Фрезы по металлу для фрезерного станка
Обновлено: 21.09.2024
Подробно рассмотрим один из самых востребованных сегодня инструментов для обработки деталей. Начнем с того, что такое торцевая фреза: это резец, в нашем случае по металлу, выполненный в цилиндрической (круглой, многогранной) форме и обладающий целым рядом зубов, размещенных на боковых частях. Каждый из них, по сути, представляет отдельное лезвие, контактирующее с материалом заготовки независимо и поочередно. Благодаря такой конструкции достигается сравнительно лучшая производительность при сохранении стабильно высокого качества и точности. Безусловным плюсом также считается возможность одновременной расточки двух взаимно перпендикулярных поверхностей – за счет расположения кромок.
Такой набор свойств и обуславливает широкое использование в сфере машиностроения: для зубчатых колес и валов, чистовой подготовки уступов и пазов и тому подобных операций.
Что такое успешное торцевое фрезерование
Под ним понимают обработку детали, выполненную максимально безопасно, строго с заданной точностью (с формированием необходимых углов у заготовки), а также с оптимальной производительностью. Это возможно только при правильном подборе инструмента: модель с главным углом в плане 450 обеспечит одну глубину и силу резания, 900 – уже другую, и так далее.
На практике успешность выполнения технологической операции зависит от целого ряда факторов, требующих учета, и это:
- Взаимное расположение зубов и поверхности – изменяя его, можно контролировать воздействие на кромку, характер формирования стружки, результат.
- Ширина обработки – при нескольких проходах ее устанавливают в 3/4 диаметра торцевой фрезы, в других случаях – на 20-50% меньше.
- Расстояние между осями инструмента и заготовки – чем оно меньше, тем короче путь резцов и лучше компенсация ударных нагрузок. Но при этом важно, чтобы не было полного совпадения по симметрии, иначе циклические изменения спровоцируют вибрации, способные повредить пластину и/или не дать устранить шероховатость.
- Пересечение пазов и отверстий – при этом следует снижать подачу до 50% от обычной. Но еще надежнее выполнять сверление и/или места стыков уже после обработки.
- Непрерывность контакта – она важна при отделке деталей большой площади. В таких случаях метод нескольких параллельных проходов неприменим – рациональнее двигаться по периметру, а на углах – по большему радиусу, чтобы избежать возникновения разрушительных колебаний.
- Характер входа инструмента при замкнутом контуре – можно врезаться, по спирали или маятниковым способом, или выполнить нужное отверстие сверлением, а далее уже осуществить все необходимые операции.

Особенности торцевой фрезы по металлу
- Режущие кромки у нее располагаются только с торца – в этом ее отличие от других вариантов инструмента. При такой конструкции непосредственную обработку детали осуществляют вершины зубов, а съем материала выполняется при продольной подаче, боковыми частями.
- Лезвий у нее много, и они контактируют с поверхностью заготовки поочередно, что значительно продлевает срок службы оснастки.
- С помощью резцов сравнительно легко формировать грани под наклоном и/или вертикальные уступы – главное, чтобы высота последних не превышала величины зубьев.
- Формируемые углы обработки определяют не припуски, а размеры торцевых фрез (в первую очередь – их диаметры).
- Вращение может быть как левым, так и правым, но технологическую операцию в любом случае необходимо начинать с края детали (или с выемок, если те сделаны предварительно).
- Конструктивное исполнение – либо монолитное, либо со сменными лезвиями, но оба варианта характеризуются высокой степенью жесткости (в том числе и закрепления), что позволяет стабильно поддерживать высокую производительность труда, особенно при правильном подборе смазочных и охлаждающих жидкостей.
- Геометрия кромок бывает различной – от окружностей до ломаных под сложными углами линий, – но она всегда должна обеспечивать плавный съем материала при минимальных припусках, не изменяющих угол контакта.
Мы разместили особенности в произвольном порядке, а не по степени их важности, но все они помогают определять назначение торцевой фрезы, которое состоит в быстром, качественном и безопасном формировании плоскостей нужного уровня шероховатости, а также уступов с необходимым наклоном стенок.
Сфера применения
Данные инструменты используются в качестве резцов в вертикально ориентированных станках, выполняющих операции чистовой обработки простых и сложных фасонных поверхностей, а также пазов и отверстий. Наиболее востребованы в машиностроении, так как растачивают широкую номенклатуру деталей, чаще всего – валы или зубчатые колеса.
По характеру выполняемых задач подразделяются на 3 принципиально разные группы. Рассмотрим сами технологические операции и актуальные рекомендации при их реализации.

Прерывистое торцевое фрезерование плоскостей
Его следует избегать тогда, когда это в принципе возможно. При этом особенно важно воздержаться от обработки технологических отверстий и мест стыков, иначе спровоцируете лишние нагрузки, как на саму деталь, так и на инструмент. Учитывайте также негативное влияние входов (врезаний) и выходов: каждый новый повышает износ кромок.
Чтобы сделать при этом стружку более тонкой, рекомендуется вдвое снизить стандартную величину подачи лезвия в точках расположения прерывающих элементов. Хотя лучше всего, повторимся, сверлить или организовывать соединения уже после проведения съема материала.
Торцевое фрезерование отгибающихся и тонкостенных деталей
При решении задач данной категории следует руководствоваться следующими соображениями:
- В обязательном порядке учитывать, в каком направлении будет осуществляться движение кромки, при закреплении заготовки – для надежной фиксации и сохранения стабильного положения.
- Поддерживать глубину проникновения на уровне от 0,5-2 мм – для снижения эффекта от осевых сил.
- Использовать инструмент с довольно крупным шагом зубов – для минимизации количества вовлеченных в техпроцесс резцов, а значит и для продления общего срока службы.
- Применять лезвия заостренной геометрии, с L-образными задними углами, в тех случаях, когда площадь контакта должна быть наименьшей.
- Выбирать торцевую фрезу с углом в 900 для обработки заготовок со слабой устойчивостью по осевым направлениям, потому что у нее радиальный характер распространения нагрузок.
- Активно эксплуатировать инструмент и в условиях ненагруженного резания.
- Отдавать предпочтение кромкам с неравномерным (несимметричным) шагом в сложных и нестандартных случаях.
Учет всех вышеперечисленных моментов на практике позволяет оптимизировать производственные процессы, повысить точность съема материала, защитить режущие элементы от преждевременного выхода из строя. Внимание, это специфические нюансы, которые перекликаются с общими рекомендациями, а их мы отдельно рассмотрим ниже.
Работа торцевой фрезой над кромками тонкостенных деталей
В данном случае следует ориентироваться на следующие правила:
- Располагать инструмент со смещением к краю от центра – для стабилизации движений и более равномерного распределения нагрузок вдоль стенок с целью предотвращения вибраций.
- Выбирать пластины с максимально острой геометрией по принципу: «средняя будет лучше тяжелой, но хуже легкой».
- Отдавать предпочтение такому шагу, при котором в процессе резания сможет одновременно участвовать хотя бы пара зубов.
- Решать стандартные задачи на низких режимах функционирования станка, с небольшой подачей и незначительной глубиной.
- Останавливаться на пластинах с короткими фасками и минимально возможным радиусом – для уменьшения вероятности появления колебаний с их негативным эффектом.
Также есть общие рекомендации к использованию фрезы торцевой по металлу ГОСТ 26595-85. Они сводятся к следующим советам:
Виды торцевых фрез
Вариантов данного инструмента достаточно много – в силу большого объема и актуальности тех задач, которые можно решить с его помощью. Все разнообразие разделяют по нескольким показателям, первый из которых – металл исполнения режущей части. Это может быть либо углеродистая сталь (чаще всего), либо минералокерамические сплавы (реже), либо алмазы (в ограниченных случаях – для шлифовки особо твердых поверхностей).
Следующий параметр – конструкция, по которой выделяют цельные или сборные модели. Первые монолитные, зубья расположены прямо в корпусе, у вторых вставные кромки. Посмотрите, как в каждом случае выглядит торцевая фреза, чертеж наглядно демонстрирует разницу.
Форма резцов – еще одни классификатор, и она может быть скругленной, прямо- и криволинейной (сложной). От геометрии зависит интенсивность влияния сил биения, а значит и износ. Наиболее долговечным считаются U-образные лезвия, поэтому они используются для черновых и получистовых операций.
Устанавливаться инструменты могут как на хвостовик – тогда они концевые, – так и в оправу со шпонкой – тогда они надсадные, удобные для съема металла с уступов и поверхностей из чугуна. Оба варианта исполняются из быстрорежущей стали, поэтому отличаются сравнительно хорошей прочностью. Качество крепления торцевых фрез при этом обычно одинаково высокое.
Теперь давайте рассмотрим инструменты по группам их применения.

Торцевые и плунжерные с углом в плане 10-65
Предназначены для растачивания под воздействием осевых сил резания и этим отличаются от традиционных, у которых характер нагрузок преимущественно радиальный. Могут похвастаться сравнительно низкой мощностью потребления и малым уровнем шума. Эффективны при обработке глубоких, узких, закрытых пазов, а также углов карманов (после проведения черновых операций).
В эту же категорию входят модели с малым главным углом, которые интересны тем, что существенно повышают подачу без перегрузок пластины за счет тонкой стружки. Главное – не приближать лезвие к позиции, перпендикулярной поверхности заготовки, ведь в таком случае придется значительно увеличивать глубину проникновения в материал.
Фрезы для обработки торцов с углом в плане 45
Классически распространены в общих случаях – из-за следующих особенностей:
- Уровень вибраций сравнительно низок даже при нежесткой настройке, что особенно удобно при значительных вылетах.
- Есть эффект уменьшения толщины стружки, за счет которого можно совершенно безопасно повысить производительность выполняемых операций.
С углом в плане 90
Инструменты для более специфических ситуаций – с их помощью обрабатывают:
- заготовки, закрепленные не жестко;
- детали с тонкими стенками;
- уступы под прямым углом (перпендикулярно оси).
Отличаются небольшими действующими силами, поэтому нашли достаточно широкое применение.
С круглыми пластинами и большого радиуса
Значительно облегчают врезание под углом, поэтому подходят как для сложных случаев, так и для общей профильной обработки. Могут похвастать прочнейшими кромками, способными эффективно снимать даже слои жаропрочных сплавов категории ISO S. И это при плавном резании и сравнительно большой производительности. Сочетание столь полезных свойств и обусловило высокую степень универсальности данных инструментов.
Выбор метода обработки
Сводится к установке главного угла в плане, который бывает:
- 100 – позволяет поддерживать исключительную (максимально высокую) скорость подачи, чему благоприятствуют осевые векторы прилагаемой силы, но лезвие проникает на сравнительно малую глубину, что не всегда удобно;
- 25-650 – за счет хорошей производительности и наличия большого количества зубов может похвастать широкой применяемостью;
- 900 – отличается значительной степенью врезания, поэтому снимает слои металла даже тогда, когда в других условиях инструменты уже пасуют, причем при незначительных силах воздействия (потому не приведет к деформации тонких стенок), но несколько замедляет выполнение работ.
Действующий ГОСТ на торцевые фрезы
Межгосударственный стандарт 26595-85 описывает право- и леворежущие инструменты, регулируемые и нет, сборные – с твердосплавными или минералокерамическими кромками, а также не содержащие вольфрам или защищенные износостойким слоем.
Согласно ему, есть два варианта исполнения:
- с фиксацией на оправках;
- с закреплением на шпинделе.
Допуски – в интервале от 50 до 500 мм. Возможна как круглая, так и трех-, четырех-, пятигранная форма лезвий. Фиксация – по схеме: «клинья – опора – корпус – резец и вставка» (в первом случае) или с помощью кольца, державки, пружины, штифтового/болтового соединения.
Если фрезы торцевые насадные со сменными пластинами, ГОСТ уже 24359-80, если мелкозубые – 9473-80.

Широкие возможности станков
Современное оборудование, оснащенное данными режущими инструментами, при условии эргономичной и безопасной конструкции, обрабатывает стальные, чугунные, медные, латунные, алюминиевые детали, а также заготовки из других сплавов и материалов.
При правильной установке и регулярной заточке резцов не проблема добиться сверхточной обработки поверхности. А датчики – скорости вращения, температуры двигателя и других параметров – позволяют обеспечивать максимальную производительность, не допуская возникновения опасных ситуаций.
Нюансы выбора
Чтобы добиться лучшего качества обработки плоскости, стоит:
- использовать пластины из кермета, если планируете осуществлять врезание на высокой скорости;
- не забывать о масляном тумане и СОЖ в случае с материалами класса ISO S или M (вязкими);
- отдавать предпочтение острым кромкам с PVD-покрытием, когда нужно гарантировать сверхточность;
- обращать внимание на таблицы зависимости глубины и шероховатости от главного угла и ширины лезвия.
Посмотрите, как выглядит торцевая фреза: фото тех или иных ее вариантов дают достаточно верное представление о ее конструкции. А для получения более полной информации обращайтесь для бесплатной консультации в «Сармат»: в процессе заказа станка квалифицированные менеджеры помогут выбрать и оптимальные режущие инструменты для нужного оборудования.
Все о фрезах по металлу
Фрезерные устройства активно используются в ходе осуществления ремонтных и строительных работ. При этом для того чтобы данный агрегат эффективно выполнял свое назначение, он должен быть оснащен качественными рабочими инструментами – фрезами. Сегодня мы подробнее поговорим об этих функциональных деталях.


Особенности
Прежде чем изучать особенности и отличительные характеристики данного рабочего элемента, важно определиться с исходным термином. Так, фреза по металлу для фрезерного станка – это режущий инструмент, в конструкцию которого входит большое количество лезвий. Обработку металлического материала фреза осуществляет посредством постоянного вращения вокруг своей оси.
К основным конструкционным элементам фрезы стоит отнести рабочую часть, хвостовик, который обычно закрепляется в шпинделе или цанге, и шейку. Существующие на современном строительном рынке фрезы для обработки металла классифицируются в зависимости от ключевых параметров (например, размера, материала изготовления, типа крепления и других).
Традиционно фрезы по металлу изготавливаются из стальных материалов углеродистого, легированного или быстрорежущего типа.


В связи с высоким уровнем востребованности фрез по металлу, на рынке присутствует большое разнообразие таких элементов: пользователи могут приобрести насадные, проходные, шлицевые, магнитные, грибковые, отрезные, круглые, металлические элементы, детали со сменными пластинами или типа «балеринка», фасочная, фрезы с разной скоростью вращения, разного размера (например, 2 мм, 3 мм, 5 мм, 10 мм, 60 мм, 20 мм, 50 мм), с разным углом наклона (например, 45 градусов). Рассмотрим, какими бывают фрезы по металлу.
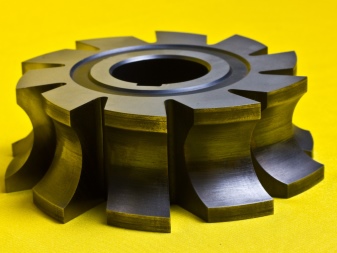
Дисковые
К важнейшей отличительной характеристике дисковых фрез можно в первую очередь отнести то, что их диаметр обычно превышает показатель толщины в несколько раз. В ходе производства фрез их изготавливают цельными, при этом в качестве исходного материала используют специальную инструментальную сталь, которая проходит предварительную процедуру упрочнения и нормализации.
Дисковые фрезы подразделяются на два отдельных вида: отрезные и прорезные. Первый вариант является более распространенным и востребованным среди пользователей. Так, если говорить о конструкции дисковых фрез отрезного типа, то важно отметить тот факт, что в своем составе они имеют наклонный зуб. Причем этот зуб обязательно является закаленным – процесс его закалки обычно осуществляется перед заточкой. Помимо зуба, в конструкции обязательно присутствуют паз и отверстия под болты (их можно обнаружить непосредственно в теле диска). Если говорить о сферах использования устройств, то отрезные дисковые фрезы диаметром от 120 мм обычно применяются для осуществления резки горячего металла на прокатных станах. С другой стороны, прорезные фрезы характеризуются наличием прямого зуба с контуром, который по форме совпадает с прорезаемой канавкой.


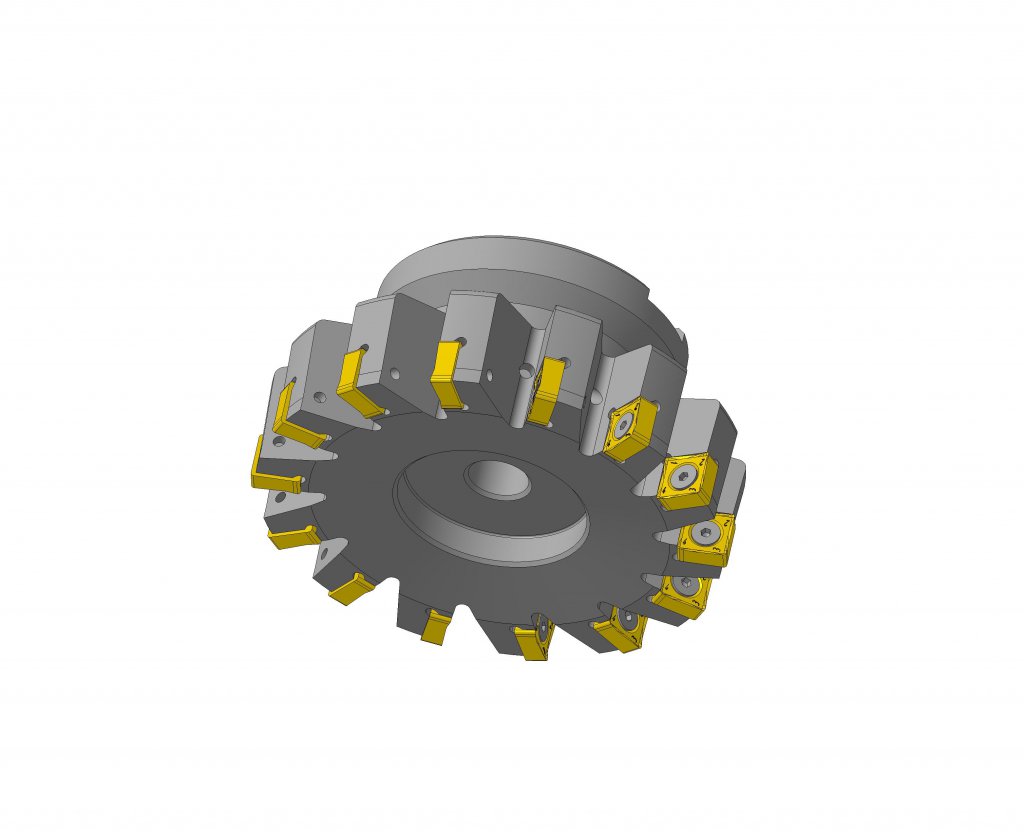
Торцевые
Описывая торцевые фрезы, следует сказать о том, что они чаще всего используются для осуществления предварительной обработки заготовки какого-либо изделия. При этом детали характеризуются довольно высоким уровнем производительности.
Этот эффект возможен благодаря наличию двух специально предназначенных режущих кромок: одна из них является торцевой, а другая – боковой.
Цилиндрические
Как можно догадаться по названию, данный вид фрез имеет форму цилиндра, соответственно, их высота превышает диаметр. Расположение режущих кромок цилиндрических устройств довольно необычно – они расположены по спирали. В качестве материала изготовления традиционно используют инструментальную сталь (особенно это касается именно рабочей части детали). Заточка изготавливается затыловкой, а крепление осуществляется на оправку. При помощи данной детали обычно осуществляют чистовую обработку.


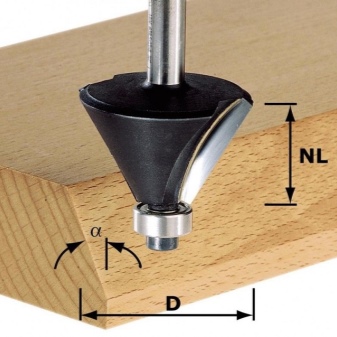
Угловые
По форме угловые фрезы представляют собой усеченный конус с широким основанием и вершиной в сторону хвостовика. Такие детали используют для того, чтобы снимать фаски и осуществлять обработку краев. Режущая кромка, которая является важнейшей деталью, находится на боковой части.
Что касается типа сборки, то данная деталь может быть как цельной, так и сборной.
Концевые
Как и некоторые другие виды фрез, детали концевого типа по своей форме являются цилиндрическими. Причем в конструкцию элемента также входит основная режущая плоскость. Она структурно является торцевой частью цилиндра и поддерживается боковыми сторонами, которые функционально являются вспомогательными. Концевые устройства обычно используют для того, чтобы осуществлять процедуру зачистки поверхности в выборках и пазах. Важно иметь в виду, что угол заточки концевых фрез имеет важное значение в процессе удаления стружки с зоны реза. При этом наклон режущей кромки увеличивается вместе с диаметром инструмента начиная с 30 градусов.


Фасонные
Фасонные фрезы представляют собой детали, которые обладают режущими кромками фигурного типа.
Они обязательно должны повторять форму паза.

Червячные (или «летучка»)
Элементы червячного типа являются составными по своей конструкции. Чаще всего детали используются в процессе нарезки зубчатых колес и шестерен. Что касается конструкции и строения данного элемента, то важно отметить тот факт, что сам корпус является цилиндрическим. При этом на нем расположены фигурные пластины (они стоят рядами). Форма таких пластин должна соответствовать форме выемки между зубьями детали. Чаще всего червячные фрезы устанавливают на зубофрезерные станки.


Корончатые
Корончатые фрезы также часто называют кольцевыми. Они являются полыми и имеют цилиндрическую форму. Процедура заточки осуществляется по торцу, при этом применяются нити спиральных режущих кромок.
Шпоночные
У шпоночных фрез заточены боковые режущие кромки. При этом их заточка должна осуществляться таким образом, чтобы соответствовать размеру ширины выборки.
Фреза может использоваться как сверло, при этом углубляясь на необходимую глубину (особенно это актуально в начале работы).


Конические (или «кукуруза»)
По своему строению элементы конического типа могут быть цельными и наборными. При этом угол наклона режущей кромки может быть как положительным (с вершиной конуса в сторону хвостовика), так и отрицательным (при обратной направленности).
Сферические
Фрезы сферической формы активно применяют в процессе создания канавок полукруглой формы. Такие детали могут быть как цельными, так и составными.
При этом непосредственная заточка элемента осуществляется по контуру.
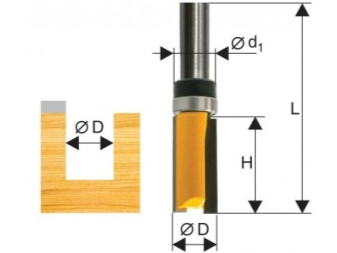
Под Т-образные выемки
Если говорить о строении таких фрез, то важно отметить, что режущие кромки данного элемента располагаются по бокам и на торцах нижней широкой части инструмента. При этом в обязательном порядке радиус фрезы под Т-образную выемку должен совпадать с шириной паза.
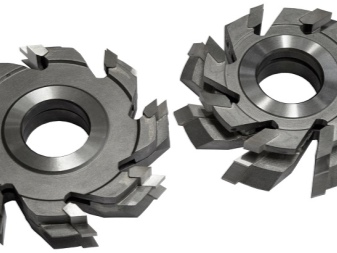
Сборные (или наборные)
Такие фрезы отличаются высоким уровнем практичности и пользуются востребованностью среди пользователей.
Таким образом, благодаря такому широкому разнообразию, каждый пользователь сможет выбрать для себя такой элемент, который будет максимально соответствовать его потребностям и нуждам.
Типы по числу заходов
В зависимости от числа заходов фрезы подразделяются на несколько разновидностей:
другие (3, 5 или 6 режущих элементов).
На этот параметр важно обращать свое внимание в ходе выбора и покупки изделий, так как он является одним из решающих.



Классификация по способу удаления стружки
В зависимости от способа удаления стружки различают два типа фрез: верхний и нижний.
Верхний тип удаления стружки характерен для фрез концевого типа. При этом данные рабочие элементы являются завитыми. В процессе вращения фрезы разрезают рабочую кромку снизу вверх, соответственно, и стружка выходит в направлении вверх. К негативным характеристикам данного типа устройства можно отнести тот факт, что пользователю приходится регулярно убирать стружку, так как она накапливается на поверхности детали и мешает обзору.


- Нижний тип фрез также называют компрессионным. Это связано с тем, что деталь обладает обратным типом завивки. Соответственно, в ходе производственного процесса рабочая кромка разрезает материал сверху вниз, прижимая заготовку основания. Стружка из зоны резания направляется вниз. К положительным характеристикам данного типа элемента можно отнести тот факт, что стружка удаляется сразу под деталь и не попадает в непосредственную зону резания. Кроме того, отходный материал довольно просто убирать, приводя в порядок рабочее место.
Производители
Производством фрез по металлу занимается большое количество как отечественных, так и зарубежных компаний. Рассмотрим несколько популярных производителей.
В Российской Федерации лидером рынка по производству фрез, предназначенных для работы по металлу, является Всероссийский научно-исследовательский институт инструмента, который располагается в Москве. Важно отметить тот факт, что большинство российских компаний осуществляют производство фрез по относительно устаревшим технологиям, однако высоким качеством отличается материал изготовления отечественной продукции.
- Bosch – это европейская компания, которая занимается производством не только фрез, но и большого количества других изделий. Бренд является одним из мировых лидеров и использует исключительно новые технологические и научные разработки.
На американском рынке особенного уважения и внимания заслуживает бренд JET. Эта компания является одной из старейших и производит свои товары исключительно из высококачественных материалов.
Приобретая фрезы по металлу, следует ориентироваться именно на производителей, которые были описаны выше.
Таким образом вы можете быть уверены в том, что купите изделия, которые будут соответствовать всем международным и государственными стандартам, а также обладать высоким качеством и длительным сроком службы.
Как выбрать?
Выбор и приобретение фрез для работы по металлу – это довольно сложный и длительный процесс. При этом пользователь должен учитывать несколько ключевых факторов. Рассмотрим подробнее основные из них.
Для начала нужно определиться с назначением приобретаемого вами устройства. Например, вы можете приобретать детали для металлообработки, для снятия фаски, для ручного фрезера, для обработки, для сверления отверстий, для дремеля, на дрель. Для каждого из этих процессов понадобятся различные типы устройств.
Сегодня на строительном рынке для приобретения доступны как одиночные фрезы, так и полноценные наборы таких деталей. Очевидно, что набор будет значительно дороже по стоимости, но, с другой стороны, вам не придется заботиться о приобретении нескольких фрез.
С помощью фрез можно осуществлять разнообразные типы работы: грубая обдирка заготовки, чистовая обработка по плоскости, создание канавок, обработка углов и кромок, выборка шпоночных пазов и многое другое. Так, в зависимости от конкретного случая вам может понадобиться угловая, фигурная, шпоночная или фреза другого типа.
В связи с широкой распространенностью фрез и востребованностью данных деталей среди пользователей производством, выпуском и продажей таких деталей занимается большое количество компаний (как отечественных и зарубежных). Соответственно, при покупке у пользователя может возникнуть большое количество трудностей, связанных с выбором. В любом случае следует отдавать предпочтение только той продукции, которая была изготовлена проверенным производителем, пользующемся доверием и любовью покупателей.
В процессе приобретения фрез обязательно убедитесь в том, что рабочий элемент хорошо сочетается с фрезерным устройством, которое уже у вас есть. В противном случае вы просто зря потратите свои средства.
Прежде чем приобретать ту или иную модель фрезы по металлу, нужно изучить отзывы потребителей. Таким образом вы сможете убедиться в том, насколько заявленные производителем характеристики соответствуют реальному положению дел.


При учете всех вышеописанных характеристик вы сможете приобрести фрезу, которая будет отличаться высоким качеством, отличной функциональностью, а также прослужит вам длительный промежуток времени.
Правила использования и хранения
Важно не только правильно выбрать подходящий вам тип фрезы по металлу (при этом обязательно учитывать все характеристики и принципы выбора, описанные выше), но и правильно использовать деталь, а также хранить ее с учетом всех рекомендаций. Рассмотрим несколько советов специалистов.
В первую очередь необходимо помнить о том, что разрешено использование фрезы исключительно по ее назначению. Не применяйте детали по вашему усмотрению – это может привести не только к поломке самого инструмента или его комплектующих, но также и к травмам.
Традиционно при покупке фрезы вы получите стандартную комплектацию, в которую также входит и инструкция по эксплуатации для пользователя. Обязательно ознакомьтесь со всеми советами и рекомендациями производителя, и только после этого приступайте к использованию детали.
Перед тем как отправлять фрезы на хранение, их в обязательном порядке нужно почистить и смазать. Благодаря этому вы продлите срок службы ваших изделий, соответственно, значительно сэкономите свой бюджет, так как не придется покупать новые взамен испорченных.
Ни в коем случае нельзя хранить фрезы навалом – их обязательно следует аккуратно расставлять (например, на специально предназначенных подставках). При желании предметы также можно рассортировать по размеру (это значительно облегчит процесс поиска необходимой вам детали).
Если вы заметили, что фреза начала приходить в негодность, то ее нужно немедленно заменить. Категорически запрещается эксплуатировать дефектный элемент – это может привести к поломке инструмента и даже к травмам пользователя.
Обязательным является соблюдение правил техники безопасности. Например, для подстраховки рекомендуется использовать средства индивидуальной защиты: например, перчатки и очки.
Фрезы по металлу – это устройства, которые являются незаменимыми в процессе осуществления большого разнообразия строительных и ремонтных работ.
Следует максимально внимательно подходить к выбору данных рабочих деталей, а также соблюдать все правила и рекомендации по их использованию и хранению, чтобы продлить срок службы приобретенных вами изделий.
Что такое фреза и какой она бывает?
Фрезерный станок – это инструмент для обработки различных деталей из металла и древесины. Его устройство отличается простотой, но несмотря на это, он может выполнять внушительное число операций. О классификации фрез, правилах подбора и тонкостях эксплуатации мы подробно поговорим в этом обзоре.


Что это такое?
Фреза – режущий инструмент, который нашел свое применение при обработке древесины, металла, реже камня или пластика. Фреза крепится в специальных ручных или автоматизированных установках, задающих ее вращение, что важно для обработки деталей. Фреза получила широкое распространение при формировании на заготовках срезов различных форм, глубины и длины. При помощи этого устройства можно выполнять канавки, отверстия, а также снять верхний слой материала нужной толщины.
Фрезу изготавливают из инструментальной стали высокой прочности. Каждый рельеф предусматривает несколько заостренных рабочих граней, обычно они выполняются из керамики, алмаза или кардной проволоки для придания максимальной прочности.
Конструкция любой фрезы включает несколько основных элементов:
- рабочие детали;
- хвостик;
- центральное отверстие;
- торцевые зубья с канавками;
- шейки;
- удлинитель (по необходимости).
Фрезы бывают однозубыми и многозубыми. Каждый резец имеет острое лезвие, а также две поверхности – переднюю и заднюю. Механизм действия фрез сводится к тому, что станок вращается с высокой скоростью при одновременном передвижении заготовки. При их взаимодействии под давлением выполняется срез верхнего слоя металла или приведение обрабатываемой заготовки к желаемой форме.
Фрезы классифицируются по нескольким параметрам.
По диаметру хвостовика
Современные изготовители производят фрезы с хвостовиками разных размеров, например, 20, 22, 24, 25, 35, 55, 60, 64, 90, 93, 120 и 160. Наиболее востребованы фрезы с хвостовиком на 6, 8 или 12 мм. Изделия, выполненные за рубежом, обычно рассчитываются в дюймах и имеют полудюймовый либо четвертьдюймовый размер. Друг с другом они несовместимы, и если в миллиметровую цангу вставить дюймовый хвостик не получится, при высокой скорости реза любое биение может быть причиной порчи заготовок или даже травматизма.
Поэтому в работе очень важно применять исключительно соответствующие друг другу детали и рабочие элементы. А также в магазинах можно встретить фрезы с нетипичными параметрами хвостовика, к примеру, модели диаметром 7 и 5 мм. Они используются гораздо реже.



По типу лезвия
Обычно для изготовления лезвия используется углеродистая, а также легированная сталь. Для заготовок мягкой и средней степени твердости при обработке на низких подачах следует взять фрезу из сплава с маркировкой У12А, 9ХС, ХГ, а также ХВГ либо ХВ5. Для интенсивной обработки предпочтение лучше отдать моделям из сплава СтР18 либо СтР9. Быстрорежущие сплавы Р9К10 и Р18Ф2 актуальны для работы с заготовками из высоколегированных металлов, а также нержавейки.

По конструкции режущего элемента
В зависимости от строения лезвия выделяют целый ряд основных разновидностей фрез.



Дисковые
Актуальны при обрезке деталей и формировании в них отверстий заданного размера. При помощи подобного инструмента можно срезать фаску либо выбрать металл. Визуально они имеют сходство с типовым пильным диском, наподобие тех, что устанавливаются на циркуляционную пилу – разница заключается только в большей толщине и меньшем диаметре. Кроме того, резцы фрезеровочного диска крепятся под иным наклоном.
Качество обработки заготовки прямо зависит от величины резцов – чем они больше, тем более грубым получится результат. Самые редкие зубья используются при необходимости быстро снять слой металла.
Кроме того, они эффективно выводят металлическую и древесную стружку и таким образом снижают риск перегрева инструмента.
Торцевые
Такие фрезы востребованы при обработке плоских поверхностей в работах, когда нужно сформировать на них углубления либо оформить ступенчатый переход. Основным функциональным элементом такой фрезы является её торец. По механизму действия подобная фреза напоминает простое сверло, но имеет чуть больший диаметр. Как правило, у нее 6 зубьев, благодаря чему обеспечивается максимально быстрое вхождение в заготовку. Наличие специальных канавок позволяет оперативно удалить стружку и формировать заглубления с плоским донцем.
Цилиндрические
Конструкционно напоминают дисковые, но намного шире. Их зубчики бывают винтовыми либо ровными, при обработке мелких заготовок применяют устройство с прямыми краями. Зубцы винтового типа универсальны, они эффективны и с мягкими, и с твёрдыми металлами. Угол наклона зубцов не больше 45 градусов, это снижает риск биения на валу. Особенности строения допускают наличие на одном валу сразу 2-5 насадок – это облегчает обработку широких деталей.
Угловые
Угловая фреза актуальна при формировании наклонных поверхностей. Она позволяет сделать такие конфигурации, как ласточкин хвост, круги, продольные, а также резные канавки на исходной заготовке. Расширенная сторона режущей поверхности может располагаться как снизу, так и сверху – это позволяет задать оптимальный угол выборки в обрабатываемой детали.
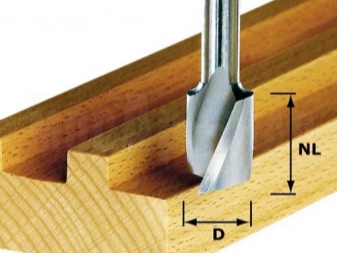
Концевые
Пальчиковая модель выглядит как удлиненное сверло с 5-ю лезвиями, они позволяют сформировать глубокий паз. Подобный инструмент выполняется монолитным, хотя в продаже можно найти модели, где кромка предусматривает напайки. Такая фреза обеспечивает максимально скоростную облегченную работу с плотными материалами (чугун, сталь).
Фасонные
Этот инструмент эффективен при обработке поверхностей фигурного типа. Он считается одним из наиболее сложных в использовании, поскольку требует применения специального инструментария для заточки.


Червячные
Это самые широкие фрезы, благодаря которым можно выполнять выборку на поверхности с максимальным захватом. Инструмент имеет внушительные габариты, поэтому стоит дороже всех остальных подобных моделей.
Предусматривает несколько десятков зубьев, по направленности витков подобные насадки бывают право- и левосторонними.
Кольцевые
Востребованы при формировании отверстий в листовом прокате. Визуально похожи на трубку с зазубринами. В ходе работы формируют пустотелые отверстия.
Насадные
При обработке предметов из твердосплавных или закаленных сталей необходимо использовать специальный инструмент, поскольку заготовка такой детали будет тверже, чем инструментальная сталь, из которой сделана фреза. В этом случае используют фрезы с напайными режущими пластинами, так называемыми коронками.
Под Т-образные выемки
Для фрезеровки Т-образных сквозных пазов и выемок используется сборная конструкция с парой цилиндрических поверхностей. В таких изделиях лезвия размещаются по торцам, при этом радиус фрезы точно соответствует ширине паза.
Шпоночные
Паз под шпонку оформляют фрезой с заточенными боковыми режущими поверхностями. На первых этапах работы эта фреза используется на манер сверла, обеспечивая необходимую глубину отверстия. А затем вращательно-поступательными движениями выбирают паз с требуемыми параметрами.
По форме режущей кромки
Выделяют три основных разновидности конфигурации лезвия фрезы.
- Прямая. При касании лезвия с обрабатываемой заготовкой подобная фреза производит воздействие, аналогичное режущим элементам электрорубанка, то есть срубает определённый слой материала.
- Наклонная. Рубящее движение таких фрез скорее приближается к режущему. Это позволяет выполнить более чистую обработку заготовки, но производительность при этом немного ниже.

- Спиральная. Оказывает максимально щадящее воздействие на заготовку. Производит исключительно резку без рубящих движений. В процессе обработки обеспечивает высокую чистоту, но при этом их производительность минимальна.
А также фрезы разделяют на несколько групп.
- Галтельные. Отличаются закругленным торцом, благодаря чему позволяют выполнять пазы с U-образной формой дна. Используются для формирования углубления в плоскостях либо придания кромкам закругленной формы.
- Прямые. Формируют углубления прямоугольного типа. Актуальны при необходимости создания гнёзд, четверти и других типов пазов.
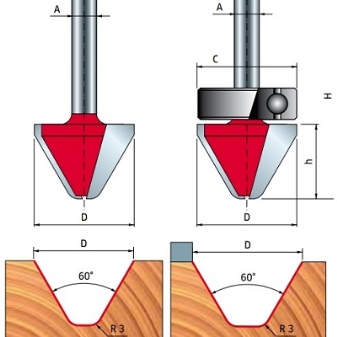
- V-образные. Здесь углубления напоминают галтельные, но при этом имеют прямые стенки и заостренное дно.

- Ласточкин хвост. Т-образный токарный инструмент. Дает высокий результат при оформлении шиповых соединений высокой прочности.
- Фигурные. Актуальны при необходимости обработки краев столешниц, изготовления оконных рам и дверных филенок. Имеется большое количество разновидностей подобных фрез. Каждая формирует только один тип профиля.
Лезвие инструмента бывает выпуклым или вогнутым, длинным или укороченным, отрезным, грибковым, а также полукруглым. Широко востребованы модели погружного, проходного, фуговального, компрессионного и шейперного типов. В продаже можно найти фасочные и обгонные изделия.
Режущие кромки фрезы могут быть цельными, сборными или составными:
- цельные выполнены из одного куска металла;
- сборные предусматривают корпус из легированной стали с приваренным к нему хвостиком, зубцы фиксируются механически;
- составные – в этом случае режущие пластинки крепятся в паз, а затем припаиваются или привариваются к корпусу.
Назначение
Фрезы используются для обработки половой доски, дверей, мебельных фасадов, евровагонки, фанеры, кованых и металлических изделий. Чаще всего они идут в ход при работе с металлом или деревом, реже требуются модели по пластику и камню. Инструмент для металла нужен при обработке алюминиевых, стальных, а также чугунных заготовок. Они могут быть цельнолитыми либо сборными, обычно выполняются из быстрорежущей стали. При обработке древесины используются другие типы фрез – они имеют меньшие габариты, так как древесина сама по себе мягкий материал. При этом они характеризуются более высокой оборачиваемостью. Обычно их вставляют в стационарные станки или ручные фрезеры.
Фрезы позволяют выполнять следующие типы работ:
- изготовление углублений разных форм, гнезд и копирование по шаблону;
- придание кромки заданного профиля;
- формирование зубчатого профиля для продольной склейки;
- снятие слоя металла;
- создание фигурной поверхности для филенок.


В зависимости от функционала фрезы подразделяют на несколько разновидностей.
- Пазовые – режущая поверхность у такого инструмента распространяется на боковую и торцевую стороны. Они позволяют формировать глухие или продольные гнёзда, углубления под необходимые детали и пазы.
- Кромочные – актуальны при обработке деталей кромки. Выделяют модели с подшипником, которые идут по свободной части детали, выполняют необходимый узор или придают желаемый профиль.
- Копировальные – обычно такие фрезы в верхней или нижней части имеют подшипник, который используется в тесной связи с изготовленным шаблоном.
Магазинах представлен широкий выбор фрез самых разных фирм. Перечислим наиболее популярные.
- Festool – изделия исключительно высокого качества, изготовленные на высокотехнологичном оборудовании. Все изделия проверены в самых сложных эксплуатационных условиях. Изготовлены из износостойких твердых сплавов или стали высокого качества. Индукционная пайка обеспечивает прочность соединения напаек и продолжительный эксплуатационный период.
Для самых твердосплавных фрез используют вольфрам-карбидное соединение.
- Рязанский инструментальный завод – известен в России как один из лучших производителей осевого и режущего высокоточного инструмента из быстрорежущих сталей. Ассортиментный перечень компании включает фрезы разных типов, а также конусные сверла, зенкеры и развертки с нанесением упрочняющих покрытий. Весь инструмент выпускается на немецком оборудовании компании Walter из твердосплавных заготовок производства Германии.
- Белгородский завод фрез и специнструмента – предлагает продукцию исключительного качества. Выпускаемый инструмент проходит жесткий контроль на всех этапах производства, на заводе работают метрологическая и металлографическая службы. Вся продукция сертифицирована.
При выборе фрезы в первую очередь необходимо определиться с разновидностью режущего основания, формой лезвия, наличием подшипника и другими конструкционными особенностями. Именно поэтому важно заранее представлять, для каких типов работ необходим инструмент, каков объем работ, и насколько твердый материал будет обрабатываться. Обязательно потребуйте у продавца сертификат соответствия требованиям ГОСТ, так как в наши дни рынок наводнили дешевые подделки из стран Юго-Восточной Азии.
Они отличаются низким качеством обработки и малым периодом использования. Если вам отказывают в предоставлении документов, сделайте покупку в другом месте. Предложение на рынке в наши дни настолько велико, что отыскать образец, соответствующий вашим требованиям, никакой сложности не составит.
В целом выбор обычно производится по следующей схеме:
- для грубой обдирки – торцовые и концевые фрезы;
- для чистовой плоскостной обработки – цилиндрические;
- для формирования канавок – дисковые, торцевые;
- для обработки углов и кромок – угловые, фигурные;
- для выборки шпоночных углублений – шпоночные;
- для вырезки сквозных пазов – Т-образные, фигурные.
Как сделать своими руками?
Изготовление фрезы своими руками возможно только в том случае, если вы имеете навык работы с металлом, и у вас есть доступ к специальному токарному инструменту. В домашних условиях изготовление фрез с для работы по металлу ограничивается изменением диаметра режущей части или перешлифовкой лезвия. Любое более глубокое вмешательство требует применения промышленного оборудования, поскольку в этом случае придется выполнить такие сложные процедуры, как:
- отпуск металла;
- придание формы, заточка и затылование на станке;
- закалка фрезы.
Для выполнения таких работ требуется профессиональная подготовка и навыки подобных работ, мало кто из домашних мастеров соответствует этим требованиям. Поэтому в быту обычно ограничиваются только самыми доступными процедурами, предполагающими изменение исходного состояния заготовки.
Важно: самодельные фрезы никак нельзя назвать безопасным инструментом, их эксплуатация может стать причиной травматизма.
Как ухаживать за фрезами?
Чтобы фреза служила как можно дольше, очень важно следить за надежностью ее фиксации на станке. Любые проявления биения на повышенных оборотах приводят к расколу лезвия. Чтобы этого не допустить, нужно крепко зажать фрезу перед работой, а затем в процессе обработки детали время от времени останавливаться и проверять крепость её фиксации, так как во время обработки заготовок она может ослабеть. Нужно правильно подбирать инструмент. Не стоит использовать фрезу, плотность которой соответствует жесткости обрабатываемой поверхности. В этом случае интенсивность стирания будет идентичной, и режущая кромка очень быстро сядет. Еще одним требованием является корректный подбор скорости. Обычно на упаковке инструмента производитель указывает допустимую частоту вращения. Если разогнаться до большего уровня, это приведет к отколу зуба или перегреванию металла.
Не стоит забывать о том, что во время обработки металл имеет свойство нагреваться. Поэтому время от времени нужно останавливать станок для полного остывания. При обработке металлических заготовок дополнительно можно использовать смазку. По завершении работ необходимо очищать лезвия от налипшей стружки. Хранить инструмент нужно в герметичном боксе, не допуская контакта с водой и влажным воздухом. Если инструмент утратил свою остроту, использовать его нельзя. Затупленное лезвие приводит к быстрому перегреву металла, и это вызывает порчу всего инструмента в целом – в этом случае никакая заточка его уже не спасёт.
По возможности старайтесь приобретать инструмент со сменными пластинами.
Классификация, виды и критерии выбора фрез по металлу для фрезерного станка
Фрезы по металлу применяют для высокопроизводительной грубой обдирки заготовок и финишной доводки с высокой точностью и чистотой поверхности. Многолезвийный инструмент классифицируется по нескольким параметрам. Его форма зависит от технологической операции, которую он выполняет.

Основные принципы классификации инструмента
Фрезы – многолезвийный режущий инструмент, обрабатывающий детали при вращении вокруг своей оси. На фрезерных станках выполняется большой объем различных операций. Под каждый вид свой инструмент.
Фрезы классифицируют по нескольким признакам:
- размер – диаметр;
- количество лезвий;
- материал режущих кромок;
- направление;
- заточка;
- конструкция;
- крепление пластин;
- форма режущих кромок.
Независимо от конструкции, инструмент имеет рабочую часть, хвостовик, закрепляющийся в шпинделе или цанге и шейку – зауженный участок между ними.
Материал изготовления
Режущие кромки фрез изготавливают из инструментальных сталей:
- углеродистых;
- легированных;
- быстрорежущих.
Обработка заготовок из отожженных и нормализованных сталей – мягких и средней твердости, используют инструмент с рабочей частью из металла марки У12А, 9ХС, ХГ, ХВГ и ХВ5. Режим работы на малых подачах. Для обработки на ускоренной подаче, используют фрезы из Ст Р18 или заменяют их менее износостойкими из Ст Р9.
Высоколегированные, жаропрочные и нержавеющие стали обрабатывают фрезами из быстрорежущих сталей Р9К10 – основной легирующий элемент кобальт и Р18Ф2 с добавлением ванадия.
После закалки финишная обработка поверхности производится сборными фрезами с пластинами:
- металлокерамические;
- минералокерамические.
Пластины маркируются вольфрамовые ВК6, ВК8, титановольфрамовые ТК10, Т30К6.
Справка! Режущие кромки делают из твердых сплавов с высокой износостойкостью. Хвостовики фрез из пластичного металла с высоким сопротивлением на кручение и удар: Ст 45, Ст 40Х, инструментальные У8, У10.
Направление обработки
Направление вращения фрезы при обработке устанавливается:
Оно определяется заточкой фрезы, позиционированием режущей кромке.
Справка! Если в маркировке фрезы не указано направление, то это стандартный инструмент с правым рабочим вращением.
Вид заточки
При заточке снимается слой твердого металла, восстанавливается острота режущей кромки и угол реза к. Толщину снятия определяют образовавшиеся во время работы сколы, зазубрины, заусенцы. Они должны полностью уйти. Большинство видов фрез имеют длинную линию режущей кромки. Необходимо выдержать конфигурацию и размер по всей длине. Ручная заточка инструмента невозможна.
В зависимости от формы зуба заточка производится разными способами:
- по передней поверхности;
- затыловка;
- контурная.
По передней поверхности затачиваются зубья с перпендикулярным расположением кромки относительно контура – впадины, у которых угол ɣ равен 0. Наклонный зуб с углом ɣ ˃ 0, затачивается по затыловочной поверхности.
Фасонные, торцевые и другие инструменты для обработки одновременно в 2 и более плоскостях, имеют несколько линий режущих кромок. Они затачиваются по контуру. Точность контура гарантирует применение шаблона или использование заточного оборудования с ЧПУ или специальной программой.
Некоторые фрезы, предназначенные для глубокой фрезеровки и создания сложных конфигураций, затачиваются по контуру или передней поверхности с затыловкой. Это обеспечивает свободный отвод стружки.
Конструкция
Конструкция инструмента зависит от его размеров и типа:
- цельные — монолитные;
- сборные – наборные;
- составные.
Цельные изготавливаются из одного куска инструментальной стали. К ним относится инструмент небольших размеров для обработки металла средней твердости. Сборные фрезы имеют корпус с легированной стали и приваренный к нему хвостовик с конусом. Зуб крепится механически. У составных фрез режущие пластины вставляются в пазы, и привариваются или припаиваются к корпусу.
Местонахождение режущих кромок
Расположение режущих кромок зависит от назначения и конфигурации инструмента:
- боковое;
- нижнее;
- фигурное;
- комбинированное.
Для фрезеровки по плоскости, отрезки и вырезки канавок достаточно иметь одну кромку. Вырезка прямых и фигурных пазов, зубьев и других сложных элементов производится одновременно по нескольким поверхностям.
Какие бывают?
Фрезерный станок по металлу – универсальное оборудование, на котором производится большое количество разнообразных операций.
У дисковых пил диаметр превышает толщину в несколько раз. Они изготавливаются цельными из инструментальной стали, предварительно прошедшей упрочнение ковкой и нормализацию. По назначению делятся:

Отрезной инструмент имеет наклонный зуб. Его закалка производится после предварительной обработки, перед заточкой. Для установки на станок в отверстии имеется паз или в теле диска 4 отверстия под болты.
Отрезные дисковые фрезы диаметром от 1200 мм используются для резки горячего металла на прокатных станах, квадрат сечением 200×200 и больше. Малыми дисковыми пилами 200–400 мм раскраивают холодные заготовки на фрезерных и отрезных станках. Прорезные фрезы имеют прямой зуб, с контуром, обратным по форме прорезаемой канавки.
Инструмент предназначен для предварительной обработки заготовки. Высокую производительность обеспечивает наличие 2 режущих кромок:

Большая часть фрез сборные. Пластины крепятся болтами. Во время снятия большой толщины металла, стружка снимается одновременно по 2 плоскостями.
Инструмент имеет форму цилиндра, высота превышает диаметр. Режущие кромки располагаются по спирали: левые и правые. Изготавливается рабочая часть из инструментальной стали. Заточка производится затыловкой. Крепится на оправку. Цилиндрическими фрезами выполняют чистовую обработку детали. Множество лезвий снимают за один проход менее 0,2 мм, оставляют гладкую ровную поверхность.

Режущие кромки угловых фрез представляют собой усеченный конус с широким основание и вершиной в сторону хвостовика. Применяются для снятия фасок и обработки краев. Режущая кромка располагается по боковой поверхности. Могут быть цельными и сборными.

Концевые фрезы имеют цилиндрическую форму с основной режущей плоскостью по торцу и вспомогательными боковыми. Используются для зачистки поверхности в выборках и пазах.

Угол заточки концевых фрез влияет на удаление стружки с зоны реза. Наклон режущей кромки увеличивается вместе с диаметром инструмента, начиная с 30⁰.
Инструмент с фигурными режущими кромками, повторяющий форму паза. Фреза сборного типа с заточкой по шаблону.

Червячные
Червячные фрезы составные по конструкции, предназначены для нарезки зубчатых колес, шестерен. На цилиндрическом корпусе рядами по спирали расположены фигурные пластины. Форма пластины повторяет выемку между зубьями детали. Исполнение левое и правое, в зависимости от наклона зуба детали.

Червячные фрезы устанавливают на зубофрезерные станки. Они выделены в отдельную группу и имеют первую цифру маркировки 5.
Кольцевые
Полые фрезы цилиндрической формы с заточкой по торцу и нитями спиральных режущих кромок. Имеют второе название – корончатые сверла.

Трехсторонние
Фигурная заточка с режущими кромками с 3 сторон. Предназначены для выборки сквозных канавок, шлицов.

Пазовые
Для вырезки пазов применяют фрезы с обратной формой выборки. Модели цельные или с приваренным хвостовиком.

Отрезные
Тонкие дисковые пилы с острозаточенным зубом. Производят раскрой и подрезку торцов с минимальным расходом металла в стружку.

Концевые и угловые
Концевые и угловые модели имеют режущую кромку под углом 45⁰ и заточены по торцу. Предназначены для обработки торцов, снятия фасок, создания фигурных поверхностей.

Монолитные
Монолитные фрезы изготавливаются из цельного куска инструментальной стали. Предназначены для обработки заготовок средней твердости. Режущие кромки по радиусу и торцу.

С напаянными коронками
Обработка твердосплавных и закаленных деталей затруднена, деталь тверже инструментальной стали. Для мелких изделий из высоколегированных сталей применяется особо твердый алмазный инструмент. На составные фрезы напаиваются режущие пластины – коронки ВК и ТК, чтобы обработать детали размером более 200 мм.

Фрезеровка сквозных Т-образных пазов и выемок производится сборной фрезой с 2 цилиндрическими поверхностями. Режущие кромки располагаются по бокам и по торцам нижней широкой части инструмента. Радиус фрезы соответствует ширине паза.

Справка! При отсутствии фрезы нужной конфигурации, паз делается в несколько проходов. Сначала прорезается узкая часть на всю глубину, выбирается широкое основание.
Паз под шпонку выполняется цельной фрезой, у которой заточены боковые режущие кромки точно в размер ширины выборки и торец. В начале работы фреза используется как сверло, углубляется на нужную глубину. Затем поступательным движением вращающегося инструмента выбирается паз нужной ширины и формы. Срезается металл с боков и одновременно зачищается дно.

Конические
Конические фрезы могут быть цельными и наборными. Угол наклона режущей кромки положительный с вершиной конуса в сторону хвостовика, отрицательный, при обратной направленности.

Дисковые фрезы с кромкой сферической формы используют для создания полукруглых канавок. Они изготавливаются цельные и составные с заточкой по контуру.

Как правильно подобрать нужный тип?
Фрезы подбираются в зависимости от технологической операции, которую надо выполнить:
- грубая обдирка заготовки – торцовые наборные и концевые обдирочные;
- чистовая обработка по плоскости – цилиндрические;
- создание канавок – дисковая, торцевая;
- обработка углов и кромок – угловая, фигурная;
- выборка шпоночных пазов – шпоночные;
- вырезка сквозных пазов – Т-образная, угловая, фигурная.
Основной характеристикой инструмента является его размер и допуск.
Особенности выбора для станков с ЧПУ
На станках с ЧПУ производится предварительная и чистовая обработка деталей. Инструмент используется с коническим хвостовиком, типа:
- цилиндрические;
- шпоночные;
- дисковые;
- торцовые;
- фигурные.
Фрезы должны быстро меняться и выставляться в шпинделе с большой точностью. Фрезы по металлу отличаются размерами, от инструмента сечением в 2–3 мм, до огромных специальных конструкций, имеющих 600–800 мм в диаметре.
Они представлены большим количеством видов, позволяют изготавливать детали сложной формы. Необходимо правильно подобрать соответствующий инструмент, для создания элемента нужной конфигурации и размера.
Читайте также: