Фрезерные хитрости по металлу
Обновлено: 17.05.2024



Фрезерное дело. С.В.Аврутин
Содержание материала
- Фрезерное дело. С.В.Аврутин
- § 1. ПОНЯТИЕ О ПРОЦЕССЕ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
- § 2. ПОНЯТИЕ О ФРЕЗЕРОВАНИИ
- § 3. ТИПЫ ФРЕЗЕРНЫХ СТАНКОВ
- § 4. ОСНОВНЫЕ УЗЛЫ КОНСОЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ
- § 5. УПРАВЛЕНИЕ КОНСОЛЬНО-ФРЕЗЕРНЫМ СТАНКОМ
- § 6. УХОД ЗА СТАНКОМ
- § 7. ЭЛЕМЕНТЫ ФРЕЗЫ
- § 8. ОСНОВНЫЕ СВЕДЕНИЯ ОБ УСТРОЙСТВЕ ФРЕЗ
- § 9. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ
- § 10. ЭЛЕМЕНТЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
- § 11. ПРОЦЕСС ОБРАЗОВАНИЯ СТРУЖКИ
- § 12. ЭКСПЛУАТАЦИЯ ФРЕЗ
- § 13. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК НА СТОЛЕ СТАНКА
- § 14. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В УГЛОВЫХ ПЛИТАХ И ПРИЗМАХ
- § 15. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В ТИСКАХ
- § 16. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В СПЕЦИАЛЬНЫХ ЗАЖИМНЫХ ПРИСПОСОБЛЕНИЯХ
- § 21. ФРЕЗА В ПРОЦЕССЕ РЕЗАНИЯ
- § 22. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ЦИЛИНДРИЧЕСКОЙ ФРЕЗОЙ
- § 23. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ТОРЦОВОЙ ФРЕЗОЙ
- § 24. ФРЕЗЕРОВАНИЕ СОПРЯЖЕННЫХ ПЛОСКОСТЕЙ
- § 25. ФРЕЗЕРОВАНИЕ НАКЛОННЫХ ПЛОСКОСТЕЙ И СКОСОВ
- § 26. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ МЕТОДЫ ФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ
- § 27. ПРАВИЛА ФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИМИ И ТОРЦОВЫМИ ФРЕЗАМИ
- § 28. ФРЕЗЕРОВАНИЕ УСТУПОВ И ПАЗОВ
- § 29. ФРЕЗЕРОВАНИЕ ШПОНОЧНЫХ КАНАВОК В ВАЛАХ
- § 30. ОТРЕЗНЫЕ РАБОТЫ
- § 31. ФРЕЗЕРОВАНИЕ ФАСОННЫХ КАНАВОК
- § 32. ФРЕЗЕРОВАНИЕ СПЕЦИАЛЬНЫХ ПАЗОВ
- § 33. ФРЕЗЕРОВАНИЕ КРИВОЛИНЕЙНЫХ КОНТУРОВ
- § 34. ФРЕЗЕРОВАНИЕ ФАСОННЫХ ПОВЕРХНОСТЕЙ
- Все страницы
§ 9. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ
Общие указания по закреплению фрез
Чистота обработки и производительность станка во многом зависят от качества закрепления фрезы на станке. Если фреза закреплена неверно, она будет бить, вследствие чего нагрузка на отдельные зубья будет чрезмерной и они могут поломаться. Если фреза установлена далеко от опоры шпинделя, оправка может отжиматься. Оправки, при помощи которых закрепляются фрезы, необходимо содержать чисто вытертыми; их не следует забивать, помня, что всякая забоина приводит к биению фрезы. Способ закрепления фрезы на станке зависит от ее конструкции и размеров, а также от характера работы, выполняемой фрезой. Рассмотрим основные способы крепления фрез. 1. Фрезу надевают на центровую оправку, один конец которой входит в коническое гнездо шпинделя, а другой поддерживается серьгой. 2. Фрезу надевают на концевую оправку, которая коническим концом входит в коническое гнездо шпинделя. 3. Фрезу с коническим хвостовиком устанавливают хвостовиком в коническое гнездо шпинделя. 4. Фрезу закрепляют цилиндрическим хвостовиком в гнезде шпинделя при помощи специальных патронов. 5. Фрезу надевают на выступающий передний конец шпинделя и закрепляют на нем. Фрезеровщик обязан знать тип и номер конуса гнезда шпинделя своего станка и крепительные размеры переднего конца шпинделя. Фрезерные станки отечественного производства имеют стандартный размер переднего конуса шпинделя (см. рис. 22), поэтому фрезерные оправки, изготовленные со стандартным хвостовикам, подходят к ним. На рис. 43 показаны оправки с коническим хвостовиком 1, который соответствует коническому гнезду 2 (см. рис. 22) переднего конца шпинделя отечественных фрезерных станков и центрируется в нем. Выемки 2 (рис. 43) во фланце оправки надеваются на поводки 3 (см. рис. 22), вставленные в пазы на торце шпинделя.
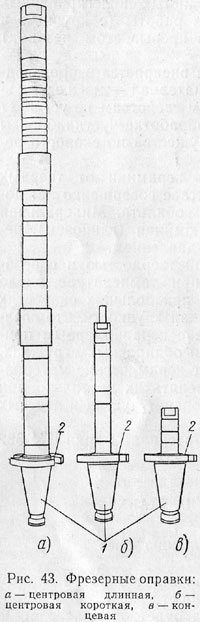
Центровые оправки (рис. 43, а и б) одним концом закрепляются в гнезде шпинделя станка, а другим поддерживаются подшипником серьги. Оправка (рис. 43, а) для закрепления фрез, работающих при больших усилиях, имеет большую длину, позволяющую применять посредине добавочную серьгу. Оправка на рис. 43, б предназначена для легких работ. Концевые оправки (рис. 43, в) одним концом закрепляются в гнезде шпинделя станка, а на другом конце оправки закрепляется насадная фреза, которая работает вместе с оправкой как концевая фреза.
Закрепление фрез на центровых оправках
На рис. 44 приведены различные случаи закрепления фрез на центровых оправках. Конический хвостовик оправки входит в коническое отверстие 8 шпинделя, другой конец входит в подшипник 1 серьги. На рис. 44, а показано крепление на оправке цилиндрической фрезы 5 с винтовыми зубьями. Фреза надевается на среднюю (рабочую) часть оправки и может быть установлена в любом месте оправки при помощи установочных колец 3, 4, 6 и 7. Кольца надеты на оправку так же, как фреза 5. Крайнее левое кольцо 7 торцом упирается в заплечик, имеющийся на оправке, а в крайнее правое кольцо 5 упирается гайка 2, навернутая на правый конец оправки. На рис 44, б показано крепление на оправке нескольких фрез вплотную одна к другой (набор фрез); ширина установочных колец здесь различна. Нормальный набор установочных колец, прилагаемых к фрезерному станку, состоит из колец шириной от 1 до 50 мм: 1,0; 1,1; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 1,9; 2,0; 3,0; 5,0; 8,0; 10; 15; 20; 30; 40 и 50 мм. При помощи установочных колец фрезы могут быть закреплены на определенном расстоянии друг от друга. На рис. 44, в показано крепление двух фрез на расстоянии А друг от друга. Расстояние А устанавливается при помощи подбора колец. Иногда, регулируя расстояния между фрезами на оправке, приходится ставить между установочными кольцами тонкие прокладки из алюминиевой или медной фольги и даже писчей или папиросной бумаги, так как иногда, пользуясь имеющимися в наборе кольцами, не удается получить необходимого расстояния между фрезами. Фрезы малых диаметров, работающие при небольших усилиях, удерживаются на оправке от провертывания трением между торцами фрезы и торцами колец, возникающим при затяжке гайкой. При тяжелых работах этого трения недостаточно, и фреза удерживается на оправке при помощи шпонки. По всей длине средней (рабочей) части оправки профрезерована шпоночная канавка, в ней крепится шпонка, на которую надевают фрезу. Кольца в этом случае также ставят на шпонке. Отверстия в кольцах, равно как и рабочие части фрезерных оправок, изготовляют только определенных диаметров. На отечественных заводах приняты оправки диаметром 16; 22; 27; 32; 40; 50 и 60 мм. Шпоночные канавки и шпонки также изготовляют определенных размеров, так что имеющиеся в инструментальной кладовой фрезы, оправки, кольца и шпонки одного номинала обязательно подойдут друг к другу. Фрезерные оправки должны быть прямыми, без забоин и вмятин, а кольца должны иметь торцы без забоин и заусенцев. При установке фрез надо располагать их как можно ближе к переднему концу шпинделя станка, чтобы уменьшить нагрузку на оправку. Если по некоторым причинам это не удается, надо ставить добавочную серьгу, что дает добавочную опору и разгружает фрезерную оправку. На рис. 45 показана добавочная серьга на станке при фрезеровании бруска широкой фрезой. Порядок установки и закрепления фрезы на оправке и закрепления оправки в гнезде шпинделя станка подробно изложен при рассмотрении наладки станка.
Закрепление фрез на концевых оправках

Фрезы, работающие зубьями, расположенными на торцовой поверхности, закрепляются на концевых оправках. На рис. 46 показана концевая оправка. Конический конец 1 вставляют в коническое гнездо шпинделя станка. Фрезу надевают на цилиндрическую часть оправки и затягивают винтом 3. Чтобы фреза не провертывалась, на оправке имеется шпонка 2.
Закрепление фрез с коническим и цилиндрическим хвостовиком
Фрезы с коническим хвостовиком, размер которого совпадает с размерами конического гнезда шпинделя станка, вставляют хвостовиком в шпиндель и закрепляют в нем посредством затяжного винта (шомпола). Это самый простой способ закрепления фрезы как для горизонтально-, так и для вертикально-фрезерного станков. Если размер конуса хвостовика фрезы меньше размера конуса гнезда шпинделя, то прибегают к переходным втулкам (рис. 47). Наружный конус такой втулки соответствует гнезду шпинделя станка, а внутренний — хвостовику фрезы. Переходную втулку с вставленной фрезой устанавливают в шпиндель и затягивают при помощи затяжного винта. Закрепление фрез с цилиндрическим хвостовиком производится при помощи патрона (рис. 48). Фрезу вставляют в цилиндрическое отверстие патрона 1 и закрепляют гайкой 2, навертываемой на передний конец патрона и охватывающей заплечиками разжимную втулку 5. Патрон с надетой фрезой устанавливают в шпиндель горизонтально- или вертикально-фрезерного станка и закрепляют затяжным винтом. Снятие фрезы производится освобождением гайки 2.
Закрепление насадных фрез большого диаметра
Торцовые фрезы диаметром 125 мм и выше изготовляют насадными. Такие фрезы могут иметь коническое (рис. 49, а) или цилиндрическое(рис. 49, б) посадочное отверстие. Фрезы с коническим посадочным отверстием насаживают на конус 2 фрезерной оправки (рис. 50 и 51) и при помощи вкладыша 3 и винта 4 закрепляют на нем. Вкладыш 3 входит в паз, имеющийся в корпусе фрезы. Оправка на рис. 50 вместе с фрезой крепится к шпинделю фрезерного станка затяжным винтом (шомполом), который ввертывается в резьбовое отверстие оправки. Оправку на рис. 51 вместе с фрезой надевают цилиндрическим пояском 5 на торец шпинделя фрезерного станка и крепят к ней четырьмя винтами 1 (см. также рис. 22). Чтобы оправка не провертывалась, в ней предусмотрены два паза 6, в которые входят сухари на торце шпинделя станка. Фрезы с цилиндрическим посадочным отверстием (см. рис. 49, б) крепят непосредственно к торцу шпинделя станка с помощью четырех винтов. Наиболее точное центрирование фрезы на шпинделе фрезерного станка и, следовательно, наименьшее биение зубьев в работе обеспечивают фрезы с коническим посадочным отверстием. Крепление по рис. 50 применяют на вертикально- и горизонтально-фрезерных станках, крепление по рис. 51 — главным образом на продольно-фрезерных станках, когда необходимо иметь большой вылет торца фрезы от торца шпинделя.
Способы работы с фрезерным столом

Установка фрезера в стол существенно расширяет возможности. Чтобы вы могли эффективно воспользоваться всеми преимуществами, мы покажем пять приемов работы, освоение которых повысит уровень вашего мастерства. Фрезерный стол может сэкономить не только время, но и деньги, заменяя собой несколько других инструментов. У вас еще нет фрезерного стола? Нашем сайте были представлены проекты для самостоятельного изготовления. Его нетрудно сделать, и с ним удобно работать.
Шаблоны при фрезеровании

1. Например, вы хотите сделать для столика четыре ножки с одинаковыми изгибами. Установленный в стол фрезер и шаблон позволят вам изготовить сколько угодно одинаковых деталей. Из 6-миллиметрового оргалита или МДФ сделайте шаблон, придав ему любые очертания. С помощью ленточной пилы или лобзикового станка выпилите по контуру и отшлифуйте до линии разметки. Прикрепите шаблон к заготовке двухсторонним скотчем на тканевой основе, сообразуясь с направлением волокон для максимальной прочности и эффектного внешнего вида будущей детали. Ленточной пилой грубо опилите заготовку по контуру, оставив припуск около 3 мм.
Для дальнейшей обработки на фрезерном столе вы можете выбрать один из двух типов копирующих фрез: с верхним или нижним подшипником. В некоторых случаях могут потребоваться обе.
При использовании фрезы с подшипником, расположенным на конце, заготовка кладется на фрезерный стол шаблоном вверх. Отрегулируйте вылет фрезы так, чтобы подшипник катился по кромке шаблона. Используя фрезу с подшипником, находящимся между лезвиями и хвостовиком, расположите заготовку шаблоном вниз.
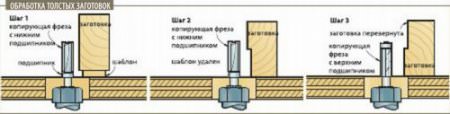
Какую бы фрезу вы ни выбрали, медленно придвиньте к ней заготовку, чтобы кромка шаблона коснулась подшипника, и передвигайте заготовку справа налево, как показано на фото вверху. Если на некоторых участках оставлен припуск более 3 мм, удаляйте его за несколько осторожных проходов. Не останавливайте подачу заготовки, чтобы не возникли прижоги. Внимательно осмотрите обработанные поверхности, прежде чем удалить шаблон. Иногда дополнительный проход позволяет сгладить грубые шероховатости. Вставьте лезвие шпателя между шаблоном и заготовкой, разделите их и удалите скотч. Если толщина заготовки превышает длину лезвий фрезы, используйте фрезы обоих типов в последовательности, показанной на рисунке внизу. Сначала сделайте один проход фрезой с нижним подшипником, положив заготовку шаблоном вниз. Снимите шаблон и сделайте еще один проход, чтобы подшипник катился по уже обработанной поверхности. Наконец, переверните заготовку и установите фрезу с верхним подшипником, который также будет опираться на обработанную поверхность.
Ламельный фрезер

2. Ламельные фрезеры по праву считаются одними из самых удобных электроинструментов, но во многих случаях такие соединения можно делать с помощью фрезерного стола. Для этого потребуются шлицевая фреза толщиной 4 мм (стандартная толщина плоских шкантов-ламелей) и поперечный упор с деревянной накладкой.
Приступая к настройке, поднимите фрезу так, чтобы выровнять ее посередине толщины заготовок, и сделайте несколько пробных соединений, используя обрезки. Чтобы уменьшить вероятность образования ступеньки в готовом соединении, пометьте лицевые стороны заготовок и обрабатывайте их в одинаковом положении. Обычная шлицевая фреза выбирает в заготовке гнездо, длина которого меньше длины стандартных ламелей. Можно удлинить гнездо, передвинув заготовку и еще раз погрузив фрезу в материал. Однако если требуется сделать всего лишь несколько соединений, быстрее и проще укоротить ламели. Чтобы соединить с помощью ламелей детали рамы, пользуясь стальной линейкой, выровняйте переднюю сторону продольного упора с подшипником фрезы.
Приклейте к упору над фрезой полоску малярного скотча. С помощью угольника и карандаша отметьте на скотче осевую линию фрезы. Затем поставьте метки посередине ширины перекладин. Прижмите перекладину к накладке поперечного упора, которая должна почти касаться продольного упора. Совместите обе центральные метки и закрепите на продольном упоре струбциной стопор, упирающийся в заднюю сторону поперечного упора. Теперь, используя накладку поперечного упора в роли продольного упора, подавайте заготовку пол прямым углом на вращающуюся фрезу до тех пор, пока ее торец не коснется подшипника. Разметьте длину ламели с обоих концов, сделав ее немного короче гнезда, и удалите лишнее ленточной пилой. Проверьте, как ламель вставляется в гнездо, и убедитесь, что она входит не больше чем наполовину своей ширины.
Чтобы сделать ответное гнездо в стойке, оставьте поперечный упор и стопор на месте. Осторожно подавайте заготовку на фрезу. Гнездо на другом конце стойки можно сделать с этими же настройками, перевернув заготовку лицевой стороной вниз. Если лезвия фрезы расположены точно посередине толщины заготовок, соединения будут безупречными. Другой способ: измерьте расстояние от центра фрезы до поперечного упора и закрепите стопор на таком же расстоянии слева от фрезы. Сняв поперечный упор и правый стопор, отфрезеруйте гнездо на другом конце стойки, подавая ее, как и прежде, лицевой стороной вверх.
Большие шканты

3. Иногда приходится долго и безуспешно разыскивать круглые деревянные стержни, изготовленные из той же породы древесины, что и остальные детали проекта. Но их несложно изготовить на фрезерном столе, и мы предпочитаем этот способ для большинства случаев.
Потребуется фреза для скруглений, радиус которой равен радиусу (половине диаметра) деревянного стержня. Например, мы используем фрезу радиусом 12,7 мм, чтобы сделать шканты диаметром 25,4 мм. Закрепите фрезу в цанге и установите продольный (параллельный) упор вровень с подшипником. Приклейте к продольному упору две полоски малярного скотча (справа и слева от фрезы) и поставьте на них метки на расстоянии 75 мм от оси фрезы.
С помощью пильного станка сделайте заготовки квадратного сечения, соответствующие требуемому диаметру круглого стержня, оставив припуск по длине 150 мм.
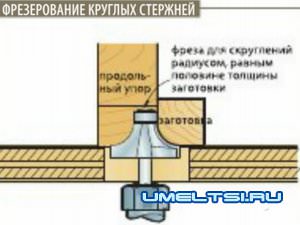
Расположите заготовку, как показано на рисунке. Выровняйте ее левый конец с левой меткой (фото справа), плотно прижимая его к продольному упору, и осторожно придвиньте заготовку к фрезе. Подавайте заготовку до тех пор, пока ее задний конец не сравняется с правой меткой. Повторите операцию на всех четырех ребрах заготовки. Оставленные на концах плоские участки не только не дают заготовке вращаться, но и удерживают ваши пальцы на безопасном расстоянии от фрезы.
Соединения на ус с помощью шпонок

4. Это отличный способ увеличения прочности соединений с заусовкой в шкатулках и других небольших предметах. Вы можете делать пазы для потайных шпонок с помощью прямой фрезы, двух стопоров и простого направляющего приспособления. Закрепите в цанге прямую 3-миллиметровую фрезу и установите ее вылет равным 6 мм. Струбцинами прикрепите к продольному упору деревянную накладку, чтобы заготовка не попадала в вырез упора.
Зафиксируйте упор на расстоянии от оси фрезы, равном или немного превышающем толщину заготовок. На рисунке показаны настройки для фрезерования пазов в заготовках толщиной 12 мм. Опилите скосы на концах заготовок, придавая им окончательную длину. Возьмите две одинаковые заготовки и сложите их лицом к лицу, соединив двухсторонним скотчем.
На толстой доске опилите под углом 45° скос вдоль одной из кромок. Прижмите соединенную пару заготовок к внутреннему углу, образованному поверхностью стола и продольным упором, чтобы с их помощью установить доску со скосом параллельно упору. Зафиксируйте оба конца доски, прижав их струбцинами к столу. Теперь разметьте на заготовке концы будущего паза. Совмещая эти метки с лезвиями фрезы, закрепите на продольном упоре стопоры слева и справа от фрезы.

Включив фрезер, прижмите скос заготовки к упору и опускайте ее на вращающуюся фрезу, как показано на фото. Правый край заготовки должен касаться правого стопора. Осторожно подавайте заготовку до левого стопора, а затем поднимите вертикально, прижимая к упору. Сделав восемь пазов для прямоугольной коробки, выпилите шпонки. Их можно изготовить из твердого оргалита или фанеры, а можно использовать такую же древесину, как и для стенок. В этом случае волокна в шпонках должны быть направлены поперек линии стыка соединения, чтобы избежать проблем, связанных с усушкой и разбуханием древесины.
Вместо строгального станка

5. Для фугования кромок можно оснастить фрезерный стол продольным упором с раздельными передней и задней частями или применить показанный здесь примитивный способ. Мы просто закрепили с помощью струбцин на задней (левой) половине продольного упора тонкую полосу бумажно-слоистого пластика и слегка смягчили шлифовкой ее передний (ближайший к фрезе) край, чтобы торцы заготовок не цеплялись за него. Используя стальную линейку, выровняли пластик с лезвиями установленной в стол прямой фрезы, как показано на фото.
Вылет фрезы должен быть таким, чтобы кромка доски обрабатывалась по всей ширине. Включив фрезер, подавайте заготовку справа налево, удаляя за один проход слой, равный толщине пластика, чтобы получить идеально прямую и перпендикулярную кромку. Повторив операцию со второй доской, вы склеите из двух заготовок щит без малейшего зазора по клеевому шву.
Обработка металлов. Цикл статей: от новичка до гуру фрезеровки
Часть 1. Общие понятия о процессе резанья металлов и основные параметры резцов.
1.1 В чем заключается процесс резки и как он происходит?
Основными видами механической обработки металлов являются: точение, строгание, сверление,фрезерование, шлифование и др. Все эти виды обработки осуществляют на металлорежущих станках с помощью различных режущих инструментов — резцов, свёрл, фрез и др. Основой всех разновидностей процесса резания является точение, а основой всех видов режущего инструмента — токарный резец.Процесс резания металлов заключается в срезании с заготовки лишнего слоя в виде стружки с целью получения детали требуемой формы, размеров и классов шероховатости обработанных поверхностей.
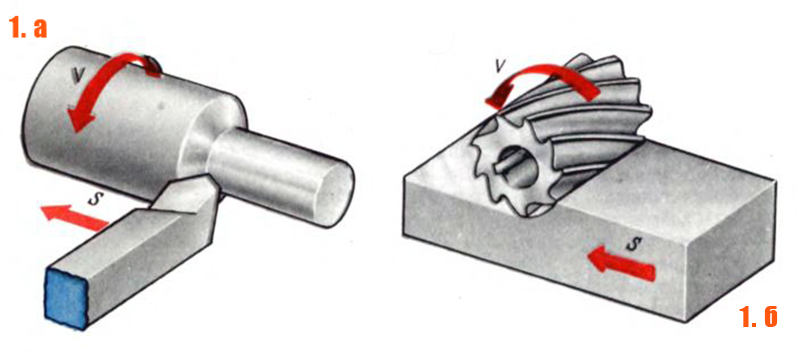
Для осуществления данного процесса необходимо иметь два движения — главное (рабочее) и движение подачи. Главное движение при точении — это вращательное движение обрабатываемой заготовки (рис. 1, а). При фрезеровании главным движением является вращение фрезы (рис. 1, 6). Скорость главного движения определяет скорость резания.
Поступательное перемещение резца в продольном или поперечном направлении является движением подачи при точении. При фрезеровании движением подачи является поступательное перемещение обрабатываемой заготовки в продольном, поперечном или вертикальном направлениях. Скорость главного движения всегда больше скорости движения подачи. В процессе резания образуется стружка.На рис. 2 вы можете видеть наглядную схему образования стружки при резании материалов. Заготовка и резец закреплены на станке. Резец, установленный на некоторую глубину резания, перемещается под действием силы, передаваемой станком.
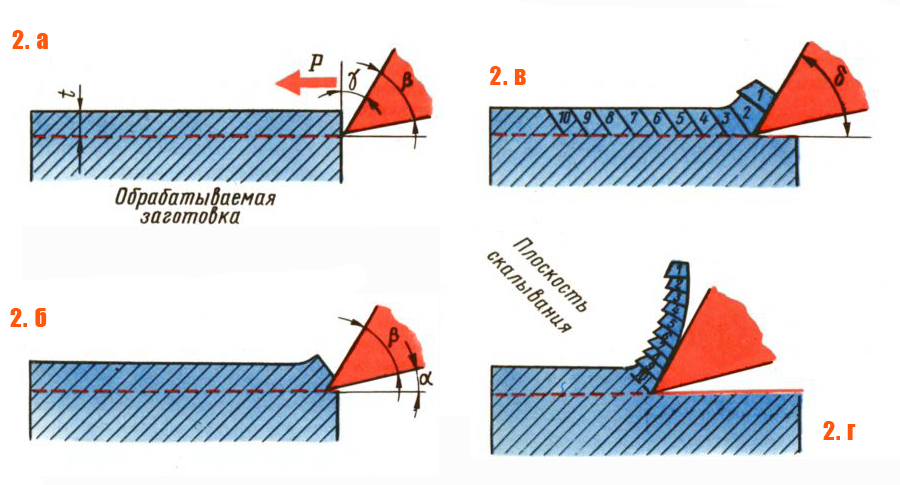
При резании пластичных материалов различают 4 следующие фазы образования элемента стружки. В начале резания происходит соприкосновение резца с обрабатываемой заготовкой (рис. 2, а). Затем резец своей вершиной вдавливается в материал (рис. 2, 6), из-за чего на нём происходит деформация сдвига.
Дальнейшее внедрение резца преодолевает силы сцепления между отделяемым слоем заготовки и основным материалом и приводит к скалыванию (или сдвигу) первого элемента стружки (рис.2, в).
После чего резец, продолжая своё движение, отделяет от основной массы заготовки последующие элементы стружки (второй, третий и т. д.).
1.2 Основные параметры резцов
В металлообработке резцы являются простейшими и наиболее распространёнными режущими инструментами.
Теперь давайте по подробнее разберёмся, что он из себя представляет. Токарный резец состоит из головки (основной рабочей части) и державки. «Державка, что это?». Данная часть резца служит для его закрепления в резцедержателе, установленном на суппорте станка. Основными параметрами державки являются:
Н - высота
B - ширина
L - длинна
Для выполнения определённого ряда задач могут так же применяться резцы с державками круглого сечения.
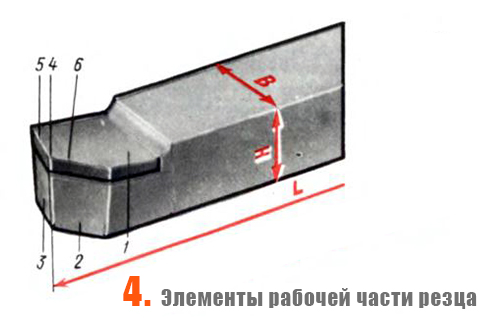
Головка резца образуется специальной заточкой и состоит из следующих элементов: передней поверхности (грани), задних поверхностей (граней), режущих кромок и вершины (рис. 4).
Передней поверхностью «1» называют поверхность, по которой сходит стружка.
Задними поверхностями называют поверхности, обращенные к обрабатываемой заготовке. У резцов их две — главная «2» и вспомогательная «3». Режущие кромки образуются пересечением передней и задних поверхностей. Их также две главная и вспомогательная.
Главная режущая кромка «6» образуется пересечением передней и главной задней поверхностей. Она выполняет основную работу резания.
Вспомогательная режущая кромка «5» образуется пересечением передней и вспомогательной задней поверхностей.
Вершиной резца «4» называется место сопряжения главной режущей кромки со вспомогательной.
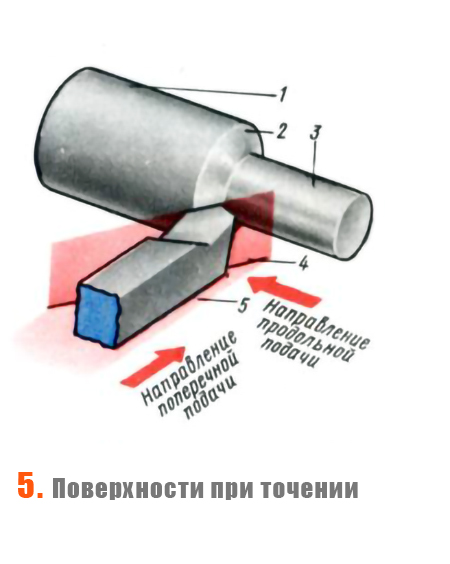
На обрабатываемой заготовке в процессе резания различают следующие поверхности (рис. 5): обрабатываемую «1», обработанную «3» и поверхность резки «2»
Обрабатываемой поверхностью называется поверхность, подлежащая обработке.
Обработанной поверхностью называется поверхность,полученная на заготовке после снятия стружки.
Поверхностью резки называется поверхность, образуемая на обрабатываемой заготовке непосредственно режущей кромкой инструмента.
1.3 Как определить угол заточки резца?
Для определения углов заточки режущего инструмента устанавливают координатные (исходные) плоскости: основную и плоскость резания.
Основной плоскостью «5» на рисунке 5 называется плоскость, параллельная продольной и поперечной подачам. У токарных Резцов с призматическим сечением державки за основную плоскость принимают нижнюю опорную поверхность резца.
Плоскостью резания «4» называют плоскость, перпендикулярную основной плоскости и проходящую через главную режущую кромку резца.
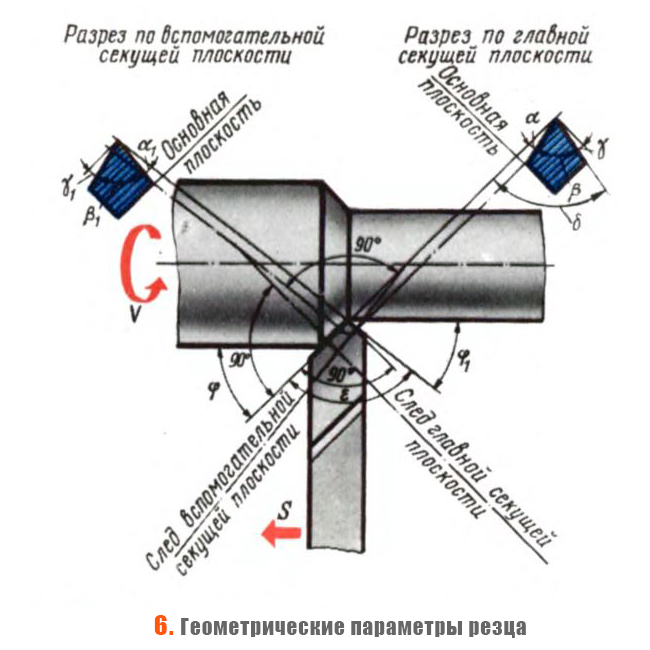
Главные углы резца измеряются в главной секущей плоскости, перпендикулярной проекции главной режущей кромки на основную плоскость (рис. 6).
Главный заданный угол «α» — угол между касательной к главной задней поверхности резца в данной точке режущей кромки и плоскостью резания. Задний угол нужен для того, чтобы уменьшить трение задней. поверхности инструмента об обрабатываемую заготовку. Он выбирается обычно в пределах от 2 до 12°.
Угол заострения «β»— угол между передней и главной задней поверхностью резца. От этого угла зависит прочность режущей части инструмента.
Передний угол «γ» — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания и проходящей через главную режущую кромку резца. Этот угол необходим для уменьшения силы резания, а также для уменьшения трения сходящей стружки о переднюю поверхность резца. При обработке вязких металлов передний угол выбирается в пределах от 10 до 20° и более. При обработке сталей, в особенности твёрдыми сплавами, передний угол выбирается близким к нулю или даже отрицательным. При работе фасонными инструментами (фасонными резцами, фасонными фрезами, резьбовыми фрезами, зуборезным инструментом и др.) передний угол должен быть равным нулю либо Иметь небольшие положительные значения (от 2 до 4”).
Вот мы и освежили знания по основам резки, которые помогут нам лучше понять различные тонкости и спецификации фрезеровки, с которыми вы сможете ознакомиться в данном цикле
Способы фрезерования: встречное и попутное
Несмотря на то, что у большинства операторов ЧПУ есть привычка использовать встречное фрезерование, бывают случаи когда попутное предпочтительней . Прежде чем приступить к рассмотрению каждого из них, давайте определим разницу.
Фрезерование попутное – когда направление подачи и движения кромки в точке среза совпадает. Такой способ обеспечивает наилучшую чистоту поверхности. Ниже приведена диаграмма, иллюстрирующая разницу при работе на подаче и против подачи.
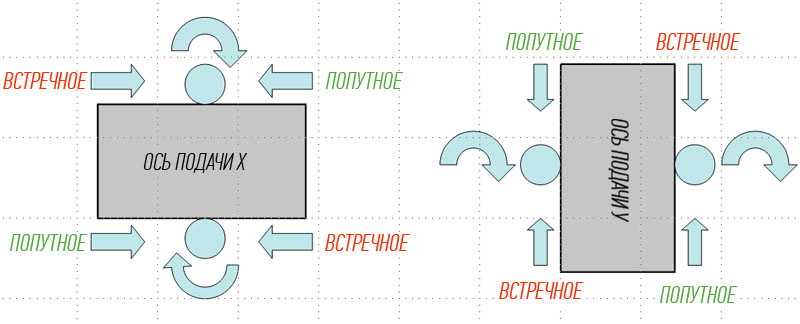
Стрелки показывают движение заготовки
Имейте в виду, что на этой иллюстрации движется заготовка, а не шпиндель. На некоторых станках, например на портальном фрезере, шпиндель перемещается, поэтому метки могут меняться.
Попробуйте провести эксперимент на своем станке по резке в обоих направлениях, и вы увидите, что попутное фрезерование дает более гладкую поверхность (это в большинстве случаев. Однако, бывают и ситуации, когда встречное дает лучший результат). Обратите внимание, что в зависимости от того, каким образом вы фрезеруете, вам необходимо убедиться, что деталь не сместится от нагрузок, приложенных в этом направлении.
- Ширина стружки начинается с нулевой и увеличивается по мере того, как фреза заканчивает нарезку;
- В процессе резки создаются восходящие силы, которые стремятся поднять заготовку во время фрезерования;
- При встречном фрезеровании требуется больше энергии, чем при попутном;
- Качество обрабатываемой поверхности становится хуже, потому что стружка поднимается стружечными канавками и падает перед режущим инструментом. В результате большинство стружки режется повторно. В данной ситуации может помочь подача СОЖ в зону реза;
- Инструмент изнашивается быстрее, чем при попутном фрезеровании;
- Встречное предпочтительно для обработки шероховатых поверхностей;
- Инструмент отклоняется параллельно направлению подачи
- Ширина стружки начинается с максимальной и уменьшается;
- Стружка падает за режущим инструментом, тем самым уменьшается ее повторный рез;
- Меньше износ инструмента – срок службы продлевается на 50%;
- Улучшается качество обработки поверхности из-за меньшего вторичного нарезания;
- Требуется меньшая мощность;
- Резание на подаче оказывает нисходящее усилие на деталь, что упрощает требования к ее креплению. Нисходящее усилие также может помочь уменьшить вибрацию при установке станка на тонких полах;
- Фрезерование на подаче снижает упрочнение детали;
- Тем не менее, оно может вызывать сколы при фрезеровании горячекатанных материалов из-за закаленного слоя на поверхности.
- Отклонение инструмента происходит перпендикулярно подаче, поэтому оно может увеличивать или уменьшать ширину разреза и влиять на точность.
Люфт и попутное фрезерование
Существует следующая проблема с попутной фрезеровкой, которая заключается в том, что инструмент может выбирать люфт передачи, если силы резания достаточно велики. Проблема в том, что в процессе резания рабочий стол будет тянуться на счет усилий на фрезе. И если в передаче есть люфт, это приведет к смещению стола с заготовкой на величину люфта. И, если величина люфта будет достаточной, и режущий инструмент работает с достаточной мощностью - это вызовет вибрацию, может привести к поломке инструмента и возможно даже травме оператора из-за летящих осколков. Поэтому многие мастерские запрещают попутную фрезеровку , на всех станках, у которых известен люфт. Некоторые станки оборудуются передачами с выборкой люфта, например ШВП с двойными гайками.
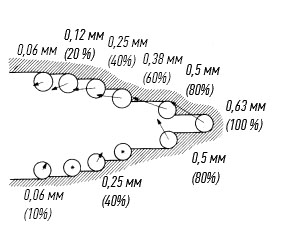
Один из способов рассмотреть этот вопрос – подойти к нему с точки зрения подачи зуб. Это показатель того, сколько материала каждый зуб режущего инструмента пытается срезать. Типичные значения для чистовой обработки составляют от 2-4 сотки на зуб. Для черновой обработки эта величина может увеличиться до нескольких десяток. В худшем случае попутное фрезерование может зацепить станину и рывком переместить деталь на всю величину люфта в тот момент, когда зуб режет деталь. Поэтому к моменту врезания следующего зуба подача увеличится на величину люфта. Предположим, что черновая подача на оборот равна 6 соток и есть люфт 4 сотки. В худшем случае подача на зуб может внезапно увеличиться до 0.1 мм. Это, конечно, еще не конец света, но уже порядочная нагрузка. Теперь предположим, что у вас более старый станок с люфтом 0.3 мм и подача на зуб составляет 8 соток. Если случится выборка люфта, то следующий зуб начнет резать стружку в 0.38 мм вместо 0.08. Это с большой вероятностью означает поломку инструмента.
Нужно учитывать, достаточно ли сила резания для того, чтобы выборки люфта. Многое будет зависеть от сценария точной обработки вашего станка. Если у вас легкий стол на шариковых направляющих с низким трением,, он может легко схватиться инструментом. Если у вас много железа на столе, и, вы работаете с затянутыми регулировочными клиньями, возможность схватывания будет меньше. Есть способы рассчитать силу резания, нов в общем подходе необходимы использовать меньшие концевые фрезы, меньшую глубину резания, более низкие подачи и более низкую скорость вращения шпинделя – все это уменьшает силу резания и вероятность схватывания и выборки люфта.
Кстати, станки с ЧПУ вообще-то не должны иметь заметного люфта, поэтому это больше касается ручных машин.
При определенных условиях попутное фрезерование создает отрицательную геометрию резания.
До этого момента, вы, вероятно, думали, что стоит использовать попутное фрезерование везде где можно. Ведь такой подход создает лучшее качество обрабатываемой поверхности, требует меньше энергии и менее подвержен отклонению режущего инструмента. А операторы, работающие в ручном режиме, говорят что не стоит использовать попутное, потому что это опасно при работе на машине с люфтом. На самом деле, правда где-то посередине. Можно отметить следующие эмпирические правила:
- При фрезеровании на глубину в половину диаметра фрезы или меньше лучше использовать попутное (при условии, что у вашей машины низкий люфт, и это безопасно);
- При фрезеровании на глубину ¾ диаметра фрезы способ фрезерования не имеет значения;
- При фрезеровании на глубину ¾ - 1 диаметра фрезы лучше встречное.
Каким образом направление фрезерования подачи влияет на отклонение и точность инструмента?
На следующем рисунке показаны небольшие стрелки (называемые векторами), показывают направление отклонение инструмента, когда резец перемещается по траектории инструмента:
Стрелки показывают где режущее усилие пытается отклонить фрезу. Встречный рез вверху, попутное фрезерование внизу
Попробуйте использовать попутное фрезерование для черновой обработки, потому что это даст вам возможность работать быстрее, а эффект от отклонения инструмента существенно не влияет на точность и не имеет значения – последующий финишный проход обеспечит точность. Вы можете грубо работать значительно быстрее, потому что усилие резания меньше и толсто-тонкий профиль стружки переносит тепло на стружку. Стружка уносит тепло, что особенно важно для обработки твердых материалов таких как нержавеющая сталь. Тем самым обеспечивается лучшее качество обрабатываемой поверхности, если вы можете позволить повторный финишный проход.
Встречное фрезерование для финишной обработки
Это противоречит здравому смыслу, по мнению большинства операторов станков. При прочих равных условиях они правы, но есть нюансы.
Проблема в том, что отклонение влияет и на чистоту поверхности. Если вектор сил резания почти параллелен направлению подачи, вы можете считать, что часть вектора, которая толкает его «от параллели» очень мала. Потому инструмент будет иметь небольшую тенденцию отклоняться и наносить «волны».
Обратите внимание, что это может быть особенно важно при работе с тонкими стенками, где они очень тонки!
Поэтому важно перейти на встречное фрезерование для финишной обработки, если вам вообще неприемлемо отклонение. По крайней мере, следует избегать слишком большой глубины реза при попутном фрезеровании, чтобы избежать отклонений. Чтобы свести отклонения к минимуму, следует использовать не более 30% диаметра режущего инструмента для встречного фрезерования и 5% для попутного.
Правильное управление отклонением может помочь вам избежать необходимости дополнительного фрезерования для очистки поверхности.
Встречное фрезерование для микрообработки
По тем же причинам, а особенно если учесть, что отклонение намного хуже влияет на микрофрезерование, стоит выбирать встречный тип вместо попутного для обработки микрофрезами.
9 Лучших проектов для начинающих операторов на фрезерном станке с ЧПУ

Чтобы стать профессиональным оператором фрезерного станка с ЧПУ, нужно хотя бы немного узнать о многих вещах. На самом деле, это больше похоже на изучение множества вещей - от программирования до резки деталей с очень узкими допусками.
Однако после того, как новички усвоили некоторые основы в каждой из этих областей, они часто стремятся приступить к каким-либо проектам. Чтобы помочь вам начать работу, мы составили список лучших проектов для начинающих операторов, которые можно сделать на фрезерном станке с ЧПУ.
Фрезерование овцы

Для начала создайте овцу с помощью фрезерного станка с ЧПУ! На самом деле это намного проще, чем кажется. Вы создадите программу, чтобы вырезать контур овцы в части материала. Подойдет любой материал, лучше начать с чего-нибудь, кроме высококачественной стали. Проект поможет закрепить ваши базовые навыки программирования, а также поможет узнать, с чего начать и с чего закончить программу ЧПУ. Вы можете настроить базовую программу, по мере необходимости, чтобы приспособить ее к различным станкам, материалам и размерам инструментов.
Код был разработан для вырезания на пенопласте концевой фрезой с 2 канавками 1/8 дюйма, но он также должен работать и с мягкой древесиной. Если у вас нет этих инструментов или материалов под рукой, файл .zip также содержит 3D-модель овцы, так что вы можете запустить его через желаемое программное обеспечение CAM, чтобы настроить для другого материала или инструмента.
Чтобы настроить резку, закрепите материал так, чтобы он располагался под прямым углом к машине. Используя UGS или любое другое управляющее программное обеспечение по вашему выбору, переместите инструмент. Сбросьте нулевую точку в центре. Любой метод удержания должен быть достаточным, вы можете ссылаться на них на странице "Удержание" в разделе "Основы". Размеры овцы составляют 100 мм в ширину и 70 мм в высоту, глубина реза составляет 6 мм.
Куб Тернера
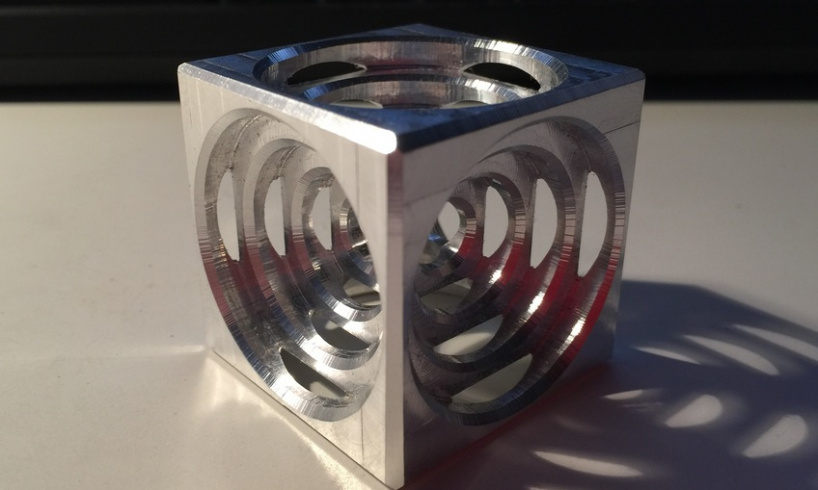
Качественно выполненный куб Тернера выглядит даже большим чудом инженерной мысли, чем он есть на самом деле, геометрические фигуры слой за слоем располагаются внутри куба. Нельзя сказать, что это простой проект - создание хорошего куба Тернера проверяет вашу способность сохранять сам куб идеально квадратным. Вам также необходимо обеспечить идеальную отделку и равномерно пропорциональный интерьер. Но если все будет сделано правильно, вы пройдете свой первый тест фрезерования на станке с ЧПУ и получите впечатляющее украшение для своего стола. Вы можете найти инструкцию по созданию такого куба по ссылке на CNC Cookbook.
Параллельные прецизионные блоки

В какой-то момент вашей карьеры фрезеровщика вам понадобится проделать сквозное отверстие в заготовке. Проблема в том, что единственное, что находится под вашей заготовкой - это станина вашего станка, поэтому, просверливая сквозное отверстие, вы, вероятно, либо повредите стол, либо, что более вероятно, испортите своё сверло.
Параллельные прецизионные блоки - простой, дешевый и легкий способ решить все эти проблемы. Вы можете найти большой набор инструкций здесь, но короткая версия заключается в следующем: во первых, используйте более мягкий металл, например алюминий, так что если вы попадете фрезой в один из таких блоков вы не повредите ваш инструмент. После этого ваша задача состоит в том, чтобы просто сделать эти параллели, ну, параллельными, чтобы вы могли использовать две или более из них для поддержки заготовки и создания столь необходимой высоты.
Направляющая для метчика
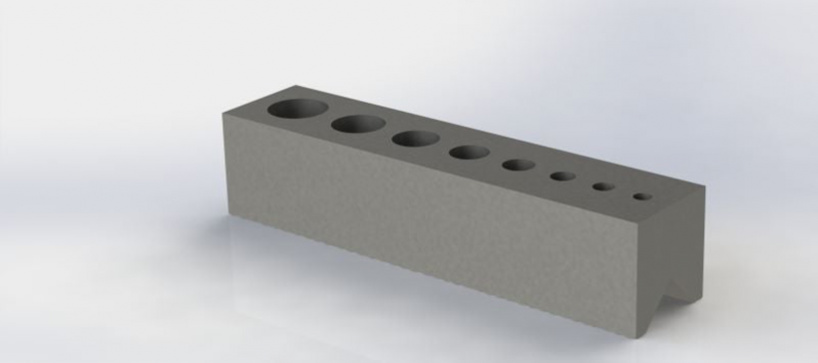
По сути, это один из самых простых проектов в списке, но вы все равно можете использовать его для отработки точной резки. Когда вы закончите, вы обнаружите, что это один из самых полезных инструментов.
Направляющая для метчика - это просто металлический блок с просверленными отверстиями. Вы можете использовать его, чтобы «направлять» сверло в заготовку при резке новой детали, отсюда и название. Фрезерование собственной направляющей для метчика заставляет вас практиковать точную резку, конусность и навыки измерения, необходимые для сопоставления каждого отверстия с вершиной V-образной выемки в нижней части блока.
Тиски инструментальщика
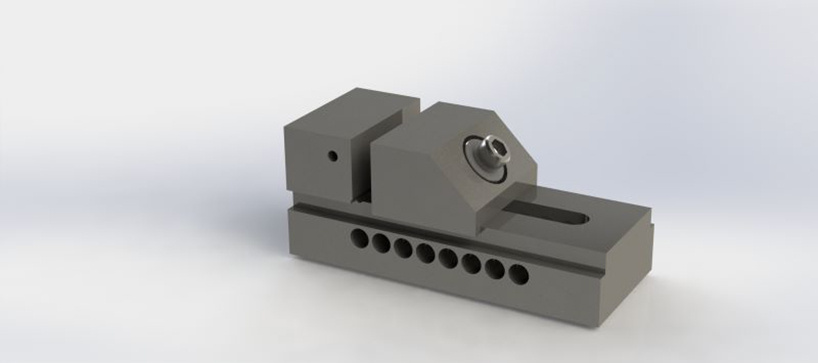
Порядок операций, припуск на шлифование, планирование работ - вот что вы узнаете, делая инструментальные тиски на своем фрезерном станке. Это довольно сложная работа, хотя сложность возникает больше при планировании, чем при резке деталей. Тем не менее, данный проект повысит ваши навыки по использованию фрезерного станка с ЧПУ. Чертежи прилагаются!
Подставка для микрометра
Вот проект, сочетающий в себе несколько приемов. Вам понадобятся столярные и токарные работы, нужно будет освоить резьбу и нарезание пазов. И этот проект подставки для микрометра также предоставляет несколько возможностей сделать его красивым. Вы можете практиковать свой навык отделки до тех пор, пока подставка не засияет, и в конце работы у вас будет инструмент, который будет красивым и чрезвычайно практичным.
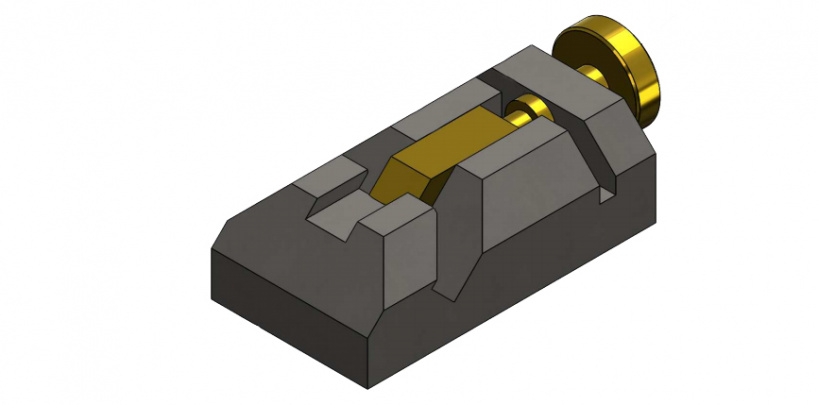
Молоток оператора

"Молоток оператора" часто используется как стартовый проект для освоения токарного станка, но с небольшой модификацией вы обнаружите, что он подойдёт и для освоения фрезерного станка. Конечно, если у вас есть и токарный станок с ЧПУ, сделайте этот проект на обоих станках и вы заметно улучшите свои навыки.
В прикрепленном файле вы найдете отличный пример хорошего "молотка оператора".
V-образные блоки

V-образные блоки - это высокоточные приспособления для металлообработки, которые обычно используются для удержания круглых металлических стержней или труб для выполнения операций сверления или фрезерования.
Этот проект позволит отточить навыки планирования работ, фрезерования, термообработки и шлифования.
Стальной суперблок 1-2-3
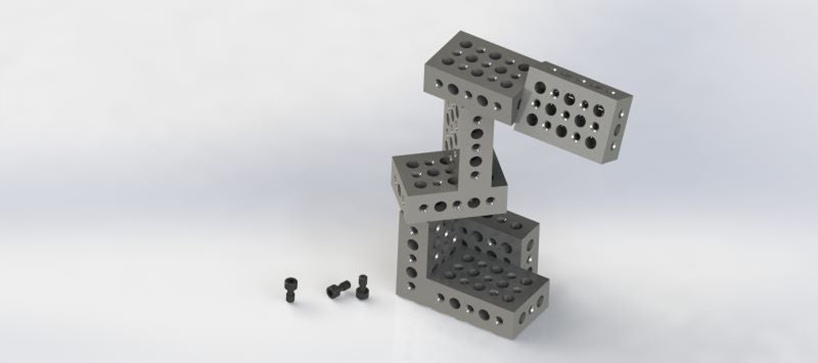
Базовые блоки 1-2-3 это более сложная версия параллельных прецизионных блоков, упомянутых ранее. Как и параллельные блоки, их нетрудно изготовить, но они требуют некоторой точности. Главное, чтобы каждый блок был такого же размера и формы, что и другие, обеспечивая параллельность и соответствие сторон. Вы можете использовать блоки 1-2-3, чтобы поддерживать детали или удерживать их над станиной фрезерного станка, что позволяет полностью фрезеровать детали через заготовку.
Суперблок 1-2-3 развивает идею дальше, используя чередующийся рисунок отверстий с зенковкой и резьбой, позволяя соединять блоки вместе. Соблюдение абсолютно точного чередующегося рисунка проверит ваши навыки обработки, а также поможет вам научиться доводить простой проект до совершенства.
Вы можете найти подробный план по созданию суперблока 1-2-3 в прикрепленном файле.
Каждый из перечисленных выше инструментов подтолкнет вас к развитию как оператора станка, заставляя изучать разные техники и думать о каждом проекте по-новому. Какой бы проект вы ни выбрали, после его завершения вы повысите свои умения в работе на фрезерном станке с ЧПУ.
Если вам понравилась данная статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Читайте также: