Геометрия сверла по металлу
Обновлено: 02.07.2024
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.

Ручная заточка сверла по металлу
Назначение и конструктивные особенности инструмента
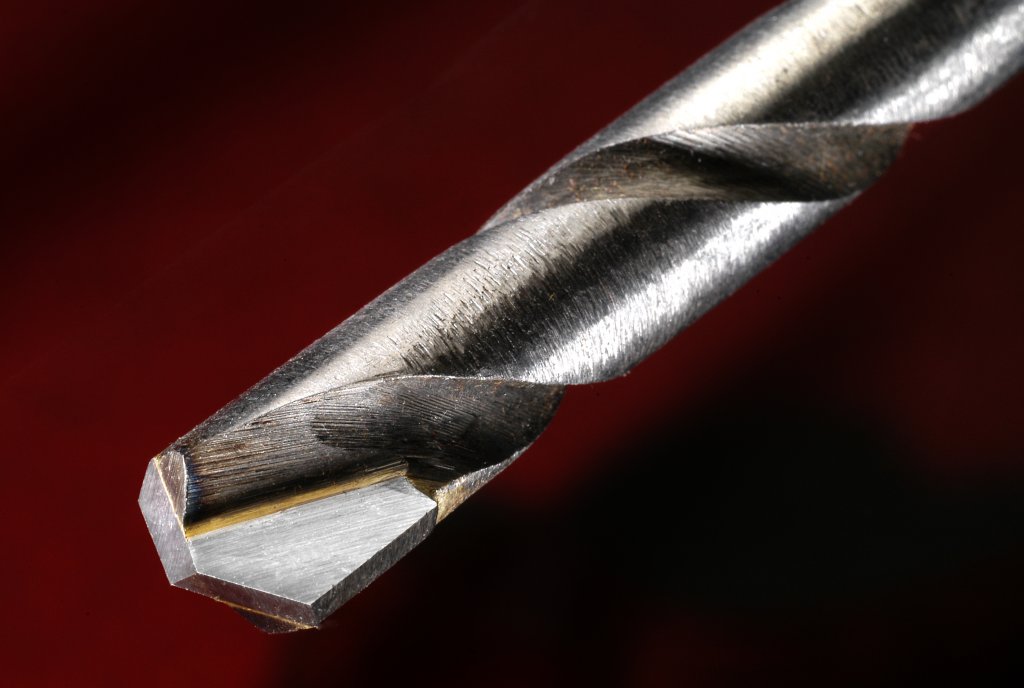
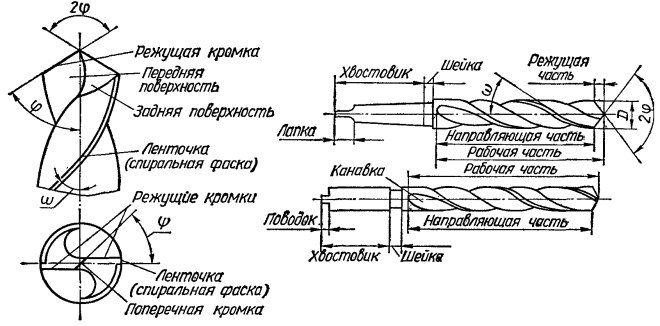
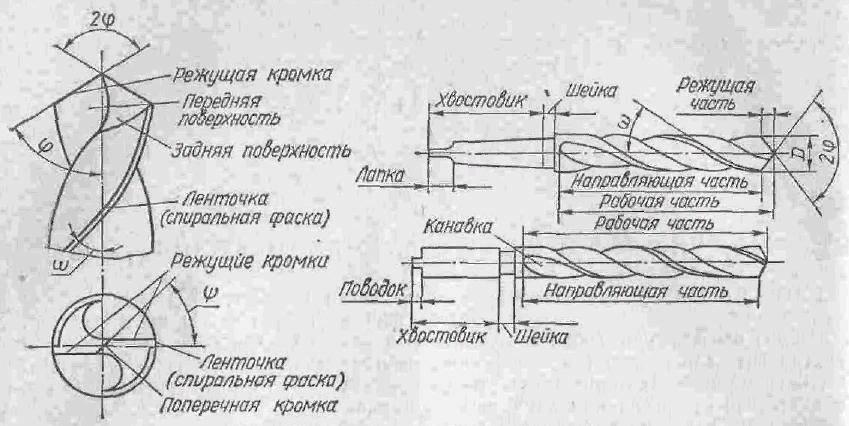
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.
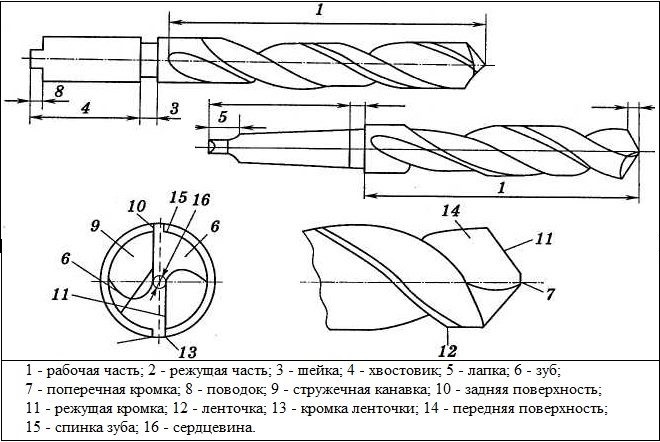
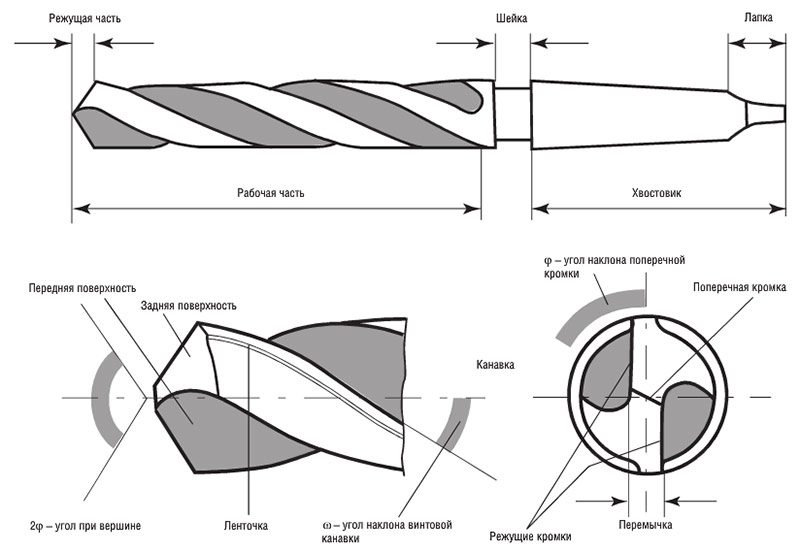
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
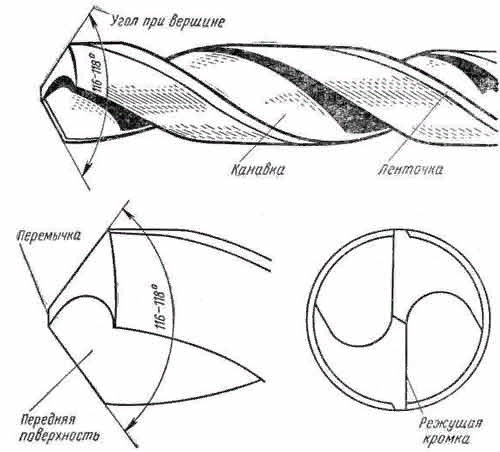
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
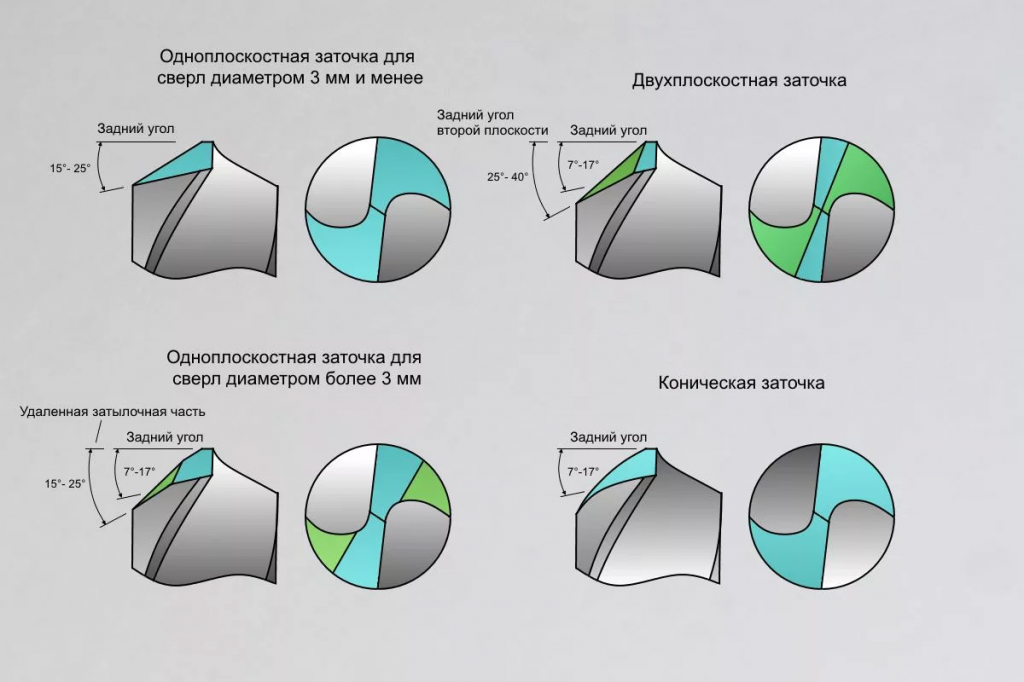
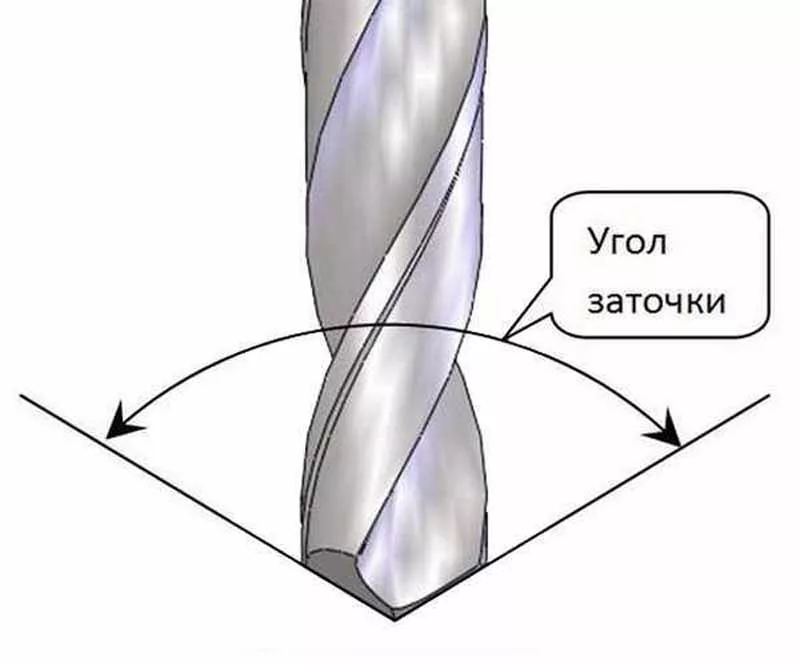
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
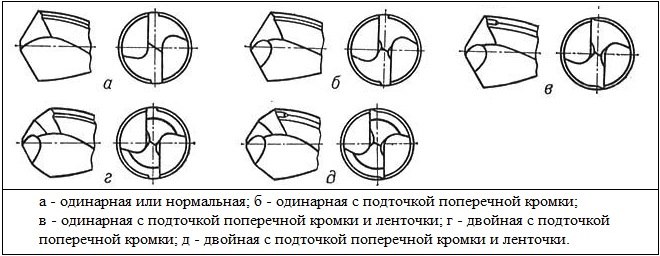
Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
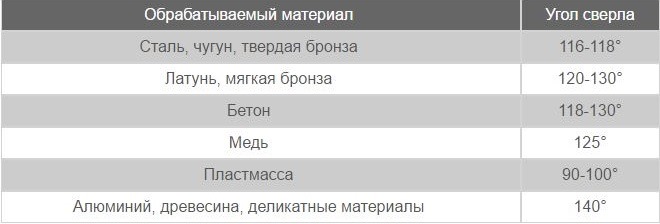
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Выполнение операции
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки. Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом. Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.

Проверка углов заточки с помощью шаблона
Проверить соответствие основных геометрических параметров (в том числе угла заточки) сверла требуемым характеристикам можно при помощи одного шаблона, который несложно приобрести в серийном исполнении или изготовить самостоятельно.
Угол заточки сверла по металлу: таблица правильных значений – под каким уклоном нужно точить инструмент

Признаки, что инструмент затупился
Сперва объясним, почему необходимо следить за состоянием оснастки. Если она плохо заточена, то со временем из-за постоянного механического и термического воздействия она может сломаться прямо в процессе металлообработки. К чему это приведет:
- к порче заготовки, ведь внутри отверстия остается обломок, который затем сложно вытащить;
- к повреждению рук или другого незащищенного участка тела токаря, если осколки разлетятся в стороны.
А вот к чему может привести продолжение обработки с резцом, который уже отработал свой срок эффективности:
- к резкому снижению производительности работы – одна и та же процедура будет занимать в несколько раз больше времени, в результате не будет достигнут окончательный эффект, снизится класс точности металлообработки;
- к повышенному перегреву – во время трения и заготовка, и резец начинают нагреваться, а любой металл имеет температуру, в которой он деформируется;
- к работе «вхолостую», то есть вращательные движения инструмента ни к чему не приведут – это может быть достигнуто только в случае окончательного затупления, наиболее часто происходит с короткими изделиями;
- к заклиниванию всего станка – убирать заготовку сложно, иногда просто невозможно вытащить осколок из отверстия, поскольку он начинает там расплавляться – такой исход наиболее часто ожидает длинные сверла;
- некоторый металл после горения сильно закаляется (реакция трения приводит к изменению физических свойств по причине преобразований во внутренней кристаллической решетке) – его очень трудно затем обрабатывать другими инструментами, по сути, проходит частичный, местный процесс закалки.

Чтобы не допустить таких неприятных последствий, перед каждым новым циклом сверления требуется осматривать всю оснастку на пригодность. Регулярные проверки и слежение за состоянием угла заточки при вершине сверла помогут избежать подобных последствий. Необязательно проводить инструментальный анализ, чтобы понять, что резец стал непригодным. Вот по каким признакам можно определить «на глаз», что он нуждается в затачивании:
- появился явно заметный блеск граней заточки – при закруглении материал блестит, что делает его головку заметнее, она отличается от остальных частей (от хвостовика и основного цилиндра);
- возникновение цвета побежалости режущего инструмента – он может стать, например, черно-синим, такой эффект получается из-за сильного изменения температуры, аналогичный процесс с оттенком металла вы можете заметить у отходящей металлической стружки при резке;
- нагрев в процессе работы – безусловно, он будет происходить и при самом остром сверле, но во время эксплуатации заступившегося это будет в несколько раз заметнее;
- увеличение усилий при использовании для аналогичной процедуры – особенно актуально при сверлении ручным инструментом (электродрелью), потому что подача осуществляется не механизмом, а непосредственно самим человеком, то есть мастер просто будет сильнее давить на прибор;
- скрипящий звук уже свидетельствует о том, что заточка не поможет – такой резец стоит просто выкинуть, он сточился до неисправного состояния;
- грубой оценкой можно считать пальпацию пальцем, под подушечкой будет чувствоваться круглый край – острота кромки очень легко определяется, но человек, который мало знаком с точением, не всегда с первого раза сделает правильный вывод;
- на режущей поверхности могут появиться различные дефекты – сколы, заусенцы и пр., притом что ранее при этих же составляющих (станок, металл, сверло, мастер) все было отлично;
- можно увидеть износ, если использовать увеличительное стекло.

Дадим совет, на что обратить внимание в особенности. В самую первую очередь в любом сверле становится непригодной к использованию центральная часть и крайние угловые кромки, потому что они испытывают наибольшее термическое воздействие. После нагрева сталь становится мягче, проще деформируется. К тому же, чем шире радиус, тем больше материал среза, то есть на них максимальная нагрузка. Центральная часть не участвует в функции резания, а скорее раздвигает материал. Чтобы центр не испытывал больших нагрузок и не изнашивался в ускоренном режиме, рекомендуется просверлить резцом меньшего диаметра подготовительное отверстие (черновое), а затем при втором проходе обязательно применять мыльные эмульсии для охлаждения или в самом примитивном варианте – воду.
Особенности работы сверл и от чего зависит угол заточки
Безусловно, при выборе режущего инструмента мастер должен учитывать множество факторов, ведь вариантов исполнения и типоразмеров большое количество. Исходя из особенностей, подбирается не только резец, то и тип металлообработки. Каждый процесс обладает своими особенными характеристиками.
- Материала, по которому вы работаете. Одни стали имеют повышенную твердость, другие могут быть хрупкими, третьи – податливыми и мягкими.
- Качеств самого сверла – здесь работают аналогичные правила.
- Задач токаря – какой размер, а также класс точности необходимо обеспечить.

Под каким углом затачивать сверло – также зависит от того, какую цель преследует токарь, а также с каким материалом он работает. Приведем такой пример. Если обрабатываемая заготовка изготовлена из очень твердого сплава, а резец обладает чрезмерно острой кромкой, то велика вероятность, что она просто сломается при нажатии. Выйти из этого положения можно двумя способами:
- сменить угол заточки на более тупой;
- сделать предварительную черновую обработку – просверлить маленькое отверстие на этом месте.
Ниже расскажем более подробно о рекомендациях выбора.
Основные элементы оснастки
Инструмент состоит из следующих частей:
- Рабочая. Это винтовой цилиндр с несколькими витками (заходами). Они образуют канавки и зубья, их также называют перьями. Их задача – обеспечение самого процесса резания.
- Калибрующая. Она ответственная за то, чтобы удалять металлическую стружку из зоны металлообработки. Ее образует лента, которая направлена вдоль основного хода сверла.
- Соединительная. Ее также называют шейкой. Ее используют в двух назначениях – для выхода из шлифовальной зоны, а также для того, чтобы проставлять маркировку на фрагменте, который не стирается и не закрывается тисками.
- Хвостовая. Данную часть коротко именуют «хвостовик». Она может быть выполнена в виде гладкого цилиндра или типом «конус Морзе». Завершает ее поводок или лапка. Задача – фиксация оснастки в специальных зажимах.
Особенности: под каким углом затачиваются сверла различного вида

Такие варианты как НП, НПЛ, ДП и ДПЛ можно использовать на сверлах еще более узких – до 0,8 см в сечении. В ходе них затачивается поперечный край, чтобы уменьшить на него нагрузку. А также снижается ширина ленточки, это решает две проблемы:
- снижается сила трения, а значит, нагрев;
- дает большую эффективность сверлению.
Как правильно выбрать угол заточки сверла для стали или другого металла

Основной критерий уклона – материал заготовки. Он оценивается по следующим характеристикам:
- твердость – чтобы не сломать кончик;
- хрупкость – нельзя допустить образования сколов или трещин;
- вязкость или плотность.
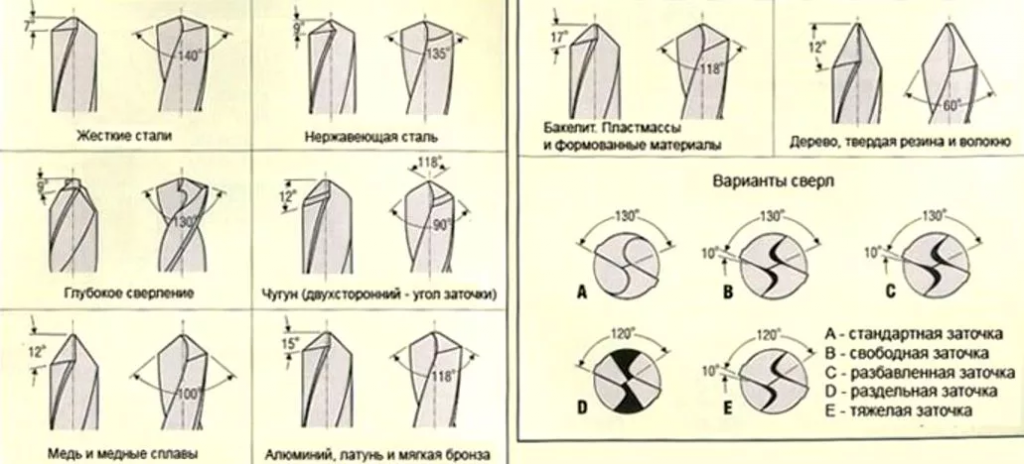
Второй критерий – из чего создан сам резец. Приведем пример. Инструмент из прочного сплава желательно затачивать под 120 градусов. И в зависимости от того, с чем предстоит работать, его можно варьировать. Например, для дерева, пластмасса, а также алюминия и других мягких пород необходимо брать максимально острый угол, в то время как прочные, а также очень пористые структуры требуют более тупого уклона.
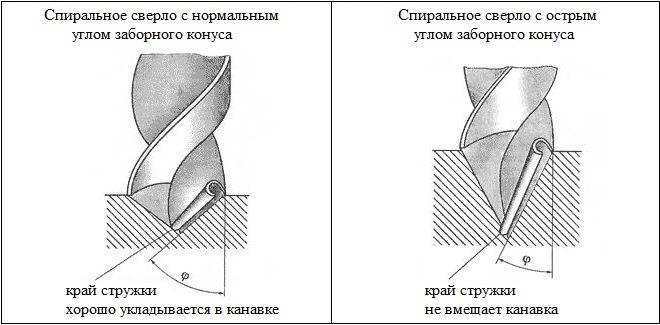
Если инструмент имеет особую конструкцию, например, спираль, то подход несколько отличается. У них есть широкие канавки, которые предназначены для отвода стружки. Углы заточки спиральных сверл – 45 градусов, но при вершине он должен быть не менее, чем 120-140.
Делаем вывод: ориентироваться необходимо на конструктивные особенности изначального резца, что к ним относится:
- Величина переднего наклона. Измеряется между касательной линией к наружной поверхности режущей кромки.
- Аналогичный параметр для задней плоскости.
- Ширина ленточки. Расстояние между двумя заточенными краями.
Если вы правильно выберете эти три параметра, то гарантируете:
- простоту работы – минимум усилий и времени;
- повышенную точность и чистоту – отсутствие сколов, заусенцев;
- длительный период износа.

Таблица углов заточки сверла для разных материалов: работаем по меди, алюминию, пластмассе
Если вы имеете дело со сталью, необходимо смотреть на ее состав. Обычные и низколегированные сплавы требуют диапазон от 116 до 118 градусов. Таким же образом стоит затачивать оснастку для чугуна. Если это более прочные стальные заготовки, то они требуют 130-140°.
Посмотрим сводную таблицу, но заранее отметим, что более точный параметр выбирается в зависимости от конкретной марки:
Как правильно заточить сверло по металлу: способы и правила заточки инструмента с видео
Затупившемуся инструменту можно и нужно возвращать остроту. Поэтому мы расскажем, как правильно заточить сверло по металлу: методы обработки, до какой геометрии доводить и так далее. В результате вы будете знать, что делать, чтобы полностью вернуть его характеристики и снова его использовать. Согласитесь, это гораздо практичнее, чем сразу покупать новое.
Внимание, как только вы заметите, что режущая кромка утратила исходный профиль, нужно тут же прекратить выполнение технологической операции. Потому что его кромка под воздействием сил трения нагрелась и стала мягкой, и продолжение работы вызовет еще большую деформацию, уже критическую, после которой восстановление станет невозможным.
Когда стоит проводить заточку сверл
Понять, что она необходима, можно по следующим, достаточно явным признакам:
- при погружении инструмента в толщу заготовки слышен резкий скрип;
- стружка выходит в виде мелкой крошки, а не длинной спирали;
- кромка быстро перегревается – стоит попробовать пальцем, и можно обжечься.
 |  |
Итак, если заметите хотя бы один из этих тревожных знаков, немедленно останавливайтесь, иначе не избежите поломки. Если привычная операция стала занимать больше времени – например, раньше вы делали отверстие за 3 секунды, а теперь за 5 – это тоже говорит об износе.
В случае сомнений следует просто проверить кромку на ощупь: если она округлая или гладкая и, наоборот, с неровностями, сколами, заусенцами, это свидетельствует о том, что инструмент непригоден для дальнейшего использования и пора озаботиться вопросом восстановления.

Геометрия и части сверла
Конструкция рассматриваемого инстурмента достаточно проста и состоит из таких элементов:
- режущая кромка, непосредственно снимает стружку;
- шейка, выполняющая роль своеобразной перемычки;
- рабочая часть с нарезанными канавками, отводящими отходы;
- хвостовик, закрепляемый в станке (ручной дрели);
- по паре задних (затылок) и передних поверхностей, формирующих профиль;
- две спинки с ленточками, создающие внешнюю сторону.
При многократном выполнении технологических операций затупляется, а значит именно ей и требуется вернуть остроту.
Параметры, подлежащие восстановлению
Правильная заточка сверла по металлу позволяет нормализовать следующие характеристики:
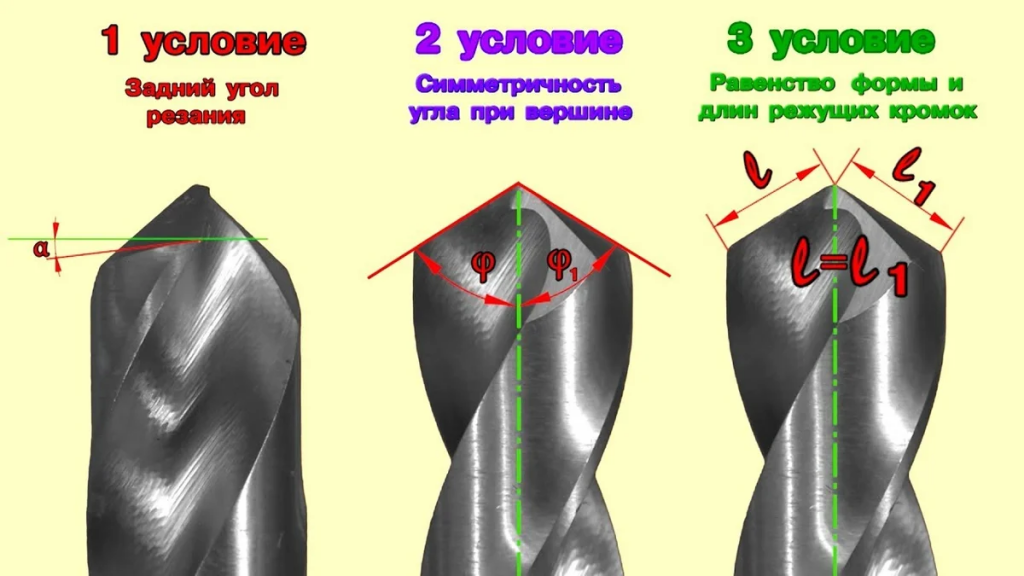
Угол вершины, который кромки образуют вместе с перемычкой. Изначально, он зависит от качественных характеристик материала обработки (твердость так же важна, как вязкость) и способен составлять 60-150 градусов, а иногда и доходить до 180. В нашем случае необходимо, чтобы он стал 116-118 0, соответственно, его нужно привести к данному показателю.
 |  |  |
Задний угол – должен быть зафиксирован в диапазоне 7-17 0 (зависит от того, из чего выполнена заготовка); любое отклонение фактического значения от номинального требуется исправлять, иначе производительность снизится в разы, да и поломка не заставит себя ждать.
Форма и длина кромок – важно, чтобы они были равными, в противном случае неизбежно возникнет биение, в результате которого не удастся выполнять отверстия строго заданного диаметра. Определять размеры (для выяснения симметричности) следует от края (вершины) до центральной точки перемычки.

Зависимость угла заточки от материала
Выше мы уже упоминали, что количество градусов меняется в ту или иную сторону, исходя из того, что за деталь обрабатывается. Чем она меньше, тем кромка длиннее, лучше теплоотвод, дольше срок службы. Чем больше, тем труднее центрировать инструмент на начальном этапе выполнения технологической операции.
Есть универсальная величина – 118 0 (с допуском в 2 0) и 7-12 0 соответственно. Ее выбирают тогда, когда никаких подробностей не указано. Если же известно, из чего выполнена заготовка, следует отдать предпочтение рекомендованным величинам, которые мы для наглядности свели в таблицу.
Как правильно выбрать сверло по металлу
Сверла, предназначенные для формирования отверстий в деталях, изготовленных из различных материалов, нашли широкое применение не только в промышленности, но и в быту. Большой выбор такого инструмента, предлагаемый на современном рынке, часто вызывает вопрос, как выбрать сверло по металлу, даже у опытных специалистов, не говоря уже об обычных потребителях. Чтобы выбрать инструмент, необходимо учитывать ряд факторов, о которых мы и хотим поговорить в данной статье.

Разновидности сверл по металлу
Характеристика сверл
Вопрос о том, как выбрать сверла, часто возникает у тех, кому необходимо получить отверстие в изделиях, изготовленных из различных сталей, деталей из чугуна и цветных металлов. Сверла для работы с такими материалами называют спиральными, потому что их рабочие поверхности имеют спиралевидную форму. Между рабочими поверхностями располагаются две продольные канавки, с их помощью из формируемого отверстия отводится стружка.
Характерным отличием таких сверл является форма их хвостовика, которая может быть цилиндрической, конической и шестигранной. Инструмент с коническим хвостовиком можно вставлять в рабочий орган станка напрямую, а для моделей с хвостовиками цилиндрического и шестигранного типа необходимо использовать специальные патроны.
При выборе значение имеет не только маркировка, но и цвет, на который следует обращать особое внимание.
Цвет и маркировка сверл
Сверла по металлу, обладающие черным цветом, отличаются повышенной износостойкостью, так как при их финишной обработке был использован перегретый пар. Если готовое сверло было подвергнуто отпуску, который способствует снятию внутренних напряжений, то оно будет иметь светло-золотистый цвет.
Элементы спирального сверла
Наиболее качественными являются сверла по металлу, обладающие не только повышенной прочностью, но и способностью уменьшать трение в процессе своей работы. Такими свойствами обладает инструмент ярко-золотистого цвета, рабочая поверхность которого покрыта слоем нитрида титана.
Если вы желаете выбрать недорогое сверло по металлу, обращайте внимание на такие, которые не были подвергнуты никакой дополнительной обработке. Такой инструмент, срок службы которого очень незначителен, имеет серый цвет.
Маркировка сверл определяется диаметром их рабочей части. Инструменты диаметром до 2 мм не маркируются вообще. На сверлах с диаметром 2–3 мм указывается их размер и марка стали, свыше 3 мм — производитель, класс точности.
В начале маркировки любого сверла по металлу присутствует буква Р, которая говорит о том, что оно произведено из быстрорежущей стали. Если в материале, из которого изготовлено сверло, содержатся дополнительные легирующие элементы, то в его маркировке присутствует первая буква их названия и цифра, информирующая об их процентном содержании.
Сверла TL300 торговой марки RUKO
Сверла TL300, выпускаемые под торговой маркой RUKO, хорошо известны отечественному потребителю. Сверло данного модельного ряда можно выбрать за его доступную стоимость, а также высокое качество и надежность. Сверла этой серии, имеющие крестовую заточку, соответствующую стандарту DIN 1412C, производятся с диаметром свыше 3 мм. Сверла TL300 затачиваются под углом 130 градусов, а отдельные модели этой серии могут иметь покрытие, состоящее из нитрида титана, а также алюмонитрида титана и других материалов.

Сверла торговой марки RUKO
Модели данной серии относятся к категории многоцелевых, но оптимально их характеристики подходят для сверления металлов, которые склонны к образованию стружки средней и большой длины.
Модели данной серии (HSS-G) оптимально подходят для формирования отверстий в деталях, изготовленных из углеродистых, легированных сталей, а также чугуна, сплавов с содержанием меди и алюминия.
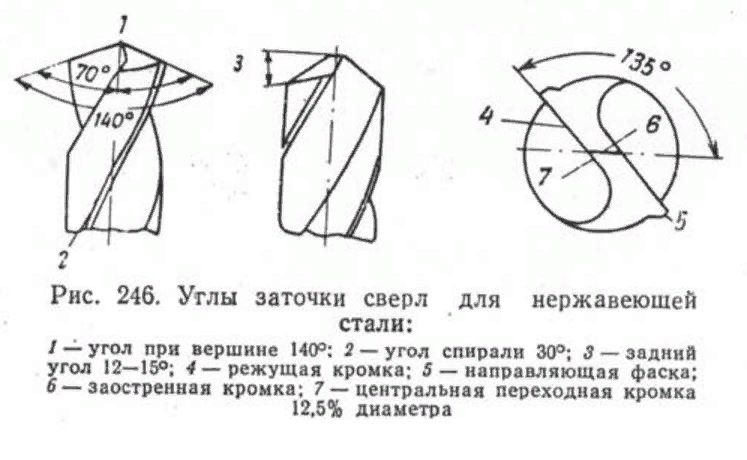
Модели HSS-EE, кроме вышеуказанных металлов, можно выбрать для сверления деталей из нержавеющих и кислотостойких сталей. Еще более универсальными являются модели сверл HSS-G TiN и HSS-G TiAIN, которые можно выбрать для сверления деталей из титана и его сплавов.
Сверла модельного ряда BOSCH HSS-CO
Тем, кто думает, как выбрать подходящие сверла по металлу, стоит обязательно обратить внимание на инструменты модельного ряда HSS-CO, выпускаемые известной компанией BOSCH. На сверла данной модели, изготовленные из быстрорежущей стали, дополнительно нанесено оксидное покрытие, которое способствует быстрому отводу стружки из зоны сверления. Рабочие кромки такого инструмента заточены под углом 135 градусов и дополнительно обработаны методом сеточной шлифовки, что позволяет выбирать их для формирования отверстий в любых металлах.

Сверла BOSCH HSS-CO
Металл, из которого изготовлены сверла HSS-CO, дополнительно обогащен кобальтом, что придает инструменту высокую прочность и термическую стойкость. Отличается такой материал и высоким пределом прочности на разрыв, который составляет 1000 Н/мм2. Такие характеристики позволяют успешно выбирать инструменты из него для решения даже самых сложных технологических задач.
Важно также отметить, что инструменты модельного ряда HSS-CO обладают классом точности H8, поэтому можно выбрать их для получения отверстий, точно соответствующих заданным параметрам.
Сверла торговой марки HAISSER
Маркировка сверл, содержащая название торговой марки HAISSER, говорит о том, что перед вами инструмент с титановым покрытием, способный выдерживать экстремальные нагрузки. Покрытие из титана, которое нанесено на поверхность таких сверл, затачивающихся пор крестообразной схеме, обеспечивает эффективное охлаждение.

Сверла марки HAISSER
Благодаря исключительной износоустойчивости, долговечности и способности выполнять сверление с минимальным трением, такой инструмент нашел широкое применение на предприятиях различных отраслей промышленности. На рабочую поверхность таких сверл нанесено титан-нитридное покрытие, которое также минимизирует эффект холодной сварки.
Такие сверла можно выбрать для выполнений отверстий в деталях, изготовленных из разных материалов: легированных и нелегированных сталей, меди, бронзы, полимерных материалов, металлокерамики и др.
Сверла торговой марки «ЗУБР»
Материалом для изготовления сверл по металлу под торговой маркой «ЗУБР» является быстрорежущая сталь Р6М5К5, в составе которой содержится 5% кобальта, придающего ей высокую прочность и износоустойчивость.
Если вы задумываетесь над тем, как выбрать подходящее сверло по металлу, с помощью которого можно эффективно получать отверстия в нержавеющих, труднообрабатываемых сталях и цветных сплавах, то вам определенно следует обратить внимание на недорогой и качественный товар данной марки. При необходимости можно выбрать и гибкое сверло для металла.
Геометрия и элементы цилиндрических сверл по металлу
Цилиндрическое сверло по металлу: основные разновидности и область применения. Особенности конструкции и основные элементы спиральных сверл: рабочая часть, хвостовик, шейка. Типы хвостовиков: цилиндрический и конический. Применяемые ГОСТы.
Цилиндрическое сверло по металлу является наиболее известным инструментом для выполнения отверстий. История приспособлений ведет свой отсчет с 1867 года, когда на Всемирной торговой выставке американской компанией Морзе был представлен первый инструмент. По настоящее время конструкция цилиндрических сверл практически не менялась – основные изменения относились к используемым конструкционным материалам.
В настоящей статье мы рассмотрим разновидность сверлильных приспособлений винтового типа, которые используют для выполнения сквозных и глухих отверстий в металлических изделиях.
Характеристики и назначение цилиндрических сверл
Цилиндрические сверла известны и под другими именами: их также называют спиральными или винтовыми.
Современные изделия различаются по следующим параметрам:
- Используемый материал. Инструменты профессионального назначения изготавливают из быстрорежущей стали. Наибольшей популярностью у отечественных производителей пользуется сорт Р6М5. Его ценят за хорошую прочность и устойчивость к износу: сверла из данного материала отлично держат заточку и не теряют эксплуатационных качеств даже под действием высокой температуры.
- Метод получения профиля. Для повышения точности инструмента используют метод шлифования. Кроме того, такой подход позволяет продлить срок службы приспособления.
- Наличие дополнительной заточки. Острие сверла подвергают дополнительной обработке. Метод используют при производстве изделий профессиональной серии для повышения центровки и снижения нагрузки в процессе эксплуатации.
- Максимальный диаметр отверстия. У самых крупных экземпляров этот показатель может достигать 80 мм.
Изготовление цилиндрических сверл по металлу осуществляется в условиях массового производства. К готовым изделиям предъявляют повышенные требования, которые регламентированы различными межгосударственными стандартами. Несмотря на это, себестоимость сверл по металлу невелика.
Геометрия спиральных сверл практически не менялась с момента выпуска первых экземпляров. Именно благодаря продуманной конструкции рабочей части приспособление получило широкое распространение.
- Винтовые каналы обеспечивают хороший отвод побочных продуктов сверления.
- Острый угол между касательной и режущей кромками облегчает процесс выполнения работ.
- Сверло по металлу цилиндрического типа является многоразовым инструментом: оно выдерживает большое количество переточек, которые выполняются вручную или с помощью станков.
- На наружной поверхности калибрующей части имеются специальные ленточки: они обеспечивают устойчивое направление движения в отверстии.
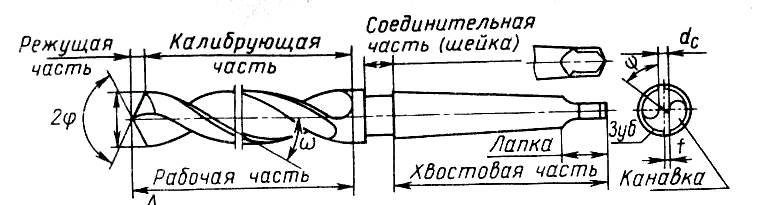
Особенности конструкции
- Рабочая часть. Состоит из двух спиральных (винтовых) каналов. Их пересечение формирует режущую часть. Каналы обеспечивают подачу охлаждающей жидкости в зону сверления и отвечают за вывод стружки в процессе выполнения работ.
- Хвостовик. Эта часть фиксируется в патроне рабочего оборудования. Различают два типа хвостовиков: конические (типа Морзе) с лапкой на конце и цилиндрические.
Хвостовик не подвергают термической обработке. Это необходимо для повышения силы трения в патроне и возможности правки по длине. Для инструмента с диаметром рабочей части свыше 8 мм основным материалом хвостовика является конструкционная сталь типа 40Х. Этот элемент является отдельным узлом, который впоследствии приваривают к рабочей части изделия. При этом лапки сверла подвергают закалке с целью повышения прочности, поскольку их используют для выбивания инструмента из шпинделя или переходной втулки.
- Шейка. Здесь находится маркировка инструмента: рабочий диаметр, тип материала, а также информация об изготовителе.

Рассмотрим подробнее рабочую поверхность. Она состоит из двух частей: калибровочной и режущей. Первая представляет собой узкую полоску, расположенную вдоль винтовых каналов. Она придает инструменту дополнительную устойчивость в процессе резания. Режущая часть состоит из нескольких кромок:
- Главная (2 ед.). Она образована пересечением передних и задних канавок.
- Вспомогательная (2 ед.). Эти кромки расположены вдоль спирали сверла. Они образованы пересечением передних каналов с калибровочной частью.
- Дополнительная (1 ед.). Кромка конусной формы, расположенная в задней части инструмента.
Важную роль играет угол вершины. На изображении он имеет обозначение 2φ. Его величина зависит от типа обрабатываемого материала. Например, для высокопрочных сортов стали этот показатель варьируется в диапазоне от 125 до 150 ºC, а для чугуна и бронзы – 90–100 ºC.
Перейдем к особенностям сверл с разными хвостовыми частями.
Сверла цилиндрические с конической хвостовой частью
Данные изделия отличаются длиной и типом. Их используют для обработки различных металлических деталей с помощью стационарных станков. Благодаря конической форме хвостовика увеличивается контактная площадь, что гарантирует надежность крепления и способствует повышению точности сверления.
Посадочная часть конусной формы соответствует стандарту Морзе: от 1 до 6.
На оборудовании с патроном цилиндрической формы используют специальные переходные втулки.
Сверла с хвостовиками конического типа отличаются большим рабочим диаметром: этот параметр может достигать 90 мм. Для сравнения: для изделий цилиндрической формы показатель редко превышает 25 мм.
Сверла с хвостовиками цилиндрической формы
Основное отличие подобных изделий заключается в длине. Существуют линейки короткой, средней и длинной серий. Это позволяет подобрать оптимальный размер сверла спирального с цилиндрическим хвостовиком под любые условия выполнения работ.
Помимо длины, инструменты отличаются классом точности. Основными категориями являются:
Межгосударственный стандарт
Как было указано выше, все изделия отечественного производства подчиняются требованиям ГОСТов. Основными межгосударственными стандартами, которые регламентируют производство рассматриваемых инструментов, являются:
- 10903-77;
- 22736-77;
- 4010-77;
- 19544-74;
- 20694-75.
Цилиндрические сверла по металлу используют в различных отраслях промышленности для выполнения глухих и сквозных отверстий. Как вы считаете, какое покрытие изделий обеспечивает наибольшую износостойкость? Напишите ваше мнение в блоке комментариев.
Читайте также: