Где можно загнуть листовой металл
Обновлено: 27.09.2024
Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
Точная гибка листового металла до 6 метров в Москве
Один из самых известных способов обработки металлического листа - его сгибание. Таким образом можно получить как завершенную деталь (например, профнастил), так и заготовку для дальнейшей обработки. Современное оборудование позволяет предприятиям проводить гибку листового металла до 6 метров без использования технологии резки.
Услуги гибки листового металла
Гибка помогает листу обрести форму любого профиля, в том числе и сложного. Казалось бы, этого же эффекта можно добиться еще одним способом: сварить металл. Однако на такой процесс уйдет в разы больше времени. Сварка приводит к образованию швов, которые намного ослабляют прочность конструкции. А изделие, изготовленное сварным способом, выглядит не так аккуратно, как полученное в результате гибки.
Гибка листового металла 6 метров
Возможности технологии во многом зависят от длины листа и потенциала оборудования. Гибка листового металла 6 метров без его разделения - сложный процесс. Но если предприятие обладает необходимыми мощностями, собственной производственной базой, а его оборудование имеет высокий технический уровень изготовления проката, обработка листов такой длины не является проблемой. Потенциал нашего гибочного производства очень широк, и если у вас есть шестиметровый листовой прокат, задача будет выполнена.
Гибка листа
Суть листогибочных работ заключается в том, что они превращают плоское изделие в пространственное, “живущее” уже в трех плоскостях, и придают ему разнообразные формы. Гибка 6-метрового листа обычно выполняется без нагрева, холодным способом. Термическое воздействие может потребоваться только в случаях, если прокат имеет большое сечение. Или когда сырье, из которого он изготовлен, обладает низкой пластичностью. Самыми сложными в обработке сгибанием считаются титановый прокат, дюралюминий и стальные сплавы с включениями марганца и кремния.
Гибка листового металла листогибочным станком
Промышленным способом гибка листа 6 м длиной проводится на специальных устройствах - листогибочных станках. Эти устройства значительно различаются по функционалу и способу воздействия на заготовку.
Главными составляющими ротационного станка являются валки. Они помогают заготовке приобрести скругленную форму. На простейших машинах валки могут приводиться в движение ручным способом, в более сложных этот процесс осуществляет автоматика.
Для несложных видов гибки можно использовать устройство с более простым механизмом Оно включает две плиты - статичную и поворотную - и прижимную балку. Однако обработать листы большой длины на этих устройствах затруднительно.
Простой сгиб, и опять же для заготовки небольших размеров, может выполнить пресс, работа которого основана на пневматическом или гидравлическом усилии. Изгиб листа осуществляют две рабочие части - матрица (неподвижный элемент) и пуансон (подвижный). Таким станочным способом можно обрабатывать листы большой толщины.
Основные методы гибки листового металла
- пластичность, то есть определяют его способности к деформации;
- возможность образовать угол необходимой величины без растрескивания;
- способность получить сложный контур изгиба.
Преимущества гибки листового металла
- по-прежнему монолитное изделие, не имеющее швов;
- при правильном выполнении работ - не имеющее ни внешних, ни внутренних дефектов;
- деталь, внешний вид которой не испорчен никакими сварными швами;
- такую же прочную, как до гибки, и с не меньшим сроком эксплуатации.
Где применяется гибка листового металла
Спектр использования гнутых деталей практически не ограничен. Их можно встретить в салоне по производству мебели, в автомастерской, в строительстве, в монтаже металлоконструкций, в производстве дверей, в машиностроении. Без них не смогли бы полноценно работать такие отрасли, как судо- и самолетостроение, сборка электроники и многие другие.
Цены на гибку листового металла
- разновидность проката (черный, цветной металл, сплав);
- количество гибов листа и их форма,
- избранная методика,
- толщина листа,
- сопутствующие услуги (по выбору заказчика).
Виды приемов гибки металла
Простейшие приемы гибки подразумевают образование на листе одного или двух углов (одноугловая или двухугловая гибка). По форме профиля их также называют V-образной и П-образной. Для получения большего количества углов необходима уже многоугловая гибка. И, наконец, для образования не углов, а скругленных форм применяется гибка по радиусу, или закатка.
По характеру усилия, которое прикладывается к листу, гибка листового металла 6 метров может быть свободной и с калибрующим ударом. Различается она и по количеству переходов, то есть усилий, приложенных для выполнения одного сгиба. Пластичным металлам хватает однократного усилия, непластичным требуются два и даже три, в особо трудных случаях - с нагревом.
Прайс-лист на гибку листовых заготовок
В отличие от многих других площадок, работающих только по договорным ценам и не указывающим в своих прайс-листах точных сумм, мы публикуем конкретные расценки за эту услугу. Правда, уточним, что это средние суммы. Если вы поручаете нам заказ повышенной сложности или очень срочную работу, стоимость проекта может увеличиться. При выполнении больших объемов в комфортные сроки мы можем порадовать вас скидкой.
Особенности гибки листовой заготовки
Самая сложная задача даже для специалиста, осуществляющего гибку 6-метрового листа, - “нащупать” баланс напряжения и деформации в конкретном листе конкретной толщины, изготовленном из определенного металла. В процессе сгибания - неважно, ручным способом или станочным, - на лист попеременно оказываются два воздействия: сперва упругое, а затем пластическое. Таким образом в листе происходит сжатие внутренних слоев и растяжение наружных. Пограничный, или нейтральный, слой становится “золотой серединой между ними. Умение его находить - “пропуск” к безвредной для металла гибке.
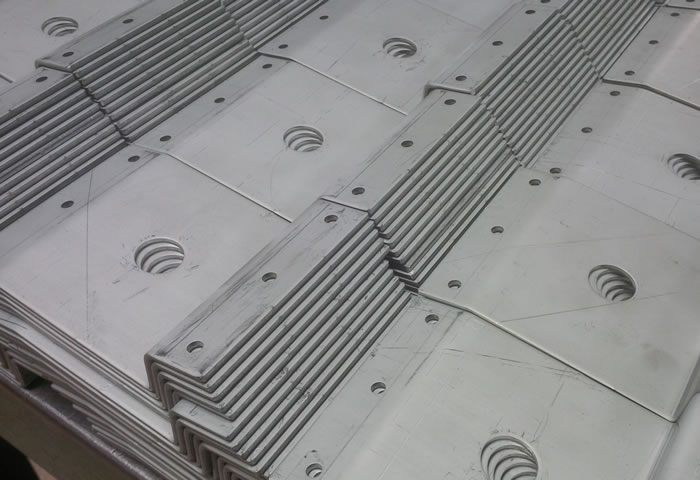
Примеры работ по гибке заготовок
В том, что наши мастера справляются с гибкой листа 6 метров без труда, вы убедитесь, если посмотрите образцы гнутого проката и изделий из него в разделе “Примеры работ”. Наша галерея регулярно пополняется новыми образцами. Оценив фото и видео к статье, вы на живом примере убедитесь, что лучше несколько раз согнуть, чем пару раз сварить.
Гибка листового металла в Москве
Особое значение гибка металла 6 метров имеет для столицы, в которой активно развиваются все виды промышленности - от тяжелой до легкой. Московские производства предъявляют к гнутым заготовкам повышенные требования: им нужен прокат высокого качества, полностью совпадающий по пропорциям с чертежами. Эту задачу можно решить только на автоматическом оборудовании. Наши станки отличаются не только точностью, но и большой производительностью.
Результат пробивки и гибки листового металла
Гибка металла до 6 метров - не единственная операция, которую можно выполнить для такого габаритного проката. Кроме нее существуют пробивка, вырубка, резка. Да и сама гибка может быть разной: например, совмещенной с растяжением (обычно используется для получения изделий с большим радиусом). Результатом всех этих действий становится уже не заготовка, а практически завершенная деталь, которая может использоваться в монтаже или сборке.
Лазерная резка и гибка оцинкованной стали, листов
с порошковой покраской
Свои нюансы обработки есть у металла с оцинкованным покрытием, а также у окрашенного порошковым способом. Цинковый и полимерный слои обладают достаточной ударной прочностью и стойкостью к деформированию покрытия, но могут быть повреждены при механической резке. Поэтому для таких изделий обычно выбирают резку лазерным лучом, проходящую для металла с покрытием практически “безболезненно”.
Заказать гибку металла любой сложности в Москве и области
Вам требуется высокоточная гибка листового металла до 6 метров? Мы выполняем ее, используя самые передовые технологии в области металлообработки и проектирования металлоконструкций. Сомневаетесь, что ваши листы можно согнуть без потерь? Наши технологи предотвратят любые риски порчи материала. Работать с нами не только выгодно, но и очень безопасно. Обращайтесь!
Гибка металла
Осуществляем промышленную гибку листового металла — на автоматических листогибочных станках с ЧПУ.
Доставка готовой продукции собственным транспортом по Москве, Московской области, регионы РФ и Республику Беларусь!
Гибка листового металла листогибочным станком
Производственные мощности нашего оборудования позволяют производить гибку листового металла из черного проката и нержавеющей стали по параметрам заказчика.
Информация об услуге
Области применения гнутого листа
Для увеличения жесткости металлических конструкций применяют различные конфигурации изогнутого листа а в частности уголок гнутый.
Он также используется для строительства вентилированных фасадов и во многих других областях.
Угол гнутый получают из холодного листа металла путем гибки на листогибочном оборудовании.
Варианты изготовления гнутого уголка:
- — Полоса металла укладывается на нижний стол с матрицей. Под действием гидравлики сверху двигается пуансон. Прикладывая давление, происходит получение угла гнутого. — Лист металла пропускается через вальцы. Постепенно сдвигая их при каждом проходе, получают угол гнутый. При таком методе гибки можно получать поверхности разной формы: цилиндрические, сферические, конусные и другие.
Основным условием при получении уголка гнутого является отсутствие изменений
свойств металла при обработке. Как первый, так и второй способ оставляют
структуру металла на местах сгиба неизменной. При этом лист металла может иметь
толщину до 10 мм.
Технические возможности листогибочного станка
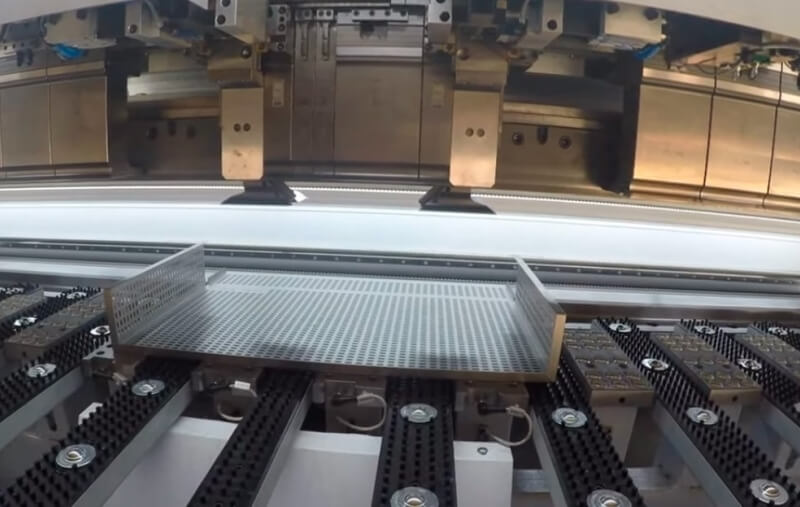
Галерея производства
Основные виды гибки металла
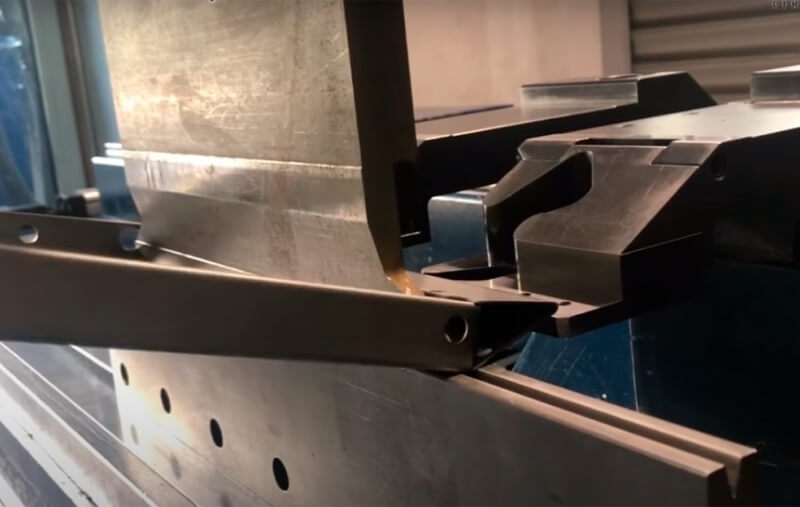
Гибка листового металла на гидравлическом прессе.

Гибка листового металла представляет собой процесс обработки стального листа, в процессе которого им придается необходимая форма.
Стальной лист укладывают на гибочные матрицы нижнего стола. Стальной лист может иметь различную толщину до 10 мм и длину до 6 метров в зависимости от назначения. Под действием поршней цилиндров установленных на верхнем столе пуансоны приближаются к листовому металлу, уложенному на матрицах нижнего стола. После контакта пуансона с листовым металлом сила давления начинает увеличиваться, и пуансон задавливается в металлический лист или в листовой металл , деформируя его вначале в области упругой деформации, а затем в области пластической деформации, что позволяет получить определенный изгиб листового металла. Все те слои металла, что располагаются вдоль оси изгиба, по своим размерам остаются неизменными, поэтому все расчеты проводятся именно с ориентировкой на данные слои металла.
Гибка листового металла на вальцах.

Известно много способов гибки заготовок в холодном и горячем состояниях. В основном используется гибка металла в холодном состоянии на гибочных машинах, листогибочных гидравлических прессах и трех- или четырех-валковых листогибочных вальцах.
На листогибочных вальцах выполняют вальцовку листовой стали для образования цилиндрических, конических, сферических и седлообразных поверхностей и кольцевую гибку (вальцовку) .На роликогибочных станках производят вальцовку уголков, швеллеров, труб и двутавровых балок. Во избежание структурных изменений, появления значительного наклепа и полной потери пластических свойств стали, при холодной гибке заготовок, остаточное удлинение не должно выходить за границы предела текучести. При изготовлении гнутых профилей на листогибочных прессах внутренние радиусы закруглений для конструкций из углеродистой стали, воспринимающих статическую нагрузку, должны быть не менее 1,2 толщины листа, а для конструкций, воспринимающих динамическую нагрузку, не менее 2,5 толщины листа. Для листовых деталей из низколегированных сталей минимальные значения внутренних радиусов закругления должны быть на 50 % больше, чем для углеродистой стали.

Листогибочные вальцы имеют три или четыре горизонтальных валка, на которых гнут листовую сталь, максимальная ширина которой 2100—8000 мм при максимальной толщине 20—50 мм. Наибольшее распространение имеют трехвалковые вальцы с пирамидальным расположением вальцов . Два приводных нижних валка вращаются в одном направлении. Верхний валок перемещается по высоте и вращается в результате трения между валками и изгибаемым листом. Один подшипник верхнего валка может откидываться в сторону, для того чтобы можно было извлечь согнутую деталь. Перед гибкой листовых деталей цилиндрической формы подгибают оба торца листа на подкладном листе. Подкладной лист должен иметь ширину, в 2 раза превышающую расстояние между осями нижних валков, а радиус гибки должен быть меньше на 10—17 % радиуса гибки детали с учетом упругой деформации стали. Толщина подкладного листа обычно принимается 25—30 мм, однако она должна быть не менее 2-кратной толщины вальцуемого листа, а мощность вальцов должна быть достаточной для гибки листа в 3 раза больше, чем вальцуемый. После подгибки подкладной лист снимают и приступают к вальцовке, для чего листы пропускают через вальцы несколько раз в обоих направлениях. Степень изгиба листа регулируется подъемом или опусканием верхнего валка .
Оба способа позволяют выполнять гибку листа до 6 метров, металл может быть при этом как черный, так и нержавеющий. Большим преимуществом уголка гнутого можно считать возможность изготовления с самыми различными размерами полок. Уголок может быть симметричным, но возможно производства разнополочного с заданными параметрами.
Гибка стального листа в основном применяется для изготовления деталей различных форм методом холодной гибки(пример: гнутый уголок, гнутый швеллер и др.)
Ваш запрос успешно отправлен.
В ближайшее время наши менеджеры свяжутся с Вами.
Гибка металла – востребованная услуга. Она заключается в придании металлическому листу необходимой объемной формы посредством деформации, с применением пуансона и матрицы. По этой технологии производятся многие объемные изделия. В зависимости от условий гибки, она бывает горячей и холодной. Большее распространение получила холодная гибка, услуги которой и предоставляет наша компания.
На оборудовании ООО «ПРОМЭКС» ежемесячно:
- выполняется ≈ 2 млн. гибов;
- производится свыше 800 000 деталей;
- из них ≈ 10 000 – абсолютно уникальные.
Лучшая цена без колебаний – от 4 рублей за гиб
Мы более 7 лет удерживаем стабильно низкие цены на оказываемые услуги металлообработки. Для этого мы обновили свой парк оборудования высокоскоростными станками, внедрили в операции гибки новые технологии и оптимизировали производственный процесс. ООО «ПРОМЭКС» – крупнейший потребитель инструментов для листогибочных станков в годовом исчислении. Ежедневно мы совершенствуемся и создаем все более привлекательные условия сотрудничества.
Факторы, влияющие на сроки и стоимость гибки листового металла:
- Толщина листа. Для гибки толстых листов нужно больше усилий. При обработке толстолистового металла замедляется опускание балки станка и возрастает общее время операции.
- Длина гиба. От этого фактора зависит число применяемых гибочных инструментов. С увеличением длины гиба возрастает износ инструментов, что неизбежно влияет и на стоимость услуги.
- Масса детали - влияет на время металлообработки.
| Толщина от, мм | Толщина до, мм | Длина от 0 мм | Длина от 501 мм | Длина от 1001 мм | Длина от 2001 мм | Длина от 2701 мм | Длина от 3201 мм |
|---|---|---|---|---|---|---|---|
| 0 | 2,5 | 4,00 | 5,00 | 7,00 | 10,00 | 20,00 | 40,00 |
| 2,51 | 5 | 6,00 | 9,00 | 12,00 | 15,00 | 30,00 | 80,00 |
| 5,01 | 9 | 10,00 | 15,00 | 20,00 | 25,00 | 40,00 | 120,00 |
| 9,01 | 12 | 15,00 | 20,00 | 30,00 | 40,00 | 60,00 | 150,00 |
| 12,01 | 16 | 30,00 | 50,00 | 70,00 | 90,00 | 300,00 | |
| 16,01 | 20 | 50,00 | 100,00 | 300,00 | 500,00 | ||
| Наши цены НЕ зависят от марки материала. | |||||||
Добавочная стоимость на гибку - зависимость цены от массы детали.
| Масса от, кг | Масса до, кг | Цена, руб |
|---|---|---|
| 17 | 20 | 30,00 |
| 20 | 40 | 90,00 |
| 40 | 60 | 120,00 |
| 60 | 80 | 180,00 |
| 80 | 100 | 300,00 |
| 100 | 120 | 600,00 |
| 120 | 140 | 1200,00 |
| 140 | 160 | 1400,00 |
| 160 | 200 | 4000,00 |
Как сделать заказ
Мы выполняем холодную гибку металла. Она делится на 2 типа:
Свободная (V-образная) гибка
Этот вариант – самый популярный. Выполняется с помощью универсального инструмента: матрица обычно размещается в нижней части пресса, а пуансон фиксируется на балке. Именно пуансон оказывает давление на обрабатываемый лист металла и в тандеме с матрицей выполняет заданные гибы. При сгибании металла пуансон размещается во внутренней области угла гиба, а с внешней стороны находится матрица.
Метод свободной гибки мы применяем для металлических листов толщиной 0,5–16 мм, но точный диапазон толщин зависит от марки металла.
Доступные для этой технологии углы гиба – от 28–30 0 до 170–178 0 . Возможно получение и меньших углов, если дополнительно оснастить матрицу инструментом для плющения. Это позволяет дожать угол гиба до величин менее 28 0 . Плющению подлежит листовой металл толщиной 0,5–2,5 мм.
При мелкосерийном производстве выгодно применять свободную гибку, поэтому наши конструкторы отдают ей предпочтение при расчете заказов. Благодаря такому подходу мы устанавливаем на гибку листового металла привлекательные цены, одни из самых низких в стране.
Калибровка (штамп)
Способ калибровки менее востребован из-за более высокой стоимости услуги. Она обусловлена применением особого штампующего инструмента. Специально для выполнения конкретной операции гибки производятся отдельные матрица и пуансон. Изготовление специальной оснастки ощутимо отражается на цене изделий. Поэтому по технологии калибровки рационально производить средние и крупные серии продукции.
Преимущества этого метода:
- Возможность выполнения на 1 пресс совокупности гибов, в т. ч. получение Z-гиба с малым плечом (4–5 мм).
- Применимость на узкой области заготовки. К примеру, если нужно изготовить швеллер 30х10х30 мм, свободная гибка задачу не решит.
- Точность. Калибровка позволяет получать высокоточные детали из листового металла.
Гибка металла любой сложности
Тонкости технологии
Металлы для гибки
- Черные металлы. Повсеместно их широко используют для изготовления гибочных деталей. Причина такой популярности – в минимальной стоимости получаемой продукции. Преимущественно для гибки применяются стали низко- и среднеуглеродистых марок.
- Оцинковка. Отличается от черных металлов наличием цинкового покрытия. Нанесенный слой цинка выполняет защитно-декоративные свойства. Он оберегает материал от коррозии и придает ему привлекательный вид, позволяя обойтись без покраски.
- Нержавейка (стальные сплавы с содержанием никеля) Многие ее марки допускают гибку. Станки «ПРОМЭКС» позволяют обрабатывать листы этих марок в диапазоне толщин 0,5–12 мм. По сравнению с обработкой черных металлов, для сгибания никельсодержащих сплавов нужно прикладывать больше усилий. Поэтому есть ограничения по обработке длинных заготовок.
- Сплавы алюминия. Они сложны и требовательны в обработке, но огромный опыт наших специалистов позволяет успешно гнуть алюминиевые листы. При их обработке применяются матрицы с широкими ручьями, чтобы не допустить разрывов материала в области сгиба. Уделяется внимание и другим нюансам, включая возраст материала: чем он старше, тем сложнее гнется.
- Медь. Мы используем для гибки медь 6 видов, толщиной 0,4–10 мм.
- Латунь. Гнем листы некоторых марок, в диапазоне 0,5–10 мм.
- Титан. Преимущественно сгибаем тонкие листы, в пределах 0,5–3 мм.
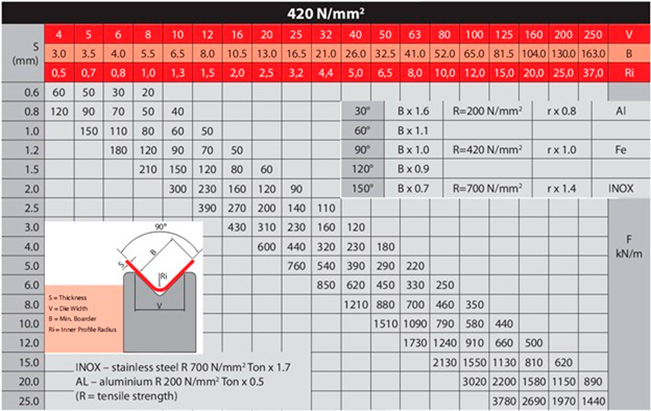
«Правило 8» или формула идеальной гибки
Чтобы избежать дефектов в области сгиба, матрицу нужно брать в 8 раз толще, чем сама заготовка. Так, для листа толщиной 1 мм берем V8, для листа 1,5 мм нужна матрица V12 и т.д. При неправильном выборе матрицы, особенно при обработке цветмета, в области сгиба появляются микротрещины и разрывы.
Для некоторых материалов холодная гибка категорически не подходит. В их числе углеродистые стали 40 и 45, класс инструментальных сталей, латунь ЛС5-1, алюминиевые сплавы Д16, Д16БТ, АМг5 и АМг6.
Расположение волокон в цветных металлах
Этот фактор имеет значение при обработке медных, латунных, алюминиевых и титановых заготовок. Раскрой таких материалов нужно производить с учетом правильного направления волокон в листе. Линии будущих сгибов рекомендуется размещать перпендикулярно волокнам. Иначе возрастает риск порыва заготовок в процессе гибки.
Гибка листового металла длиной до 4 метров, толщиной до 16 мм на прессах AMADA. Сложные гибы. Выполняем заказы точно в срок!
Rimax — качественное оборудование, профессиональный подход.
Виды, толщины и геометрия материала гибки
ООО «Римакс Групп» предлагает гибку листовых заготовок по чертежам заказчика длиной до 4000 мм толщиной до 16 мм в Москве, Московской области и по всей РФ по привлекательной цене. Материал гибки - черная и нержавеющая сталь, алюминий и его сплавы. Наибольший интерес вызывает гибка металла заказчикам в городах: Балашиха, Мытищи, Люберцы, Электросталь, Королев и Орехово-Зуево.
Максимальное усилие прессов при гибке составляет 220 тонн.
ПРОЕКТИРУЕМ РАЗВЕРТКИ ДЛЯ ГИБКИ "С НУЛЯ" по Вашим эскизам, чертежам и ТЗ (техническим заданиям). ГОТОВЫ ПРЕДЛОЖИТЬ РАДИУСНУЮ ГИБКУ согласно Вашему ТЗ. В случае отсутствия необходимого инструмента спроектируем и изготовим гибочный инструмент под Ваше изделие.


Требования к входящей документации:
Для изготовления деталей (изделий) методом гибки необходимо предоставить развертки на изделия, чертежи на изделия и заявку (спецификацию).
Требования к разверткам:
- — Развертки принимаются в электронном виде в формате DWG или DXF с указанием линии гибов;
- — Контур изделий (деталей) в масштабе 1:1;
- — На контуре должны отсутствовать скрытые разрывы, недоводы, пересечения, точки, короткие штрихи, наложенные линии;
- — Отсутствие сплайнов (прямолинейные участки должны быть отрисованы линиями, криволинейные – дугами);
- — На контуре должны отсутствовать любые линии или точки, не составляющие контур (размерные, осевые, штриховка, надписи и т.д.);
- — Каждая развертка в отдельном файле;
- — Наименование файла должно отражать наименование изделия (детали) и использовать только латинские буквы и/или цифры.
Требования к чертежам:
- — Чертежи могут быть предоставлены в любых графических пакетах, отсканированы, нарисованы от руки (эскизы) в произвольной форме;
- — Чертежи должны быть читаемы, содержать необходимое количество видов, необходимые требования к изделию, материал.
Требования к заявке (спецификации) скачать заявку:
Заявка (спецификация) должна быть представлена в формате Word или Excel и содержать наименование детали (изделия), материал, толщину материала, количество деталей (изделий);
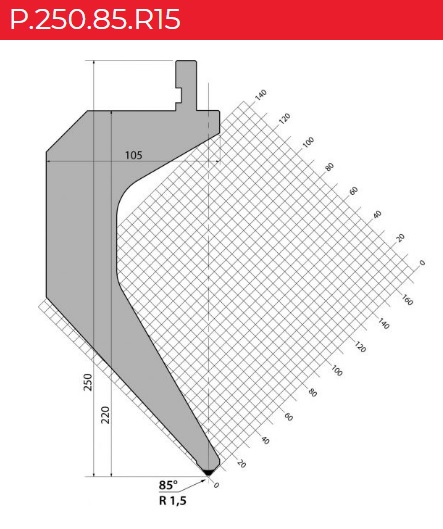
Пуансоны:
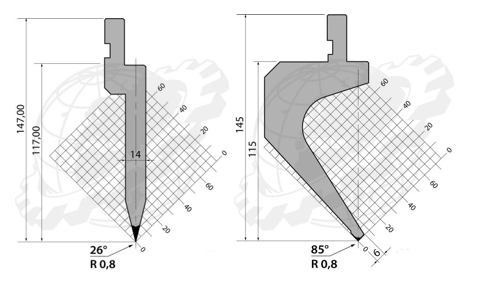
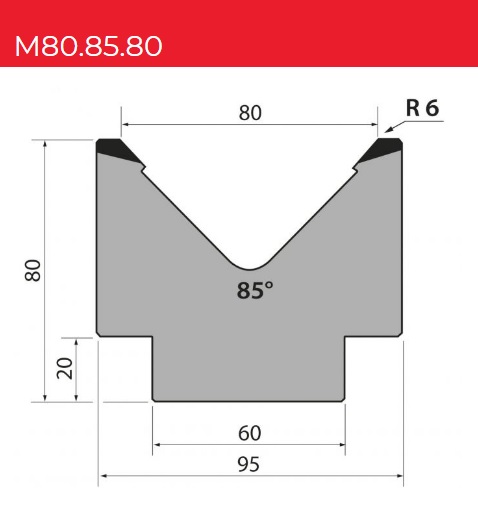
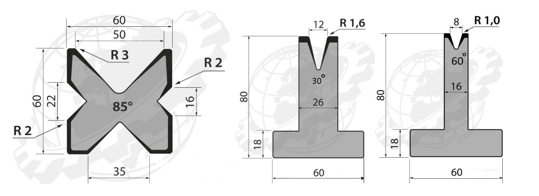
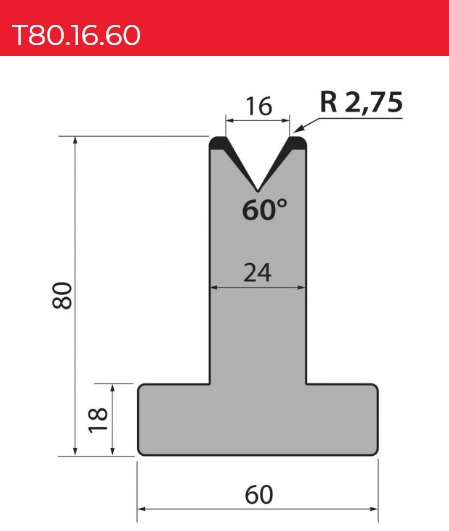
Матрицы:
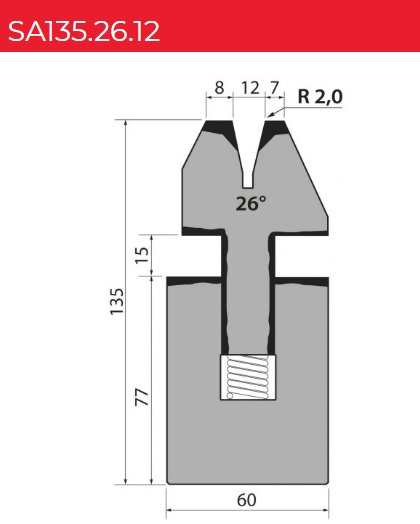
Внизу прилагаем Таблицу гибов. В ней указана информация о радиусах гибки, минимальных полках, требуемых усилиях на тех или иных матрицах:
| Толщина | Радиус | Мин. Полка | Макс Длина | Радиус | Мин. Полка | Макс Длина | Радиус | Мин. Полка | Макс Длина | |
| 1,0 | 8 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 |
| 1,2 | 8 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 |
| 1,5 | 8 | 1,3 | 6,5 | 4200,0 | 1,3 | 6,5 | 4200,0 | 1,3 | 6,5 | 4200,0 |
| 12 | 1,9 | 9,5 | 4200,0 | 1,9 | 9,5 | 4200,0 | 1,9 | 9,5 | 4200,0 | |
| 2,0 | 12 | 1,9 | 10 | 4200,0 | 1,9 | 10 | 4200,0 | 1,9 | 10 | 4200,0 |
| 2,5 | 16 | 2,6 | 13 | 4200,0 | 2,6 | 13 | 4200,0 | 2,6 | 13 | 4200,0 |
| 3,0 | 22 | 3,5 | 17,5 | 4200,0 | 3,5 | 17,5 | 4200,0 | 3,5 | 17,5 | 4200,0 |
| 4,0 | 35 | 5,6 | 27 | 4200,0 | 5,6 | 27 | 4200,0 | 5,6 | 27 | 4200,0 |
| 5,0 | 35 | 5,6 | 28 | 4200,0 | 5,6 | 28 | 2930,0 | 5,6 | 28 | 4200,0 |
| 50 | 8,0 | 37 | 4200,0 | 8,0 | 37 | 4200,0 | 8,0 | 37 | 4200,0 | |
| 6,0 | 50 | 8,0 | 38 | 4200,0 | 8,0 | 38 | 3250,0 | 8,0 | 38 | 4200,0 |
| 63 | 10,1 | 47 | 4200,0 | 10,1 | 47 | 4200,0 | 10,1 | 47 | 4200,0 | |
| 8,0 | 50 | 8,0 | 40,5 | 2500,0 | 8,0 | 40,5 | 1666,7 | 8,0 | 40,5 | 3125,0 |
| 63 | 10,1 | 49 | 3100,0 | 10,1 | 49 | 2066,7 | 10,1 | 49 | 3875,0 | |
| 10,0 | 80 | 12,8 | 62 | 2700,0 | 12,8 | 62 | 1800,0 | 12,8 | 62 | 3375,0 |
| 100 | 16,0 | 75 | 3700,0 | 16,0 | 75 | 2466,7 | 16,0 | 75 | 4200,0 | |
| 12,0 | 100 | 16,0 | 77 | 2400,0 | 16,0 | 77 | 1600,0 | 16,0 | 77 | 3000,0 |
| 160 | 25,6 | 116 | 4200,0 | 25,6 | 116 | 2900,0 | 25,6 | 116 | 4200,0 | |
| 14,0 | 160 | 25,6 | 118 | 2700,0 | 25,6 | 118 | 1800,0 | 25,6 | 118 | 3375,0 |
| 16,0 | 160 | 25,6 | 120 | 2600,0 | 25,6 | 120 | 1733,3 | 25,6 | 120 | 3250,0 |
Мы также предлагаем дополнительные услуги по разработке и/или доработке разверток, корректировке контуров, разработке и доработке конструкторской документации.
- Обязательно предоставление приходной накладной по форме № М-15 на давальческие материалы и Акта приема-передачи;
- Листы не должны иметь волнистость на поверхности следы ржавчины (коррозии) и заломы;
- Допустимый прогиб листа на длине 4000 мм не должен превышать 60 мм;
- Заготовка должна иметь прямоугольную форму.
Приглашаем дилеров для долгосрочного сотрудничества. Посредникам выплачиваем вознаграждение.
Прайс-лист на гибку листовых заготовок:
Предлагаем прайс-лист на услуги по гибке листовых заготовок. Наши цены действуют с 1 марта 2018 года.
Минимальная стоимость заказа по гибке составляет 5 000 руб. без учета стоимости материалов. Если Заказчик значительно увеличивает объем последующих заказов, то сумма 5 000 руб. включается в качестве скидки в следующий заказ.
Посмотрите информацию о предприятиях, которые оказывают услугу «Гибка листового металла» в соседних регионах. Возможно вы найдете подходящего исполнителя среди них.
Гибка листового металла — это технологическая операция холодного или горячего деформирования плоской заготовки, направленная на получение пространственного изделия нужных параметров формы и размеров. Существует несколько видов гибки листового металла: относительно простые - одноугловая (свободная или V-образная) и двухугловая (П-образная), а также более сложные - многоугловая и радиусная (закатка). Для каждого из видов гибки используется специальное оборудование и технологическая оснастка. Преимуществами данной технологии являются: малая энергоемкость, относительная простота и доступность оборудования. Из недостатков стоит отметить различные искажения формы заготовки в процессе ее изгиба.
Гибка листа в Москве
Изготовление металлических изделий в той или иной степени связано с деформацией металла. Одной из наиболее распространенных операций для этой цели является гибка листового металла.
Что такое гибка листового металла
Под гибкой понимают воздействие на металлическую поверхность, при котором происходит растяжение внешнего слоя прокатного листа и одновременное сжатие внутреннего. В результате получается перегиб металлической заготовки под определенным углом, что ведет к изменению её формы. Способов гнуть лист и создать из заготовки необходимую деталь существует много. Например, для этой цели можно использовать сварку, но по сравнению с любыми другими вариантами обработки металла гибка листа имеет ряд преимуществ:
- Изделия, изготовленные при помощи гибки отличает высокая прочность и долговечность, поскольку место изгиба остается герметичным, а значит, более устойчивым.
- Стоимость гибки значительно меньше, чем цена на сварку или скручивание.
- Процесс гибки прост и не требует больших временных затрат.
- Гибка не влияет на физические и химические свойства металла, оставляя их неизменными.
- Бесшовные детали, обработанные методом гибки, имеют эстетичный внешний вид.
Виды гибки листового металла
Гнуть лист можно двумя способами: вручную и с использованием механической обработки. В первом случае придание заготовке нужной формы происходит за счет применения слесарного инструмента: молотка, тисков, плоскогубцев и т.п. Непременное условие для ручной гибки – толщина листа не должна превышать 0,6 мм. В противном случае необходимо использовать промышленное оборудование. Предприятия, оказывающие услуги по гибке листа для механической обработки крупносерийных и мелкосерийных партий используют пневматические и гидравлические прессы. Классифицируют гибку металла по следующим параметрам:
- В зависимости от вида конечного профиля, который может быть L-образный с одним перегибом, П-образный с двумя перегибами или сложной конфигурации с несколькими перегибами.
- В зависимости от способа приложения усилий. Гибка может быть свободной, когда заготовка располагается между двумя опорными элементами, а давление оказывается на её середину. Вторым вариантом деформации является калибрующий удар. Его отличительной особенностью является наличие пружинистой опоры под заготовкой.
- В зависимости от числа проходов. Параметр целиком зависит от пластичности материала заготовки. Для интенсивного изменения формы листа используют два или три прохода.
Применение гибки листа на предприятии
Технология гибки металла активно используется при изготовлении деталей с точным углом наклона поверхности для изготовления цельных бесшовных конструкций. Гибочная технология носит промежуточный характер. Она лишь готовит элементы для сборки крупных конструкций. На нашем портале собраны предприятия, оказывающие услуги гибки листового металла под заказ в Москве. Они имеют различный опыт работы с данной операцией, скорость и качество выполнения задач. Смотрите на отзывы и выбирайте тех, кто сможет решить именно ваши задачи.
Портал «Металлообработчики» в Московской области:
Читайте также: