Газокислородная резка металла оборудование
Обновлено: 19.05.2024
Устройства для газовой резки представляют собой класс оборудования, обеспечивающего выполнение всего спектра задач по обработке металлов способом разделительного резания. Выпускаются они различных конструкций и назначения.
1 Принцип работы оборудования для газопламенной резки
Процесс газовой резки протекает за счет сгорания металла в подаваемой под высоким давлением струе чистого технического кислорода. Для перехода в этот рабочий режим материал предварительно разогревают до температуры, при которой обрабатываемый сплав воспламеняется в кислороде на линии реза без посторонних источников горения. На основании вышеизложенного можно сделать вывод, что процесс кислородного раскроя состоит из двух этапов. Сначала металл разогревают пламенем смеси, полученной из горючего газа и технического кислорода. В качестве топлива используют ацетилен либо его заменители.
Во время второй стадии осуществляется собственно резка материала струей кислорода. При этом металл сгорает, а образовавшиеся продукты горения в виде оксидов выдуваются из рабочей зоны. Для обеспечения этих и переходных режимов кислородного раскроя предназначено оборудование для газовой резки металлов, конструкция которого предусматривает не только устойчивость, стабильность и качество процесса резания, но и его безопасность.

Основным узлом и одновременно рабочим инструментом устройств для газового (кислородного) разрезания металлов является резак. Не стоит его путать с сварочной горелкой, которая предназначена только для сварки и имеет отличную от резака конструкцию, но подсоединяется к такому же комплекту оборудования, обеспечивающему ее работу.

Резаки обеспечивают точное дозирование и смешивание газа или горючих паров жидкого топлива с кислородом, последующее получение на основе образованной смеси подогревающего пламени, а также раздельную от предназначенной для смешивания подачу к разрезаемому материалу струи кислорода.
2 Конструкция газовых резаков для раскроя металлов и их классификация
Самыми распространенными в настоящее время являются инжекторные универсальные резаки, обеспечивающие разрезание изделий из различных сплавов стали, толщина которых составляет 3–300 мм. В этом инструменте конструктивно объединены режущая и подогревающая части. Последняя аналогична устройству газовой сварочной горелки, состоит из вентилей подачи кислорода и газа, инжекторной и смесительной камеры, подающей трубки, наружного мундштука. Режущая часть включает дополнительную трубку, обеспечивающую подачу к металлу режущего кислорода, вентиля регулировки подачи, внутреннего мундштука.
Кислород и ацетилен подаются в резак через отдельные ниппели. При этом кислород расходится от ниппеля в двух направлениях:
- Часть его (как и в обыкновенной сварочной горелке) поступает в инжектор, а потом в смесительную камеру, в которой образуется смесь ацетилена, подводимого через свой ниппель, и кислорода.
- Другая часть по отдельной трубке подается к центральному отверстию мундштука, проходя через которое создает режущую струю кислорода.

Горючая смесь газов из камеры для смешивания по трубке поступает в мундштук, проходит через кольцевое внешнее отверстие, образуя на выходе нагревающее пламя. Регулировка подачи газов в мундштук осуществляется соответствующими вентилями.
Все резаки по сфере применения подразделяют на инструмент, рассчитанный для:
- ручного раскроя;
- машинной обработки на станках и машинах для резки.

По принципу смешения кислорода и газа делят на следующие типы:
По назначению и конструктивным особенностям различают резаки:
- вставные;
- специальные;
- универсальные.
По роду используемого для работы горючего газа классифицируют на:
- резак для ацетилена;
- для пропана, бутана или их смеси;
- для природного газа;
- универсальные;
- керосинорезы – только для ручной резки, снабжены испарителем для получения горючих паров подаваемого бензина, керосина либо их смеси.

По способу и виду резания классифицируют:
- для поверхностной резки;
- разделительной;
- копьевой;
- кислородно-флюсовой.
3 Основное и вспомогательное оборудование для газопламенной резки
Помимо резака в состав оборудования для резки газом входят следующие устройства, элементы:
- ацетиленовые генераторы;
- баллоны для технического кислорода и газа;
- редуктора для регулировки подачи газов;
- рукава – шланги высокого давления;
- предохранительные затворы;
- пылевые фильтры, встраиваемые в редуктор или монтируемые на него;
- запорные клапаны, которыми могут быть оснащены редукторы;
- устройства регулировки давления;
- клапан для регулирования расхода – может быть частью оснащения редуктора;
- манометры давления – устанавливаются на редукторах для контроля за величиной давления газа.

Ацетиленовый генератор – это аппарат, в котором благодаря разложению водной смеси карбида кальция образуется ацетилен. Их классифицируют по:
- способу применения:
- передвижные;
- стационарные;
- низкого давления;
- среднего;
- высокого.
Для применения в работе, транспортировки, хранения газов (сжатых, растворенных, сжиженных), находящихся под требуемым давлением, используют стальные баллоны объемом 0,4–55 дм 3 . Емкости вместительностью 40 дм 3 получили наибольшее распространение. Конструктивно они выполнены в виде стальных продолговатых цилиндрических сосудов с горловиной, имеющей конусное отверстие с нарезанной резьбой, куда вкручивается запорный вентиль. На кислородные и под горючие газы емкости устанавливают вентили разной конструкции. Каждому газу, которым заполняют баллон, соответствует отдельный условный цвет сосуда и надписи газа на нем. Так как запитывание постов газовой резки от генераторов связано с целым рядом неудобств, то широкое распространение при работе с ацетиленом получило питание от ацетиленовых баллонов.
![Фото баллонов для хранения газов для газовой резки металлов, tk-selsin.ru]()
Редуктор – это устройство, предназначенное для регулируемого понижения величины давления кислорода и газа, подаваемых по магистрали либо находящихся в стальном баллоне, до его рабочего значения, а также автоматического поддержания такого давления постоянным. Рукава предназначены для подводки кислорода и газа к резаку от рамп, баллонов. Их производят из вулканизированной резины, армированной тканевыми прокладками, классами по допустимому давлению и с окраской в соответствии транспортируемым газам. Они должны обладать гибкостью, прочностью, не стеснять движений рабочего и не затруднять работу механизмов машин и станков для резки.
Предохранительные затворы – специальное оборудование, которое в случае обратных ударов режущего пламени из резака или сварочной горелки предохраняет газопроводы, ацетиленовые генераторы от попадания внутрь них взрывной волны. Затворы монтируют в подводящие рукава между непосредственно ацетиленовым генератором либо ацетиленопроводом (при использовании многопостового питания от генератора стационарного исполнения) и резаком или горелкой. Они бывают сухие или жидкие.
Машинная газовая резка металлов, оборудование которой предназначено для стационарной работы, предполагает обязательное использование дополнительных устройств, механизмов, элементов:
- газоразборных и рабочих постов;
- раскроечный стол;
- систему удаления (уборки) шлаков и обрезей;
- механизм перемещения разрезаемого изделия;
- систему вентиляции;
- и других.
4 Машины и станки для газовой резки металлов – классификация и конструкция
На мощных металлобрабатывающих заводах, заготовительном и крупном серийном производстве, а также в случаях, когда есть необходимость и возможность повысить качество реза, производительность и сократить тяжелый ручной труд, применяют машинную резку. Для этого используют различное стационарное и переносное оборудование.
Все машины газовой резки (стационарные или переносные) состоят из нижеприведенных основных частей:
- несущей;
- резака (от одного до нескольких);
- ведущего (приводного) механизма;
- системы и пульта управления.
![Фото машины газовой резки, kristall-service.net]()
Разнообразные переносные машины выпускают в виде небольших самоходных тележек. Их перемещение осуществляется с помощью пружинного механизма, газовой турбинки или электродвигателя. Чтобы задействовать мобильную машину, ее устанавливают непосредственно на разрезаемые трубу или лист, а затем направляют по гибкому копиру, разметке, направляющим, либо циркульному устройству.
У стационарных станков основным узлом, обеспечивающем автоматизацию процесса резания, является система точного копирования. Для эффективности ее работы на станках применяют принципы электромагнитного, дистанционно-масштабного, фотоэлектронного, программного, механического копирования.
Стационарные станки газовой резки по конструктивному исполнению выпускают следующих типов:
- портальные (П) – располагаются на стойках непосредственно над деталью, количество резаков 1–12;
- портально-консольные (Пк) – устанавливаются на консоли, которая закреплена на стойке и находится над разрезаемой деталью, количество резаков 1–4;
- шарнирные (Ш) – на шарнирных рамах, предназначены только для вертикальной резки, количество резаков 1–3.
![На фото - стационарный станок газовой резки, cnc-stanok.uralkomplect.ru]()
По способу резки станки делят на:
- Кф – кислородно-флюсовые;
- К – кислородные;
- Гл – газолазерные;
- Пл – плазменно-дуговые.
По способу движения либо системе управления контуром перемещения инструмента различают станки:
- Л - линейные, выполняющие прямолинейную резку;
- М – магнитные, предназначенные для фигурного резания по стальному копиру;
- Ф - фотокопировальные, осуществляющие фигурную резку по чертежу посредством фотоэлектронного копирования и микропроцессорного управления;
- Ц - цифровые программные станки (с ЧПУ), предназначенные для фигурного резания.
По технологическому назначению выделяют стационарные машины для:
- работ по раскройке – Р;
- фигурной и прямолинейной вырезки деталей (универсальные) – У;
- фигурного вырезания малогабаритных деталей – М;
- точной фигурной и прямолинейной вырезки деталей – Т.
![Фото стационарной машины для точной газовой резки деталей, krasfair.ru]()
Переносные машины по способу движения либо системе управления контуром перемещения инструмента делят на следующие типы:
- Р – работают по разметке;
- Г – по гибкому копиру;
- Н – по направляющим;
- Ц – по циркулю.
По способу резки переносные машины бывают:
- К – кислородные;
- Пл – плазменно-дуговые.
![На фото - плазменно-дуговая машина для газовой резки металлов, sarrz.ru]()
Основным, чаще всего используемым рабочим инструментом машин и станков для газовой резки является машинный кислородный резак. Наиболее востребованы следующие их типы: инжекторные, внутрисоплового смешения, равного давления.
Резка металла газом
![Резка металла газом]()
Резка металла газом – метод металлообработки, применяемый не только на крупном производстве, но также в быту, сельском хозяйстве, мелкосерийном выпуске. Это по-настоящему универсальный, простой и быстрый способ разрезать толстую металлическую заготовку без длительной настройки оборудования и больших затрат.
Для того чтобы резка металла газом выполнялась правильно, необходимо соблюдать правила, подобрать оборудование и расходные материалы, выполнить остальные условия. О том, как это сделать лучше, читайте в нашем материале.
Что собой представляет процесс резки металла газом
![Что собой представляет процесс резки металла газом]()
Газовая резка металлов в настоящее время – это достаточно простая технология, при которой работа идет без применения сложной аппаратуры и дополнительных источников энергии. Данный метод используют специалисты для проведения работ в сельском хозяйстве, строительстве и различных видах ремонта. Оборудование для газовой резки металла мобильно, быстро перевозится для использования на другом объекте.
Рассмотрим основной принцип резки с помощью кислорода. Вначале происходит разогрев материала нагревателем в среднем до температуры +1 100 °С. После чего кислород начинает подаваться в зону реза, соприкасается с раскаленной поверхностью и загорается. Стабильная подача кислорода дает мощную струю горящего газа, которая с легкостью режет лист металла.
Для успешной резки газом необходимо, чтобы материал имел температуру горения меньшую, чем плавления. Иначе расплавленный металл будет тяжело убрать из зоны реза, в отличие от сгоревшего.
Следовательно, можно сделать вывод о том, что резка металла газом происходит вследствие его выгорания в зоне действия газовой струи. Основной частью оборудования для резки газом является резак. В нем происходит создание смеси воздуха с газом за счет дозирования и последующее смешивание кислорода с парами жидкого топлива или газами. После чего резак воспламеняет получаемую смесь и дополнительно обеспечивает подачу кислорода в зону реза.
Газовая резка является одним из температурных методов обработки материалов. Ее достоинством стала большая производительность и возможность обрабатывать заготовки практически любой толщины. Один сварщик за смену в состоянии произвести резку нескольких тонн материала. Работники указывают на одно из главных преимуществ – возможность работать вне зависимости от источников энергии. Это особенно важно, когда работа ведется в полевых условиях, где отсутствует какой-либо источник питания.
Рекомендуем статьи по металлообработке
В списке металлов, в работе с которыми используется газокислородная резка, есть исключения: алюминий, нержавейка, медь и латунь.
Преимущества и недостатки технологии резки металла газом
![Преимущества и недостатки технологии резки металла газом]()
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Резка кислородом имеет большое количество преимуществ перед иными видами. Они делают ее эффективнее экономически. Но существует ряд ситуаций, когда она просто незаменима.
Достоинствами газокислородной резки являются:
- Возможность обрабатывать заготовки большой толщины.
- Высокая сложность выполняемых резов, например, таких как многоступенчатый.
- Удобство выполнения фасонной обработки материалов, т. е. на заданную глубину, а не только сквозного реза.
- Хорошее качество реза при невысокой себестоимости обработки.
- Высокая производительность.
- Автономность и мобильность оборудования позволяет применять ее в труднодоступных местах, в том числе при сборке/разборке корпусов судов, а также сложных производственных конструкций.
Описываемая технология резки газом, помимо достоинств, имеет и недостатки, к примеру:
- Для ее осуществления сварщику требуется достаточный опыт. Специалистам с низкой квалификацией доступны только простые виды реза, например, прямая обработка тонкого листа металла.
- Опасность возникновения пожара или взрыва. Технология требует тщательных подготовительных мероприятий и последующего соблюдения правил техники безопасности при проведении работ.
- Точность реза не слишком высокая, в особенности при ручной обработке. После его выполнения заготовку, как правило, необходимо дополнительно механически доводить до соответствия ее формы и размеров чертежу.
- Термическое воздействие на заготовку иногда приводит к разным формам деформации, таким как кручение, коробление и пр. Это особенно рискованно при раскрое материала и в меньшей степени при демонтаже конструкций.
Эти недостатки способен решить иной метод – плазменная резка с помощью автоматизированных стационарных аппаратов. Однако они не мобильны и не дают возможности выполнять операции в труднодоступных местах.
Какие газы используются для резки металла
![Какие газы используются для резки металла]()
Существует несколько методов классификации газовой резки. Она происходит в зависимости от применяемых газов и прочих особенностей. Из них можно выбрать оптимальный для выполнения той или иной операции или задачи. К примеру, электродуговая резка с кислородом возможна в случае подключения аппаратуры к электрической сети. А обрабатывать низкоуглеродистые стали удобнее газовоздушной смесью с пропаном.
Среди профессионалов наиболее востребованными методами являются:
- Резка пропаном. Резка металла газом, например, пропаном, а также кислородом – пожалуй, самый популярный, но имеющий свои ограничения. Он применяется для низколегированных и низкоуглеродистых сталей, титановых сплавов. В случае наличия в составе материала легирующего компонента или углерода в количестве более 1 %, требуется применение иного метода. Резка возможна и с другими газами: ацетиленом, метаном и пр.
- Воздушно-дуговая резка. Довольно эффективным методом резки является кислородно-электрическая дуговая резка. Плавка происходит при помощи электрической дуги. Остатки же расплава убираются воздушной струей. При выполнении операции таким образом подача кислорода происходит вдоль электрода. К недостаткам этого метода можно отнести неглубокие резы. Впрочем, они компенсируются практически любой шириной заготовки.
- Кислородно-флюсовая резка. Ее особенностью является подача в зону реза дополнительного компонента – порошкообразного флюса. Он дает возможность обрабатываемому металлу стать более податливым в процессе флюсовой кислородной резки. Данный метод применяется для металлов, которые образуют твердоплавкие окислы. В процессе его применения создается добавочный тепловой эффект, при котором струя газа эффективно режет металл. Применяется кислородно-флюсовая металлическая резка для обработки меди и медных сплавов, легированных сталей, железобетона и зашлакованных металлов.
- Копьевая резка. Данный метод применяется для работы с промышленными технологическими отходами, большими массивами стали и аварийными скрапами. Особенностью является увеличивающаяся скорость выполнения работ. Технология включает применение высокоэнергетичной струи газа, что приводит к значительной экономии стальных копьев. Скорость же работы увеличивается быстрым, полным сгоранием обрабатываемого материала.
Расход газов при резке металла можно увидеть в таблице:
![Расход газов при резке металла]()
На показатель зависимости расхода газа от объемов работ сильное влияние оказывает выбранный метод резки. Нормы резки металла газом при использовании кислородно-флюсового метода содержат информацию о несравнимо меньшем использовании газа, чем при воздушно-дуговом.
Помимо способа обработки, расход газа и кислорода при резке металла зависит от ряда параметров, таких как:
- квалификация сварщика – неопытному специалисту потребуется большее количество газа на один метр заготовки, чем мастеру;
- параметры оборудования и его целостность;
- толщина и марка металла, из которого сделана заготовка;
- характеристики реза – ширина и глубина.
В нижеследующей таблице представлена информация, необходимая для специалиста при выполнении реза пропаном:
![Информация, необходимая для специалиста при выполнении реза пропаном]()
Основные правила резки толстого металла газом
Газокислородная резка применяется для раскроя сплавов стали толщиной от 0,5 до 6 см. Вследствие реакции окисления выделяется тепло, которое нагревает и расплавляет металл. А продукты, образующиеся из-за сгорания материала, убираются из зоны реза потоками газа.
Существует ряд требований, которые надо соблюдать в процессе подготовки и выполнения газокислородной резки материалов:
- Перед началом работ необходимо аккуратно очистить поверхность вдоль будущей линии реза на расстояние до 10–15 см. Удалению подлежат остатки старой краски, смазок, масложировых пленок. Если их оставить, то во время резки газом может произойти возгорание, а иногда и взрыв. Помимо них, необходимо избавиться от ржавчины, поскольку ее присутствие замедляет работу по причине теплоизоляционных свойств последней.
- В нижней части заготовки должно быть свободное пространство для выхода струи газа. Размер его невелик – 5–10 см. Однако его отсутствие может привести к турбулентности потока газа из-за его отражения, что крайне нежелательно, к тому же отрицательно влияет на скорость выполнения работы, а также вызывает температурную деформацию изделия.
- Угол отклонения резака от вертикали не должен превышать 5°. В противном случае форма факела искажается, точность падает, качество поверхности реза ухудшается.
- Для выполнения работ сварщику необходимы высокая квалификация и достаточный опыт. Выполнение данного требования будет гарантировать высокую производительность и точность реза.
Газ в зону реза подается с помощью запорных вентилей: одним общим и двумя запорными. Использование двух разных запорных вентилей помогает быстро управлять составом смеси и перенастраивать оборудование для резки металла газом.
![Основные правила резки толстого металла газом]()
На рукоятке резака находятся три патрубка с разъемами. Именно с их помощью в зону реза попадают газ для сварки и резки металла: ацетилен или пропан, кислород, а также жидкость для охлаждения. Давление газов при резке металла устанавливается на редукторе баллона. Оно должно быть ≤ 12 атм.
Подача кислорода в факел резака начинается после поджога последнего. Пропан, сгорая, выделяет тепло, которое нагревает изделие, и начинается его окисление. Процесс происходит достаточно быстро. Заготовка режется (прожигается) струей раскаленного газа (кислорода), одновременно этот же поток выметает частицы расплава в образовывающийся рез.
Условия резки металла газом и кислородом
Рассмотрим обязательные условия успешной обработки материалов методом газокислородной резки:
- Температура горения металла в среде кислорода, которая также обозначается как Твоспл, должна быть ниже Тплав (температуры плавления). Разница температур не должна быть ниже 50 °С. В противном случае возможно вытекание расплава, а также увеличение ширины реза. Например, конструкционные сплавы имеют Твоспл, равную +1 150 °С, в то время как Тплав равна +1 540 °С. Температура плавления снижается с возрастанием количества углерода, что затрудняет обработку высокоуглеродистых сплавов, а также чугуна простым резаком.
- Температура плавления заготовки должна быть выше температуры плавления поверхностных оксидных пленок. Такая пленка является тугоплавкой и не дает кислороду достигнуть поверхности металла, в результате чего его горение не может начаться. Например, температура плавления оксида хрома равна +2 270 °С, а конструкционной стали – +1 540 °С. Специалисты рекомендуют в таком случае использовать порошок флюса. Между ним и поверхностной пленкой начинается реакция, превращающая последнюю в продукт с пониженной температурой плавления.
- Появляющиеся в ходе резки газом оксиды должны иметь высокий показатель жидкотекучести. Иначе расплав будет облеплять края реза, мешая работе и не давая основному материалу гореть. Повысить текучесть оксидов можно с помощью специально подобранных флюсов. Однако такое вмешательство делает резку газом существенно дороже.
- Обрабатываемая заготовка должна иметь невысокую теплопроводность – иначе не будет происходить возгорания материала в зоне реза из-за отведения из него тепла. Работу либо вообще нельзя будет вести, либо она будет постоянно прерываться, из-за чего норма расхода газов при резке металла повысится, а следом снизится качество реза и его точность.
![Условия резки металла газом и кислородом]()
Перед тем как начнется резка металла природным газом, необходимо подготовить следующую аппаратуру:
- Емкости, содержащие газ.
- Шланги для подключения газа.
- Резак.
- Определенного размера мундштук.
- Редукторы, контролирующие объем и регулировку.
Перечисленная аппаратура не зависит от ее производителя и имеет стандартную маркировку вентилей.
До работы допускаются только сварщики, прошедшие инструктаж, о чем произведена запись в специальном журнале, и успешно сдавшие зачеты о знании теории и практики резки.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Современный газовый резак – достоинства и особенности применения
![Современный газовый резак – достоинства и особенности применения]()
Процесс газовой резки - наиболее распространенный и экономически выгодный способ разделения металла. Существует очень большое многообразие ручных резаков для этих целей. Мы предлагаем разобраться на что обращать внимание при выборе резака, чтобы он долго прослужил и не возникло проблем при его эксплуатации.
Подберем индивидуальный инструмент под любую задачу - ручные газовые резаки от компании Messer
Современный ручной газовый резак для резки металлов от компании Messer - высокотехнологичный продукт и результат многолетней кропотливой работы сотен инженеров. Алюминиевая рукоятка, газовые трубки из 2 мм нержавеющей стали, цельный инжектор из латуни, высокоточные вентильные блоки или клапан - все это выглядит уже не как простое изделие, а как произведение технического искусства, где вызывает восхищение продуманность конструкции, удобная эргономика, высокое качество обработки каждой детали и точность сборки. Разнообразие ручных газовых резаков для резки металлов, которые предлагает компания Messer, обусловлено самым широким спектром решаемых задач - резка в диапазоне до 500 мм, разные углы наклона головки, длина до 1500 мм, разные виды горючих газов и способы смешивания. Газовые резаки могут выполнять резку, нагрев, строжку, специальные задачи для металлургических и сталелитейных производств.
Универсальность сопел для ручных и машинных резаков при комплексном оснащении производства позволит сократить номенклатуру приобретаемых расходных частей.Газы для различных видов газопламенной обработки металлов
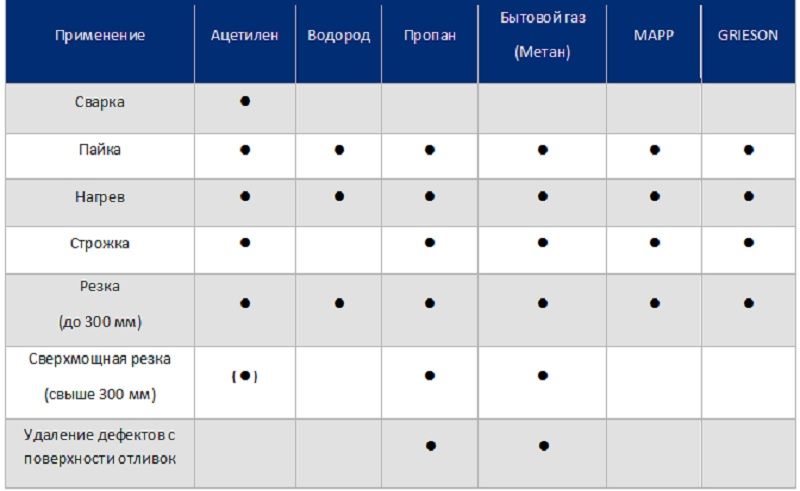
Газопламенная обработка металлов включает в себя в том числе процессы сварки, пайки, нагрева, резки, строжки. Различные горючие газы имеют разные характеристики, поэтому выбор горючего газа зависит от задачи.
![горючие газы применение]()
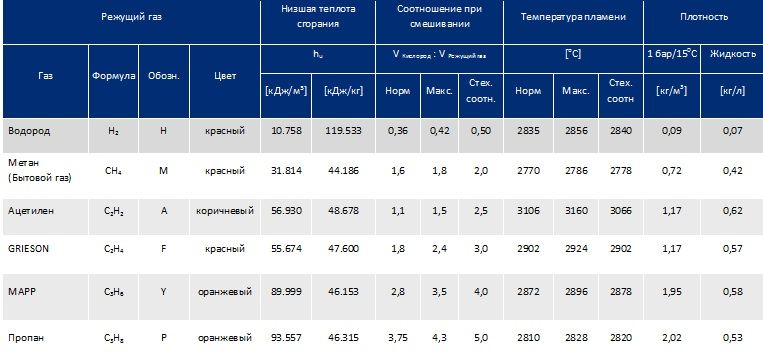
Виды горючие газы и их отличия
по теплоте сгорания
![горючие газы для газокислородных технологий]()
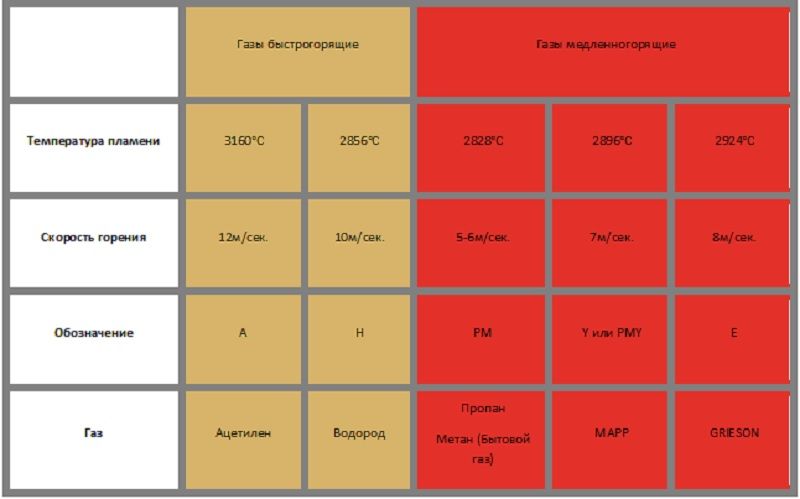
по скорости горения
![горючие газы скорость горения]()
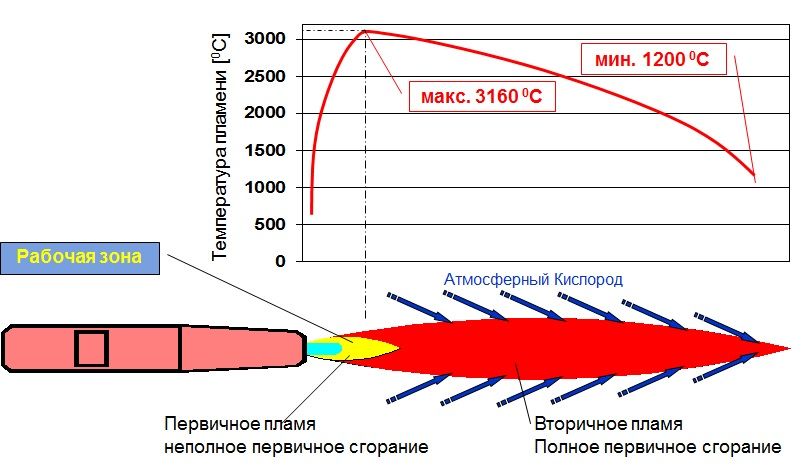
Температура пламени резака/горелки
![температура пламени]()
Какие газы применяются для газокислородной резки?
- Кислород
- Ацетилен
- Пропан
- Бытовой газ
- MAPP
- GRIESON
Принципиально все ручные резаки можно разделить по виду используемого горючего газа на ацетиленовые, пропановые и универсальные:
Ацетиленовые резаки производства Messer (маркировка на ручке с литерой "A" желтого цвета) - это самое высокое качество резки металла толщиной до 500 мм. Чистый рез - это экономия на последующей механической обработке, а расположение газосмешивающей камеры в головке резака или в сопле - высокий уровень безопасности газорезчика. Резаки выпускаются как вентильном, так и в рычажном исполнении длиной до 1500 мм. Универсальные резаки с маркировкой A/PMYE для газосмешивающих сопел также можно отнести к ацетиленовым при установке соответствующих сопел.
Пропановые резаки производства Messer (маркировка на ручке с литерой "P" или "PMYE" красного цвета) как правило используются в монтажных условиях в мостостроении и при возведении металлоконструкций. Ввиду того, что пропан достаточно дешёвый газ, то экономия при использовании пропановых резаков очевидна. Безопасность при работе с резаком обеспечивается его конструкцией - смешивание горючего газа (пропана) и кислорода происходит в инжекторе, который или расположен в головке резака, или само сопло является смесителем (газосмешивающие сопла при использовании универсальных резаков). Пропановые резаки могут быть различной длины, могут иметь разный угол наклона головки и открытие режущего кислорода может быть вентилем или клапаном. Диапазон резки от 3 мм до 500 мм.
Универсальные резаки могут работать с любым видом горючего газа в зависимости от установленного газосмешивающего сопла.
Серии ручных газовых резаков
PROFICUT (диапазон резки до 300 мм, длина 460, 510 мм, для газосмешивающих сопел, открытие режущего кислорода рычагом, угол наклона головки 95 град.)
STARCUT (диапазон резки до 500 мм, длина от 530 до 1500 мм, для кольцевых/щелевых, блочных и газосмешивающих сопел, открытие режущего кислорода вентилем или рычагом, угол наклона головки 95, 135, 180 град., специальные модели для резки металлолома)
ESSEN (диапазон резки до 500 мм, длина 450, 530 мм для кольцевых/щелевых, цилиндрических, блочных и газосмешивающих сопел, открытие режущего кислорода клапаном или вентилем, угол наклона головки 95, 180 град., специальные модели с изогнутой рукояткой для работы в затесненных условиях)
![серии резаков Messer]()
Специальные решения для металлургических и сталелитейных предприятий (диапазон резки до 600 мм и не ограничен для кислородного копья, длина до 6000 мм, специальные модели для кислородно-флюсовой резки)
Отличительные качества резаков Messer
- Отличное качество резки
- Безопасность при работе - смешивание газов максимально удалено от руки газорезчика
- Надежность и долгий срок службы
- Универсальность
- Удобство в эксплуатации
Применение газовых резаков
- для резки металла
- для строжки металла
- универсальные для резки и строжки
Особенности конструкции
- все виды горючих газов.
- различные системы смешивания:
инжекторные - смешивание горючего газа и кислорода происходит в инжекторе, который является частью конструкции резка. Такого типа резаки изготавливаются под определенный вид режущего газа. Дорогой резак, но более дешевые сопла.
безинжекторные - смешивание горючего газа и кислорода происходит непосредственно в сопле, которое является инжектором. Такие сопла называются газосмешивающими и резаки являются универсальными. Переход с одного вида режущего газа на другой возможен при замене сопла. Дешевый резак, но дорогие сопла. - специальные сопла для резки заклепок, болтов, стенок профильного проката.
- различные системы включения режущего газа:
с вентилем для регулировки режущего газа. Для более точной регулировки пламени и достижения высокого качества реза.
с рычагом для регулировки режущего газа. Как правило, резаки с рычагом используются для менее ответственных конструкций, для резки металлолома. - длина от 500 до 1500 мм. Длина определяется решаемыми задачами. Как правило, наиболее длинные резаки используются в металлургии и литейных производствах.
- различные углы наклона головки 95, 135, 180 град.
- форма и конфигурация рукоятки. Определяется решаемыми задачами. Есть специальные исполнения для затесненных условий. Все рукоятки изготавливаются из алюминия для снижения нагрева.
Варианты исполнения блока открытия режущего кислорода
Варианты исполнения рукоятки
В разных сериях резаков различаются исполнения рукоятки. Для серии Proficut - это облегченная рукоятка, для серии Starcut стандартная, для серии Essen рукоятка может быть плоской или с изгибом для затесненных условий эксплуатации. Все рукоятки изготавливаются из алюминия (в серии Starcut алюминиевая рукоятка окрашена в черный цвет) для максимального снижения веса и уменьшения нагрева при интенсивной работе. Все резаки прекрасно сбалансированы и даже если они кажутся тяжелее аналогов, в процессе работы рука устает гораздо меньше.
Сопла для ручных резаков
Сопла, которые можно использовать для ручной резки, зависят от типа смешения газов и вида горючего газа. Все сопла имеют маркировку, которая указывает на горючий газ и на диапазон рабочих толщин. Сопла, предназначенные для одного вида горючего газа, запрещено использовать с другим, т.к. конструктивно они отличаются. Компания Messer провела унификации модельного ряда сопел для ручной резки, поэтому часть сопел может быть совместима с машинными резаками. Это является большим плюсом для крупных предприятий, которые используют как ручную, так и механизированную газовую резки, т.к. позволяет сократить номенклатуру закупаемых расходных материалов.
Кольцевые щелевые сопла (смешивание происходит в инжекторной камере резака), сопла разделяются на режущее и подогревающее
![кольцевые щелевые сопла]()
Блочные сопла (смешивание происходит в инжекторной камере резака), сопла односоставные
![блочные сопла]()
Газосмешиваюшие сопла (смешивание происходит в сопле), сопла односоставные
![газосмешивающие сопла]()
Специальные сопла для строжки, отрезания прихваток, срезания проушин и болтов, роспуска профильного метллопроката
![специальные сопла]()
Специальные резаки
Для литейных производств и металлургической промышленности компания Messer предлагает специальные резаки для кислородной и кислородно-флюсовой резки больших толщин, а также нержавеющих сталей, чугуна и цветных металлов. Особенностью таких резаков является увеличенная длина резака, чтобы снизить тепловое воздействие на резчика, усиленная конструкция вентильного блока и всех иных узлов резака, т.к. процесс резки идет на повышенных давлениях газов и при их большом расходе. Для обеспечения безопасности при работе с такими резаками рекомендуется использовать армированные шланги, специальный кислородный редуктор с повышенным расходом до 150 м 3 /час, средства защиты оператора.
![специальные резаки]()
Как правильно подключить резак и подготовить его к работе
Выводы
Выбор ручного газового резака в первую очередь определяется той задачей, которую необходимо решить, и предпочтениями по цене и типу сопел. Доверьте эту работу профессионалам компании ИТС-Инжиниринг, которые смогут грамотно проконсультировать Вас по техническим возможностям оборудования, предложат оптимальную модель, подберут необходимые расходные части, посоветуют подходящий редуктор, шланги, аксессуары и предохранительные устройства для обеспечения безопасности при проведении газопламенных работ. На нашем складе в г. Москва всегда можете купить ручные газовые резаки серии STARCUT и PROFICUT для пропана и ацетилена, серия ESSEN поставляется в короткие сроки под заказ. Широкая номенклатура сопел всегда в наличии для обеспечения бесперебойной работы оборудования. Мы готовы индивидуально подойти к задаче каждого Заказчика и предложить индивидуальное решение, отвечающее всем пожеланиям.
Газовый резак по металлу
Современный газовый резак представляет собой специальное устройство для быстрого резания разных видов сталей (обычно углеродистых и низколегированных). Процесс раскроя заключается в расплавлении металла под воздействием струи чистого кислорода с последующим выдуванием образовавшихся окислов из зоны реза этой же струей.
![]()
Устройство и конструктивные особенности
Газокислородный резак служит для смешения смеси на основе горючего (ацетилен, пропан) и режущего газов (кислород) с целью получения режущей струи.
Конструктивно газовый резак для раскроя металла состоит из таких элементов:
- специальная головка с двумя сменными мундштуками;
- трубки для подачи кислорода и газа;
- смесительная камера для образования смеси горючего и режущего газов;
- 3 вентиля – для горючего газа, подачи и регулировки количества подаваемого кислорода;
- рукоятка.
Это основные компоненты инструмента для газокислородной резки, поскольку его конструкция имеет множество других составляющих.
Рисунок 1. Схема газокислородного резака
Газовый резак по металлу: виды
Инструмент классифицируется по разным признакам, но основными из них считаются тип используемого горючего газа и принцип смешивания газа с кислородом. Также они подразделяются по назначению (универсальные и специальные) и типу резания (разделительная, поверхностная, кислородно-флюсовая).
По способу смешения газа и кислорода резаки бывают таких видов:
- Инжекторные – оборудованы внутрисопловым смешением газов, что обеспечивает высокую надежность и безопасность работы устройств. Это обусловлено тем, что газы проходят раздельно на всем протяжении каналов и смешиваются в горючую смесь в специальной смесительной камере.
![]()
Фото 2. Внешний вид инжекторной газокислородной горелки
- Безинжекторные – конструкция не предполагает наличия смесительной камеры. Кислород подводится по двум трубкам, газ – по третьей. Смешиваются они внутри головки. Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным.
![]()
Фото 3. Внешний вид безинжекторного газового резака
По используемому горючему газу резаки бывают пропановые, ацетиленовые и универсальные.
Ацетиленовый
В качестве рабочего газа выступает ацетилен, обеспечивающий высокую температуру пламени (в пределах 3300 °C). Применяется для раскроя металлических заготовок большой толщины, оснащается дополнительными вентилями для настройки высокой скорости подачи газа.
Пропановый
Рассчитан на применение пропана в качестве режущего газа. Отличаются более высокой надежностью и длительным сроком службы, безопасны в эксплуатации.
Газовый резак универсальный
Универсальный инструмент обеспечивает возможность использования горючего газа разных видов. При этом они не намного дороже классического ацетиленового или пропанового резака.
Преимущества и недостатки
Любой инструмент имеет свои плюсы и минусы, резак газовый – не исключение. Среди преимуществ современных устройств с внутрисопловым смешением газов нужно отметить:
- Относительно большая толщина разрезаемого металла – до 300 мм в зависимости от модификации и рабочих параметров (используемого газа и давления кислорода).
- Стабильное горение пламени без хлопков и обратных ударов.
- Возможность резки сталей в любом направлении, независимо от толщины.
- Высокая производительность.
- Простота обслуживания и продолжительный срок службы.
![]()
Фото 4. Процесс газокислородной резки
Однако недостатков у него не меньше:
- В результате сильного нагрева вырезаемые детали могут деформироваться (особенно из тонколистового металла).
- Достаточно большая ширина реза, что требует соблюдения определенных припусков при разметочных работах.
- Невысокое качество реза – кромки неровные с окислами и окалиной. Поэтому перед сварочными или другими работами требуется предварительная обработка кромок.
- Довольно высокая себестоимость процесса газокислородной резки.
Особенности выбора
Чтобы избежать ошибок, перед покупкой газового резака важно ознакомиться с некоторыми конструктивными особенностями устройства. Это позволит понять, на какие первостепенные факторы нужно обращать внимание при его выборе.
- Ниппели – производятся из латуни и алюминия, первые считаются более долговечными.
- Мундштуки – наружный обычно изготавливается из хромистой бронзы или чистой меди (отличается красноватым оттенком). Для ацетиленовых устройств внутренний тоже желательно, чтобы был медным, для других – допускается применение латунных аналогов.
- Соединительные трубки – делаются из латуни. При этом на них не должно быть декоративного покрытия, которое может скрывать мелкие дефекты.
- Вентильные шпиндели – из нержавейки, латунные отличаются малым сроком службы.
- Рукоять – лучшим материалом считается алюминий, пластик менее износостойкий. Ее размер должен быть не менее 40 мм, чтобы был удобный обхват.
- Длина резака – для резки металла больших толщин, а также окрашенных или замасленных материалов лучше выбирать устройства размером до 1000 мм. В остальных случаях можно покупать горелки 500 мм.
Фото 5. Основные расходники к газовым резакам
Также при покупке рекомендуется взять инструмент в руки и проверить его на удобство использования. От этого напрямую зависит производительность и время работы мастера резаком без усталости.
Правильная настройка газового резака
Перед началом работы с новым газовым резаком по металлу нужно правильно подключить и проверить работоспособность инструмента. Непосредственно настройка устройства выполняется производителем в заводских условиях и является финишным этапом его сборки. Самостоятельное вмешательство в конструкцию горелки запрещается.
- Изучить инструкцию по эксплуатации и выполнить все пункты согласно предписанию завода-изготовителя.
- Подключить устройство к баллонам с горючим и режущим газами. При этом они должны быть оборудованы редукторами: кислородный – синим, пропановый – красным. Резиновые шланги подачи газа накручиваются по резьбе редукторов и стягиваются хомутами.
- Проверить целостность инструмента, наличие всех прокладок, отсутствие масляных следов возле кислородного вентиля.
- Настроить подачу газа и кислорода, продуть шланги. При работе с ацетиленом вентиль подачи открыть на 1 оборот, при этом давление вещества должно быть до 1 атм., но лучше выставлять – 0,54 атм. Для продувки надо открыть вентиль на резаке, а после изменения звука – закрыть. При настройке подачи кислорода давление выставляется в размере 2 атм. Затем продуваются шланги с помощью вентилей на редукторе и резаке.
Также следует помнить, что запрещается менять шланги для подачи кислорода и пропана (ацетилена) между собой, продувать шланг для пропана (ацетилена) кислородом.
![]()
Фото 6. Процесс разделительного резания толстого металлопроката газовым резаком
Подготовка инструмента к работе
Перед работой необходимо правильно подготовить резак газовый. Процесс подготовки состоит из нескольких этапов, которые минимизируют риски выхода инструмента из строя, получения травм:
- Осмотр баллонов, резиновых шлангов для подачи горючего и режущего газов, соединительных и крепежных элементов, горелки на наличие дефектов или повреждений.
- Проверка всех соединений на предмет утечки газа.
- Ревизия состояния уплотнителей – при наличии трещин они меняют форму и требуют немедленной замены.
При работе с инжекторными резаками также надо проверить правильность их работы. Это выполняется до момента подсоединения шланга подачи горючего газа. Изначально к соответствующему штуцеру на горелке подключается кислородный рукав, открывается вентиль на редукторе баллона с кислородом. Затем на резаке открываются вентили подачи кислорода и горючего газа – если прислонить палец к штуцеру горючего газа, его «засасывать». В этом случае инжекция исправна.
Инструкция по применению
Технология резки предполагает изначальную установку соотношения кислорода и пропана в размере 1 к 10 – т.е. при давлении кислорода 6 атм. давление горючего газа выставляется в пределах 0,6 атм.
Открытие и закрытие подачи газа выполняется в строгой последовательности:
- Открываются на 0,5 оборота вентили кислорода и горючего газа (строго в такой поочередности).
- Поджигается горючая смесь.
- Факел подносится к разрезаемому металлу и путем открытия вентиля добавляется подача кислорода до момента появления режущей струи.
- После окончания работ изначально перекрывается подача горючего газа, а затем – кислорода.
![]()
Рисунок 7. Схема процесса кислородной резки металла
Техника резки после поджига факела предполагает необходимость разогрева участка металла в зоне реза. При покраснении разогретого участка подачу кислорода можно еще немного увеличить. После полного прорезания заготовки горелка перемещается вдоль линии реза. Скорость перемещения резака зависит от толщины разрезаемого металлопроката рабочих характеристик процесса, поэтому определяется индивидуально.
В следующем видео показано, как правильно работать резаком газовым:
Газовый резак своими руками
Мини-горелку для мелких работ (например, плавки и резки медных проводов) можно изготовить и самостоятельно. Для этого понадобится:
- 2 большие капельницы;
- баллончик с газом для заправки обычных зажигалок;
- игла, используемая для накачивания мячей;
- ниппель;
- компрессор;
- аквариумный насос;
- медный провод;
- паяльник с расходниками;
- надфиль.
Инструкция по сборке:
- Игла от капельницы сгибается под углом примерно 60°, острый конец затачивается.
- В боковой части иглы для мячей делается отверстие, в которое пропускается согнутая игла от капельницы с выступом конца примерно на 2 мм.
- Оставшееся отверстие обматывается медной проволокой и хорошо запаивается.
- На окончаниях игл крепятся трубки из капельниц.
- К толстой игле подводится газовый баллончик, к тонкой – компрессор.
![]()
Фото. Внешний вид самодельного мини-резака
Регулирование подачи газа выполняется пластиковыми перемычками, установленными на трубках от капельниц.
Советы специалистов по работе с резаком
Опытные резчики советуют всегда пользоваться качественными средствами индивидуальной защиты:
- специальные очки;
- перчатки (рукавицы), куртка и штаны с огнеупорными свойствами;
- специальная рабочая обувь.
Рабочее место тоже должно быть правильно обустроено. Расположение баллонов с газами – на расстоянии 5 м от проведения огневых работ. Мастерская должна хорошо проветриваться, пол – бетонный или земляной. Пламя газокислородной горелки должно располагаться фронтально относительно рукавов подачи газа. Шланги не должны мешать проведению работ.
Также важно иметь в наличии вспомогательный инструмент и приспособления для разметочных работ – карандаш (мел), рулетка, угольник, линейка. Для поджига пламени понадобится специальная зажигалка, которая у резчика должна быть всегда под рукой.
По окончанию работ нужно внимательно осмотреть рабочее место, чтобы случайно не наступить на кусок расплавленного металла, который способен прожечь даже толстую подошву ботинок. Вырезанные заготовки металла обычно оставляют остывать в естественных условиях, но при необходимости допускается принудительное охлаждение водой – это надо выполнять аккуратно, чтобы горячие брызги не попали на кожу.
Газокислородная резка металла
![Газорезчик]()
Газокислородная резка металла – это процесс основанный на интенсивном окислении металла в струе кислорода и удаление давлением струи окислов с зоны реза. В процессе резки нагрев металла происходит до температуры его плавления.
Кислород выступает в качестве окислителя. Вступая в реакцию с нагретым металлом, кислород вызывает его окисление и немедленное выгорание. Расплавленные окислы металлы выдуваются из зоны реза.
Оборудование для газовой резки
Для выполнения данного вида работ необходимо иметь следующее оборудование:
Газокислородный резак.
![Газовый резак]()
Резак для газовой резки является самым главным оборудованием для разрезания металлов. На сегодняшний день большинство резаков являются инжекторными. Они способны разрезать метал толщиной до 300 мм. По устройству резак похож на газовую горелку. Но в отличии от неё, имеет дополнительную трубку для подачи кислорода в инжекторную камеру. В этой камере происходит смешивание кислорода с горючим газом. Также для кислорода на резаке предусмотрен дополнительный вентиль. Он служит для регулировки подаваемого кислорода.
Баллон с горючим газом.
В качестве горючего газа для резки металлов применяют пропан. Можно применять ацетилен, но для порезки это сильно дорого. Пропан имеет температуру горения ниже, чем ацетилен, но его всё равно достаточно для прорезки конструкционных сталей.
Баллон с кислородом.
Хранит кислород в газообразном состоянии.
Редуктор.
![Редуктор с манометрами]()
Служит для понижения величины давления кислорода или горючего газа. Устанавливается на баллон вместе с манометром и служит для регулировки давления газа при газовой резке. Для кислорода свой редуктор, для горючего газа – свой. Перепутать их невозможно поставив не на тот баллон, так как они имеют разную резьбу.
Манометр давления.
Устанавливается на редуктор. Манометр служит для контроля регулируемого давления кислорода или горючего газа.
Рукава
Рукава для газовой резки, представляют собой резиновые шланги из плотной резины. Нельзя ставить на кислород рукава для горючего газа, так как они рассчитаны под разное рабочее давление. Так же имеют разную резьбу.
Предохранительные затворы.
![Предохранительные затворы]()
Служит для защиты сварочных рукавов, а также защищает баллоны от обратного удара. Не даёт пламени пройти через рукава и попасть внутрь баллона. Устанавливается между баллоном и резаком на каждый рукав.
Технология газовой резки металла
Под технологией газовой резки, подразумевается комплекс последовательных действий, к которым относится:
Подготовка поверхности металла к порезке.
Перед тем как приступить к процессу резки, следует выполнить зачистку поверхности разрезаемого металла. Необходимо удалить окалину, ржавчину и других загрязнения. Зачистить поверхность можно металлической щёткой. Ширина зачистки участка в месте реза около 30-50 мм.
Порядок зажигания резака.
Все вентили на резаке должны быть закрыты. С начало необходимо открыть вентиль с кислородом. Следом открывается вентиль горючего газа. На расстоянии от мундштука подносится зажженное пламя. Будьте осторожны. В момент зажигание, пламя резака уже насыщенно кислородом и сразу будет иметь высокую температуру. Берегите пальцы. Отрегулируйте пламя с помощью двух вентилей на резаке.
Начало резки.
Расстояние от сопла до металла.
Для качественной резки, прежде всего необходимо, чтобы ядро пламени находилось на расстоянии 2-3 мм от поверхности металла. В процессе резке рекомендуется на протяжении всего процесса выдерживать это расстояние. Для выполнения прямолинейных резов есть возможность использование дополнительных тележек прикрепляемых к резаку. Для резки толстолистового проката толщиной свыше 80 мм расстояние от мундштука до металла необходимо увеличивать в двое.
Положение резака при резке.
При резке металла толщиной до 50 мм резак необходимо держать под углом 20-30º в сторону, обратную движению.
Скорость резки.
Соблюдение оптимального режима скорости очень важно. При маленькой скорости резки происходит интенсивное оплавление кромок разрезаемого металла. Большая скорость приведёт к не полному прорезанию поверхности металла.
В таблице ниже будут приведены приблизительные данные по скорости резки слали в мм/мин:
Толщина разрезаемой стали в мм
Расход горючего газа
![Пропановые баллоны]()
Расход горючего газа напрямую зависит от толщины разрезаемого металла. Другими словами, чем толще метал, тем естественно больше расход газа.
В таблице ниже будут приведены приблизительные данные по расходу горючего газа:
Давление газа при газовой резке и расход кислорода
В таблице ниже будут приведены данные по давлению режущего кислорода:
Толщина разрезаемой стали в мм 5 10 25 50 100 200 250 300 3 — 3,5 4 — 4,5 4 — 4,5 6 — 7 8 — 11 10 — 11 10 — 12 12 — 14 В таблице ниже будут приведены данные по расходу кислорода при газовой резке металла:
Толщина разрезаемой стали в мм 2 25 50 100 200 300 2,6 — 3,0 4,5 — 5,0 7,5 — 8,5 13,0 — 18,0 28,0 — 32,0 38,0 — 40,0 При окончании работы.
Закрывается резак в обратной последовательности. Прежде всего, необходимо перекрыть подачу кислорода, а только затем перекрывается горючий газ.
Основные условия газокислородной резки
Не все металлы поддаются кислородной резке. Вот необходимые условия без которых не сможет произойти процесс газокислородной резки:
![Процесс газовой резки]()
- Температура плавления металла должна быть выше, чем температура его воспламенения в кислороде. Что такое температура воспламенения? Температура воспламенения – это температура нагрева, при которой металл начинает окисляться.
- Температура плавления окислов металла должна быть ниже, чем температура плавления самого металла. Иначе окислы не дадут металлу окислиться. Самым известным таким металлом является алюминий. Температура плавление его окисной плёнки около 2050º С, что выше температуры кислородного пламени.
В таблице ниже будут приведены температуры плавления различных металлов:
- Температура выделяемая при сгорании металла должна обеспечивать непрерывный процесс резки.
- Разрезаемый металл не должен иметь слишком большую теплопроводность. Иначе тепло выделяемое для нагрева металла будет отводиться от зоны реза. Такие металлы: алюминий и медь.
- Окислы образуемые в процессе резки должны свободно выдуваться с зоны реза.
- Химические элементы, находящиеся в металле не должны затруднять резанье и способствовать закалке металла.
Техника безопасности при газовой резки стали
Процесс резки стали сопровождается рядом опасных факторов: возгорание, взрыв и т.д. Следует придерживаться следующим правилам:
Читайте также: