Отклонение от вертикали. Чаще всего причиной этого становится сильный износ кромки режущей оснастки либо неправильно выбран режим резки.
- Несоблюдение размеров. Возникает, как правило, при плохой фиксации детали, использовании инструмента недостаточной жесткости, слишком большой вибрации либо увеличении интервала замены. Для решения данной проблемы следует заменить фрезу, более жестко закрепить заготовку и воспользоваться виброгасителем.
- Неровности и выкрашивание. Чаще всего подобное происходит из-за неравномерной подачи заготовки, а также неправильной установки глубины реза и скорости съема металла при фрезеровании.
- цветные металлы;
- чугун;
- нержавеющую сталь.
- распил детали на два и более элемента;
- шлифовка – применяются специальные насадки с мелким абразивным веществом;
- наносить специальную гравировку, узоры;
- просверлить отверстие с последующим нанесением внутренней и внешней резьбы, и многое другое.
- Высокую скорость обработки.
- Небольшую себестоимость работ.
- Большое многообразие схем и процедур.
- Естественным образом происходит прикрепление обрабатываемой стали к станине, поэтому нет необходимости очень сильно закреплять изделие к столу.
- Износ зубьев у режущей кромки незначительный, потому что вдоль движения они затупляются намного меньше.
- Припуск снимается очень плавно, поэтому на покрытии поддерживается оптимальный уровень шероховатости.
- Легкое стружкоотведение – стружки не лезут под нож.
- Не подходит для металлообработки грубых, неподготовленных поверхностей, то есть для обдирочных работ.
- Твердые включения могут затупить лезвие.
- Необходима высокая жесткость станка, чтобы не было сильных вибраций.
- Минимальное количество зазоров.
- Мягкий процесс резания с небольшой нагрузкой на механизм.
- Сырье в ходе работы подвергается небольшой деформации, что упрочняет материал.
- Сила резки уходит частично на отрыв шаблона от стола, поэтому нужна надежная фиксация.
- Нельзя использовать высокий режим с большой скоростью, потому что быстро происходит износ фрезы.
- Стружка сходит в неудобную сторону – она может попасть в зону резания.
- Торцовое. В этом случае с помощью лезвий создаются канавки, подсечки и прочие боковые элементы вырезки стали. Также срезаются торцы.
- Концевое. Для вырезания уступов по вертикали и по горизонтали.
- Цилиндрическое. Для обработки прямых или фигурных поверхностей.
- Зубчатое – создание зубцов на колесах и иных деталях.
- Фасонное. С помощью соответствующего инструмента делаются фаски (сферы, эллипсы и пр.).
- По форме, например, цилиндрические, конусные, сферические, дисковые.
- По назначению: торцевые, отрезные, прорезные, пазовые.
- По материалу, который они обрабатывают. Нас, в данном случае, интересуют те, которые предназначены для обработки металла.
- Кольцевые, или корончатые сверла. Они нужны для получения отверстий с более высокой точностью и увеличенной в 4 раза скоростью, относительно обычного сверления.
- Червячные – касаются стали одновременно несколькими режущими краями.
- Фасонные с остроконечными или затылованными зубьями. Имеют два ряда лезвий, а второй подвид отличается наличием острых краев с внутренней торцевой стороны.
- Концевые – для создания пазов, уступов.
- Угловые – отлично обрабатывают кривые поверхности и углы.
- Цилиндрические с винтовыми или прямыми зубьями. Первые универсальны, вторые – только для прямых покрытий.
- Торцевые – монолитные или со сменными пластинами.
- Дисковые – предназначены, как правило, для отрезки стального листа и прорезки канавок.
- Снятие определенной толщины слоя за один проход.
- Скорость вращения инструмента (обороты шпинделя).
- Плавность и направление подачи заготовки.
- Заготовку фиксируют на столе.
- В шпиндель вставляют необходимую фрезу, выбирая при этом угол и направление.
- Ручками задают глубину резания.
- Выставляют скорость, она определяется в оборотах в минуту.
- Включают аппаратуру, регулируя движение бабки и держателя инструмента.
- Фиксация изделия.
- Проектирование будущей детали на компьютерной программе.
- Установка схемы на пульт управления.
- Монтаж.
- Запуск.
- Стружка. Если она попадает в зону резания, то может сделать деталь дефектной или повредить саму режущую кромку.
- Наклеп. Из-за увеличения температуры в зоне резки происходит повышение твердости края при снижении его прочности.
- Трение и вибрации – они естественным образом приводят к более медленному процессу.
- Использовать вещества и жидкости для смазывания и охлаждения рабочей зоны.
- Заранее предусмотреть отвод стружки.
- Использовать виброгасители.
- При работе с нержавейкой скорость резания 45-95 м/мин. За счет добавления в состав различных химических элементов твердость и другие показатели меняются, снижается степень обрабатываемости.
- Бронза считается более мягким составом, поэтому подобный режим при фрезеровании может выбираться в диапазоне от 90-150 м/мин. Она применяется при изготовлении самых различных изделий.
- Довольно большое распространение получила латунь. Она применяется при изготовлении запорных элементов и различных клапанов. Мягкость сплава позволяет повысить скорость резания до 130-320 м/мин. Латуни склонны к повышению пластичности при сильном нагреве.
- Алюминиевые сплавы сегодня весьма распространены. При этом встречается несколько вариантов исполнения, которые обладают различными эксплуатационными характеристиками. Именно поэтому режим фрезерования варьирует в пределе от 200 до 420 м/мин. Стоит учитывать, что алюминий относится к сплавам с низкой температурой плавления. Именно поэтому при высокой скорости обработки есть вероятность существенного повышения показателя пластичности.
- Качество получаемой поверхности. Для финишной технологической операции выбирается наибольший параметр. За счет осевого вращения с большим количеством оборотов стружка получается слишком мелкой. Для черновой технологической операции, наоборот, выбираются низкие значения, фреза вращается с меньшей скоростью, и размер стружки увеличивается. За счет быстрого вращения достигается низкий показатель шероховатости поверхности. Современные установки и оснастка позволяют получить поверхность зеркального типа.
- Производительность труда. При наладке производства уделяется внимание и тому, какова производительность применяемого оборудования. Примером можно назвать цех машиностроительного завода, где налаживается массовое производство. Существенное снижение показателя режимов обработки становится причиной уменьшения производительности. Наиболее оптимальный показатель существенно повышает эффективность труда.
- Степень износа устанавливаемого инструмента. Не стоит забывать о том, что при трении режущей кромки об обрабатываемую поверхность происходит ее сильный износ. При сильном изнашивании происходит изменение показателей точности изделия, снижается эффективность труда. Как правило, износ связан с сильным нагревом поверхности. Именно поэтому на производственной линии с высокой производительностью применяется оборудование, способное подавать СОЖ в зону снятия материала.
- Глубина врезания выбирается в зависимости от материала заготовки.
- При выборе уделяется внимание тому, проводится черновая или чистовая обработка. При черновой выбирается большая глубина врезания, так как устанавливается меньшая скорость. При чистовой снимается небольшой слой металла за счет установки большой скорости вращения инструмента.
- Ограничивается показатель также конструктивными особенностями инструмента. Это связано с тем, что режущая часть может иметь различные размеры.
- Какой толщины материал снимается за один проход.
- Производительность применяемого оборудования.
- Возможность проведения черновой или чистовой обработки.
- При увеличении значения подачи скорость резания снижается. Это связано с тем, что при снятии большого количества металла за один проход существенно повышается осевая нагрузка. Если выбрать высокую скорость и подачу, то инструмент будет быстро изнашиваться или попросту поломается.
- За счет снижения показателя подачи повышается и допустимая скорость обработки. При быстром вращении фрезы возможно существенно повысить качество поверхности. На момент чистового фрезерования выбирается минимальное значение подачи и максимальная скорость, при применении определенного оборудования можно получить практически зеркальную поверхность.
- Ширина фрезерования зависит от диаметра фрезы. Подобные параметры, которые зависят от геометрических особенностей режущей части, не могут регулироваться, учитываются при непосредственном выборе инструмента.
- Ширина фрезерования также оказывает влияние на выбор других параметров. Это связано с тем, что при увеличении значения также увеличивается количество материала, который снимается за один проход.
- Типа применяемого оборудования. Примером можно назвать случай резания при фрезеровании на станках ЧПУ, когда могут выбираться более высокие параметры обработки по причине высоких технологических возможностей устройства. На старых станках, которые были введены в эксплуатацию несколько десятков лет назад, выбираются более низкие параметры. На момент определения подходящих параметров уделяется внимание и техническому состоянию оборудования.
- Следующий критерий выбора заключается в типе применяемого инструмента. При изготовлении фрезы могут применяться различные материалы. К примеру, вариант исполнения из быстрорежущей качественной стали подходит для обработки металла с высокой скоростью резания, фреза с тугоплавкими напайками предпочтительно выбирается в случае, когда нужно проводить фрезерование твердого сплава с высоким показателем подачи при фрезеровании. Имеет значение и угол заточки режущей кромки, а также диаметральные размер. К примеру, с увеличением диаметра режущего инструмента снижается подача и скорость резания.
- Тип обрабатываемого материала можно назвать одним из наиболее важных критериев, по которым проводится выбор режима резания. Все сплавы характеризуются определенной твердостью и степенью обрабатываемости. К примеру, при работе с мягкими цветными сплавами могут выбираться более высокие показатели скорости и подачи, в случае с каленной сталью или титаном все параметры снижаются. Немаловажным моментом назовем то, что фреза подбирается не только с учетом режимов резания, но и типа материала, из которого изготовлена заготовка.
- Режим резания выбирается в зависимости от поставленной задачи. Примером можно назвать черновое и чистовое резание. Для черного свойственна большая подача и небольшой показатель скорости обработки, для чистовой все наоборот. Для получения канавок и других технологических отверстий и вовсе показатели подбираются индивидуально.
- Жесткости применяемой системы. Примером можно назвать особенности станка и различной оснастки. Новое оборудование характеризуется повышенной жесткостью, за счет чего появляется возможность применения более высоких параметров обработки. На старых станках жесткость применяемой системы снижается.
- Уделяется внимание и процессу охлаждения. Довольно большое количество оборудования предусматривает подачу СОЖ в зону обработки. За счет подобного вещества существенно снижается температура режущей кромки. СОЖ должна подаваться в зону снятия материала постоянно. При этом также удаляется и образующаяся стружка, что существенно повышает качество резания.
- Стратегия обработки также имеет значение. Примером можно назвать то, что получение одной и той же поверхности может проводится при чередовании различных технологических операций.
- Высота слоя, который может сниматься за один проход инструмента. Ограничение может зависеть от размера инструмента и многих других геометрических особенностей.
- Размер обрабатываемых заготовок. Для больших заготовок требуется инструмент с износостойкими свойствами, который при определенных режимах резания сможет не нагреваться.
- Скорость резания.
- Тип обрабатываемого материала.
- Тип фрезы.
- Частота оборотов.
- Подача.
- Тип проведенной работы.
- Рекомендуемая подача на зуб в зависимости от диаметра фрезы.
- Твердости. Наиболее важной характеристикой материалов можно назвать именно твердость. Она может варьировать в большом диапазоне. Слишком большая твердость делает деталь прочной и износостойкой, но при этом усложняется процесс обработки.
- Степени обрабатываемости. Все материалы характеризуются определенной степенью обрабатываемостью, зависящая также от пластичности и других показателей.
- Применение технологии улучшения свойств.
Рекомендуем статьи
Реже поломка фрезы возникает из-за плохого отвода стружки или его полного отсутствия, в результате чего из-за необходимости в повторном срезании нагрузка на инструмент значительно возрастает.
Повреждение поверхности обрабатываемого изделия
К самым распространенным повреждениям обрабатываемого материала относятся следующие:

Зная, какие проблемы могут сопровождать процесс фрезерования металла, а также причины, по которым они возникают, и способы их решения, вы сможете правильно подобрать режим работы станка и оснастку, улучшив тем самым производительность процесса и качество готового изделия.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Фрезерная обработка металлов: что такое встречное и попутное направление - виды и схемы
Одной из наиболее распространенных и незаменимых процедур по стали является фрезерная обработка металлов – что это, расскажем в статье. Поговорим об истории и особенностях способа металлообработки, разновидностях.
Развитие технологии
Способ механического резания заготовки с помощью вращения металлических фрез был открыт в 1668 году в Китае. Правда, вместо станины из крепкого материала был оборудован каменный фундамент типа плиты, а электродвигатель заменяли мулы, которые осуществляли движение механизма.
К началу 19 века данный принцип, уже усовершенствованный и оснащенный электрическим приводом, был впервые применен в промышленных целях. Эли Уитни (англ. Eli Whitney) установил станок на оружейной фабрике в Америке. Это оборудование было довольно грубым, массивным и деревянным, но прослужило очень долго – два поколения. Только внуки предпринимателя приняли меры по совершенствованию агрегата.
Конструкция, которая больше всего напоминает настоящий современный вариант, была создана компанией «Гай, Сильвестер и Ко» в США в 1835 году. Именно тогда начали применять плоский ремень для передачи основного вращательного движения. Рядом со шкивом находилось зубчатое колесо, которое было посажено на оправку. На ней уже фиксировался резец. Таким образом можно было обрабатывать только плоские заготовки. Оборудование имело устройство передвижения фрезы по вертикали.
Когда изготовление оружия показало эффективность фрезерования, способ начали применять и для гражданской промышленности. Первыми деталями производства были гайки – подобным образом делали их грани, а также внутреннее отверстие – станок был создан в Америке.
Спустя еще 20 лет фирма Линкольн впервые создала механизм, который был изготовлен из стали, а не из дерева. Многие запчасти получилось уменьшить в размерах, а также это позволило увеличить долговечность, снизить износ деталей и дало возможность работать с более прочными сплавами и массивными изделиями. Приятное дополнение – появление в конструкции ходового винта с маховиком.
С тех пор мы имеем дело с современным методом фрезерования – вручную, когда механик (фрезеровщик) выполняет основные действия по креплению, выбору сверла, наладке, перемещению и пр. Но ручной режим характерен частыми ошибками, ведь это и есть человеческий фактор, а также сбоями, поломками, простоями, браком и дефектами. Главную сложность составляли криволинейные поверхности, которые нужно было вытачивать с особенной тщательностью.
Увеличение автоматизации процесса проходило вместе с появлением пультов цифрового и, более совершенного, числового управления. Оборудование, оснащенное ЧПУ, имеет очень высокую точность резания, потому что программное обеспечение самостоятельно закладывает основные параметры, в том числе, режимы, скорость, перемещение фрезы во всех возможных плоскостях.
Сейчас есть лазерные виды фрезерования. Установка оснащена лучом лазера, который быстро и с повышенной точностью производит иссечение металла.
Назначение фрезерной обработки
Преимущество этого метода отделки в том, что с помощью разных инструментов и технологий (схем резания) можно выполнять множество процедур. Универсальность, помимо этого, заключается в том, что большинство современных станков с ЧПУ предназначены не только для металлообработки, но и для работы по дереву, пластмассе, стеклу и прочим материалам.
Основная задача фрезеровки – механическое снятие с поверхности верхнего слоя посредством фрезы или более современных лезвий. Что можно сделать с помощью разных схем фрезерования:
У фрезеровщика всегда есть большой набор фрез (они могут быть многозубчатые, режущие). В зависимости от того, как оснастка установлена в оборудовании (горизонтально, вертикально), будет производиться обработка. Помимо этого, если режущая кромка будет установлена в определенном направлении, то можно говорить про угол резания. Среди классических можно выделить цилиндрические, торцевые, концевые, зубчатые, фасонные, а остальные – более сложные.
Перечислять сферы применения фрезеровки бессмысленно, поскольку аппарат применяется при изготовлении как крупных, так и мельчайших изделий, которые, в свою очередь, могут использоваться в абсолютно разных производственных процессах, как то: автомобилестроение, станкостроение, металлообработка и даже ювелирные мастерские.
Основным преимуществом использования фрезерования является то, что обрабатывать можно любой материал вне зависимости от его прочности. В зависимости от заготовки, а именно ее формы и стройматериала, подбирают фрезу.

Сейчас считается популярной фигурная резка алюминия, потому что этот металл очень легкий, он используется в архитектуре, дизайне помещений. Он отличается достаточной прочностью, но при этом прост в металлообработке, имеет малый вес и низкую температуру плавления. Алюминий не только можно вырезать фигурным способом, но и делать гравировку, узор, не оставляя на поверхности заусенцев.
Стоит отметить, что большинство станков ЧПУ легко перенастроить к другим материалам. Набирает популярность трехмерная фрезеровка пластика. Из него делаются элементы для салона автомобиля, различные корпусы.
К преимуществам следует отнести:
Попутное и встречное фрезерование металла: что это такое
Это два самых распространенных вида, которые уже своим названием характеризуют основное отличие. По пути, то есть по подаче, как говорят многие фрезеровщики, – это способ отделки, в ходе которого фреза вращается в ту же сторону, в которую направлен ход заготовки. У метода есть преимущества:
К недостаткам следует отнести:

Встречное фрезерование металла – это направление фрезы на встречу движения заготовки. Основные характеристики: производительность повышается, а вместе с тем увеличивается и износ оснастки.
Когда какой тип применяется
Способ применяется в зависимости от материала и от степени металлообработке. При первичной (обдирочной) обработке стали лучше применять встречный вариант, в то время как при последующем движении рекомендовано использовать метод «по пути».
Когда вы работаете с мягким типом металла, лучше работать попутной технологией, а если есть твердые включения – идти навстречу заготовке.
Классификация и виды фрезерных работ
В основном специалисты классифицируют деятельность по выбранной фрезе. Можно различать фрезерование:
Это неполный перечень видов работ. В зависимости от типа оснастки может быть произведена отделка сверлом, зенкер, отрезными фрезами, криволинейными типами, двойными дисками и другими.
Кроме того, существует классификация по способу установки инструмента – горизонтальное, вертикальное или по диагонали, то есть под углом.

Сложные и простые станки для фрезерной обработки металла
В зависимости от того, как устроено производство на заводе (крупные или мелкие серии, разновидность процедур), закупается одно универсальное оборудование с возможностью его быстро перенастраивать или несколько узкоспециализированных, которые отличаются своей определенной задачей.
Во второй представленной ситуации, когда видов установок несколько, дополнительно создается конвейерная лента.

Основные виды фрез
Есть три признака, по которым проходит классификация:
Конструкционные отличия
Конструктивно они различаются на следующие типы:
Влияние режимов резания на результаты работ
Если установлен станок старого типа, то его наладка происходит вручную перед каждой новой процедурой. От верности движений мастера зависит:
В основном все параметры занесены в таблицы, но они имеют свои погрешности, особенно если взята некачественная сталь, оборудование обладает недопустимым уровнем вибрации, то есть плохим креплением, а также выбран старое приспособление.
Чтобы не допускать таких ошибок, выгоднее приобрести станок с ЧПУ.
Технологические этапы процесса
В целом действия являются одинаковыми, но чем современнее механизм, тем меньше действий нужно делать оператору.
На обычной установке
С ЧПУ
Как мы видим, исключаются одни из важнейших этапов – изначальный выбор режимов и последующее управление приспособлением
Лазерная обработка
Не будем приводить алгоритм, скажем только, что он отличается от последнего отсутствием необходимости выбора и крепежа резца. Ведь в установке основное воздействие не механическое, а тепловое – под воздействием луча лазера происходит испарение металла.
Сопровождающие явления
Есть процессы, которые могут повлиять на качество результата:

Защита обрабатываемых изделий и инструмента
Все это вместе с правильным подбором режима поможет избежать основных сопровождающих явлений.
Возможности процедуры
В статье мы рассказали про фрезеровку – что это такое и какие обширные сферы применения она имеет. Теперь мы предлагаем каждому читателю опробовать все возможные функции на своем универсальном станке.
Режимы резания при фрезеровании на станках
Поверхностная обработка заготовок методом фрезерования может проводиться исключительно после разработки технологической карты, в которой указываются основные режимы обработки. Подобной работой, как правило, занимается специалист, прошедший специальную подготовку. Режимы резания при фрезеровании могут зависеть от самых различных показателей, к примеру, типа материала и используемого инструмента. Основные показатели на фрезерном станке могут устанавливаться вручную, также проводится указание показателей на блоке числового программного управления. Особое внимание заслуживает резьбофрезерование, так как получаемые изделия характеризуются довольно большим количеством различных параметров. Рассмотрим особенности выбора режимов резания при фрезеровании подробно.

Скорость резания
Наиболее важным режимом при фрезеровании можно назвать скорость резания. Он определяет то, за какой период времени будет снят определенный слой материала с поверхности. На большинстве станков устанавливается постоянная скорость резания. При выборе подходящего показателя учитывается тип материала заготовки:

Встречается довольно большое количество таблиц, которые применяются для определения основных режимов работы. Формула для определения оборотов скорости резания выглядит следующим образом: n=1000 V/D, где учитывается рекомендуемая скорость резания и диаметр применяемой фрезы. Подобная формула позволяет определить количество оборотов для всех видов обрабатываемых материалов.
Рассматриваемый режим фрезерования измеряется в метрах в минуту режущие части. Стоит учитывать, что специалисты не рекомендуют гонять шпиндель на максимальных оборотах, так как существенно повышается износ и есть вероятность повреждения инструмента. Поэтому полученный результат уменьшается примерно на 10-15%. С учетом этого параметра проводится выбор наиболее подходящего инструмента.
Скорость вращения инструмента определяет следующее:

При этом данный параметр выбирается с учетом других показателей, к примеру, глубины подачи. Поэтому технологическая карта составляется с одновременным выбором всех параметров.
Глубина резания
Другим наиболее важным параметром является глубина фрезерования. Она характеризуется следующими особенностями:
Глубина резания во многом определяет производительность оборудования. Кроме этого, подобный показатель в некоторых случаях выбирается в зависимости от того, какую нужно получить поверхность.
Мощность силы резания при фрезеровании зависит от типа применяемой фрезы и вида оборудования. Кроме этого, черновое фрезерование плоской поверхности проводится в несколько проходов в случае, когда нужно снять большой слой материала.

Особым технологическим процессом можно назвать работу по получению пазов. Это связано с тем, что их глубина может быть довольно большой, а образование подобных технологических выемок проводится исключительно после чистовой обработки поверхности. Фрезерование т-образных пазов проводится при применении специального инструмента.
Подача
Понятие подачи напоминает глубину врезания. Подача при фрезеровании, как и при проведении любой другой операции по механической обработке металлических заготовок, считается наиболее важным параметром. Долговечность применяемого инструмента во многом зависит от подачи. К особенностям этой характеристики можно отнести нижеприведенные моменты:
Довольно распространенным понятием можно назвать подачу на зуб. Этот показатель указывается производителем инструмента, зависит от глубины резания и конструктивных особенностей изделия.
Как ранее было отмечено, многие показатели режимом резания связаны между собой. Примером можно назвать скорость резания и подачу:
Довольно распространенным значением подачи можно назвать 0,1-0,25. Его вполне достаточно для обработки самых распространенных материалов в различных отраслях промышленности.
Ширина фрезерования
Еще одним параметром, который учитывается при механической обработки заготовок считается ширина фрезерования. Она может варьировать в достаточно большом диапазоне. Ширина выбирается при фрезеровке на станке Have или другом оборудовании. Среди особенностей отметим следующие моменты:

В некоторых случаях ширина фрезерования позволяет получить требуемую поверхность за один проход. Примером можно назвать случай получения неглубоких канавок. Если проводится резание плоской поверхности большой ширины, то число проходов может несколько отличаться, рассчитывается в зависимости от ширины фрезерования.
Как выбрать режим на практике?
Как ранее было отмечено, в большинстве случаев технологические карты разработаны специалистом и мастеру остается лишь выбрать подходящий инструмент и задать указанные параметры. Кроме этого, мастер должен учитывать то, в каком состоянии находится оборудование, так как предельные значения могут привести к возникновению поломок. При отсутствии технологической карты приходится проводить выбор режимов фрезерования самостоятельно. Расчет режимов резания при фрезеровании проводится с учетом следующих моментов:
Как показывает практика, глубина резания в большинстве случаев делится на несколько проходов при черновой обработке, при чистовой он только один. Для различных изделий может применяться таблица режимов, которая существенно упрощает поставленную задачу. Встречаются и специальные калькуляторы, проводящие вычисление требуемых значений в автоматическом режиме по введенным данным.
Выбор режима в зависимости от типа фрезы
Для получения одного и того же изделия могут применяться самые различные виды фрез. Выбор основных режимов фрезерования проводится в зависимости от конструктивных и других особенностей изделия. Режимы резания при фрезеровании дисковыми фрезами или другими вариантами исполнения выбираются в зависимости от нижеприведенных моментов:

Учет всех этих параметров позволяет подобрать наиболее подходящие параметры фрезерования. При этом учитывается распределение припуска при фрезеровании сферическими фрезами, а также особенности обработки концевой фрезой.
Классификация рассматриваемого инструмента проводится по достаточно большому количеству признаков. Основным можно назвать тип применяемого материала при изготовлении режущей кромки. К примеру, фреза ВК8 предназначена для работы с заготовками из твердых сплавов и закаленной стали. Рекомендуется применять подобный вариант исполнения при невысокой скорости резания и достаточной подаче. В тоже время скоростные фрезы могут применяться для обработки с высоким показателем резания.
Как правило, выбор проводится с учетом распространенных таблиц. Основными свойствами можно назвать:

Использование нормативной документации позволяет подобрать наиболее подходящие режимы. Как ранее было отмечено, разрабатывать технологический процесс должен исключительно специалист. Допущенные ошибки могут привести к поломке инструмента, снижению качества поверхности заготовки и допущению погрешностей в инструментах, в некоторых случаях, поломке оборудования. Именно поэтому нужно уделять много внимания выбору наиболее подходящего режима резания.
Выбор режима в зависимости от материала
Все материалы характеризуются определенными эксплуатационными характеристиками, которые также должны учитываться. Примером можно назвать фрезерование бронзы, которое проводится при скорости резания от 90 до 150 м/мин. В зависимости от этого значения выбирается величина подачи. Сталь ПШ15 и изделия из нержавейки обрабатываются при применении других показателей.
При рассмотрении типа обрабатываемого материала уделяется внимание также нижеприведенным моментам:
Довольно распространенным примером можно назвать проведение закалки. Подобная технология предусматривает нагрев материала с последующим охлаждением, после чего показатель твердости существенно повышается. Также часто проводится ковка, отпуск и другие процедуры изменения химического состава поверхностного слоя.
В заключение отметим, что сегодня можно встретить просто огромное количество различных технологических карт, которые достаточно скачать и использовать для получения требуемых деталей. При их рассмотрении уделяется внимание типу материала заготовки, виду инструмента, рекомендуемому оборудованию. Самостоятельно разработать режимы резания достаточно сложно, при этом нужно делать предварительную проверку выбранных параметров. В противном случае может пострадать как инструмент, так и применяемое оборудование.
Читайте также: