Гальваническое покрытие металла золотом
Обновлено: 18.05.2024
Гальваническое покрытие золотом используется в ювелирном производстве и во время изготовления печатных плат (ГОСТ 23770-79). Золочение наносится на медь и ее сплавы, никель, серебро. Введение в гальванические ванны кобальта, сурьмы, индия и некоторых других элементов позволяет изменять цветовые оттенки.
Виды декоративного золочения
По назначению гальваническое золочение делится на несколько типов:
1.Цветное. Толщина слоя ≤ 5 мкм, используется на галантерейных изделиях. В состав ванны включаются свободный цианид калия, дицианоаурат калия и один или несколько металлических элементов, влияющих на цвет золочения. Никель придает покрытию от белого до бледно-желтого оттенка, медь красноватый, серебро зеленоватый и т. д.
Примерные химические составы ванн для цветного покрытия
| Ванна | 1 | 2 | 3 | 4 | 5 |
| KAu(CN)2 | 3 | 2 | 1,5 | 1,5 | 1,5 |
| KCN | 8 | 5 | 15 | 15 | 10 |
| K2HPO4 | 15 | 15 | 15 | 20 | 15 |
| K2Ni(CN)4 | — | 1 | 1 | — | — |
| CuCN | — | 3 | — | — | 2 |
| AgCN | 0,5 | 0,5 | — | — | — |
| Цвет покрытия | Зеленый | Розовый | Белый | Золотой (натур.) | Красный |
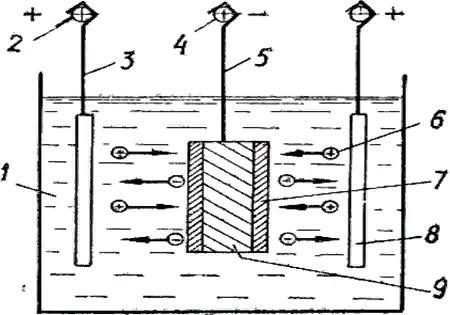
Ванны 1, 2 и 3 должны нагреваться до t°+60°С, осаждение золота продолжается ≈ 15 секунд. Чисто декоративное гальваническое золочение производится по упрощенной технологии растворами 4 и 5, длительность уменьшается до 10 сек. Схема протекания процесса гальванического покрытия указана на рисунке.

Процессы, протекающие в гальванической ванне
2. Твердое. Повышается износостойкость золочения, твердость золота увеличивается при добавлении в электролит 1–3% углекислого никеля. За счет этого гальваническое золото содержит примерно 1,7% никеля.
3. Осаждение низкокаратных сплавов золота. Процесс происходит в ванне №1. Низкокаратное гальваническое золото наносится на электрические платы или дешевый сортамент ювелирных изделий.
Для низкокаратных покрытий используются ванны таких составов.
| Ванна | 1 | 2 |
| KAu(CN)2 | 12 | 2.5 |
| AgCN | 2.5 | 0.04 |
| KCN | 100 | 15 |
| K2CO3 | 20 | — |
| CuCN | — | 25 |
| Cd(CN)2 | — | 0.2 |
Виды электролитов В основном гальваническое покрытие золотом осуществляется в цианистых электролитах, они по большинству показателей отвечают требованиям по качеству. Главным компонентом этих электролитов является анион золота, что исключает контактное вытеснение им меди или иных металлов. Осаждение золота на поверхности происходит во время восстановления драгоценного металла из цианауратного электролита. Цианистые электролиты в зависимости от конкретного химического состава разделяются на три группы:
- Щелочные. В составе имеют 8–12 г/л золота, 20–80 г/л свободного натрия или цианистого калия, для повышения электрической проводности добавляются соли щелочных металлов в количестве 70–100 г/л. Рабочая температура электролита +60–80°С, гальваническое покрытие наносится при плотности тока 0,1– 1,1 А/дм 2 . Такие ванны применяются для получения первичного покрытия пред началом осаждения толстого.
- Нейтральные. Раствор для гальванического золочения работает при показателях кислотности рН = 6,0–8,0, в составе ограниченное содержание цианида (не более 2 г/л), за счет чего электролит отличается невысокой рассеивающей способностью. Выход по току у них выше, чем у щелочных, что дает возможность получать низкопористые гальванические покрытия. Применение таких электролитов ограничено из-за накапливания в процессе золочения солей неблагородных металлов, что отрицательно сказывается на качестве. Электролит используется для получения покрытий толщиной более 20 мкм. Составы нестабильны по процентному содержанию элементов и требуют частой регенерации.
- Кислые. Гальваническое покрытие происходит при значениях кислотности рН = 3–6, в растворе отсутствуют свободные цианиды. Отличаются высокой стабильностью химического состава и относительной безвредностью. Имеют широкое распространение, позволяют добиваться снижения потерь тепловой энергии за счет протекания процесса при комнатных температурах. Плотность тока покрытия золотом не более 1,5 А/дм 2 .
Пути улучшения равномерности расположения золота на поверхности металлов Гальваника протекает под воздействием электрического тока, ионы движутся от анода к катоду и осаждаются на поверхности заготовок. На изделиях сложной формы толщина покрытия может быть неодинаковой, что оказывает негативное влияние на качество. Одна из причин такого явления – сложная геометрическая форма катода. Расстояние между отельными плоскостями к аноду различная. Кроме того, процесс осаждения золота на таких деталях осложняется в результате действия поляризации – очень сложного явления электрохимического осаждения. В связи с этим технология золочения несколько изменяется.

Влияние геометрии детали на распределение золота. 1. Покрытие, 2. Катод
Для улучшения качества используются дополнительные катоды и специальные экраны. Но главное внимание уделяется правильному их расположению на подвесках.

Несколько видов типичных подвесок
Размеры подвесок нужно соразмерять с параметрами ванны, длина выбирается с учетом глубины, а число в зависимости от количества одновременно загружаемых деталей. Верхние изделия должны погружаться в электролит не менее чем на 5 см, а нижние располагаться на таком же удалении от дна. Остальные размеры подвесок подбираются с учетом длины штанг и расстояния между электродами. Расстояние между боковыми поверхностями подвешенных изделий должно быть максимально равномерным. Конкретный вид подвески должен соответствовать величине и форме изделий, покрываемых золотом.
С особой тщательностью изготавливается катодный крюк, он должен иметь максимально большую площадь электроконтакта с катодной штангой. При несоблюдении указанных условий возникают риски нарушения процесса позолоты со всеми вытекающими негативными последствиями.
Катодный крюк правильной формы
Контакты-держатели не должны касаться предназначенных к покрытию поверхностей и обеспечивать им равномерное распределение тока по всей площади. Теоретическое решение выбора положения следует подтверждать практическими пробами, в случае необходимости вносятся коррективы с целью выбора оптимального положения.
Подготовка изделий к покрытию золотом От тщательности подготовки поверхностей к покрытию во многом зависят конечные характеристики позолоты. Гальваника требует не только чистых, но и протравленных поверхностей. Для достижения этих целей используется несколько стадий подготовки.
Химическая подготовка На поверхности изделий могут находиться смазки после механической обработки, грязь и оксиды после термической обработки. Покрытие золотом таких поверхностей не допускается. Подготовка начинается с обезжиривания. Для грубого обезжиривания применяется тетрахлорэтилен или мытье в специальных пластиковых ваннах щелочными растворами. Второй метод более безопасен и имеет широкое распространение в промышленных масштабах. Все моющие растворы по степени щелочности делятся на четыре группы.
Примеры состава ванн для химической очистки поверхностей
| Ванны | 1 | 2 | 3 | 4 |
| Сильно загрязненные стали | Менее загрязненные стали | Сплавы меди | Сплавы алюминия | |
| NaOH | 100-150 | 10-15 | 5-10 | — |
| Na2CO3 | 40-50 | 30-40 | 20-30 | 30-50 |
| Na2PO3 | 30-40 | 50-70 | 20-30 | 30-50 |
| tраб,°С | 3-5 | 3-5 | — | 3-5 |
| обезж, мин. | 60-80 | 60-80 | 55-60 | 60-70 |
| Очистка | 5-30 | 5-20 | 1-5 | 0,1-0,2 |
При необходимости после химической очистки применяется электрохимическая. Она может быть катодной и анодной. Метод требует постоянного тока большой силы, детали погружаются в универсальную ванну из едкого натра, тринатрийфосфата и карбоната натрия.
| Ванны | 1 | 2 | 3 | 4 |
| H2CO4(конц.) | 1003 | 1000 | 500 | — |
| HNO3(конц.) | 1000 | 1000 | 750 | 200 |
| HCI(конц.) | 5 | 5 | 2500 | — |
| 83%-ная H2PO4 | — | — | — | 550 |
| CH3COOH | — | — | — | 250 |
| H2O | 1000 | — | — | — |
| C(актив.) | 10 | — | — |
Электролитическая полировка используется редко и только в случаях крайней необходимости. Большинство ванн должно иметь в своем составе фосфорную кислоту, что заметно увеличивает стоимость подготовки изделий к гальваническому покрытию.
Ванны, применяемые для покрытия деталей золотом, должны отвечать требованиям государственных стандартов. Наша компания выпускает продукцию с учетом существующих нормативных требований и технических заданий потребителей.
Толщина покрытия и масса золота Один из главных показателей, на который обращают внимание во время обработки деталей. Примерный расход драгоценного металла на единицу площади можно узнать из таблицы.

Зависимость массы золота от толщины покрытия
Дешевые изделия покрываются слоем блестящего никеля, на который наносится золотое покрытие толщиной ≈ 0,1 мкм.
Во время оценки стойкости золочения следует принимать во внимание потери, вызываемые его оседанием на крепящих детали элементах. Для того чтобы снизить эти потери, поверхности таких приспособлений периодически следует очищать и возвращать золото.
Снятие покрытий из золота Удаление позолоты из поверхностей технических элементов химическим методом затрудняется малой активностью золота. Если золочение гальваническим способом выполняется в щелочных, кислотных или нейтральных электролитах, то снятие возможно только в 10% растворе NaCN с добавлением 100 см 3 /л пергидроля. Во время снятия покрытий выделяется большое количество энергии, для ее отвода ванну необходимо постоянно охлаждать. По химическим показателям раствор считается неустойчивым и пригоден только для разового пользования.
Для удаления золота гальваническим методом применяется концентрированная серная кислота, нагретая до температуры +35°С. Покрытие удаляется анодным методом, показатели напряжение 4 В, для катодов используются свинцовые пластины. Если раствор состоит из цианида натрия (90 г/л) и едкого натра (15 г/л), то катоды стальные, напряжение 6 В.
Утилизация остатков золота из грязных или истощенных ванн
Гальванический способ позолоты может оптимально протекать лишь только в случаях чистого электролита и достаточной концентрации в нем атомов золота. Для очистки ванн в них погружаются две пластины из легированной коррозионностойкой стали, площадь поверхности пластин примерно 0,5 дм 2 на каждый литр электролита. Через пластины пропускается ток плотностью 0,2 А/дм 2 , при этом электролит постоянно перемешивается механическим или ручным методом. Температура раствора ≈ +40°С.
На катодной пластине оседают остатки золота, в зависимости от размеров ванных время очистки может составлять несколько десятков часов. По истечении указанного срока пластины вынимаются, промываются и просушиваются. Технология предусматривает механическое удаление с поверхности осажденного золота. Запрещается оставлять обесточенные катодные металлические пластины в растворе, это становится причиной повторного растворения драгоценного металла. Если перерыв подачи тока технологически неизбежен, то на время отключения пластины должны выниматься, при появлении возможности подачи тока они повторно опускаются в ванну с раствором.
Полученное таким образом золото в дальнейшем используется во время приготовления новой ванны электролита. Если на золоте имеются загрязнения, то использовать вторичное сырье в чистом виде не рекомендуется, его можно лишь добавлять незначительными порциями в новый раствор, приготовленный из первичных ингредиентов.
Преимущества электрохимического покрытия поверхностей Технология постоянно развивалась с усовершенствованием гальванотехники, улучшалось качество, понижался расход и увеличивалась рентабельность производства. Единственный недостаток – материалы должны быть токопроводящими. Если покрытие сусальным золотом можно делать любых поверхностей, в том числе и деревянных, то возможности электрохимического ограничены.
Особенности продукции компании
Мы изготавливаем пластиковые ванны следующего назначения:
- для промывки заготовок в холодной или горячей воде с автоматическим подогревом до указанных оператором температур;
- для химических и электрохимических процессов золочения;
- для обезжиривания электрохимическим и химическим методами.
Все изделия рассчитаны на возможность монтажа дополнительного технологического оборудования.
Также мы производим

Воздуховоды хим стойкие
В разделе представлены цилиндрические и прямоугольные воздуховоды. Специалисты и менеджеры компании Пласт Продукт помогут подобрать и рассчитают цену любой интересующей вас продукции. Воздуховоды применяются на промышленных и бытовых объектах, устойчивы к химии и коррозии.
Вентиляторы промышленные коррозионностойкие и химстойкие
Промышленные химически стойкие вентиляторы Plast-Product – предназначенные для гальванических цехов и производственных помещений с агрессивными испарениями. Производятся из хим стойких пластиков Полипропилен ПНД, ПВХ и ПВДФ. Материал и характеристики подбираются в зависимости от задач заказчика.
Фильтры волокнистые гальванические (ФВГ, ФКГ)
Фильтры волокнистые гальванические предназначены для высокоэффективной очистки воздушных вентиляционных выбросов от жидких и растворимых в воде твердых аэрозольных частиц и паров в гальванических, травильных и химических производствах; из вытяжных шкафов, лабораторных помещений; моечных камер для струйной обработки поверхностей. Могут использоваться в пищевой промышленности.
Скруббер
Компания Plast-Product производит скрубберы абсорберы и центробежно-барботажные установки, аппараты которые используются для очистки воздуха от пыле-газо-воздушных смесей и токсичных испарений.
Что такое гальваника металла, детали и виды процесса
Описание процесса гальванического покрытия металла. В каких случаях применяется и с какой целью. Методы гальванирования. Применяемое оборудование и материалы для нанесения покрытий.

Операция гальванического покрытия металлов заключается в нанесении на поверхность металлического изделия тонкой пленки из такого же материала с использованием электролита. В процессе обработки детали молекулы покрывающего металла переносятся токопроводящим раствором и проникают в верхний слой изделия. В итоге происходит внедрение одного металла в поверхностное пространство другого.
Как результат, такой гальванический метод позволяет металлоизделиям приобретать дополнительную твердость, устойчивость к коррозии и износостойкость. У металла с гальваническим покрытием значительно повышается декоративность.
Для проведения гальванического процесса необходима ванна, которая является основой всего оборудования. В нее заливается токопроводящий раствор, в который помещаются 2 анода.
Для гальванизации металлов существуют линии оборудования. Устанавливаются они в отдельных цехах. Поскольку работа связана с химическими реактивами, в помещении монтируется вентиляция.
Несмотря на сложность гальванического процесса, он достаточно хорошо изучен. Поэтому его можно проводить и в домашних условиях. При этом следует помнить основное правило: общая площадь анодов должна превышать этот же параметр обрабатываемой детали.

Для чего гальванизируют металл
Во время гальванической обработки металла преследуются определенные цели. Все зависит от условий, в которых будет работать данное изделие, и требований, которые к нему будут применяться.
Цели гальванизации металла бывают следующие:
- Придание поверхностному слою защитных функций. Как вариант – никелирование.
- В целях улучшения декоративности предметов. Например, хромирование.
- Для получения копий деталей, отличающихся сложностью рельефа поверхности.
- Нашло широкое применение гальваническое цинкование продукции. Проводится оно с трубопрокатными, кровельными и строительными конструкциями. Это придает им устойчивость в условиях повышенной влажности.
- В ювелирном деле. Поверхностный слой украшений насыщается золотом и серебром. При этом не только улучшаются декоративные качества продукции, но и верхний слой золотых изделий увеличивает свою твердость в 2 раза.
Процесс гальванизации металлов отличается характерной особенностью. На поверхности изделий формируется пленка. Вне зависимости от сложности конфигурации ее толщина везде будет одинаковая. Это особенно важно, когда на первый план выходит внешний вид продукции.
Методы гальваники
- Гальваническое катодное напыление. Такая технология покрытия металла отличается тем, что при небольшом ее нарушении происходит быстрая коррозия основного изделия. Этому процессу способствует сам поверхностный слой. В качестве примера можно привести лужение оловом.
- Гальваническое анодное нанесение. Относится к надежным гальваническим покрытиям. При возникновении угрозы коррозии в первую очередь начинаются разрушения в поверхностном слое. Основной металл длительное время сохраняет первоначальную форму. При этом он надежно защищен не только от внешней среды, но и от механических воздействий.
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.
При проведении процесса гальванической операции существует понятие совместимости материалов. Все металлы в соединениях корродируют. В некоторых случаях это процесс идет замедленно. Но существуют пары, которые нельзя соединять вместе.
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | - | + | - | - | - | - | - | + | - | + |
| Бронза | - | + | - | + | + | + | Пайка | Пайка | - | + | - |
| Дюраль | + | - | + | - | - | - | - | - | + | - | + |
| Латунь | - | + | - | + | + | + | Пайка | Пайка | - | + | - |
| Медь | - | + | - | + | + | + | Пайка | Пайка | - | + | - |
| Никель | - | + | - | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | - | Пайка | - | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | - | Пайка | - | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | - | + | - | - | + | + | + | + | + | + |
| Хром | - | + | - | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | - | + | - | - | + | + | + | + | + | + |
Используемые материалы и оборудование
Для всех видов гальванизации металла применяется однотипное гальваническое оборудование. Емкость, куда погружаются изделия из металла, называется ванной. Различие наблюдается только в разновидности электролита.
Исключение составляет холодное цинкование, совершаемое «Гальвонолом». Это жидкая суспензия, которая непосредственно наносится на металл. Отличается неустойчивостью к некоторым растворителям, поэтому нуждается в финишном покрытии.
Различается несколько групп гальванических ванн:
- Крупные. Рассчитаны на крупногабаритные изделия.
- Средние. В них нет возможности поместить большое изделие. При этом они остаются наиболее востребованными в условиях средних масштабов производства.
- Мелкие. В них можно проводить гальванизацию только мелких деталей.
В ванну помещаются анодные пластины. Изготавливаются из разных материалов. Их основная задача заключается в восполнении убывающего металла с изделия в процессе гальванизации.
Важными составляющими являются разновидность электролита и плотность тока. Эти параметры меняются в зависимости от вида операции.

Составы цианидных ванн для серебрения представлены в таблице.
| Состав | Номер электролита | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Цианистое серебро | 2 | 6 | 30 | 100 |
| Цианистый натрий | 70 | 70 | - | - |
| Цианистый калий | - | - | 70 | 100 |
| Углекислый натрий | 10 | 10 | - | - |
| Углекислый калий | - | - | 10 | 25 |
| Гипосульфит натрия | - | - | 0,4 | 0,5 |
| Аммиак водный, мл/л | - | - | 1-2 | 2 |
| Едкий калий | - | - | - | 15 |
Величина плотности тока оказывает влияние на структуру формируемого осадка. Измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Такой параметр имеет важное значение во время работы. При низкой величине плотности осадка вообще не образуется. Слишком большая его величина приводит к образованию порошкового отложения. Поэтому гальванический процесс требует контроля этого показателя.
Виды гальванических покрытий
Процессы гальванического нанесения покрытия на металл отличаются своими особенностями в зависимости от применяемого материала. К видам гальванических покрытий относятся:
- хромирование;
- цинкование;
- травление;
- золочение и серебрение;
- меднение;
- латунирование;
- гальваника алюминия.
Хромирование
Это процесс внедрения в поверхность металла хрома с использование электролита под воздействием тока. В результате изделие приобретает коррозионную устойчивость к агрессивной среде. Увеличивается твердость поверхностного слоя. Обработанные детали находят применение во многих отраслях промышленности.
Цинкование
При проведении цинкования металлическая поверхность покрывается слоем цинка. Образующаяся гальваническая пара хорошо работает в агрессивной среде. Продолжительность эксплуатации такого изделия зависит от времени разрушения цинка. До этих пор расположенный внутри металл не будет подвергаться коррозии.
Травление
Травление – это электролитическое снятие поверхностного слоя с изделия. Процедура проводится с целью обнаружения внутренних дефектов, устранения ржавчины или окислов. После такой операции часто детали подвергаются финишному покрытию. Обработанные поверхности заготовок хорошо сопрягаются друг с другом.
Золочение и серебрение
Золочение и серебрение применяются в ювелирном деле. Ванна заполняется электролитом, куда опускается обрабатываемое украшение. В электролите растворяются ионы серебра или золота. По окончании процедуры на поверхности изделия образуется тонкий поверхностный слой драгоценного металла.
Меднение
Меднение является промежуточной операцией, поскольку такая поверхность плохо противостоит коррозии. С течением времени она окисляется. В дальнейшем идет наслоение еще одного покрытия. В качестве электролитов используются щелочные и кислотные составы.
Латунирование
При работе используются цианистые электролиты меди, цинка, натрия или калия. Латунная поверхность наносится с целью улучшения декоративных качеств. Особенно это касается белого латунирования. Еще такой обработке подвергаются стальные заготовки, которые обклеиваются резиной.
Гальваника алюминия
К гальваническим покрытиям алюминия относятся сочетания:
- медь – никель – хром;
- никель – хром;
- свинец – олово;
- медь – олово;
- латунирование;
- цинкование.
Работа с алюминием и его сплавами сопровождается определенными трудностями. На их поверхностях присутствует окисная пленка, которая затрудняет процесс гальванизации.
Гальваническое покрытие металлических изделий проводится не только в промышленных масштабах. Домашние условия тоже позволяют заняться этим видом деятельности. Если у кого-то есть опыт проведения таких мероприятий, большая просьба поделиться им в комментариях к этой статье.
Секреты технологии позолоты: гальваническое нанесение золота
Изделия из сплавов золота разных проб используются не только в качестве украшений, детали из драгметалла активно применяются и в промышленности. Использование чистого золота в этих случаях обычно экономически не оправдано, чаще всего требуется лишь внешнее золотое покрытие, придающее элементу необходимые свойства. Золочение поверхности – один из основных гальванических процессов в ювелирном деле, позволяющий придать изделию требуемые декоративные или технические характеристики. Как получают гальваническое золото?

Бижутерия с золотым покрытием
При слове «бижутерия» многие модницы представляют себе ничем не примечательные пластиковые или металлические украшения, не несущие в себе никакой ценности. Качественную бижутерию отнести к этому же типу изделий нельзя, даже ее основа сделана из дешевого материала. Для основы украшения мастера обычно используют недрагоценные металлы, а чтобы придать ему привлекательный вид гальваническим методом наносят красивое покрытие.

Для производства заготовок для украшений применяют мельхиор, бронзу, латунь, пьютер или нейзильбер. Все эти сплавы отличаются друг от друга цветовыми характеристиками и свойствами. Мельхиор получают, сплавляя медь, железо, никель и марганец. В итоге получается сплав, по цвету похожий на серебро. Пьютер делают на основе олова, из-за которого он легко поддается литью. Нейзильбер – сплав цинка, никеля и меди, который в зависимости от преобладающего элемента приобретает отлив разных оттенков. Бронза и латунь содержат в своем составе медь, делающую их цвет довольно привлекательным.
Золотистого цвета и характерного «драгоценного» блеска мастера добиваются с помощью гальваники. Основа украшения при этом не обязательно должна быть металлической, это может быть и материал неметаллической природы. В ходе гальванического процесса изделие покрывается слоем золота или серебра. В последние годы часто прибегают к процедуре родирования.

Гальваническое покрытие золотом обеспечивает украшению привлекательный вид. Отзывы о таких изделиях делятся на две части. Любители хорошей бижутерии высказываются положительно, аргументируя свою точку зрения тем, что позолоченное украшение несет в себе эффект драгметалла, но за меньшие деньги. Качественное покрытие и кропотливая работа опытного мастера могут воплотить в жизнь самые смелые дизайнерские идеи. Другие же негативно настроены к изделиям подобного рода, так как признают только драгоценные украшения.
Способы нанесения позолоты
Среди возможных вариантов нанесения позолоты специалисты выделяют два способа: механический и электрохимический. Механический способ представляет собой покрытие поверхности сусальным золотом. Золочение тончайшими листами металла используется с древних времен, за множество веков суть процедуры практически не изменилась. Сусальное золочение бывает масляным и клеевым, в первом случае металл наклеивается на масляный лак, во втором – на полимент. Покрытие на масляной основе получается матовым, для достижения эффекта блестящей поверхности специалисты прибегают к использованию клеевой основы. Работы по созданию клеевого покрытия могут проводиться исключительно внутри помещения, так как такое золочение характеризуется высокой чувствительностью к влаге.

Электрохимический вариант обработки поверхности драгоценным металлом представляет собой гальванический способ нанесения на изделие золота. Что это такое? В процессе работы мастер наносит при помощи действия электрического тока тончайший слой желтого драгметалла, величина которого может достигать долей микрон.
Как любое покрытие, гальваническое золочение имеет свои преимущества и недостатки перед другими вариантами. Преимуществ покрытия, полученного таким способом, довольно много. К ним следует отнести высокий уровень износостойкости, отличную отражательную способность, высокую проводимость тока, способность защитить изделие от агрессивных внешних факторов, воздействия коррозионных и окислительных процессов. При нанесении гальванического покрытия специалист, проводящий работы, может контролировать толщину слоя драгметалла. Благодаря перечисленным свойствам золочение гальваническим способом широко применяется как в декоре поверхностей, так и для создания технических деталей устройств.

Долгое время главным недостатком метода считалась ограниченная сфера его применения. Электрохимический способ нанесения золота на поверхность предполагает, что эта поверхность относится к числу токопроводящих, то есть, сделана из металла. Благодаря достижениям науки на сегодняшний день эта проблема частично разрешена: специальные технологии позволяют проводить золочение диэлектрических материалов при помощи токопроводящих лаков и пленок.
Технология золочения
Гальваническое покрытие золотом представляет собой процесс нанесения металлической пленки. Толщина пленки может быть разной, в зависимости от целей золочения специалист может нанести на изделие слой толщиной от доли микрона до долей миллиметра. Весь процесс подразделяется на три этапа: сначала поверхность необходимо подготовить, затем нанести слой металла и произвести окончательную обработку.

Иногда гальваническим покрытием необходимо покрыть только часть детали, для этого остальные участки изделия должны быть защищены от воздействия электролита и осаждения золота. Для этого перед нанесением драгоценного покрытия на участки, не подлежащие золочению, наносят кислостойкий лак .
Деталь покрывают золотом, используя гальванические ванны. Работа проводится с помощью токопроводящих подвесов и барабанов, сделанных из кислостойких материалов или в колокольных установках, позволяющих обеспечить отличный электрический контакт. Гальваническая ванна также должна иметь кислотоупорное покрытие, чтобы не разрушиться под воздействием электролита и оборудование в виде паровых рубашек. Весь процесс проходит при высокой температуре и необходимой плотности тока, которые поддерживаются автоматическими регуляторами. Осуществить гальванические процедуры в домашних условиях практически невозможно, так как для этого требуется не только специальное оборудование, но и редкие химические реактивы.

По окончании работ изделие покрывается тонким металлическим слоем, обеспечивающим лучшие характеристики для детали. Для декоративных изделий важно приобретение привлекательного внешнего вида и желаемого оттенка, для промышленных деталей – способности противостоять коррозии, улучшения электрического контакта и облегчения процесса пайки. Иногда гальваническое покрытие применяют в целях наращивания объемов изделия. В зависимости от того, какие свойства необходимо придать детали, гальваника может производиться как золотом, так и другими элементами: серебром, хромом, никелем.
Покрытие сплавами золота
Для покрытия изделий чаще всего используют сплавы золота, к которому добавляют лигатирующий компонент. Дополнительный элемент в составе сплава позволяет придать детали необходимые качества и желаемый оттенок. В России предпочтение отдают золоту с красноватым отливом, в США и некоторых других странах приоритетом пользуется покрытие лимонно-желтого или латунного оттенков.
Сплав золота и меди в России применяется для покрытия элементов наручных часов. Ход процесса зависит от концентрации свободного цианида в электролите: чем больше концентрация вещества в электролите, тем меньше содержание меди в полученном покрытии. При проведении процесса в условиях нейтральных электролитов можно получить покрытие медь-золото толщиной 20 микрон.
Кроме перечисленных сплавов, используются также составы золото-серебро и золото-сурьма. Процентное содержание элементов в итоговом покрытии зависит от особенностей электролита и применяемых химических реактивов.

Гальваническое покрытие золото-сурьма заслужило положительные отзывы благодаря своему использованию для золочения оправ очков. Покрытие такого состава характеризуется не только повышенной износостойкостью, но и привлекательным внешним видом. В зависимости от толщины оно может получиться полублестящим или блестящим. Подобные свойства вместе с высоким уровнем устойчивости к механическим воздействиям позволяют использовать сплав в декоративных целях.
Техники золочения

Золото – благородный металл, обладающий эстетической привлекательностью и многими ценными свойствами. Поскольку в чистом виде оно имеет высокую стоимость, оптимальным решением становится нанесение тонкого слоя золота на поверхность изделий. Существуют разные техники золочения – их выбор зависит от размера предмета и преследуемых целей.
Сферы применения золочения
Золочение декора и бытовых предметов облагораживает интерьер квартир и домов – процедуре подвергаются дверные ручки, вилки и ложки, краны, рамки картин, металлические детали светильников и пр.
Все возрастающий интерес вызывает золочение молдингов, хромированных вставок, автомобильных решеток, ручек, брелоков для ключей. Практикуется покрытие дисков золотом 24 карата, 18Kt/750, 14Kt/585.
Покрытие белым, розовым, зеленым золотом находит применение в случае с музыкальными инструментами, наградами, спортивными аксессуарами. Отдельного внимания заслуживает золочение гравировки, портсигаров, зажигалок, фляжек, деталей оружия и пр.
Тончайший слой золота напыляют на автомобильные, оконные и витражные стекла для контроля теплообмена в зимний и летний период. Золочение используется в стоматологии. Его широко применяют в микроэлектронике.
Технология подразумевает выполнение следующих основных этапов:
- выбор способа золочения и подготовка всего необходимого для его проведения;
- обезжиривание и протравливание поверхности;
- нанесение покрытия;
- финишная обработка.
Помимо напыления благородного металла в чистом виде (24 карата, 999 проба) практикуется покрытие желтым, белым, розовым, красным и зеленым золотом. В качестве легирующих добавок соответственно выступают кобальт, родий, медь, серебро (никель). Вместо 24-каратного металла осуществляется покрытие золотом 18, 14, 12, 10, 9, 8 карат – цифра означает весовые единицы чистого золота в 24 частях сплава.
Технология покрытия предметов сусальным золотом

Покрытие золотом пластика, дерева, металла и прочих материалов осуществляется с помощью тончайших листов – толщина сусального (облицовочного) золота составляет 0,13-0,67 микрон. В старину сусальное золото изготавливали вручную, сегодня используется специальное оборудование. В зависимости от толщины листа выделяют свободное и трансферное (на шелковой бумаге) сусальное золото. С первым работать очень сложно – малейшее дыхание мешает процессу. Хранится готовый материал в книжечках – каждый из 60-ти листов перекладывается бумагой. Нанесение сусального золота – процесс кропотливый. Технология основывается на способности раскатанного с лист золота притягиваться к поверхности на молекулярном уровне. Существует две техники золочения сусальным золотом: клеевая (на полимент) и масляная (на лак мордан). В первом случае получается глянцевая, а во втором – матовая поверхность. Клеевой способ используется при проведении внутренних работ.
Амальгамное золочение
Амальгамный (огневой) метод золочения– еще один старинный способ нанесения драгоценного металла. Он характеризуется высокой степенью долговечности, но сам процесс чрезвычайно токсичен и сегодня не используется. Сутью метода является молекулярное проникновение в основу растворенного в ртути драгоценного металла (в процессе обжига ртуть испаряется, а золото остается). Примером такой работы является купол Исаакиевского собора в Петербурге.
Гальваническое золочение
Процесс золочения гальваническим методом сегодня используется чаще всего. Он применим в случае, если осуществляется обработка токопроводящих изделий. Электролитом становится раствор солей золота. В него погружают деталь – при прохождении тока положительно заряженные частицы, высвободившиеся из солей металла, оседают на поверхности изделия и образуют ровный слой золота.
Еще лучший результат удается получить с помощью селективного способа электрохимического золочения. Применение такой техники позволяет в десятки раз повысить скорость осаждения металла на изделии. Износостойкость и твердость золотого покрытия увеличивается более чем в 3 раза. Проникновение золота происходит на молекулярном уровне. Гальванические методы находят применение при золочении сувенирной продукции, ювелирных изделий, зубных протезов и пр.
Техника иммерсионного золочения
Этот вид золочения не подразумевает приложения внешнего тока. При погружении детали в раствор из менее электроотрицательного металла происходит процесс иммерсионного осаждения. После прекращения контактного обмена он завершается. Технология включает несколько этапов – начинается работа с кислой очистки поверхности и микротравления, а заканчивается химическим осаждением слоя никеля и последующим нанесением иммерсионного золота. Технология находит применение при производстве печатных плат, выводов элементной базы, корпусов, микросхем и прочей продукции где требуется ультразвуковая сварка или пайка.
Способы химического золочения
В домашних условиях золочение декора, покрытие золотом ложек, декоративных цветов и прочих металлических предметов осуществляется путем натирания их поверхности пастой хлорного золота или погружения в раствор с цинковым контактом. В первом случае золото растворяют в смеси азотной и соляной кислот (1:3). Соотношение золота и раствора – 1г/10 мл. Жидкость выпаривают, соблюдая меры безопасности. Полученное хлорное золото соединяют с плавленым (отмученным) мелом, винным камнем и кровяной солью. После нанесения кисточкой пасты предмет оставляют на определенное время. Затем его промывают и полируют. Смешав хлорное золото с эфиром выполняют узоры и надписи.

Чтобы приготовить раствор для золочения из хлорного золота, с ним соединяют дистиллированную воду (ее температура должна составлять около 50-60 градусов), поташ и соль. Обезжиренный, протравленный кислотой и промытый в воде предмет погружают в раствор и прикасаются к нему цинковой палочкой. После завершения процесса осаждения золота предмет промывают и полируют. Чтобы вникнуть в детали технологии стоит посмотреть мастер класс по золочению.
Золочение карандашом
Еще одним «домашним» методом является использование гальванокарандаша в котором анодом служит наконечник, а катодом – поверхность изделия. Принцип осаждения аналогичен гальваническому способу покрытия, но используемое оборудование исключает использование ванны с раствором.
Благородный металл не только украшает изделия, но и выполняет защитные функции. Процесс золочения стоит доверить профессионалам – отсутствие опыта и использование опасных компонентов часто приводит к нежелательным последствиям.
Смотрите также:
Содержание статьи: Виды золочения дома Гальванический способ Раствор для электролита Готовые решения для гальваники Технология золочения придает свежий и праздничный…
Золотой цвет – символ богатства и роскоши. Этот благородный металл имеет высокие декоративные свойства и химическую стойкость. Это обеспечивает золоту…
С ценами на услуги золочения можно ознакомиться в конце этой статьи. Позолота – процедура, которая заключается в нанесении гальваническим или…
© ООО «6 микрон» 2022г. Копирование информации только с разрешения владельца сайта. Продвижение сайта Alaev&Co
Читайте также: