Гибочный станок для листового металла характеристики
Обновлено: 06.07.2024
Гибка металла - это технология изменения формы заготовки листового металла.
Технологический процесс гибки металлических листов считается одним из популярнейших на производстве металлоконструкций. Таким способом изготавливаются зажимы, отливы, доборы, коньки, элементы кровли, детали для металлоконструкций. Для того чтобы согнуть такой твердый материал как металл нужен гибочный станок для листового металла.
Конструкция и сферы применения листогибочного станка
Станки для гибки листового металла применяются в домашних мастерских, на заводах. Устройства имеют одинаковый принцип работы. Изменяются только тип привода. Конструкция листогиба:
- Основание, которое удерживает рабочий стол, подвижные механизмы. Это касается моделей, которые не закрепляются на верстаках.
- Прижимные маховики, которые удерживают деталь при работе. Обычно представляют собой металлическую пластину.
- Деревянная балка, которая выполняет роль подушки, выступающей в роли опоры для заготовки.
- Угломер для выставления нужного угла.
- Упоры, ограничивающие лист на передней, задней части.
Листогибы комплектуются специальным ножом для разрезания металлических листов. Он представляет собой отдельный инструмент, который навешивается на станок. Мастеру нужно приложить усилия, чтобы провести им по всей ширине заготовки. Острые диски разрежут тонколистовой материал по выставленному размеру.
Листогибы применяются в разных направлениях промышленности:
Требуемый результат получают за счет технологии деформирования металла. При гибке сжимают внутренний слой материала и растягивают наружный. Чем-то операция гибки сродни правке, применение которой устраняет дефекты - выпуклости и волнистости.
Разновидности и конструкция гибочных станков
Гибку листового металла производят на специализированном оборудовании - листогибах. По принципу действия, станки для гибки металла, можно условно разделить на несколько видов:
Универсальный гибочный станок
Универсальный. При работе этого станка, лист укладывают в закрепленную матрицу и при содействии пуансона ему придают требуемую форму. Пуансоны выполняют в нескольких исполнения, которые отличаются друг от друга формой и размерами, например, углом. На матрице, как правило, выполняют паз в форме угла.
Универсальные прессы легко перенастраиваются и способны решить множество технологических задач.
Поворотный. Этот станок состоит из траверсы, так называют гибочную балку, гибочной балки и заднего упора. Прижимная балка необходима для фиксации листа металла к станине. Сгибание листа осуществляет гибочная балка. По сути, она и есть главный рабочий элемент этого станка.
Поворотно-гибочный станок
Ротационный. В конструкцию такого оборудования может входить несколько валов (валков). Они вращаются вокруг своей оси. Кроме того рабочие валки могут перемещаться в вертикальной плоскости. Лист металла помещают в пространство между валами и перемещая их по вертикали регулируют будущий радиус гибки. После того, как лист пройдет между вращающимися валами он получит требуемую форму.
Станок для гибки металла может работать от мускульной силы человека, гидравлического, пневматического, электрического (электромеханического) или механического привода.
Фальцепрокатный станок
Для работы с металлом небольшой толщины применяют фальцегибочные или фальцепрокатные станки. Их широко применяют при работе с кровельным листом, создании вентиляционных коробов и пр.
Виды гибочных станков
Для получения полной картины работы листогибочного станка необходимо понимать, как оно устроено. В состав этого оборудования входят такие узлы, как стол, на котором размещают заготовки. Заготовка будет перемещаться по его поверхности в заданном направлении. Кроме этого, на столе может быть установлен резак, отсекающий готовые детали от листа исходного материала. В качестве резака может быть использован роликовый нож или сабельная гильотина.
В состав гибочных станков входит угломер. Его применяют при установке угла, под которым должен быть изогнут лист. Кроме этого узла, не последнюю роль играют ограничители, регулирующие предельную высоту получаемого изделия.
Рабочая длина гибки и предельная толщина металла у каждого типа станка строго индивидуальна.
На практике применяют следующие типы гибочных станков.
Ручное оборудование для гибки металла
Ручное оборудование обладает небольшими габаритами, может быть легко перевезено из одного места в другое. Его применяют на единичном производстве. На ручных станках выполняют работы по получению деталей, выполненных из разных материалов, например, алюминия, меди, оцинкованной стали. Работа на таком станке не требует какой-либо специальной подготовки.
Электромеханическое оборудование для гибки металла
Механическое оборудование использует в своей работе энергию маховика, специально для этого раскручиваемый. Станки с электромеханическим приводом работают за счет приводной станции, которые включают в свой состав электрический двигатель, редуктор, ремни или цепи. Гидравлические агрегаты работают от энергии получаемой от гидравлического цилиндра.
Кстати, для бережного гиба листов, особенно тех, на которые нанесено покрытие, применяют листогибы, применяющие сжатый воздух.
Существуют и такие устройства, как электромагнитные. Их довольно часто применяют при изготовлении ящиков и коробов. Рабочим инструментом в таком оборудовании являются мощные электромагниты, под воздействием которых происходит гибка листа.
Отдельный класс гибочного оборудование - носимые (мобильные), как правило, их применяют непосредственно на рабочем месте, например, на стройплощадке.
Преимущества и недостатки гибочных станков
Как и любое оборудование для гибки обладает рядом достоинств. К ним можно отнести - прочность получаемых готовых деталей. Применение станков для гибки позволяет формировать детали без применения сварки и резки. После выполнения операции гибки, в месте ее выполнения снижается вероятность появления коррозионных явлений.
Расчет усилия гибки позволяет создать прочное изделие
Применение гибочных станков позволяет создавать цельные конструкции, причем в составе такого изделия возможно получение разносторонних гибов и углов.
Но, надо понимать и то, что гибочное оборудование довольно дорого стоит. Операции по изгибу листов обладают высокой трудоемкостью, особенно если эти работы выполняют на оборудовании, предназначенном для ручных работ.
Но перечисленные недостатки с лихвой компенсируются качеством получаемых изделий.
Принцип работы различных листогибочных станков
Технологическое оборудование, применяемое на современном производстве по созданию металлических конструкций, позволяет получать из листового материала готовые детали с разными габаритами и формами.
Гибка прокаткой в роликах
Ручные листогибы
Эти конструкции имеют ряд особенностей, в частности, у них существуют ограничения на глубину закладки заготовки, максимальной толщины металла, его шириной, точнее длиной гибки. Чем тоньше металл, тем длина гибки больше. Чаще всего, их применяют для гибки тонколистового металла.
Гибка ручным листогибом
Работа ручной установки строится следующим образом:
Верхней балкой лист прижимается к рабочему столу. Необходимый угол гиба получают путем подъема нижней, поворотной балки. Используя это станок необходимо иметь в виду то, что толщина листа, который может быть обработан, не должна превышать 2 мм.
Ручные листогибы обладают небольшой массой, и это позволяет их использовать и в стационарных условиях, и непосредственно на рабочем месте, например, на строительной площадке.
Гидравлические листогибы
Эти станки используют в качестве источника энергии жидкость. Насос, встроенный в систему, он создает избыточное давление, под действием которого плунжер, передвигает подвижную поперечную балку.
Лист, подлежащий обработке, прижимают к рабочему столу, и движение поперечной балки выполняет, правку и гибку листа.
Листогибы этого класса используют для обработки заготовок по всей длине рабочего стола, кроме того, с их помощью выполняют глубокую вытяжку металла.
Гидравлические цилиндры отличаются точностью позиционирования и высокой эффективностью работы. Их применение позволяет контролировать величину перемещения, скорость и движение частей гидравлической системы.
Станки с гидравлическим приводом применят для производства доборных комплектующих, воздуховодных коробов, деталей кровельного покрытия. С помощью этого оборудования изготавливают рекламные конструкции, выполняют внешнюю и внутреннюю отделку зданий и сооружений.
Использование гидравлического оборудования позволяет обрабатывать листы с большей толщиной, например, до 4 - 8 мм. Разумеется, эта величина зависит от марки обрабатываемого материала.
Электромеханические листогибы
Конструкция этого оборудования состоит из станины, поворотной балки для загиба листа. Кроме поворотной балки, на станке устанавливают балку собранную из профильных сенментов, которая прижимает лист. Для безопасности оператора на станке этого типа реализовано педальное управление.
Листогибы этого типа позволяют выполнять гибку металла с большой длиной. Их используют для обработки разных материалов, в том числе оцинковку, холоднокатаную сталь толщиной 2,5 мм.
Станки этого типа задействуют на производстве отливов, подоконников, конструкций для вентиляционных систем.
Гибка металла и ее основные способы
Гибка листа
Следует понимать, что операции гиба металла не ограничиваются работой с листовым металлом. При создании металлоконструкций разного назначения возникает потребность в использовании гнутых труб или профиля.
Радиусная гибка листа
Радиусная гибка листового металла выполняется на вышеописанном оборудовании. При ее исполнении важно подобрать правильный линейный размер заготовки. Проектировщик должен помнить о том, что длина заготовки, должна быть чуть больше, чем длина готовой детали. Это связано со спецификой гибочной операции. Дело в том, что при изменении положения одной части листа относительно другой, внутренние слои металла сжимаются, а наружные вытягиваются. То есть перед тем как выполнять радиусную гибку металла необходимо тщательно просчитать геометрические параметры заготовки.
Для расчета радиуса гиба достаточно использовать табличные данные, которые можно найти практически в любом инженерном справочнике.
Преимущества гибки металла на станках с ЧПУ
Все чаще и чаще использование оборудования, работающего под управлением компьютера, становится нормой, нежели исключение. Такие станки можно увидеть практически на любом производстве, причем, вне зависимости от его масштабов. Использование специализированного ПО, позволяет не только поднять скорость обработки деталей, но и приводит к заметной экономии металла, повышению точности обработки заготовок.
Работа по обработке заготовок на гибочных станках под управлением ЧПУ выглядит следующим образом:
Использование систем управления позволяет добиться определенных преимуществ, перед другими способами обработки металла:
Кроме названных параметров нельзя не упомянуть и то, что работа по изготовлению продукцию может выполняться в режиме 7/24 без привлечения дополнительных человеческих ресурсов.
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент - линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
Гибка металла последующая обработка
По сути, гибочные операции носят промежуточных характер при изготовлении определенных узлов, например, элементов металлических лестниц. То есть, после гибки, полученные детали, отправляют на сборочное производство, где их устанавливают на место определенное в рабочей документации на изделие.
Если изделие не будет использоваться в составе других конструкций, то на ее поверхность наносят защитное коррозионно-стойкое покрытие. Это может быть грунтовка типа ГФ 21, или порошковая краска. Все зависит от назначения и условий эксплуатации готового изделия.
Зачем нужен самодельный листогиб
Гибка листового металла своими руками - это вполне осуществимая операции, которая может быть выполнена в домашних условиях. Но, многих домашних мастеров останавливает довольно высокая цена на листогибочные станки. Для нужд мелкосерийного производства или для работ по дому нет необходимости в установке сложных машин с гидравлическим проводом, а вполне хватит ручного станка.
Для того, что бы изготовить станок подобного рода необходимо иметь, как минимум эскизную документацию. Ее всегда можно найти в сети интернет, где ее можно или просто скачать, или купить. Но лучше всего изучить работу действующего ручного станка и полученные знания реализовать в металле.
На самом деле, для сооружения такого станка, потребуется некоторое количество метало проката, листового материала, сварочный аппарат и слесарный инструмент.
Листогиб своими руками
Станок для гибки листового металла состоит из следующих основных компонентов:
При изготовлении такого станка мастер должен помнить, что он управляется мускульной силой и поэтом рассчитывать на то, что можно будет обрабатывать металл с толщиной до 2 мм.
Основание для станка
Для изготовления станины потребуется некоторое количество профильного металлопроката. Это может быть швеллер или двутавровая балка.
Станина — основание для станка
При ее сборке необходимо помнить о том, что конструкция должна обладать жесткостью. От этого параметра зависит качество обработки металла.
Прижимное устройство
В качестве прижима, в серийно выпускаемом оборудовании применяют стальные плиты. В самодельном станке можно использовать профильный прокат, например, швеллер No 12.
Прижимное устройство самодельного листогиба
Роликовый нож
Для отрезания полученной детали, можно использовать несколько видов ножей, например, сабельный, или роликовый. Чаще всего их применяют для работы с тонколистовым материалом. При сборке самодельного листогиба роликовый нож целесообразно приобретать в компании, которая занимается поставками подобного оборудования.
Роликовый нож самодельного листогиба
Все дело в том, что для изготовления роликовых ножниц, как впрочем, и других, применяют инструментальные стали. Для получения рабочих органов необходимо использовать термическую обработку, а в домашних условиях это выполнить вряд ли получиться.
Обслуживание и техника безопасности
К работе на листогибах могут быть допущены лица, которые обладают квалификацией слесаря МСР. Перед началом работы персонал должен пройти соответствующее обучение и сдать квалификационные экзамены.
Персонал, который будет работать на листогиба должен пройти первичный инструктаж по безопасности.
Между тем, на станках предназначенных для гибки листового металла, предусмотрены определенные меры безопасности, например, на некоторых моделях, поворотная балка или плита могут быть приведены в движение только после нажатия оператором двух управляющих кнопок. Такое решение позволит избежать травм рук оператора.
Управляющая панель листогиба
На некоторых моделях для запуска механизма необходимо еще и нажимать педаль.
В конструкции механического оборудования, предусмотрено наличие концевых датчиков, ограничивающих ход пуансона или поворотной плиты. Кроме этого, безопасность работ обеспечивают различного вида ограждения, которые ограничивают допуск оператора в рабочую зону.
Схема листогибного станка
Они установлены таким образом, что даже отключение одной из них приведет к тому, что станок просто не включится.
Гидравлический листогиб: виды станков, особенности их конструкции, популярные модели
Листогибочный пресс, оснащенный гидравлическим приводом, сегодня можно встретить в оснащении многих производственных предприятий, работающих в различных отраслях промышленности. Это устройство, на котором металлическая заготовка обрабатывается по методу холодной деформации, позволяет изготавливать изделия, геометрические параметры которых точно соответствуют заданным значениям.

Современный листогибочный пресс с числовым программным управлением
История развития и преимущества применения
Листогиб гидравлический, который стал использоваться производственными предприятиями в середине XX века, пришел на смену ручным и механическим устройствам, предназначенным для гибки листового металла. Наряду с высокой эффективностью и экономичностью использования ручной пресс для гибки отличает и ряд существенных недостатков, связанных прежде всего с невозможностью получения с его помощью изделий с точными геометрическими параметрами, а также с приложением значительных физических усилий при его применении.
Механические листогибочные прессы также не лишены недостатков, которые заключаются в следующем:
- Работа такого станка сопровождается значительным шумом и сильной вибрацией.
- Изделия, изготовленные на таком оборудовании, не отличаются высоким качеством.
- При эксплуатации такого станка слишком велик риск травмирования оператора, который им управляет.
- Использование такого листогибочного пресса связано с повышенным расходом электроэнергии.
- Переналадка механических листогибочных станков представляет собой достаточно сложную процедуру.

Листогибочные прессы механического типа широко использовались в конце прошлого века
Кроме механических и ручных, на современном рынке также представлены листогибочные прессы с пневматическим приводом. Такое оборудование, для эксплуатации которого необходимо наличие централизованной сети сжатого воздуха, обладает одним очень серьезным недостатком: даже при увеличении размеров станка развиваемое им усилие, с которым он воздействует на обрабатываемую заготовку, не позволяет выполнять обработку изделий из листового металла значительной толщины.
Появившись на рынке, листогиб гидравлический, отличающийся самой высокой мощностью среди всего оборудования подобного назначения, совершил настоящий прорыв в вопросах обработки листового металла методом гибки. Такой пресс-листогиб, кроме высокой мощности, имеет множество других достоинств:
- экономичное потребление электроэнергии;
- высокий уровень безопасности;
- высокая надежность;
- возможность изготавливать изделия исключительно высокого качества.

Гидравлический листогибочный пресс ИА1430-01 советского производства
Появившись на рынке в середине XX века, гидравлические модели листогибочных станков приобрели ряд существенных усовершенствований, что позволило наделить эти устройства дополнительными функциональными возможностями, сделать их более удобными и безопасными в эксплуатации. Оснащение современного листогибочного пресса гидравлического инновационными устройствами и дополнительными механизмами позволяет использовать его для успешного решения даже самых сложных задач, связанных с гибкой листового металла. Среди таких устройств и механизмов можно назвать:
- систему ЧПУ для листогибочного пресса (такая система, оснащенная графическим пользовательским интерфейсом, в состоянии самостоятельно определять режимы и последовательность выполнения технологических операций);
- механизмы, обеспечивающие повышенную защиту оператора станка от травм;
- электронные устройства, которые отвечают за регулировку скорости перемещения траверсы;
- индикатор, который обеспечивает контроль за углом выполняемой гибки.
Это лишь небольшой перечень дополнительных элементов, которые могут присутствовать в конструкции гидравлического листогибочного пресса. Наличие такого оснащения значительно расширяет функциональные возможности станка и дает возможность использовать его для решения специальных задач.
Особенности конструкции
Пресс-листогиб, оснащенный гидравлическим приводом, используется для решения следующих технологических задач:
- формирования гнутых металлических изделий, геометрические параметры которых в точности соответствуют заданным параметрам;
- выполнения одного из этапов технологического процесса обработки изделий из листовой стали, толщина которой превышает 3,5 мм;
- выполнения качественной и недорогой гибки изделий из листовой стали, толщина которой не превышает 3,5 мм;
- производства методом гибки больших партий однотипных изделий из листовой стали.

Листогибочные прессы позволяют изготавливать довольно сложные профильные детали
По степени своей мобильности листогиб гидравлический может быть передвижным или стационарным. Стационарные прессы для гибки металла, оснащенные гидравлическим приводом, отличаются высокой мощностью и производительностью. Они используются для обработки большого количества заготовок за ограниченный промежуток времени. Кроме того, стационарные гидравлические листогибы за счет своих технических возможностей с успехом применяются для обработки заготовок, изготовленных из листового металла даже очень значительной толщины. Передвижные или мобильные прессы, также работающие за счет гидравлического привода, могут быть легко перемещены на любой объект, где их планируется использовать по прямому назначению.
Принцип работы листогибочного пресса заключается в том, что его рабочему органу, в качестве которого выступает траверса, сообщают требуемое направление перемещения и уровень усилия, с которым она воздействует на обрабатываемую заготовку. Траверса – это жесткая балка, изготовленная из стали. Именно на ней фиксируют рабочие приспособления, при помощи которых выполняется формирование изделия с заданными геометрическими параметрами.
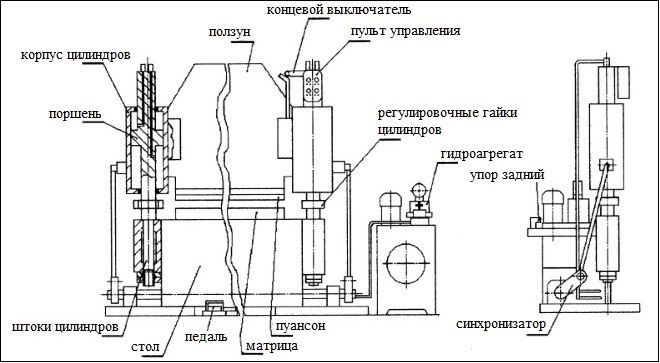
Схема листогибочного гидравлического пресса
За точность перемещения траверсы, от которой напрямую зависит точность и качество выполняемой обработки, отвечают два линейных датчика, один из которых следит за правой стороной рабочего органа, а второй – за левой. Для того чтобы на листогибочных гидравлических станках можно было формировать отгибаемую кромку с требуемыми геометрическими параметрами, большинство моделей оснащается задним программируемым упором. Листогибы гидравлические являются практически незаменимым оборудованием при производстве изделий следующего назначения:
- корпусных деталей для бытового и промышленного оборудования, электротехнических устройств различного назначения;
- элементов корпусов транспортных средств;
- гнутых металлических изделий любого другого назначения.
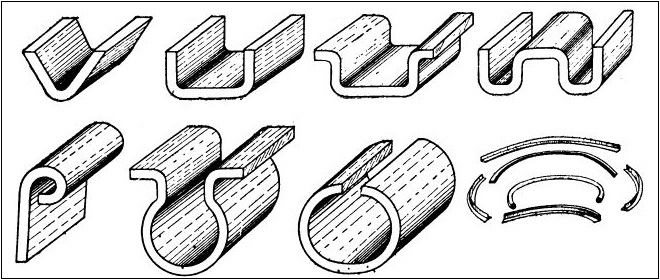
Примеры профилей, изготовление которых возможно на листогибочных прессах
Используя специальный гибочный инструмент для листогибочных прессов, на таком оборудовании можно успешно обрабатывать заготовки из листового металла, имеющие цилиндрическую и коническую конфигурацию.
Принцип работы
Принцип, по которому работает листогибочный пресс, оснащенный гидравлическим приводом, является достаточно простым, но тем не менее обеспечивает как высокую производительность технологических операций, так и их безопасность.

На нижней балке пресса размещается матрица
Процесс гибки заготовок из листового металла при использовании станка данной категории выполняется в следующей последовательности:
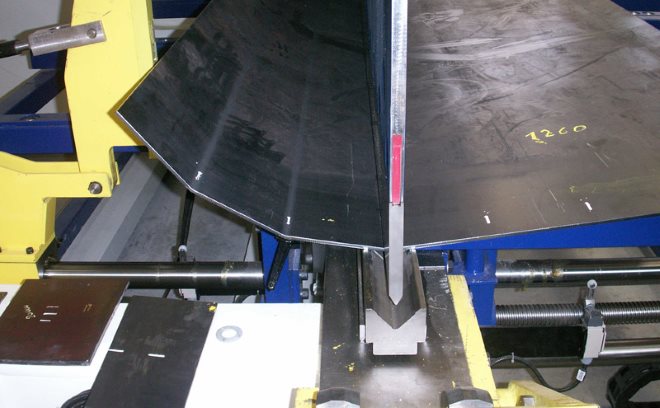
Изгиб листа металла происходит под воздействием пуансона, закрепленного на верхней балке пресса
Технологический процесс гибки заготовки из листового металла, осуществляемый на листогибочном прессе, оснащенном дополнительными рабочими механизмами, может несколько отличаться от вышеописанной схемы, но в целом суть его остается неизменной.
Выполняя обработку заготовок на гидравлическом листогибочном станке, руководствуются несколькими основными параметрами как используемого оборудования, так и технологического процесса. К таким параметрам, в частности, относятся:
- рабочая длина используемого оборудования;
- усилие, которое рабочий орган пресса оказывает на обрабатываемую заготовку;
- производительность, с которой выполняется обработка.
Кроме основных, есть еще и ряд дополнительных параметров, которые также необходимо учитывать как при выборе пресса, так и при выполнении обработки. К таким параметрам относятся:
- расстояние между боковыми стойками станка;
- скорость, с которой выполняются рабочие операции;
- расстояние, на которое максимально может подниматься траверса и др.
Краткое описание модели ЛГСГ-28
В оснащении многих производственных предприятий, деятельность которых связана с необходимостью гибки заготовок из листового металла, можно встретить гидравлический пресс для гибки модели ЛГСГ-28, производителем которого является Липецкий завод по выпуску специального профилегибочного оборудования. Технические возможности такого пресса позволяют успешно использовать его для гибки заготовок из листового металла, толщина которого доходит до 3 мм, а длина – до 2,5 м.

Основное предназначение листогиба ЛГСГ-28 – изготовление из гладкого листа уголков или швеллеров
Наиболее целесообразным использование станка данной модели является для тех предприятий, которые занимаются производством однотипных изделий из металла средними и крупными сериями. Из наиболее значимых достоинств листогибочного пресса данной модели следует выделить:
- низкий уровень шума, издаваемого при работе устройства;
- простоту управления и обслуживания;
- оптимальное сочетание функциональных возможностей и стоимости;
- экономичное потребление электроэнергии;
- возможность выполнять гибку как в ручном, так и полностью в автоматизированном режиме;
- высокую универсальность;
- высокую надежность, доступность запасных частей и комплектующих для выполнения технического обслуживания и ремонта.

Гибочный пресс оснащен пуансоном и матрицей из закаленной отшлифованной стали
Гидравлическое оборудование, которым оснащен пресс данной модели, позволяет развивать усилие в зоне выполнения гибки, достигающее значения 20 тн. Максимальный угол гибки, который позволяет достигать такое оборудование, составляет 105°, а выполнять его возможно на минимальной ширине, соответствующей 4 см.
Станки с системой ЧПУ
В последнее время большой популярностью пользуются листогибочные гидравлические прессы, в оснащении которых присутствует числовой программный блок, отвечающий за управление устройством. Такое оборудование, в качестве которого может выступать и листогиб с поворотной балкой, и станки любого другого типа, позволяет выполнять технологические операции с высокой точностью и производительностью.

На гибочные станки ADIRA серии PM устанавливается традиционная для вертикальных прессов гидравлическая система, состоящая из гидростанции и двух гидроцилиндров
Большую популярность среди отечественных производителей из-за своей надежности и широких функциональных возможностей завоевали листогибочные станки с ЧПУ, выпускаемые в Португалии под торговой маркой Adira. Гидравлический листогибочный пресс с ЧПУ данной торговой марки представлен на отечественном рынке моделями различной мощности и функциональности, но все их отличают следующие достоинства:
- прочная траверса, изготовленная в моноблочном исполнении;
- компактные размеры установленного на станках гидравлического оборудования;
- наличие двух типов защиты от перегрузок: гидравлической и электрической;
- наличие в конструкции станка двух сервоклапанов, которые управляются в автоматическом режиме;
- простота настройки всех режимов работы;
- высокая производительность и русифицированность контроллеров, установленных на данный листогиб с ЧПУ;
- мощная конструкция заднего упора, оснащенного четырьмя управляемыми осями.

Полное управление станками осуществляется с помощью ЧПУ, в состав корой входит система управления оборотами двигателя гидростанции
Листогиб с ЧПУ от португальского производителя – это не единственное листогибочное оборудование от зарубежных компаний, пользующееся популярностью у отечественных специалистов. Не меньшей популярностью пользуются листогибочные прессы, выпускаемые под торговой маркой MetalMaster, которые также представлены на отечественном рынке большим разнообразием моделей.
Гибочный станок для листового металла своими руками: чертежи, видео
Собрать гибочный станок своими руками не так уж сложно: для этого можно использовать детали от других механизмов, а те комплектующие, которые необходимо изготовить дополнительно, можно заказать любому слесарю или тоже сделать самостоятельно. Если вы воспользуетесь запчастями от старого нерабочего оборудования и металлическими отходами, ваш самодельный станок обойдется вам практически даром, при этом по эффективности он будет мало чем уступать заводским моделям. При желании, применяя чертежи серийного оборудования, можно изготовить станок, который в состоянии гнуть листовой металл толщиной до 3 мм.

Гибочный станок для работы с длинными листами металла
Конструкция листогибочного станка
Гибочный станок для листового металла отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.
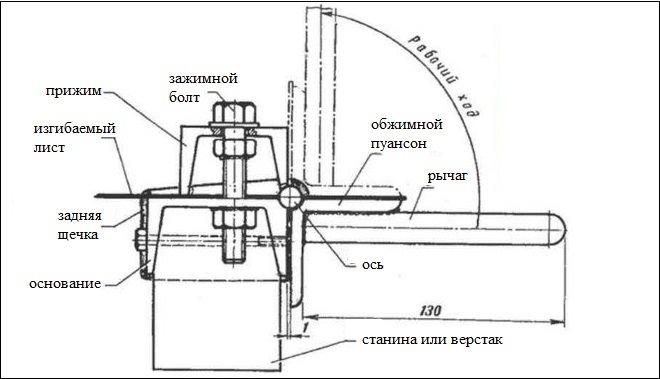
Схема самодельного листогиба
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.

Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Процесс установки петель
Подготавливаем петли и балки Соблюдая соосность, подгоняем выемки Привариваем петли с двух сторон
С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Предварительная сборка
Прежде чем окончательно фиксировать все конструктивные элементы, из которых будет состоять ваш ручной гибочный станок, необходимо выставить их в правильном положении и проверить, насколько работоспособным является устройство. Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин.

Пробная гибка листа оцинкованной жести
После того как все временные соединения выполнены, самодельный станок для гибки металла проверяют на подвижность конструктивных элементов. В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
Следует иметь в виду, что извлекать готовую конструкцию из тисков можно только тогда, когда она полностью остыла после сварочных работ. Если пренебречь этим требованием, сваренную конструкцию может просто повести.
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Выполнив несколько пробных гибов, необходимо проверить, правильно ли по отношению к станине гибочного оборудования размещены щечки.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами
Привариваем гайку болта к укосинам Привариваем крепежную пластину Устанавливаем пружину
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.

В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
На видео ниже показан процесс изготовления станка подобной конструкции для сгиба заготовок небольшой длины.
Листогибочные станки с ЧПУ: характеристика, назначение и правила эксплуатации
Листогибочный станок с ЧПУ в наши дни можно встретить на большинстве промышленных предприятий, которые функционируют в самых разных секторах промышленности. Это станок, на котором металлическая заготовка подвергается воздействию холодной деформации, благодаря чему можно изготавливать изделия необходимой геометрической формы. О том, какой принцип работы этих устройств, и пойдет речь в нашем обзоре.
Характеристика
Прессы для гибки листового проката состоят из следующих конструкционных элементов:
- станина в виде портала — выполняется из тонкого металла, включает опорную основу и пару широких С-образных стоек с проймами по бокам, соединенных между собой неподвижной поперечиной;
- рабочий стол — нижняя листозагибочная балка, представляет собой узкую удлиненную коробчатую конструкцию, собранную из нижней части стоек, на ее торцовой части фиксируется рабочая матрица;
- ползун — подвижная балка, конструкция которой напоминает нижнюю балку, на торцах стенок располагаются стойки к направляющим, к нижней части прикреплен пуансон;
- привод — располагается сверху станины, передает силу управляемого передвижения ползуну;
- задний упор — размещается сзади нижней части балки, необходим для максимально выверенного позиционирования листового металлопроката перед началом листогибочных работ.
Помимо листогибов с верхним расположением ползунка, большое распространение получило промышленное оборудование, где он статичен, а листогибочная балка с опорами и матрицей движется по направлению снизу вверх. В данном случае привод крепится снизу, благодаря чему устойчивость станка многократно возрастает, но при этом появляются некоторые неудобства в связи с тем, что заготовка перемещается наверх.
Оборудование бывает габаритным и может выпускаться в мини-вариантах. Такие станки высокопроизводительны, но у них имеются и свои недостатки. Высокая стоимость «электронных мозгов» многократно увеличивает цену такого оборудования.
Обслуживание станка требует квалифицированного широко образованного персонала. Оператор должен в совершенстве знать особенности металлообработки, а также хорошо разбираться в компьютерной технике.
Назначение
Листогиб с ЧПУ пригоден для решения широкого круга технологических задач. Листогибы могут быть стационарными и мобильными. Стационарные отличаются повышенной мощностью и высокой производительностью. Такое оборудование оптимально для обработки значительного объема заготовок за небольшой промежуток времени. Помимо этого, такие станки благодаря исключительным технологическим возможностям нашли широкое применение для обработки заготовок даже значительной толщины — более 3,5 мм.
Мобильные прессы могут легко перемещаться с одного объекта на другой, где их и можно эксплуатировать по прямому назначению.
Управляемое программное оборудование для гибки металла используется на производствах, связанных с выпуском изделий из листового металла. К ним относят предприятия таких сфер, как:
- воздушное и судостроение;
- машиностроение;
- космическая промышленность;
- производство лифтов, контейнеров и ЖБК.
Возможность управления листогибочным процессом через систему ЧПУ многократно повышает скорость выполнения гибочных работ в сравнении с ручным механизмом, делая производство более безопасным. Благодаря программе можно оперативно отследить любые отклонения от заданной траектории передвижения бака, регулировать приемную силу и создавать максимально точные конфигурации гиба.
Добиться такого результата на ручном управлении практически невозможно.
Вот лишь небольшая часть того, что можно сделать на листогибе с ЧПУ:
- металлоконструкции;
- элементы вентиляционных систем;
- корпусные детали транспортных средств;
- элементы кровли и сайдинга;
- металлопрофиль любой формы;
- металлические шкафы;
- всевозможные резервуары и емкости;
- детали оборудования.



Все листогибочные прессы функционируют по схожему принципу — лист металлопроката крепится при помощи прижимной балки, после чего верхняя подвижная балка начинает с усилием опускаться и загибает заготовку до требуемой формы. Конечный вид элементов напрямую зависит от инструментального оснащения балок: пуансонов и матрицы нужных радиуса и формы.
Немаловажное значение имеют степень равномерности распределения прижимной силы и угол движения верхней балки.
В зависимости от технологической оснастки на оборудовании для гибки металлических листов можно получить как самый простой гиб, так и радиусный, волнообразный, Z-образный, а также изготовить деталь, сплюснутую с одной или нескольких сторон. Управление всеми элементами листогиба, а также контроль точности деформационного процесса осуществляется оператором при помощи сенсорного экрана стойки ЧПУ.
Обзор моделей
Предлагаем ТОП-3 самых популярных листогибочных станков с ЧПУ.
Haco ERM 30250
Оборудование бельгийского производства представляет собой высокоточный гидравлический листогиб, позволяющий обрабатывать детали длиной до 20 м. Основные параметры:
- номинальное усилие — 250 т;
- длина нижней балки — 3100 мм;
- ход пуансона — 200 мм;
- длина между торцом ползуна и столом — 4655 мм;
- масса изделия — 12,9 т.
Durma AD—S 30135
Распространенное в России оборудование крупного турецкого производителя, выполненное с использованием современных технологий и оборудованное самыми новыми системами управления. Основные параметры:
- номинальное усилие — 235 т;
- размер нижней балки — 3050 мм;
- размер зева — 410 мм;
- ход пуансона — 265 мм;
- размер от торца ползуна до стола — 530 мм;
- масса изделия — 10,5 т.
SMD PBB—220/3100
Станок голландского концерна SMD, укомплектован оптическими приборами позиционирования на базе ЧПУ. В базовом наборе подобное оборудование предполагает ручную компенсацию прогиба нижней балки, а также переднюю поддержку листовой заготовки, двухручейковую матрицу, двухосный задний упор и опцию механического зажима пресса. ЧПУ позволяет осуществлять контроль над всеми осями заднего упора.
Основные параметры:
- номинальное усилие — 220 т;
- размер нижней балки — 3100 мм;
- зев — 410 мм;
- параметры хода пуансона — 215 мм;
- длина от торца ползуна до стола — 480 мм;
- масса изделия — 13,3 т.
Некоторые модели дополнительно комплектуются многоручейковой матрицей, а также электромеханической компенсацией прогиба.
Гидравлический листогиб: характеристика и особенности эксплуатации
Гидравлический листогиб широко применяется в отечественной индустрии. В статье представлен обзор листогибочных станков и прессов с ЧПУ для листового металла, рассмотрены их разновидности и даны рекомендации по выбору.
Гидравлический листогиб – это устройство для холодной гибки листового металла. Сортамент получаемых изделий – уголки, швеллеры, корпусные детали, шкафы для электрооборудования и прочее. Производство характеризуется низкими удельными затратами энергии, возможностью автоматизации и практически полным отсутствием отходов. Области применения таких станков:
- приборостроение;
- авиастроение;
- машиностроение;
- производство бытовых приборов.
Современные станки с ЧПУ для гибки листового металла оснащены системой безопасности, которая сканирует поверхность заготовки.
При обнаружении в зоне гиба посторонних объектов станок автоматически выключается. Толщина листа, с которым может работать станок, достигает 5 мм. Минимальная толщина – 0,5 мм. Настройка прилагаемого усилия выполняется вручную или с помощью ЧПУ. Угол изгиба, в зависимости от форм матрицы и пуасона, может составлять 130–145 градусов. Исполнительных органов обычно несколько, и они поставляются в комплекте со станком. Это сделано для расширения номенклатуры выпускаемых изделий.
Иногда матрица может иметь несколько ручьев. Такое решение значительно увеличивает производительность, так как уменьшается время на переналадку станка. В этом случае матрица не меняется, а пододвигается необходимым ручьем под пуасон. При работе контролируется скорость рабочих и холостых ходов, а также скорость возврата ползуна. Это нужно для контроля уровня остаточных деформаций в изделии. Особенно в образцах из цветных металлов.
Отличительная черта гидравлических листогибов – плавность и бесшумность работы.
С помощью этих машин можно получать изделия разной конфигурации, в том числе выполнять гиб по окружности. А для получения наибольшей производительности нужно учитывать, что разные виды листогибов предназначены для разной конфигурации деталей.
Листогибочные станки различаются по нескольким параметрам. По способу управления листогибы бывают с ручным и с ЧПУ.
- С ручным управлением. Применяются в единичном и мелкосерийном производствах, а также на небольших и средних металлообрабатывающих предприятиях. Управление происходит с помощью рычагов или педалей. Обычно это станки с поворотной балкой.
- С ЧПУ. Управляющая программа заносится в память устройства с компьютера или с консольного пульта самого станка. Такие станки могут быть портальными, то есть с одной стороны непрерывно поступают заготовки, а с другой – выходят готовые изделия. В некоторых моделях базирование заготовки осуществляется вручную по специальным подвижным упорам, положение которых задается программно. В этих устройствах на монитор выводятся координаты гиба и его визуализация. Точность позиционирования достигает 0,01 мм.
По варианту исполнения есть стационарные и портативные.
- Портативные могут размещаться непосредственно на объекте, имеют небольшую массу и низкое энергопотребление. Но у них есть ограничения по размерам и жесткости обрабатываемой детали.
- Стационарные. Производят гибку больших и тяжелых деталей со сложной конфигурацией. Обладают высокой точностью и производительностью, могут управляться из единого центра.
По конструкции листогибочные станки бывают нескольких видов.
- Горизонтальные. По существу, это обычные прессы, но с матрицей и пуасоном. Могут выполнять гибы по прямой линии и окружности, но в последнем случае скорость работы небольшая. Они умеют наносить перфорации и насечки. Для повышения точности в некоторых моделях есть система компенсации прогиба ползуна. Гидроцилиндры управляются независимо и имеют свои системы контроля. Это нужно для недопущения перекоса пуасона.
- Валковые. По конструкции напоминают прокатный стан. Имеют 3, 4 или 5 валов, которые могут независимо перемещаться. Применяются для изгибов по окружности, при этом наименьший радиус кривизны равен радиусу рабочего вала. Могут изготавливать детали с 3 и более углами, из листа делать цилиндр и конус. Наиболее распространенный вариант – четырехвалковый, так как в нем оптимальным образом сочетаются высокая точность и приемлемая стоимость.
- С поворотной балкой. Используются только для прямолинейных гибов. Заготовка закрепляется между станиной и ползуном, после чего балка поворачивается на необходимый гол и изгибает лист металла.
По наличию дополнительных функций – это могут быть:
- отрезные ножи;
- базирующие задние упоры;
- система автоматической подачи заготовки и другое.


Разные фирмы производят разное гибочное оборудование. Поэтому перед выбором нужно ознакомиться с предложениями от разных фирм.
Производители
Листогибочные станки одного вида практически ничем не отличаются. Разница между ними – в развиваемом усилии, размерах обрабатываемых деталей, способе управления и прочем. Поэтому в первую очередь нужно смотреть на характеристики, а не на фирму. Тем не менее листогиб – устройство дорогое, поэтому мы подобрали несколько достойных моделей от известных производителей.
Этот станок с ЧПУ от бельгийской фирмы способен обрабатывать детали длиной до 20 м. Система управления позволяет его включать в группу синхронно работающих станков. Гидроцилиндры управляются независимо, а за их синхронным движением следят оптические датчики. Точность станка – 0,01 мм. Основные технические характеристики:
- ход ползуна – 200 мм;
- развиваемое усилие – 250 т;
- длина нижней балки – 3100 мм;
- масса – 12,9 т.
Дополнительно на него можно установить систему компенсации прогиба стола, автомат корректировки угла сгибания, несколько видов задних упоров. Примерная стоимость – 5,8 млн руб.
Durma AD-S 30135
Эти листогибочные прессы от турецкого производителя комплектуются УЧПУ DELEM с возможностью управления по 4 осям, приводным задним упором и системой ручной компенсации прогиба балки. Основные технические характеристики:
- ход ползуна – 265 мм;
- развиваемое усилие – 135 т;
- длина нижней балки – 3050 мм;
- масса – 10,5 т.
Дополнительные опции – управляемые задние упоры, гидравлический зажим пуасона и лазерный датчик измерения угла изгиба. Примерная стоимость – 5,2 млн руб.
SMD PBB-220/3100
Этот станок голландского производства оснащен независимыми гидроцилиндрами, за работой которых следят оптические датчики, системой ЧПУ, ручным устройством компенсации прогиба нижней балки, механическим зажимом пуасона и двухручейковой матрицей. Также есть управляемый задний упор. Основные технические характеристики:
- ход ползуна – 215 мм;
- развиваемое усилие – 220 т;
- длина нижней балки – 3100 мм;
- масса – 13,3 т.
Дополнительные опции – многоручейковая матрица, система электромеханической компенсации прогиба и несколько задних упоров. Примерная стоимость – 4,5 млн руб.
ПЛГ-В 270-3100
Листогиб российского производства комплектуется управляемым задним упором и регулируемым по высоте устройством для поддержки заготовки. Основные технические характеристики:
- ход ползуна – 260 мм;
- развиваемое усилие – 270 т;
- длина нижней балки – 3100 мм;
- масса – 12,6 т.
Дополнительные опции – реечный механизм компенсации прогиба нижней балки, система быстрой замены инструмента, несколько задних упоров. Примерная стоимость – 3,6 млн руб
MetalMaster HPJ-32200K
Китайский листогиб оснащен гидравлической системой от итальянских и немецких производителей. УЧПУ и сервоприводы – собственного производства. Система синхронизации гидроцилиндров осуществляется с помощью торсионного вала. Основные технические характеристики:
- ход ползуна – 455 мм;
- развиваемое усилие – 200 т;
- длина нижней балки – 3200 мм;
- масса – 14,5 т.
Дополнительные опции – система ручной компенсации прогиба и задние упоры с расширенным набором функций. Примерная стоимость – 3,2 млн руб.
РГ 2150
Это самый простой листогиб украинского производства. Он оснащен ручным приводом. Основные технические характеристики:
- ход ползуна – 65 мм;
- развиваемое усилие – зависит от физической подготовки оператора;
- наибольшая толщина металла – 1 мм;
- длина нижней балки – 2150 мм;
- масса – 270 кг.
Это классический мобильный листогиб, предназначенный для единичного производства и ремонтных бригад. Примерная стоимость – 80 тыс. руб.
Как выбрать?
Для начала определитесь с конструкцией вашего будущего оборудования, какие функции вам нужны, а какие нет. Но учитывайте дальнейшее развитие – может быть, номенклатура выпускаемых изделий расшириться, и возможностей оборудования будет не хватать.
Затем обратите внимание на технические характеристики станка.
- Высота подъема траверсы. Чем она больше, тем удобнее загружать листогиб.
- Рабочая ширина, или расстояние между стойками. Этот параметр влияет на размеры заготовок.
- Диапазон толщины обрабатываемого металла. Определяет возможности самого станка производить необходимые изделия.
- Точность обработки изделий.
- Сила воздействия. Она определяет материал и толщину заготовок, которые можно обработать.
- Наличие и ассортимент вставок и профилей. Чем их больше, тем шире номенклатура изделий, которые можно производить на станке.
- Возможность сквозного продвижения заготовок. Ее наличие позволяет организовать непрерывный выпуск изделий и большую производительность.
- Наличие ЧПУ.
- Экономические критерии выбора.
Эксплуатация
При работе на гидравлическом листогибе всегда соблюдайте технику безопасности. Не пропускайте инструктажи, так как даже опытные рабочие иногда совершают ошибки.
Обязательно прочитайте сами и ознакомьте рабочих с инструкцией по эксплуатации оборудования. Это поможет лучше организовать работу и избежать несчастных случаев.
Доверяйте ремонт станка только специально обученным лицам. Система ЧПУ сама диагностирует состояние листогиба и выводит на дисплей соответствующий код ошибки. Это сильно помогает при ремонте.
Самая распространенная неполадка гидравлических листогибов – протечка рабочей жидкости через сальники.
Желательно сразу устранять ее, так как она приводит к дополнительным затратам и сильно вредит экологии.
В следующем видео предсталвен обзор гидровлического листогиба с ЧПУ Cybelec 880 S.
Читайте также: